Профессия токаря набирает все большую популярность среди рабочих специальностей.
Изобретение станков, обладающих программным управлением, превратило процесс в своеобразное искусство инженерной мысли.
Появляется все больше молодых специалистов готовых пополнять свои теоретические знания и осваивать практическую сторону токарного производства.
Основы для начинающих
Специалисты токарного дела занимаются изготовлением деталей для различных машин и механизмов. Их работа заключается в обработке заготовок методом резания, в процессе которого удаляется слой материала определенной толщины в виде стружки.
Вся работа осуществляется на станках, обрабатывающих различные детали с помощью резцов и других инструментов. Приступая к выполнению задачи, токарь четко видит последовательность работы, способ изготовления и обработки.
При этом специалист должен продумать возможность определенного вида фиксации заготовки, подобрать приспособления и инструменты, а также выбрать режим резки. Данный комплекс мероприятий отражается в содержании процесса технологии производства.
Техника безопасности перед началом работы
Перед началом работы на токарном станке нужно придерживаться следующих правил техники безопасности:
Спецодежда токаря:
- одежда должна быть полностью застёгнута, без свисающих частей. Особое внимание надо уделять рукавам, манжеты которых должны плотно прилегать к конечностям;
- обувь должна быть плотно прилегающей, закрытой и на жёсткой подошве;
- головной убор должен плотно закрывать волосы и не иметь свисающих концов;
- очки должны быть необходимого размера, прозрачные, с бесцветными не повреждёнными линзами.
- Готовность станка:
- наличие заземления, защитных щитков, ограждений, кожухов;
- наличие необходимого инструмента, а также крючков для отвода стружки, трубок и шлангов для подвода охлаждающей жидкости, щитков для отражения брызг эмульсии;
- отсутствие чего-либо в патроне, корыте или на станке (стружки, заготовок, эмульсии).
- отрегулировать освещение на станке.
- Пробный пуск:
- удостовериться, что запуск не угрожает ни чьей безопасности;
- на холостом ходу проверить работоспособность всех органов управления агрегата, систему смазки и охлаждения.
- Постоянный контроль:
- каждый пуск станка не должен угрожать чьей-либо безопасности;
- не допускать разбрызгивания масла и охлаждающей жидкости;
- контролировать нахождения всех рукояток и переключателей в нейтральном положении.
Режущий инструмент токарного станка
Режущим инструментов является часть оборудования, которая применяется для формирования поверхностей путем отделения лишнего слоя материала от заготовки.
- Резец. Лезвие для обработки вращательными и поступательными движениями, при этом движение может осуществляться в нескольких направлениях. Резцы бывают расточные, резьбовые, подрезные, фасонные, отрезные и канавочные.
- Фреза. Инструмент с лезвием, производящий вращательные движения без смены радиуса. Обеспечивает одно движение подачи с направлением, не совпадающим с осью вращения.
- Осевой инструмент. Осуществляет вращение и движение подачи, которое происходит вдоль оси. К осевым инструментам относится сверло, зенкер, развертка, зенковка, цековка, метчик и плашка.
- Протяжка. Инструмент с множеством лезвий, предназначенный для формирования детали с помощью вращательных и поступательных движений при отсутствии подачи.
- Ножовочное полотно. Полоса с множеством зубьев-лезвий, используемая для прорезания и отрезания пазов.
- Шевер. Приспособление для чистовой обработки колес с зубьями. Существуют червячные и реечные шеверы.
По способу крепления инструменты бывают насадными и хвостовыми. По форме делят на дисковые, конические, цилиндрические и пластинчатые.
Работа на токарном станкематериал на тему
Токарная обработка металла осуществляется на специальных станках, на которых можно обрабатывать цилиндрические, фасонные, конические или торцевые поверхности, вытачивать канавки, обрабатывать отверстия, выполнять множество других работ с достаточно высокой точностью и качеством изготовления деталей. Для того чтобы понимать, как работать на металлообрабатывающем станке, необходимо иметь представление о его устройстве, правилах обработки поверхностей, сверлении и расточке отверстий и прочее. В данном материале вы найдете краткую информацию об этом.
РЕЖУЩИЕ ИНСТРУМЕНТЫ
Режущим инструментом, применяемым на токарных станках, являются резцы. По виду обработки резцы делятся на: проходные, подрезные, отрезные, прорезные, галтельные, резьбовые, фасонные и расточные; расточные, в свою очередь, делятся на резцы для обработки сквозных отверстий, обработки в упор глухих отверстий, расточки канавок, нарезания резьбы. По направлению подачи резцы делятся на правые и левые. Правыми резцами называются такие, у которых при наложении на них сверху ладони правой руки главная режущая кромка оказывается расположенной на стороне большого пальца. При работе такими резцами на токарном станке они перемещаются справа налево. По форме головки и ее расположению относительно оси тела резцы бывают прямые. Рационально выбранные геометрические параметры резца и форма передней поверхности для заданных условий резания должны обеспечивать наибольшую стойкость инструмента или наибольшую скорость резания. Такая геометрия называется оптимальной и выбирается из соответствующих справочников по режимам резания и конструированию режущего инструмента. Материалом для резцов служат быстрорежущая сталь (сварные резцы) и металлокерамические твердые сплавы (резцы с напаянными или механически закрепленными пластинами).
ОБРАБОТКА ДЕТАЛЕЙ НА ТОКАРНЫХ СТАНКАХ
Токарная обработка – один из самых распространенных видов обработки металлов резанием, осуществляемый на станках токарной группы. Детали, обрабатываемые на этих станках, делятся на три класса: валы, диски, втулки. Детали обрабатываются на специализированных станках, налаженных для обработки определенных простых и средней сложности заготовок или выполнения отдельных операций: нарезание наружной и внутренней треугольной резьбы метчиками и плашками. Пользуются универсальными и специальными приспособлениями, многомерным и одномерным инструментом.
УСТРОЙСТВО ТОКАРНОГО СТАНКА
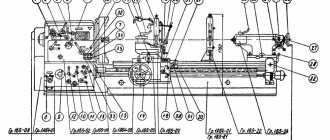
Станок состоит из станины, установленной на тумбах, передней (шпиндельной) бабки, суппорта с резцедержателем и фартуком, задней бабки. Станина является основанием и служит для монтажа всех основных узлов станка. По направляющим станины перемещаются каретка суппорта и задняя бабка. Передняя бабка имеет внутри коробку скоростей со шпинделем, на переднем конце которого закрепляется патрон или планшайба для установки, обрабатываемой заготовки. Суппорт предназначен для перемещения закрепленных в резцедержателе резцов в продольном, поперечном и угловом направлениях. Для перемещения инструмента суппорт имеет продольные, поперечные и верхние салазки (каретки). Коробка подач и гитара сменных зубчатых колес служат для налаживания станка на необходимую подачу или шаг нарезаемой резьбы. От коробки подач движение на суппорт поступает через ходовой винт, при нарезании резьбы, или через ходовой вал, когда необходимо осуществить движение продольной и поперечной подачи при обтачивании заготовок. Задняя бабка служит для поддержания свободного конца длинных заготовок с помощью вращающегося центра, а также для закрепления сверл и другого концевого инструмента. Она состоит из трех основных частей: корпуса, пиноли и плиты. Вращающийся центр или инструмент устанавливают в отверстие пиноли, имеющее инструментальный конус Морзе. Корпус задней бабки можно смещать в поперечном направлении для обтачивания конусных поверхностей (в нормальном состоянии смещение равно нулю). Современные токарные станки оснащены устройствами для ускоренной подачи суппорта, механизмом для быстрой остановки вращения шпинделя и автоматическим предохранительным выключателем подачи суппорта при перегрузке. На передней бабке станка помещены шильдики с указанием положения рукояток настройки частоты вращения шпинделя и подачи.
ОБРАБОТКА ЦИЛИНДРИЧЕСКИХ И ТОРЦОВЫХ ПОВЕРХНОСТЕЙ
Обработка наружных цилиндрических поверхностей осуществляется при продольном перемещении проходного резца относительно вращающейся заготовки. Резец врезается в поверхностный слой материала с постоянной скоростью – скоростью подачи. Чем выше эта скорость при постоянных оборотах шпинделя, тем больше толщина стружки, выше производительность и больше величина силы резания и соответственно больше нагрузки на резец и на привод станка. Для настройки на определенный размер обтачиваемой цилиндрической поверхности используют метод пробных проходов.
Резец подводят к вращающейся заготовке до соприкосновения с обрабатываемой поверхностью, и момент соприкосновения замечают по появлению на заготовке едва заметной кольцевой риски. Затем резец отводят вправо за пределы заготовки продольным перемещением суппорта. Лимбовое кольцо устанавливают вначале в нулевое положение и поворотом рукоятки подают поперечные салазки суппорта по лимбу вперед на величину, несколько меньшую, чем требуется для получения окончательного размера. После этого ручной подачей обтачивают участок поверхности на длину 3 — 5 мм, отводят резец вправо и измеряют размер обточенного участка.
По данным измерения уточняют, на какое расстояние требуется дополнительно подать резец вперед. Этот размер устанавливают по лимбу и вновь обтачивают пробный участок. Когда резец окончательно установлен на размер, остальные заготовки партии обрабатывают с установкой резца по лимбу без пробных рабочих ходов.
Между винтом поперечных салазок и его гайкой всегда имеется некоторый люфт. Чтобы люфт не вызывал погрешности при установке резца по лимбу, рукоятку винта вращают только по часовой стрелке вправо, предварительно сделав один оборот против часовой стрелки.
Подрезание торцов заготовок заключается в выполнении приемов, предусмотренных в предыдущих упражнениях (установка заготовки, резца и настройка станка на требуемую частоту вращения шпинделя). Заготовку закрепить в патроне с вылетом из кулачков не более 40… 50 мм. Обработку выполнять подрезным резцом с углом ϕ = 90° или проходным отогнутым резцом с углом ϕ =45°. Обработку торца заготовки выполнять в такой последовательности: коснуться вершиной головки резца торца заготовки и отвести резец от заготовки на себя рукояткой поперечного суппорта; установить резец на требуемый размер срезаемого слоя (глубину резания или припуск по торцу), перемещая его влево, подать резец ручной поперечной подачей, уменьшая значение подачи при подходе вершины резца к оси заготовки. Для подрезки второго торца заготовки открепить заготовку, измерить ее длину, определить оставшийся припуск для обработки 2-го торца, закрепить заготовку в патроне другим концом. Переместить резец, отсчитывая перемещение по лимбу продольной подачи от торца заготовки, оставив 0,1 … 0,2 мм на окончательный проход.
Подрезать торец путем перемещения резца к центру поперечной ручной подачей. Отвести резец от заготовки в исходное положение. По лимбу винта верхних салазок суппорта подать резец влево на оставшийся припуск и подрезать второй торец окончательно. При подрезке торцов проходным отогнутым резцом с углом ϕ= 45° предварительный проход выполнять перемещением резца от наружной поверхности заготовки к центру, окончательный проход — перемещением от центра к наружной поверхности заготовки. Прямолинейность торца заготовки после обработки проверить измерительной линейкой. Выпуклость торца не допускается.
СВЕРЛЕНИЕ И РАСТОЧКА ОТВЕРСТИЙ
Обработку отверстий на токарных станках выполняют различными режущими инструментами, выбор которых зависит от заготовки, формы отверстия, точности и шероховатости поверхности отверстия. Заготовки крепят в шпинделе станка и сообщают им вращательное движение, а режущие инструменты — в пиноли задней бабки и сообщают им поступательное движение — подачу. В зависимости от формы и размеров заготовку крепят в трехкулачковом самоцентрирующемся патроне, в четырехкулачковом патроне, на планшайбе с помощью планок и болтов или другими способами. Обработку отверстий в сплошном металле заготовки производят спиральными сверлами. Спиральные сверла диаметром до 10 мм с цилиндрическим хвостовиком закрепляют в трехкулачковом сверлильном патроне, который устанавливают непосредственно в коническое отверстие пиноли задней бабки. Спиральные сверла с коническими хвостовиками устанавливают непосредственно в коническом отверстии пиноли задней бабки, а если конус сверла меньше конического отверстия пиноли, то с помощью одной или нескольких конических переходных втулок. Различают предварительное и окончательное сверление. При предварительном сверлении диаметр сверла подбирают меньше окончательного диаметра на размер припуска, оставленного для окончательной обработки. После предварительного сверления может быть проведено рассверливание, т. е. сверление сверлом большего диаметра, зенкерование, развертывание или растачивание отверстия резцом. Выбор вида дальнейшей обработки зависит от точности обрабатываемого отверстия. Обработку центровых отверстий на торцовых поверхностях для установки заготовок в центрах станков осуществляют или последовательно сверлом и зенковкой, или за один прием комбинированным центровочным сверлом.
Увеличение диаметра уже имеющегося в заготовке отверстия и придание ему необходимой формы (цилиндрической, конической, ступенчатой) с помощью расточных резцов называется растачиванием. Расточной резец, устанавливаемый в резцедержатель суппорта станка, должен иметь консольную часть, выступающую из резцедержателя на длину, большую длины растачиваемого отверстия заготовки. Геометрические параметры расточных резцов и элементы режимов резания при растачивании аналогичны этим параметрам при обтачивании цилиндрических заготовок проходными резцами.
Растачивание отверстий с уступами отличается от растачивания гладкого цилиндрического отверстия расточным упорным резцом тем, что обработку выполняют за несколько проходов. Длина стержня резца должна быть такой, чтобы можно было растачивать на полную глубину все ступенчатое отверстие, а поперечное сечение головки и стержня резца должно быть меньше малого диаметра ступенчатого отверстия. Если высота уступа менее 5 мм и растачивание большего диаметра выполняют за один проход (tϕ=90°, подачу резца производят только в продольном направлении. При растачивании глухих цилиндрических отверстий или сквозных отверстий с уступами высотой более 5 мм применяют резец с главным углом в плане ϕ=95°, подача резца в этом случае производится сначала в продольном направлении, а при подходе резца к уступу — в поперечном направлении. Размер от торца заготовки до уступа выдерживают различными способами: по риске на резце плоским упором, закрепленным в резцедержателе, а также продольным упором, установленным на направляющих станины, или по продольному лимбу. Размер от торца заготовки до уступа (или дна глухого цилиндрического отверстия) можно измерить различными измерительными инструментами: измерительной линейкой, глубиномером штангенциркуля, штангенглубиномером или шаблоном. Диаметр отверстия измеряют штангенциркулем. При использовании штангенциркуля с отсчетом по нониусу 0,05 мм необходимо к показаниям штангенциркуля прибавлять толщину губок, указанную на них. Проверить полученный диаметр отверстия можно предельными калибрами-пробками. Проходная сторона пробки (ПР) должна проходить в отверстие без особых усилий, а непроходная сторона (НЕ) не должна проходить в отверстие.
ОБРАБОТКА КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ
Обработку конических поверхностей на токарных станках выполняют различными способами: поворотом верхней части суппорта; смещением корпуса задней бабки; поворотом конусной линейки; широким резцом. Применение того или иного способа зависит от длины конической поверхности и угла уклона конуса.
Обработка наружного конуса способом поворота верхних салазок суппорта целесообразна в тех случаях, когда необходимо получить большой угол уклона конуса при сравнительно небольшой его длине. Наибольшая длина образующей конуса должна быть несколько меньше хода каретки верхнего суппорта. Обработка наружного конуса способом смещения корпуса задней бабки удобна для получения длинных пологих конусов с малым углом уклона (3…5°). Для этого корпус задней бабки сдвигают в поперечном направлении от линии центров станка по направляющим основания бабки. Обрабатываемая заготовка закрепляется между центрами станка в поводковом патроне с хомутиком. Обработку конусов с помощью конусной (копировальной) линейки, закрепленной с задней стороны станины токарного станка на плите, применяют для получения пологого конуса значительной длины. Заготовку крепят в центрах или в трехкулачковом самоцентрирующем патроне. Резец, закрепленный в резцедержателе суппорта станка, получает одновременное перемещение в продольном и поперечном направлениях, в результате чего обрабатывает коническую поверхность заготовки.
Обработку наружного конуса широким резцом применяют при необходимости получения короткого конуса (l
Обработку внутренних конических поверхностей на токарных станках выполняют также различными способами: широким резцом, поворотом верхней части (салазок) суппорта, поворотом конусной (копировальной) линейки. Внутренние конические поверхности длиной до 15 мм обрабатывают широким резцом, главная режущая кромка которого установлена под требуемым углом к оси конуса, осуществляя продольную или поперечную подачу. Этот способ применяют в том случае, когда угол уклона конуса большой, а к точности угла уклона конуса и шероховатости поверхности не предъявляют высоких требований. Внутренние конусы длинней 15 мм при любом угле наклона обрабатывают поворотом верхних салазок суппорта с применением ручной подачи.
Независимо от способа обработки конуса резец обязательно устанавливают точно по высоте центров станка.
НАРЕЗАНИЕ РЕЗЬБЫ НА ТОКАРНЫХ СТАНКАХ
Нарезание резьбы резцами производится на токарно-винторезных станках, имеющих ходовой винт с разъемной гайкой, гитару сменных колес, коробку подач и реверсивный механизм. На станке можно нарезать различные резьбы — наружные и внутренние, метрические и дюймовые, правые и левые, однозаходные и многозаходные, крепежные и грузовые; по форме профиля — треугольные, прямоугольные, трапецеидальные и др. Кроме того, на токарно-винторезных станках нарезают червяки. Перед нарезанием резьбы заготовку обтачивают (растачивают) до определенного диаметра, который должен быть несколько меньше наружного диаметра резьбы. Это объясняется наличием упругих и пластических деформаций, возникающих в материале заготовки, от чего наружный диаметр стержня увеличивается, а внутренний диаметр отверстия уменьшается. Выбор диаметра заготовки производится по специальным таблицам.
Виды оборудования для работы по металлу
Любой вид токарного станка подразумевает обработку резанием, однако некоторые устройства могут иметь дополнительные функции и возможности.
Токарно-винторезный станок — применяется для вытачивания профилей, производства канавок и углублений, сверления отверстий и выполнения резьбы различными способами.
Токарно-фрезерный станок — используется для точения заготовки проходным способом, а также производства резьбы, накладывания фаски, вырезки прямых и криволинейных пазов.
Токарно-карусельный станок — с его помощью обрабатываются заготовки большого диаметра.
Токарно-револьверный станок — используется для производства деталей из калиброванного прутка.
ЧПУ станок — оборудование, выполняющее множество операций, заданных программой. Работа специалиста заключается в наблюдении, корректировке и выемке готовых изделий.
Рабочие характеристики
Бытовые модели токарных станков располагают меньшим силовым потенциалом и параметры обработки у них в целом не столь высоки, как в случаях с промышленными аналогами. Усредненные характеристики можно представить так:
- Мощность – для настольных токарных станков по металлу для дома предусматриваются двигатели на 300-500 Вт. Примерно такой же потенциал получают и агрегаты для деревообработки. Стационарные напольные версии снабжаются силовыми установками на 750-100 Вт.
- Количество скоростей – все чаще используется плавная бесступенчатая регулировка скорости, а в случае со ступенчатой настройкой количество режимов может достигать 10-15.
- Число оборотов – стандартный частотный диапазон варьируется от 500 до 2500 об/мин.
- Масса – для бытовых моделей характерен вес порядка 20-30 кг, хотя есть немало разных компактных или конструкционно расширенных агрегатов, выходящих за эти рамки.
- Длина обрабатываемой заготовки – от 300 до 1000 мм. Опять же, многое зависит от конструкции конкретного оборудования.
Разряды токарей
В процессе профессионального роста токарь может получить более высокий разряд, который требует наличия знаний, совершенствования техники работы и владения инструментом.
- 1 разряд — дается ученику, не имеющему профессиональных навыков;
- 2 разряд — приобретает специалист, который имеет опыт обработки деталей по 12–14 квалитетам на универсальных станках;
- 3 разряд — работник умеет обрабатывать детали на станках по 8–11 квалитетам и подтвердил знания о наладке оборудования, заточке инструмента и устройстве плазмотрона;
- 4 разряд — токарь, владеющий знаниями о специальных приспособлениях, правилах термической обработки, калибровке профилей и подготовке к работе режущего инструмента;
- 5 разряд — специалист, владеющий навыками обработки сложных деталей до 6–7 квалитета, правильной последовательности проверки токарных станков и регулирования инструментов;
- 6 разряд — высшая отметка, отражающая профессиональную подготовку работника, его знания и практические навыки в работе, обслуживании и наладке станков.
Для получения следующего разряда токарю необходимо пройти обучение и сдать соответствующий экзамен.
Нестандартные ситуации
Если при токарных работах по дереву или металлу появилось электрическое напряжение на металлических частях, ощущается вибрация, исчезла одна фаза, чувствуется запах дыма или возникла какая-нибудь другая опасная или нестандартная ситуация угрожающая выходом из строя оборудования или угрожающая здоровью людей, необходимо выключить станок и сообщить мастеру.
При возникновении пожара необходимо прекратить работы и приступить к тушению с помощью спецсредств.
В случае исчезновения освещения, необходимо оставаться на рабочем месте до возобновления подачи электричества.
Только строгое соблюдение правил техники безопасности при токарных работах не будет подвергать опасности жизнь и здоровье людей.
Как стать профессионалом
Токарному делу можно обучаться всю жизнь, так как помимо теоретической части специалист должен разбираться в современной технике.
Прогресс не стоит на месте, а значит, всегда будет присутствовать объект изучения. К тому же среди обрабатываемых материалов появляются новые образцы из композитных и полимерных соединений.
Для овладения профессией существуют учебные заведения и курсы, где высококлассные специалисты передают свой опыт молодым ученикам.
Информацию также можно почерпнуть из сети, где в открытом доступе находится разнообразная литература по токарному делу.
Работа подразумевает хорошую физическую подготовку, так как очень часто токари страдают от ряда заболеваний. Можно сказать, отменное здоровье, курсы повышения квалификации и умение настраивать оборудование поможет добиться желаемых высот в карьере.
Особенности эксплуатационного процесса
Рабочий процесс состоит из нескольких этапов, главными среди которых является настройка станка и установка заготовки. Что касается настройки, то она выполняется ручным или автоматическим способом – опять же, зависит от способа управления конкретной моделью. Для крепления заготовки обычный токарный станок для дома имеет специальную зажимную оснастку с направляющими приспособлениями. Для надежности захвата деревянных элементов часто используются зубчатые устройства или планшайбы с отверстиями. Далее остается лишь настроить параметры обработки со скоростью вращения и запустить агрегат в работу.
Виды токарных работ
Комплекс токарной обработки включает в себя обширный список разнообразных операций. Среди основных из них можно выделить следующие:
- нарезка на внешней или внутренней поверхности детали разнообразных видов резьбы;
- сверление, растачивание отверстий, зенкерование, развертывание и так далее;
- отрез частей заготовки, ее доводка до необходимой конфигурации и формы;
- вытачивание различных канавок, углублений и технологических швов;
- обработка наружных поверхностей, торцов и уступов.
Помимо этого, токарная обработка металлов позволяет придать поверхности детали нужную степень шероховатости и необходимую фактуру.
Токарная обработка сегодня
В наши дни потребность в металлических деталях с заданными геометрическими параметрами многократно возросла даже по сравнению с ХХ веком. Помимо сложности форм, к изделиям предъявляются все более и более высокие требования, касающиеся точности, измеряющиеся порой микронами и даже их долями. Несмотря на засилье пластика и некоторых других материалов, детали, выполненные из различных видов металлов, продолжают лидировать в подавляющем большинстве отраслей, где требуется прочность, надежность и долговечность.
Принцип токарной обработки остался неизменным. Посредством резца, фрезы, другого режущего инструмента, с заготовки, жестко закрепленной в специальном вращающемся патроне станка, снимаются лишние слои материала, придавая детали необходимую конфигурацию, геометрические параметры и функциональные характеристики.
Сегодня токарные работы выполняют совершенные, высокотехнологичные станки под управлением мощных компьютерных систем, за которыми осуществляет контроль высококвалифицированный оператор.
В результате удается добиться филигранной точности, обеспечить изготовление деталей сложнейшей конфигурации, самого разнообразного функционала и назначения:
- шестеренки и зубчатые колеса;
- разнообразные валы и втулки;
- гайки, муфты, кольца;
- шкивы и приводы;
- болты, винты, гайки, шайбы;
- другие детали сложных геометрических форм.
Современное токарное оборудование, помимо безупречной точности, обеспечивает высокую скорость обработки и практически полное отсутствие брака и простоев в работе.