Передняя бабка
Детали, расположенные в передней бабке служат для поддержки и вращения заготовки, во время её обработки. Здесь же находятся узлы, регулирующие скорость вращения детали. К ним относятся:
- шпиндель;
- 2 подшипника;
- шкив;
- коробка скоростей, отвечающая за регулировку скорости вращения.
Передняя бабка отдельно от станка
Основная деталь передней бабки в устройстве токарного станка – шпиндель. С правой его стороны, обращённой в сторону задней бабки, есть резьба. К ней крепится патроны, удерживающие обрабатываемую деталь. Сам шпиндель устанавливается на два подшипника. Точность работ, выполняемых на станке, зависит от состояния шпиндельного узла.
Коробка скоростей вид сверху
В передней бабке находится гитара сменных шестерен, которая предназначается для передачи вращения и крутящего момента с выходного вала коробки скоростей на вал коробки подач для нарезания различных резьб. Наладка подачи суппорта осуществляется путем подбора и перестановки различных зубчатых колес.
Гитара сменных шестерен токарного станка Optimum
Гитара советского токарного станка по металлу
Техническое обслуживание
Устройство токарного станка по металлу
Токарные станки по металлу, в общей своей массе, имеют примерно схожую компоновку — схему расположения узлов. В этой статье мы перечислим и опишем основные узлы, принцип их работы и назначение.
Основными узлами являются:
- станина;
- передняя бабка;
- шпиндель;
- механизм подачи;
- суппорт;
- фартук;
- задняя бабка.
Основные узлы токарного станка по металлу
Видео-урок об устройстве токарных станков по металлу
Назначение задней бабки токарного оборудования
Устройство и назначение задней бабки токарного станка по металлу
Задняя бабка токарного станка, конструкция которой может предусматривать несколько вариантов исполнения, необходима не только для фиксации деталей, имеющих значительную длину, но и для крепления различных инструментов: сверл, метчиков, разверток и др. Дополнительный центр станка, который устанавливается на задней бабке, может быть вращающимся или неподвижным.
Устройство задней бабки: 1, 7 – рукоятки; 2 – маховичок; 3 – эксцентрик; 4, 6, 9 – винты; 5 – тяга; 8 – пиноль; А – цековка
Схема с вращающимся задним центром используется в том случае, если на оборудовании выполняется скоростная обработка деталей, а также при снятии стружки, имеющей значительное сечение. При реализации этой схемы задняя бабка выполняется с такой конструкцией: в отверстие пиноли устанавливаются два подшипника – передний упорный (с коническими роликами) и задний радиальный, – а также втулка, внутренняя часть которой расточена под конус.
Осевые нагрузки, возникающие при обработке детали, воспринимаются упорным шарикоподшипником. Установка и фиксация заднего центра оборудования обеспечиваются за счет конусного отверстия втулки. Если необходимо установить в такой центр сверло или другой осевой инструмент, втулка может быть жестко зафиксирована при помощи стопора, что предотвратит ее вращение вместе с инструментом.
Вращающийся центр КМ-2 настольного токарного станка Turner-250
Задняя бабка, центр которой не вращается, закрепляется на плите, перемещающейся по направляющим станка. Пиноль, устанавливаемая в такую бабку, передвигается по отверстию в ней при помощи специальной гайки. В передней части самой пиноли, в которую устанавливают центр станка или хвостовик осевого инструмента, выполняют коническое отверстие. Перемещение гайки и, соответственно, пиноли обеспечивается за счет вращения специального маховика, соединенного с винтом
Что важно, пиноль может перемещаться и в поперечном направлении, без такого перемещения невозможно выполнять обработку деталей с пологим конусом
Шпиндель
Маловероятно, что ещё можно встретить устройство токарного станка по металлу с монолитным шпинделем. Современные станки имеют полые модели, но это не упрощает требований предъявляемых к ним. Корпус шпинделя должен выдерживать без прогибов:
- детали с большим весом;
- предельное натяжение ремня;
- нажим резца.
Особые требования предъявляются к шейкам, на которые устанавливаются в подшипники. Шлифовка их должна быть правильной и чистой, шероховатость поверхности не более Ra = 0,8.
В передней части отверстие имеет конусную форму.
Подшипники, шпиндель и ось должны при работе создавать единый механизм, не имеющий возможности создавать лишних биений, которые могут получаться при неправильной расточке отверстия в шпинделе или небрежной шлифовке шеек. Наличие люфта между подвижными частями станка приведут к неточности в обработке заготовки.
Устойчивость шпинделю придают подшипники и механизм регулировки натяга. К правому подшипнику он крепится посредством расточенной, по форме шейки, бронзовой втулки. Снаружи её расточка совпадает с гнездом на корпусе передней бабки. Втулка имеет одно сквозное отверстие и несколько надрезов. Крепится втулка, в гнезде передней бабки гайками, накрученными на её резьбовые концы. Гайки крепления втулки используются для регулировки натяга разрезного подшипника.
За изменение скорости вращения отвечает коробка скоростей. Справа к шкиву присоединяется зубчатая шестерня, справа от шкива шестерня насажена на шпиндель. За шпинделем имеется валик со свободно вращающейся втулкой с ещё 2 шестернями. Через шейку, закреплённому в кронштейнах валику, передаётся вращательное движение. Разный размер шестерней позволяет варьировать скорость вращения.
Перебор увеличивает количество рабочих скоростей токарного станка вдвое. Строение токарного станка по металлу с использованием перебора позволяет выбрать среднюю скорость между базовыми. Для этого достаточно перекинуть ремень с одной передачи на следующую или установить рычаг в соответствующее положение, в зависимости от конструкции станка.
Шпиндель получает вращение от электродвигателя через ременную передачу и коробку скоростей.
Назначение задней бабки токарного оборудования
Технические характеристики настольного токарного станка 1д601
Задняя бабка токарного станка, конструкция которой может предусматривать несколько вариантов исполнения, необходима не только для фиксации деталей, имеющих значительную длину, но и для крепления различных инструментов: сверл, метчиков, разверток и др. Дополнительный центр станка, который устанавливается на задней бабке, может быть вращающимся или неподвижным.
Устройство задней бабки: 1, 7 – рукоятки; 2 – маховичок; 3 – эксцентрик; 4, 6, 9 – винты; 5 – тяга; 8 – пиноль; А – цековка
Схема с вращающимся задним центром используется в том случае, если на оборудовании выполняется скоростная обработка деталей, а также при снятии стружки, имеющей значительное сечение. При реализации этой схемы задняя бабка выполняется с такой конструкцией: в отверстие пиноли устанавливаются два подшипника – передний упорный (с коническими роликами) и задний радиальный, – а также втулка, внутренняя часть которой расточена под конус.
Осевые нагрузки, возникающие при обработке детали, воспринимаются упорным шарикоподшипником. Установка и фиксация заднего центра оборудования обеспечиваются за счет конусного отверстия втулки. Если необходимо установить в такой центр сверло или другой осевой инструмент, втулка может быть жестко зафиксирована при помощи стопора, что предотвратит ее вращение вместе с инструментом.
Что можно сделать при помощи токарного мини-станка, и где он применяется
Бытовые токарные мини-станки, как и аналогичное промышленное оборудование, предназначены для обработки заготовок из металла и придания им цилиндрической, конусной и сферической формы. Сейчас практически на всех производствах используются агрегаты с ЧПУ, что позволяет свести участие человека практически к нулю, но для домашних потребностей подойдёт простой станок. Несмотря на то, что компактное токарное оборудование унаследовало от своих больших собратьев большинство функций, тем не менее, с его помощью можно обрабатывать только небольшие заготовки и детали. Также на мини-станках можно производить торцевую подрезку и сверление, выполнять внешнюю и внутреннюю нарезку резьбы, расточку и многое другое. Компактное токарное оборудование прекрасно подойдёт для гаража, дома, установки на балконе или в небольшой мастерской.
Настольный токарный станок по металлу
Как выполняется ремонт каретки суппорта
Технические характеристики токарного станка дип 500, схемы
Капитальный ремонт каретки суппорта предполагает восстановление ее нижних направляющих, сопряженных с направляющими станины. Кроме того, при восстановлении данного узла необходимо добиться перпендикулярности плоскости его перемещения к плоскостям, на которых фиксируются фартук токарного станка и его коробка подач. Для выявления степени отклонения данных плоскостей от нормы используются уровень и щупы различной толщины.
Каретка токарного станка в результате выполнения капитального ремонта должна быть выставлена параллельно поперечному ходу суппорта с точностью 0,02 мм на длине 300 мм. Этот параметр проверяется при помощи специального индикатора, который закрепляется в резцедержателе токарного станка.
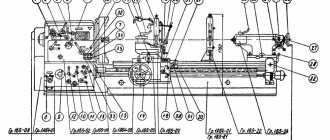
Суппорт (см.рис.1а)предназначен для перемещения во время обработки режущего инструмента, закрепленного в резцедержателе. Он состоит из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали). На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали). Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппорта производится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную. Включение автоматических подач производится рукояткой 14.
Рис. 1а. Суппорт токарного станка 16К20
Техкулачковый патрон
На токарных станках применяют двух-, трех- и четырехкулачковые патроны с ручным и механизированным приводом зажима. В двухкулачковых самоцентрирующих патронах закрепляют различные фасонные отливки и поковки; кулачки таких патронов, как правило, предназначены для закрепления только одной детали. В трехкулачковых самоцентрирующих патронах закрепляют заготовки круглой и шестигранной формы или круглые прутки большого диаметра. В четырехкулачковых самоцентрирующих патронах закрепляют прутки квадратного сечения, а в патронах с индивидуальной регулировкой кулачков — детали прямоугольной или несимметричной формы. Трехкулачковый самоцентрирующий патрон с ручным зажимом самое распросраненное устройство для крепления деталей на токарных станках.Обладая мощным, но чувствительным механизмом, патрон позволяет надежно крепить детали с высокой точностью их центрирования, как для выполнения высокорежимной обработки, так для более тонких работ. Токарный патрон может устанавливаться на шпиндель станка или устройства. Наиболее широко применяют трехкулачковый самоцентрирующий патрон (рисунок ниже). Кулачки 1, 2 и 3 патрона перемещаются одновременно с помощью диска 4. На одной стороне этого диска выполнены пазы (имеющие форму архимедовой спирали), в которых расположены нижние выступы кулачков, а на другой — нарезано коническое зубчатое колесо, сопряженное с тремя коническими зубчатыми колесами 5. При повороте ключом одного из колес 5 диск 4 (благодаря зубчатому зацеплению) также поворачивается и посредством спирали перемещает одновременно и равномерно все три кулачка по пазам корпуса 6 патрона. В зависимости от направления вращения диска кулачки приближаются к центру патрона или удаляются от него, зажимая или освобождая деталь. Кулачки обычно изготовляют трехступенчатыми и для повышения износостойкости закаливают. Различают кулачки крепления заготовок по внутренней и наружной поверхностям; при креплении по внутренней поверхности заготовка должна иметь отверстие, в котором могут разместиться кулачки.
Восстановление и ремонт направляющих суппорта
При ремонте направляющих суппорта необходимо восстановить направляющие каретки, поперечных салазок, поворотных салазок и верхних салазок.
Восстановление направляющих каретки суппорта является наиболее сложным процессом и требует намного больше затрат времени по сравнению с ремонтом других деталей суппорта
Каретка суппорта токарно-винторезного станка модели 1К62. Рис. 51.
При ремонте каретки необходимо восстановить:
При ремонте каретки необходимость сохранить нормальное зацепление зубчатых колес фартука с рейкой и с механизмом поперечной подачи. Существующие на практике методы пересчета и коррегирования этих передач являются недопустимыми, так как при этом нарушаются соответствующие размерные цепи станков.
Не следует начинать ремонт с поверхностей каретки, сопрягаемых со станиной, так как в этом случае как бы фиксируют положение каретки, полученное вследствие неравномерного износа этих направляющих. При этом восстановление всех других поверхностей сопряжено с неоправданно высокой трудоемкостью ремонтных работ.
Поэтому ремонт направляющих каретки следует начинать с поверхностей 1, 2, 3 и 4 (рис. 51), сопрягаемых с поперечными салазками суппорта.
Восстановление направляющих каретки установкой компенсационных накладок
Схема замеров отклонений размеров каретки суппорта. Рис. 52.
Восстановление направляющих каретки установкой компенсационных накладок осуществляется в следующем порядке.
Если износ этих поверхностей меньше 1 мм необходимо сострагивать больший слой металла с тем, чтобы толщина устанавливаемых накладок была не менее 3 мм. Благодаря этому передняя часть каретки в месте крепления фартука окажется несколько выше, чем задняя. Допускается отклонение 0,05 мм на длине 300 мм. Это увеличит срок эксплуатации станка без ремонта, так как при осадке суппорта он будет вначале выравниваться и лишь затем начнется его перекос.
Схема замера соосности отверстий коробки подачи фартука. Рис. 53.
Проверку соосности осуществляют с помощью мостика и индикатора, проверку горизонтальности — с помощью уровня.
Размеры компенсационных накладок для восстановления направляющих кареток в зависимости от величины износа направляющих станин приведены в табл. 4
При установке чугунных накладок их предварительно строгают и затем шлифуют, доводя до нужной толщины.
Подробно о накладках направляющих см. стр. 5—8.
Размеры компенсационных накладок для восстановления направляющих кареток в зависимости от величины износа направляющих станин приведены в табл. 4
При установке чугунных накладок их предварительно строгают и затем шлифуют, доводя до нужной толщины.
Подробно о накладках направляющих см. стр. 5—8.
Схема установки накладок на направляющие каретки. Рис. 54.
Плотность приклеивания определяется легким простукиванием. Звук при этом должен быть однотонным на всех участках.
Восстановление направляющих каретки суппорта акрилопластом (стиракрилом ТШ)
Восстановление точности направляющих каретки акрилопластом при данном технологическом процессе, внедренное в специализированном ремонтно-механическом цехе ЛОМО, производится с минимальными затратами физического труда при значительном снижении трудоемкости работ.
В первую очередь ремонтируют поверхности, сопрягаемые с направляющими станины. С этих поверхностей сострагивают слой металла около 3 мм. При этом точность установки на столе строгального станка составляет 0,3 мм по длине поверхности, а чистота поверхности должна соответствовать VI. Затем каретку устанавливают на приспособление. При этом за базу принимается плоскость 6 (см. рис. 35) для крепления фартука и ось отверстия для винта поперечной подачи.
После выверки и закрепления каретки с поверхностей поперечных направляющих снимают минимальный слой металла, добиваясь параллельности поверхностей 1 и 3 направляющих (см. рис. 51) к поверхности 6 в поперечном направлении не более 0,03 мм, взаимная непараллельность поверхностей 2 и 4 — не более 0,02 мм на длине поверхностей. Завершают ремонт этих поверхностей декоративным шабрением с пригонкой сопрягаемых поверхностей поперечных салазок и клина.
Дальнейшее восстановление точности положения каретки осуществляют с помощью стиракрила и производят в следующей последовательности:
Одновременно при центрировании устанавливают: перпендикулярность поперечных направляющих кареток к направляющим станины с помощью приспособления 1 и индикатора 2; параллельность плоскости каретки для крепления фартука к направляющим станины — уровнем 8; перпендикулярность плоскости каретки под фартук к плоскости для коробки подач на станине — уровнем 5.
После того как все положения выверены и регулировочные винты закреплены гайками, снимают ходовой винт и ходовой вал, а также фартук. Затем герметизируют пластилином поверхности каретки 1 (рис. 56) и станины со стороны фартука и задней прижимной планки; по краям каретки делают из пластилина четыре воронки 2, а вокруг просверленных отверстий в средней части направляющих — две воронки 3.
Раствор стиракрила заливают в среднюю воронку одной из направляющих до тех пор, пока уровень жидкого стиракрила в крайних воронках не достигнет уровня средней воронки; так же осуществляют заливку второй направляющей.
Каретку на станине выдерживают 2—3 ч при температуре 18— 20° С, затем вывертывают винты и заделывают отверстия под ними резьбовыми пробками или стиракрилом. После этого снимают каретку с направляющих станины, очищают от пластина, удаляют приливы пластика, прорубают канавки для смазки направляющих (шабрения этих поверхностей не производят). На этом ремонт направляющих каретки завершают и приступают к сборке суппорта.
При выполнении ремонта указанным способом трудоемкость операций сокращается в 7—10 раз по сравнению с шабрением и в 4—5 раз по сравнению с рассмотренным комбинированным способом и составляет всего 3 нормо-ч. При этом обеспечивается высокое качество ремонта.
Ремонт поперечных салазок
При ремонте салазок добиваются прямолинейностей 1, 2, 3 и 4 (рис. 57) и взаимной параллельности поверхностей 1 и 2. Салазки весьма удобно ремонтировать шлифованием. При этом ремонт осуществляется следующим образом.
Ремонт поворотных салазок
Ремонт поворотных салазок начинают с поверхности 1 (рис. 58, а), которую шабрят, проверяя на краску по шлифованной сопрягающейся поверхности поперечных салазок. Количество отпечатков краски должно быть не менее 8—10 на площади 25 X 25 мм.
Затем осуществляют ремонт поверхностей шлифованием в следующем порядке.
Направляющие поверхности 2 и 5 должны быть параллельны к плоскости 1. Допускается непараллельность не более 0,02 мм на всей длине. Замеры производят микрометром в трех-четырех точках с каждой стороны детали.
Непараллельность поверхности 3 к поверхности 4 допускается не более 0,02 мм на всей длине.
Измерение производят обычным способом: микрометром и двумя контрольными валиками.
Угол 55°, образуемый направляющими 2, 3 и 4, 5, проверить по шаблону обычным способом.
Ремонт верхних салазок
Салазки суппорта. Рис. 58.
При износе поверхности 1 (рис. 58, б) ее следует проточить на токарном станке и установить на эпоксидном клее тонкостенную втулку. Затем ремонт продолжают в следующем порядке.
Шпиндель как элемент токарного станка
Наиболее важным конструктивным узлом токарного станка является его шпиндель, представляющий собой пустотелый вал из металла, внутреннее отверстие которого имеет коническую форму. Что примечательно, за корректное функционирование данного узла отвечают сразу несколько конструктивных элементов станка. Именно во внутреннем коническом отверстии шпинделя фиксируются различные инструменты, оправки и другие приспособления.
Чертеж шпинделя токарно-винторезного станка 16К20
Чтобы на шпинделе можно было установить планшайбу или токарный патрон, в его конструкции предусмотрена резьба, а для центрирования последнего еще и буртик на шейке. Кроме того, чтобы предотвратить самопроизвольное откручивание патрона при быстрой остановке шпинделя, на отдельных моделях токарных станков предусмотрена специальная канавка.
Именно от качества изготовления и сборки всех элементов шпиндельного узла в большой степени зависят результаты обработки на станке деталей из металла и других материалов. В элементах данного узла, в котором может фиксироваться как обрабатываемая деталь, так и инструмент, не должно быть даже малейшего люфта, вызывающего вибрацию в процессе вращательного движения. За этим необходимо тщательно следить как в процессе эксплуатации агрегата, так и при его приобретении.
Как собрать устройство
Чтобы собрать токарный станок по металлу своими руками, нужно выполнить следующие действия:
- Сборка станочной рамы из балок, швеллерных элементов. Если вы намереваетесь осуществлять обрабатывание крупных заготовок, используйте материалы, способные выдержать значительную нагрузку. Например, если вы желаете обрабатывать детали из металла, имеющие длину больше 5 см, толщина материалов для рамы должна составлять минимум 0,3 см для уголков и 3 см для стержней.
- Установка продольных валов с направляющими на швеллерные элементы. Присоединение валов осуществляется посредством сварочного аппарата либо болтов.
- Изготовление передней бабки. Для этого применяется гидравлический цилиндр с толщиной стенок минимум 0,6 см. В него требуется запрессовать пару подшипников.
- Прокладывание вала. Применяются подшипники большого внутреннего диаметра.
- Заливка смазки в гидравлический цилиндр.
- Установка шкива и суппорта с направляющими.
- Монтаж электрического привода.
Если посмотреть на чертежи токарного станка, можно заметить, что для увеличения устойчивости держателя резца применяется подручник, внизу агрегата фиксируется тоненькая металлическая полоска. Она предназначается для того, чтобы защищать рабочую часть устройства от деформирования при обрабатывании заготовки.
Как он устроен?
Конструкция суппорта состоит из механизмов:
- нижних салазок продольного суппорта;
- поперечных салазок поперечного суппорта с прикрепленной поворотной плитой;
- поворотной плиты с установленным на ней верхним суппортом с резцедержателем;
- фартука.
Продольный суппорт – это салазки (нижние салазки), на которых смонтировано все механизмы агрегата. Привод от ходового вала или ходового винта, посредством коммутирующих устройств, расположенных в фартуке, а также вручную. Нижние салазки суппорта перемещают весь агрегат по направляющим станины.
Поперечный суппорт – механизм, сопряженный с направляющими продольного суппорта. Привод: механический – от винта каретки или вручную. Задаёт направление поворотной плите и верхнему суппорту с резцедержателем.
Поворотная плита закреплена гайкой на поперечных салазках. На поворотной плите установлен механизм верхних салазок (верхнего суппорта).
Верхний суппорт – каретка с салазками (верхние салазки), сопряженными с направляющими поворотной плиты. Поворотная плита предназначена для установки верхнего суппорта под углом к оси поперечных салазок (нарезание конусов).
Резцовая головка (резцедержатель) – установленный на горизонтальной площадке верхних салазок подвижный механизм с четырьмя площадками для крепления режущего инструмента или обрабатывающих агрегатов (напр. – шлифовальная головка) или приспособлений для крепления самой заготовки.
Фартук – основной узел управления всей работы суппорта. На нём смонтированы органы включения – выключения механизмов станка, непосредственно сообщающих величину подачи режущему инструменту.
Механизмы суппорта сообщают режущему инструменту движение в горизонтальной плоскости:
- продольное – вдоль оси заготовки;
- поперечное – под прямым углом относительно оси направляющих станины;
- под заданным углом к продольной оси обрабатываемой детали.
Станки, массой больше 1000 кг, снабжаются устройствами ускоренного перемещения суппорта. Легких станков, как правило, таких устройств лишены, но народные умельцы успешно решают эту проблему самостоятельно.
Суппорт
Верхняя часть суппорта – место крепления резцов и другого токарного инструмента, необходимого для обработки различных деталей. Благодаря подвижности суппорта резец плавно перемещается в направлении, необходимом для обработки заготовки, от места, где суппорт с резцом и располагался в начале работы.
При обработке длинных деталей ход суппорта вдоль горизонтальной линии станка должен совпадать с длиной обрабатываемой заготовки. Такая потребность определяет возможности суппорта передвигаться в 4 направлениях относительно центральной точки станка.
Продольные движения механизма происходят по салазкам – горизонтальным направляющим станины. Поперечная подача резца осуществляется второй частью суппорта, передвигающейся по горизонтальным направляющим.
Поперечные (нижние) салазки служат основой поворотной части суппорта. С помощью поворотной части суппорта задаётся угол расположения заготовки относительно фартука станка.
Как устроены станина и передняя бабка станка
Станина является несущим элементом, на котором устанавливаются и фиксируются все остальные конструктивные элементы агрегата. Конструктивно станина представляет собой две стенки, соединенные между собой поперечными элементами, придающими ей требуемый уровень жесткости. Отдельные части станка должны перемещаться по станине, для этого на ней предусмотрены специальные направляющие, три из которых имеют призматическое сечение, а одна – плоское. Задняя бабка станка располагается с правой части станины, по которой перемещается благодаря внутренним направляющим.
Передняя бабка одновременно выполняет две функции: придает заготовке вращение и поддерживает ее в процессе обработки. На лицевой части данной детали (она также носит название «шпиндельная бабка») располагаются рукоятки управления коробкой скоростей. При помощи таких рукояток шпинделю станка придается требуемая частота вращения.
Для того чтобы упростить управление коробкой скоростей, рядом с рукояткой переключения располагается табличка со схемой, на которой указано, как необходимо расположить рукоятку, чтобы шпиндель вращался с требуемой частотой.
Рычаг выбора скоростей станка BF20 Yario
Кроме коробки скоростей, в передней бабке станка размещен и узел вращения шпинделя, в котором могут быть использованы подшипники качения или скольжения. Патрон устройства (кулачкового или поводкового типа) фиксируется на конце шпинделя при помощи резьбового соединения. Именно данный узел отвечает за передачу вращения заготовке в процессе ее обработки.
Как сделать самодельный суппорт для токарного станка своими руками?
В работах по металлу, для изготовления деталей цилиндрической (конической) формы, используется токарный станок. Существует множество моделей этого производственного устройства, и всем им присуща практически одинаковая компоновка из схожих узлов и деталей. Одним из таковых является суппорт станка.
Самодельный токарный станок
Для лучшего понимания функций, который выполняет суппорт токарного станка, можно рассмотреть его работу на примере распространенной модели 16к20. Ознакомившись с этой информацией, возможно у некоторых домашних мастеров появится идея создать своими руками самодельный токарный станок для проведения работ по металлу.
Регулировки
Любая пара направляющих работает при оптимально достаточной величине зазора между ними. Превышение этой величины понижает жёсткость сопряжений, отрицательно влияет на качество и точность обработки.
Жёсткость поворотного резцедержателя обеспечивается винтовым зажимом и фиксирующим устройством совместно. Если силы фиксирующего устройства недостаточно, возникает опасность разрушения этого ответственного узла от осевых или радиальных нагрузок.
Износ трущихся поверхностей суппортов и станин неравномерен и достигает, порой, сотых и даже десятых долей миллиметра. По этой причине невозможно установить одинаковые зазоры на всех рабочих поверхностях. Винты привода салазок изнашиваются также неравномерно.
Для сохранения рабочего диапазона салазок, регулировку зазоров производят с установкой каретки в место с минимальным износом. Направляющие станины интенсивно изнашиваются ближе к передней бабке. Наибольший износ поперечных салазок в середине их рабочего диапазона. Направляющие верхних салазок износу подвержены меньше, поскольку не так часто бывают в работе.
Стоимость
При наличии дефектов корпусных деталей, дорогостоящих и не поддающихся восстановлению, стоимость увеличивается.
Полный ремонт станка зависит от модели. Например самый дешевый может обойтись в 4 тыс.рублей.
Стоимость каждой отдельной детали:
- Очистка станка — примерно 4000 рублей.
- Шлифовка станины — 20 000 рублей
- Ремонт суппорта — 18 000 рублей
- Фартука — 17 000 рублей
- Устранение неполадок коробки скоростей — 35-36 тыс.рублей.
Суппорт — это самый важный инструмент в станке. Он несет ответственность за установку резца.
Чтобы не допустить его поломки, стоит производить своевременный и регулярный уход. Обязательно делать прочистку инструмента, совершать замену и защиту от любых повреждений, в том числе и набивки салазок. Не забывать следить за регулировкой зазоров.
Суппорты и резцедержатели
Продажа запчастей (суппортов и резцедержателей) к токарным станкам со склада (СПб, Москва, Челябинск, Казань) от производителя, производство на заводах-изготовителях и поставки.Прайс-листы с ценами на запасные части (суппорты, резцедержатели) к токарным станкам запрашивайте в отделе станочного оборудования.
|
РАЗМЕРЫ СУППОРТОВ:
| Суппорты комплектуютсячетырехпозиционными резцедержателями мод. УГ0101.600.000.000, РДТ-4П или головкой резцовой с пальцевыми фиксаторами ГР 002. |
ХАРАКТЕРИСТИКИ И ТЕХНИЧЕСКИЕ РАЗМЕРЫ СУППОРТОВ:
| Модель | Типпривода | Типрезцедержателя | h1 | d,h7 | h | S | D | p | K | M | L | H | Масса,кг |
| СУТ 01 | ручн.+мех. | УГ0101.600 | 112 | 80 | 35 | 89 | 185 | 56 | 238 | 225 | 530 | 343 | 44 |
| СУТ 02 | ручн. | УГ0101.600 | 115 | 80 | 10 | 92 | 185 | 56 | 238 | 225 | 530 | 318 | 43 |
| СУТ 03 | ручн.+мех. | УГ0101.600 | 115 | 80 | 27 | 92 | 185 | 56 | 238 | 225 | 530 | 335 | 43,5 |
| СУТ 04 | ручн.+мех. | УГ0101.600 | 120,5 | 80 | 27 | 97,5 | 185 | 56 | 238 | 225 | 530 | 343 | 45 |
| СУТ 05 | ручн.+мех. | РДТ-4П | 120,5 | 80 | 28 | 97,5 | 185 | 56 | 238 | 225 | 530 | 342 | 43 |
| СУТ 06 | ручн.+мех. | РДТ-4П | 112 | 80 | 35 | 89 | 185 | 56 | 238 | 225 | 530 | 343 | 44 |
| СУТ 07 | ручн.+мех. | РДТ-4П | 115 | 80 | 27 | 92 | 185 | 56 | 238 | 225 | 530 | 335 | 43,5 |
| СУТ 08 | ручн. | РДТ-4П | 115 | 80 | 10 | 92 | 185 | 56 | 238 | 225 | 530 | 318 | 43 |
| СУТ 09 | ручн. | УГ0101.600 | 83,5 | 90 | 7,5 | 60,5 | 180 | 56 | 220 | 220 | 497 | 287 | 34 |
| СУТ 10 | ручн. | РДТ-4П | 83,5 | 90 | 7,5 | 60,5 | 180 | 56 | 220 | 220 | 497 | 282 | 34 |
| СУТ 11 | ручн. | УГ0101.600 | 86,5 | 80 | 7,5 | 63,5 | 185 | 56 | 220 | 220 | 497 | 292 | 37 |
| СУТ 12 | ручн.+мех. | ГР 002 | 168,5 | 90 | 47 | 136,5 | 200 | 68,5 | 310 | 246 | 563 | 436 | 85 |
| СУТ 14 | ручн.+мех. | УГ0101.600 | 86,5 | 80 | 25 | 63,5 | 185 | 56 | 238 | 225 | 530 | 311 | 37 |
| СУТ 15 | ручн.+мех. | УГ0101.600 | 157 | 80 | 27 | 134 | 185 | 56 | 238 | 225 | 530 |
| ЦЕНА, руб. | ||
| Суппорт с ручным приводомСуппорт с ручным и механическим приводом | СУТ-02, СУТ-09, СУТ-11СУТ-01, СУТ-03, СУТ-04, СУТ-14 | 81 20087 700 |
РЕЗЦЕДЕРЖАТЕЛИ четырёхпозиционные.
Резцедержатели четырёхпозиционные моделей УГ0101.600.000.000 (рис. 1) и РДТ-4П (рис. 2) предназначены для установки на средних токарно-винторезных станках. Резцедержатели УГ0101.600.000.000 и РДТ-4П взаимозаменяемы.
- В резцедержателе УГ0101.600.000.000 фиксация резцедержки на оси осуществляется роликом по сопряжённым коническим поверхностям с точностью позиционирования 0,045 мм.
- В резцедержателе РДТ-4П фиксация резцедержки на оси осуществляется зубчатыми полумуфтами с зубьями «Хирт» с точностью позиционирования 0,005мм. Число зубьев — 48.
Резцедержки изготавливаются из цементированной стали, с твердостью рабочих поверхностей 52…60 HRC, и обладают высокой долговечностью.
РЕЗЦЕДЕРЖАТЕЛИ / ГОЛОВКИ РЕЗЦОВЫЕ.
Головки резцовые ГР 001 (рис. 1), ГР 002 (рис. 2), ГР 003 (рис. 3) предназначены для закрепления резцов на токарных станках.
- В головке ГР 001 фиксация положения резцедержки в позиции обеспечивается полумуфтами с зубьями «Хирт» с точностью позицонирования 0,005 мм. Число зубьев — 96.
- В головках ГР 002 и ГР 003 фиксация резцедержки на оси осуществляется фиксатором с точностью позиционирования 0,05 мм.
Твердость поверхностей под резец 47…55 HRC.
Применимость резцедержателей и головок резцовых.
| Резцедержатели | Для станков ОАО «Саста». |
| ГР001-02 (муфта Хирт) ГР002 ГР008 (муфта Хирт) ГР009-01 (муфта Хирт) РД-4П (муфта Хирт) | СА700 (800)СФ2, СА983СФ2. СА562, СА564. СА1100 (1250, 1400)СФ, СПФ2. СА500Ф, СА600Ф, СА630Ф. СА500Ф2, СА500Ф3, СА600Ф2, СА600Ф3. |
Заказать и купить запасные части к токарному станку (суппорты, резцедержатели) вы можете с заказом отгрузки транспортными компаниями в города: Архангельск, Владивосток, Волгоград, Воронеж, Екатеринбург, Ижевск, Иркутск, Казань, Кемерово, Краснодар, Красноярск, Москва, Нижний Новгород, Новосибирск, Омск, Оренбург, Пенза, Пермь, Ростов-на-Дону, Санкт-Петербург, Самара, Саратов, Тюмень, Уфа, Чебоксары, Челябинск, Ярославль и прочие регионы России.
Как осуществляется его ремонт?
Оптимальные значения зазоров во всём рабочем диапазоне сопряжений достижимы средней тяжести и тяжелых станков достижимы исключительно путем восстановления геометрических параметров на шлифовальном станке и шабрением.
Восстановление и реставрация легкого, пусть и морально устаревшего станка, вполне доступны современному умельцу. Приборы электронного управления освобождают от громоздких шкивов, ремней, зубчатых колес и массивных электродвигателей. Шаговые двигатели решают проблему привода суппортов и ходовых винтов. Геометрию и жесткость суппортов осилит любой инструментальный цех.
Принцип работы
Основан на точном перемещении закреплённого в резцедержателе режущего инструмента или обрабатывающего агрегата, или самой заготовки в процессе обработки резанием.
Принцип использования крутящего момента:
- от ходового винта – для нарезания резьбы;
- от ходового вала – для подач режущего инструмента;
- от ходового винта – для нарезания резьбы и, перестроив гитару – для продольной подачи;
- от ручного привода – применяется в операциях, где использование ходового вала и ходового винта не целесообразно (торцевание, снятие фасок, часто – при отрезании детали от заготовки, сверлении и т. д.).
Строение суппорта
Суппорт токарного станка – это узел, благодаря которому обеспечивается фиксация режущего инструмента, а также его перемещение в наклонном, продольном и поперечном направлениях. Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.
Суппорт с кареткой станка Optimum D140x250
Движение данного узла обеспечивается его строением, характерным для всех токарных станков.
- Продольное перемещение, за которое отвечает ходовой винт, совершает каретка суппорта, при этом она передвигается по продольным направляющим станины.
- Поперечное перемещение совершает верхняя – поворотная – часть суппорта, на которой устанавливается резцедержатель (такое перемещение, за счет которого можно регулировать глубину обработки, совершается по поперечным направляющим самого суппорта, имеющим форму ласточкиного хвоста).
Резцедержатель быстросменный MULTIFIX картриджного типа
Резцедержатель, который также называют резцовой головкой, устанавливается в верхней части суппорта. Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
Суппорт токарно револьверного станка
Токарно-револьверные автоматы имеют продольный суппорт револьверного типа и поперечные суппорты. Устройство суппорта токарного станка и схема работы продольного суппорта с револьверной головкой показана на рис. 1. Суппорт 18 получает движение от дискового кулачка 12 через рычаг 13, реечную пару 11 и 14, штангу 15, регулировочную втулку 9, шатун 16, кривошип 17 и кривошипный валик 3, смонтированный в подшипниках корпуса суппорта станка. Обратный ход продольного суппорта осуществляется пружиной 10. Регулировку положения суппорта производят сближением или отводом его корпуса относительно рейки 14 за счет вращения регулировочной втулки 9.
Поворот револьверной головки 1 на 1/6 оборота осуществляется при обратном ходе суппорта токарного станка через зубчатые колеса 8, 7 от вспомогательного вала. Поворот происходит за один оборот кривошипного валика 3, на котором посажен Поводок в мальтийского креста 5 и цилиндрический кулачок 4 фиксатора 2. При спаде кривой вращающегося кулачка 12 включается однооборотная муфта на вспомогательном валу и начинается вращение кривошипного валика 3, который через шатун 16 стремится переместить влево зубчатую рейку 14. Рейка 14 остается на месте, а токарный суппорт под действием пружины 10 отходит назад. Вращаясь, кривошипный валик кулачком 4 выводит фиксатор 2 из револьверной головки 1 и начинает ее поворот при входе пальца поводка 6 в паз мальтийского креста 5. Кривошипный валик 3 через кривошип 17 и шатун 16 тянет рейку 14 влево, отрывая рычаг 13 от кулачка 12. Повернувшись на 180°, кривошипный валик 3 начинает перемещать рейку 14 направо, поджимая рычаг 13 к кулачку 12. Заканчивается поворот револьверной головки и ее фиксация. После касания рычага 13 с кулачком 12 рейка 14 останавливается. Кривошипный валик 3, вращаясь, давит на шатун 16, рейку 14 и осуществляет быстрый подвод суппорта станка, после чего включается рабочая подача его.
Рис. 1. Устройство револьверного суппорта токарно-револьверного автомата
Рис. 2. Устройство и схема расположения поперечных суппортов токарно-револьверного автомата
Дефекты:
- Изнашивание, цараины. Изнашивание есть окислительное, при заедании и механическое;
- Механические повреждения (трещины, скручивания);
- Химико-тепловые повреждения (коррозия).
Очень часто суппорт страдает от поломки каретки. Здесь потребуется восстановить перпендикулярность плоскости каретки.
Также существуют и другие множественные поломоки станка. К более серьезным видам относятся:
- Каретка станка;
- Фартук;
- Станина;
- Коробки скоростей передачи.