Промышленная обработка металлов включает в себя несколько десятков способов и методов изменения формы, объема и, даже молекулярной структуры материала. Электроискровая обработка металлов — одна из распространенных технологий работы с металлом, отличающаяся высокой точностью и производительностью. При помощи электроискровых станков можно:
- резать металл;
- сверлить отверстия микроскопического диаметра;
- наращивать дефектные области деталей;
- производить ювелирные работы с драгоценными металлами;
- упрочнять поверхность изделий;
- шлифовать изделия самой сложной формы;
- извлекать застрявшие сломанные сверла и резцы.
На базе электроискрового метода обработки металлов создано немало станков промышленного назначения. Это высокоточная и дорогая техника, которую могут позволить себе купить только крупные предприятия, специализирующиеся на металлообработке.
Электроискровой станок
Но иногда электроискровые станки требуются и в мастерских или цехах, где их услуги требуются время от времени. Для этого можно купить промышленное устройство с несколько ограниченными возможностями (функционал в пределах самых востребованных операций), или построить самодельный электроискровой станок. Это вполне возможно даже в домашних условиях, не говоря уже о предприятиях, в составе которых есть токарные и электромеханические цеха или участки.
Принцип работы электроискрового станка
Базируется обработка металлов электроискровым способом на свойстве электрического тока переносить вещество при пробое. При высоком напряжении и силе постоянного тока (1-60 А) анод (положительно заряженный электрод) нагревается до высокой температуры в пределах 10-15 тысяч градусов Цельсия, расплавляется, ионизируется и устремляется к катоду. Там, в силу электрических взаимодействий он осаживается.
Чтобы в процессе работы не возникала полноценная электрическая дуга, электроды сближаются только на короткие мгновения, длящиеся доли секунда. За это время возникает искра, разрушающая анод и наращивающая катод. Обрабатываемый участок подвергается нагреву и воздействию электротока на протяжении миллисекунд, при этом соседние области и лежащий ниже слой не успевают прогреться и структура их не нарушается. Проблема пограничных состояний не возникает в принципе.
Если требуется резка или сверление — катодом служит рабочий инструмент, а анодом — обрабатываемая деталь. При наращивании, укреплении поверхности или восстановлении формы детали, они меняются местами. Для этих видов обработки созданы специальные станки, каждый из которых выполняет свои операции.
Инструментом в установках электроэрозионного действия служат латунные или медно-графитные электроды, хорошо проводящие ток и недорогие в изготовлении. С их помощью можно резать и сверлить самые твердые сплавы. Чтобы металл катода не оседал на электроде и не увеличивал его размера, процесс происходит в жидкой среде — жидкость охлаждает капли расплава, и он не может осесть на электроде, даже если и достигает его. Вязкость жидкости определяет скорость движения материальных частиц, и они не успевают за током. Металл оседает в ванне в виде осадка и не мешает дальнейшему прохождению тока.
При наращивании поверхности деталей или укреплении, металл с анода переносится на катод. В этом случае на вибрационной установке закрепляется положительный электрод, служащий донором металла, а деталь присоединяется к отрицательному полюсу. Вода или масло в этом процессе не используются, все происходит в воздухе.
Электроискровая обработка.
Общие сведения.Электроискровой способ обработки деталей основан на явлении электрической эрозии (разрушение материала электродов) при искровом разряде. Во время проскакивания искры между электродами поток электронов, движущийся с огромной скоростью, мгновенно нагревает часть поверхности анода до высокой температуры (10 000…15 000° С); металл плавится и даже переходит в газообразное состояние, в результате чего происходит взрыв. Частицы оторвавшегося расплавленного металла анода выбрасываются в межэлектродное пространство и в зависимости от его среды (газовая или жидкая) достигают катода и оседают на нем или рассеиваются. Это свойство искрового разряда (обработке)- к аноду. Инструменту (одному из электродов) придают колебательное движение от вибратора для замыкания и размыкания цепи и получение искрового разряда. Необходимый режим устанавливают применением переменного сопротивления и постоянной или переменной емкости конденсаторов, но имеются установки и без конденсаторов.
Режимы электроискровой обработки определяются в основном силой тока и ориентировочно делятся на три группы: грубые- ток от 1 до 10А (на этих режимах получается небольшая производительность - съем или наращивание металла, но шероховатость поверхности большая – 1-го и 2-го классов); средние- ток от 1 до 10 А (шероховатость 2…4-го классов); чистые- ток менее 1 А (шероховатость до 10-го класса, но низкая производительность).
При ремонте машин электроискровую обработку применяют для обдирки деталей после наплавки твердыми сплавами, наращивания и упрочнения изношенных поверхностей, а также для удаления сломанных сверл, метчиков, шпилек, болтов и других деталей, вырезание канавок и прошивки отверстий любой конфигурации в металле любой твердости.
Для вырезки углублений и прошивки отверстий изготавливают инструмент из меди или ее сплавов по форме необходимого профиля и подключают ее к катоду. Процесс лучше вести в жидкой среде (керосин, минеральное масло и другие жидкости, не проводящие электрический ток), чтобы исключить наращивание инструмента(катода).
Наращивание и упрочнение деталей-наиболее перспективные приемы использования электроискровой обработки при ремонте машин. Эти процессы ведут на установках, изготовленных по схеме. Деталь, подключенная к катоду, наращивается инструментом (анодом), изготовленным из материала, предназначенного для нанесения на поверхность детали. Колебание анод получает от магнитного вибратора, подключенного к сети переменного тока обычной частоты. Этим способом получают покрытия до 0,5 мм.
При наращивании посадочных мест под подшипники в корпусных чугунных деталях в качестве анода часто применяют медный наконечник или вращающийся от гибкого вала диск. Наращивание поверхности проводят вручную, вводя анод в посадочное место.
Общие сведения.Электроискровой способ обработки деталей основан на явлении электрической эрозии (разрушение материала электродов) при искровом разряде. Во время проскакивания искры между электродами поток электронов, движущийся с огромной скоростью, мгновенно нагревает часть поверхности анода до высокой температуры (10 000…15 000° С); металл плавится и даже переходит в газообразное состояние, в результате чего происходит взрыв. Частицы оторвавшегося расплавленного металла анода выбрасываются в межэлектродное пространство и в зависимости от его среды (газовая или жидкая) достигают катода и оседают на нем или рассеиваются. Это свойство искрового разряда (обработке)- к аноду. Инструменту (одному из электродов) придают колебательное движение от вибратора для замыкания и размыкания цепи и получение искрового разряда. Необходимый режим устанавливают применением переменного сопротивления и постоянной или переменной емкости конденсаторов, но имеются установки и без конденсаторов.
Режимы электроискровой обработки определяются в основном силой тока и ориентировочно делятся на три группы: грубые- ток от 1 до 10А (на этих режимах получается небольшая производительность - съем или наращивание металла, но шероховатость поверхности большая – 1-го и 2-го классов); средние- ток от 1 до 10 А (шероховатость 2…4-го классов); чистые- ток менее 1 А (шероховатость до 10-го класса, но низкая производительность).
При ремонте машин электроискровую обработку применяют для обдирки деталей после наплавки твердыми сплавами, наращивания и упрочнения изношенных поверхностей, а также для удаления сломанных сверл, метчиков, шпилек, болтов и других деталей, вырезание канавок и прошивки отверстий любой конфигурации в металле любой твердости.
Для вырезки углублений и прошивки отверстий изготавливают инструмент из меди или ее сплавов по форме необходимого профиля и подключают ее к катоду. Процесс лучше вести в жидкой среде (керосин, минеральное масло и другие жидкости, не проводящие электрический ток), чтобы исключить наращивание инструмента(катода).
Наращивание и упрочнение деталей-наиболее перспективные приемы использования электроискровой обработки при ремонте машин. Эти процессы ведут на установках, изготовленных по схеме. Деталь, подключенная к катоду, наращивается инструментом (анодом), изготовленным из материала, предназначенного для нанесения на поверхность детали. Колебание анод получает от магнитного вибратора, подключенного к сети переменного тока обычной частоты. Этим способом получают покрытия до 0,5 мм.
При наращивании посадочных мест под подшипники в корпусных чугунных деталях в качестве анода часто применяют медный наконечник или вращающийся от гибкого вала диск. Наращивание поверхности проводят вручную, вводя анод в посадочное место.
Технологические показатели
Электроискровая установка, в зависимоти от режима роботы, может обеспечивать точность результата в широких пределах. Если требуется высокая производительность при относительно невысоких требованиях к состоянию поверхности (I и II класс), то используются токи 10-60 А при напряжении до 220В. В этом случае электроискровая эрозия может удалить из зоны реза или сверления металл в объеме до 300 мм3/мин. При более высоких показателях класса точности — VI и VII, производительность снижается до 20-30 мм3/мин, но и токи требуются поменьше, не более 1 А при напряжении до 40 В.
Такой широкий диапазон регулировок показывает, что электроискровая обработка металла может использоваться в различных областях, как для производства крупных серий деталей, так и для разовых работ, включая ювелирные.
Особенностью применения электроискровых установок можно считать возможность укрепления деталей различной конфигурации. На поверхность заготовки наноситься тончайший слой более прочного сплава или металла без нагрева основания на большую глубину. Это позволяет сохранить структуру металла базового изделия и значительно изменить свойства его поверхности. В некоторых случаях требуется вязкость основания и высокая твердость поверхности, или в обратном порядке. Решить эту задачу может только электроискровой станок.
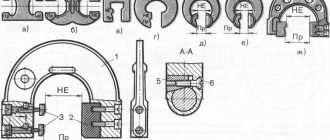
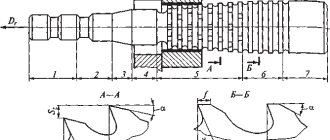
Рис. 1. Схема электроискровой обработки (прошивки) 1 — соленоид; 2 — источник тока; 3 — сопротивление; 4 — конденсатор; 5 — деталь; 6 — жидкая среда (масло, керосин); 7 —инструмент; 8 — ползун
Рис. 2. Схема установки электроискрового наращивания металла 1— переключатель; 2 — трансформатор; 3— выпрямитель; 4— конденсатор; 5 —вибратор; 6 — обрабатываемая деталь
Электрод изготовляют из мягкой латуни или медно-графитовой массы, которым легко можно придавать любые формы и размеры. Этим методом можно обрабатывать как мягкие, так и самые твердые металлы (закаленные стали, твердые сплавы и т. п.).
Технологические показатели электроискровой обработки металлов зависят от применяемого режима в виде обработки. Так, при прошивке на жестком режиме (напряжение 150…200 В, сила тока короткого замыкания 10…60 А и емкость конденсатора 400…600 мкВ) можно получить чистоту, поверхности I и II классов, а объем металла 150…300 мм3/мин; при прошивке на мягком режиме (напряжение 25…40 В, сила тока 0,1…1 А и емкость конденсатора до 10 мкФ) можно достичь чистоты поверхности, соответствующей VI и VII классам, однако съем металла в этом случае составит менее 20 мм3/мин.
Электроискровая обработка металлов применяется для прошивки отверстий различной формы и размеров, извлечения остатков сломанного инструмента и крепежных деталей из изделий, поверхностного упрочнения и наращивания слоя металла при небольших износах.
Электроискровое наращивание (рис. 69) позволяет наносить покрытия из любых металлов и сплавов независимо от их твердости. Это, а также низкая температура детали при обработке создают благоприятные условия для наращивания слоя металла на изношенных, закаленных поверхностях. Электроискровым наращиванием восстанавливают шейки осей опорных катков, посадочные места под подшипники на валах, стаканы подшипников, шейки под подшипники на осях и другие аналогичные поверхности деталей в неподвижных и переходных посадках.
При соприкосновении электрода (анода), закрепленного в зажимах вибратора, с поверхностью детали (катода) образуется искровой разряд, который переносит металл с анода на катод. Перенос металла протекает в воздухе и в отличие от установок для прошивочных работ не требует применения рабочих жидкостей и ванн.
Износостойкость и усталостная прочность деталей машин, упрочненных электроискровым способом, в значительной степени зависит от применяемых режимов и упрочняющего материала.
Для электроискрового наращивания металла на детали используют установки УПР-ЗМ, ЭФИ-25.
Схема электроискрового станка
Обработки металлов электроискровым способом очень распространена, поэтому очень сложно рассмотреть все виды оборудования и модели конкретных установок. Они все объединены общими конструктивными элементами:
- источником постоянного тока;
- конденсатором;
- вибратором;
- переключателем режимов.
Конструкция, работающая в электроискровом режиме, может отличаться рядом характеристик, допускающих работу с тем или иным материалом, но общие принципы построения рабочей схемы одинаковы.
Батарея конденсаторов согласована с механическим движением электрода, разряд происходит в момент максимального сближения рабочих поверхностей. Релаксационные генераторы импульсов определяют максимальный заряд конденсатора при максимальной амплитуде отклонения от точки сближения. После искрового разряда конденсатор успевает зарядиться в полном объеме.
Электроискровой станок своими руками
Одной из главных деталей электроискровой установки, которую можно реализовать своими руками, конечно, при соблюдении всех правил техники безопасности, приведена ниже. Следует отметить, что это только одна из многих схем, которые можно использовать в конструкции станка.
Ориентировочная схема генератора искровых разрядов
Рабочий стол станка должен быть оборудован системой удаления окислов (непрерывной подачей масла или керосина). Они снижают вероятность отложения оксидной пленки на поверхности детали и, в результате, прекращения искрообразования. Для пробоя необходим надежный электрический контакт. Как основной вариант можно использовать ванночку, заполненную жидкостью.
Электрод представляет собой латунную или медную проволочку требуемого диаметра, которая закреплена в зажиме. Зажим, в свою очередь, представляет собой деталь вертикального штока кривошипно-шатунного механизма, который приводится в движение от электродвигателя. Частота возвратно-поступательного движения электрода выбирается в зависимости от особенностей обрабатываемого материала.
Все токопроводящие детали и кабели должны быть качественно и надежно изолированы, сама установка заземлена. Посмотреть, как работают бытовые самодельные установки можно на видео:
Следует отметить, что самодельные станки никогда не сравняются по возможностям с промышленными, например серией АРТА. Для производства кустарных изделий или использования в качестве одного из видов хобби, они, может быть и пригодны, но для работы в мастерской или слесарном цехе не «дотягивают». Не говоря уже о том, что сложность электрической схемы и необходимость точного согласования кинематики и разряда конденсатора делают их очень сложными в регулировке.