Применение сплава
Приведённые качества этой стали определили её непосредственное место в производстве. В основном она применяется для резки других материалов в условиях экстремально высокой температуры. Гораздо практичнее применять для этих задач быстрорез, чем какие-нибудь нержавеющие сплавы. Характерная черта Р6М5 — превосходное удерживание заточки, благодаря высоким показателям твёрдости.
Также этот прекрасный металл очень хорошо переносит ударные перегрузки, что обуславливает его востребованность в изготовлении кранов, свёрл и развёртки.
Клинок для ножа из стали Р6М5.
Р6М5 со своими свойствами динамично используется для выпуска ножей. Вследствие широкого использования и производства этого инструмента, существует множество известных изготовителей, к примеру, тот же Rapid.
Проводятся многочисленные эксперименты, в которых применяются ножи из Р6М5. Они эффективно справляются с резкой следующих предметов с повышенной прочностью: толстые верёвки, дерево, кости и т.д. Самое эффектное удачное испытание — резка ножом, выполненным из Р6М5 железной пластинки, которая была в несколько мм толщиной — не без трудностей, но удалось.
Когда Р6М5 используется для изготовления ножей, она обычно закаливается до HRC 60-62, хотя иногда этот параметр доводят и до HRC 66-67.
Benchmade является одной из крупнейших компаний по производству ножей, использующих сталь Р6М5. Этот сплав уникален по своему составу, он содержит большое количество молибдена и вольфрама, но в результате даёт очень мелкозернистую сталь, идеально подходящую для создания клинков.
ГОСТ и ТУ стали Р6М5
Информация о стали Р6М5 имеется одновременно в нескольких ГОСТ и ТУ. Во всех присутствуют продукция и её технологические параметры. Невзирая на перенаправление металлопроката на твёрдые сплавы, благодаря своим свойствам Р6М5 до сих пор пользуется большой популярностью на многих производствах.
Стандарты, регламентирующие качество проката
Прокат Р6М5 представлен в нескольких исполнениях, каждое из них регламентировано собственным стандартом:
- ГОСТ 2590-88 – горячекатаные круги;
- ГОСТ 7417-75 – калиброванные прутки;
- ГОСТ 19265-73 – прутки и полосы;
- ГОСТ 14955-77 – круги с особой отделкой поверхности.
Перечисленная продукция активно используется в России и за рубежом. Несмотря на продолжающуюся популяризацию твердосплавного проката, она продолжает удерживать позиции.
Круг Р6М5
Расшифровка — что обозначают символы маркировки
Элементы оборудования, приборы имеют высокий показатель прочности, материал владеет отменной вязкостью. Сталь обеспечивает продолжительную работоспособность, как в составе компонентов изделий, так и в клинках или готовых инструментах.
Подобные маркировки являются наследством советской эпохи:
- Буква «Р» — это индикатор быстрорежущих сталей. Выражение получается из перевода английского «rapid»» — «стремительный».
- Знак после «Р» отмечает наличие в составе вольфрама в процентном отношении. Для конкретно этого металла находится в приделе 6% с незначительными отхождениями.
- После следует буква «М», означающая наличность в марке молибдена. Показатель, стоящий дальше — процент наличия элемента в общей массе.
- Помимо М, быстрорежущие стали могут включать в свою маркировку следующие обозначения: «К» — кобальт, «Т» — титан, «Ф» — ванадий, «Ц» — цирконий.
Рассматривая обозначение «Р6М5», расшифровывание способно включать ещё и другие буквы. В случае, если сталь выплавили методом электрошлакового переплава, возникает дополнение в виде «Ш» (Р6М5-Ш). С введением в производственный процесс новейших технологий теперь попадается и такая формулировка — Р6АМ5. Это обозначает добавление в общий состав азотом.
Способ изготовления Р6М5
Конечно же, как и любой другой сплав, Р6М5 изготавливается в различном сортаменте. Так, в некоторых цехах быстрорежущую горячую сталь разливают в слитки. На другом же производстве её катают горячим прокатом. Для этого нагретые слитки обжимают между валами прокатного стана. Его получаемая форма будет зависеть от формы самих валов.
Марка стали Р6М5 широко используется для деталей, работающих при высоких температурах. По этой причине в последнее время очень популярным способом изготовления стали является порошковый.
При разливании горячей стали в слитки, происходит очень быстрое выделение карбидов из расплава. В некоторых участках они формируют неравномерные области скопления, которые в дальнейшем являются местом зарождения трещин.
При порошковом изготовлении используется специальный порошок, в составе которого присутствуют все необходимые компоненты. Его спекают в специальном вакуумном контейнере с высокой температурой и давлением. Это способствует тому, что материал получается однородным.
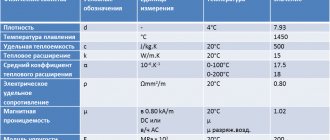
Химический состав
Химсостав Р6М5 включает, помимо перечисленных выше углерода и молибдена, следующие компоненты:
- углерод (С) 0,82 — 0,90 %;
- марганец (Mn) 0,20 — 0,50 %;
- хром (Cr) 3,8 — 4,4 %;
- кремний (Si) 0,20 — 0,50 %;
- молибден (Мо) 4,8 — 5,3 %;
- ванадий (V) 1,7 — 2,1 %;
- кобальт (Со) 0,5 %;
- никель (Ni) 0,4 %;
- фосфор (Р) 0,03 %;
- сера (S) 0,025 %;
- вольфрам (W) 5,5 — 6,5%.
Сплав с добавками кобальта, применяют ещё с начала двадцатого века. Из него выпускают приборы для резки кислотостойких, устойчивым к большим температурам металлов. Обработка подобных металлов приборами из иной марки требуют дополнительных затрат. Эта сталь характеризуется высокой твёрдостью и термостойкостью.
Термообработка
Материал называют самозакаливающимся, но важно соблюдать температурные режимы обработки и последовательность проведения операций. Это обеспечит увеличение долговечности изделия на 20-30%.
Закалка происходит в несколько этапов, при этом осуществляется предварительный нагрев соляной ванне – при 500 С и 850 С в течение15-20 секунд. Последний этап предполагает нагрев детали до 1280 градусов, а время выдержки определяется в зависимости от толщины. На каждый миллиметр приходится 10 секунд закалки. Улучшает свойства стали Р6М5 отпуск в течение 3 часов, при котором температура понижается до 580-600 градусов.
Современная машиностроительная отрасль часто использует инструмент для обработки металла с приваренной режущей кромкой. В таком случае производится закалка в солевом растворе при условии расположения сварного шва на 15-20 мм выше жидкости.
Вернуться к содержанию
Основные характеристики
Базовые параметры стали такой марки — это: высокая вязкость, прекрасная износостойкость, неплохой уровень шлифуемости. Эта марка используется при выпуске многих типов лезвий и режущего оборудования для работы с конструкционными прочными сталями.
Нож с клинком из стали Р6М5.
Сплав вольфрамово-молибденового типа — второе название этой марки, которая может удерживать характерные ей качества даже при экстремальных температурных перепадах. Более того, её крепость на изгиб доходит до 4700 МПа. Сочетание её с ударной вязкостью даёт ей ощутимое превосходство над многими собратьями.
Применение Р6М5 в производстве и быту
Р6М5 часто применяют для производства ножей, причем как в серийном производстве, так и в быту. Надо отметить, что правильно заточенный нож справляется практически любым материалом, в интернете можно найти видео где видно как нож, произведенный из этой марки, режет пластину из металла.
Несмотря на высокую цену, ножи из Р6М5 весьма популярны в быту, но проблема заключается в том, изделие из этой стали сложно заточить и поэтому чаще всего такой нож можно встретить у охотников, туристов и пр.
Практически в каждом доме можно встретить электроинструмент, а вот вся технологическая оснастка и инструмент выполняется из Р6М5.
Сверла из этой стали применяют для различных работ по дому. Из этого сплава производят такие изделия, как:
- простые сверла, заточенные с одной стороны;
- выполненные в виде коронки, они предназначены для гипсокартона;
- с концовкой, выполненной в форме копья.
Конечно, из этой стали производят и сверла для работы с металлом.
В промышленности, Р6М5, применяют для изготовления различного инструмента, например:
- развертки;
- плашки (лерки);
- долбежные резцы;
- полотна для ручных и механических ножовок.
Особенности заточки
Изделия из Р6М5 подвергаются периодическому затуплению. Сразу можно сказать, что обыкновенные круги, выполненные из электрокорунда, вряд ли помогут выполнить заточку. Для этого целесообразно применять абразивы, изготовленные на основании эльбора.
Для заточки и правки применяют круги плоского профиля (ПП), а также чашечные. Но заточка кругами на основе эльбора имеет свои недостатки, выражающиеся в некачественной чистоте поверхности и появлению изменений в структуре металла.
Для достижения максимального эффекта от заточки Р6М5 рекомендовано выполнять заточку в два захода:
- предварительная, для этого применяют круги с зерном 40;
- чистовая, для этого используют круги с зерном 25 — 16.
Трудности закалки быстрорежущей стали
Термическая обработка Р6М5 содержит гряду специфик, сопряжённых с характеристиками этой марки, а также большим временем нагревания под закалку. Чтобы достигнуть 1230 градусов по Цельсию (температура закаливания по ГОСТу), тратится рабочего времени на 25 процентов больше, чем для аналогичной марки Р18. Вначале делается отпускной период при 200 и 300 градусах по часу. Далее обработка выполняется в 3 этапа:
- 690 градусов -3 минуты;
- 860 — также 3 минуты;
- 1230 — 1,5 минуты.
Затем сталь остужают. В дальнейшем обрабатывании используют троекратный отпускной период при 560 градусов по 1.5 часа. В периодах отпуска сплав дополняют легирующими добавками, которые образуют карбиды, что увеличивает прочность конечного металла. Предшествующий отжиг стали содействует избавлению от высокой хрупкости при высоком показателе прочности.
Изготовление и обработка быстрорежущих сталей
Быстрорежущие стали изготавливают как классическим способом (разливка стали в слитки, прокатка и проковка), так и методами порошковой металлургии (распыление струи жидкой стали азотом). Качество быстрорежущей стали в значительной степени определяется степенью её прокованности. При недостаточной проковке изготовленной классическим способом стали наблюдается карбидная ликвация.
При изготовлении быстрорежущих сталей распространенной ошибкой является подход к ней как к «самозакаливающейся стали». То есть достаточно нагреть сталь и охладить на воздухе, и можно получить твердый износостойкий материал. Такой подход абсолютно не учитывает особенности высоколегированных инструментальных сталей.
Перед закалкой быстрорежущие стали необходимо подвергнуть отжигу. В плохо отожженных сталях наблюдается особый вид брака: нафталиновый излом, когда при нормальной твердости стали она обладает повышенной хрупкостью.
Грамотный выбор температуры закалки обеспечивает максимальную растворимость легирующих добавок в α-железе, но не приводит к росту зерна.
После закалки в стали остается 25—30 % остаточного аустенита. Помимо снижения твердости инструмента, остаточный аустенит приводит к снижению теплопроводности стали, что для условий работы с интенсивным нагревом режущей кромки является крайне нежелательным. Снижения количества остаточного аустенита добиваются двумя путями: обработкой стали холодом или многократным отпуском. При обработке стали холодом её охлаждают до −80…−70 °C, затем проводят отпуск. При многократном отпуске цикл «нагрев — выдержка — охлаждение» проводят по 2—3 раза. В обоих случаях добиваются существенного снижения количества остаточного аустенита, однако полностью избавиться от него не получается.
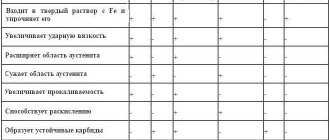
Принципы легирования быстрорежущих сталей
Высокая твердость мартенсита объясняется растворением углерода в α-железе. Известно, что при отпуске из мартенсита в углеродистой стали выделяются мельчайшие частицы карбида. Пока выделившиеся карбиды ещё находятся в мельчайшем дисперсном рассеянии (то есть на первой стадии выделения при отпуске до 200 °C), твердость заметно не снижается. Но если температуру отпуска поднять выше 200 °C, происходит рост карбидных выделений, и твердость падает.
Чтобы сталь устойчиво сохраняла твердость при нагреве, нужно её легировать такими элементами, которые затрудняли бы процесс коагуляции карбидов. Если ввести в сталь какой-нибудь карбидообразующий элемент в таком количестве, что он образует специальный карбид, то красностойкость скачкообразно возрастает. Это обусловлено тем, что специальный карбид выделяется из мартенсита и коагулирует при более высоких температурах, чем карбид железа, так как для этого требуется не только диффузия углерода, но и диффузия легирующих элементов. Практически заметная коагуляция специальных карбидов хрома, вольфрама, молибдена, ванадия происходит при температурах выше 500 °C.
Красностойкость создается легированием стали карбидообразующими элементами (вольфрамом, молибденом, хромом, ванадием) в таком количестве, при котором они связывают почти весь углерод в специальные карбиды, и эти карбиды переходят в раствор при закалке. Несмотря на сильное различие в общем химическом составе, состав твердого раствора очень близок во всех сталях, атомная сумма W+Mo+V, определяющая красностойкость, равна примерно 4 % (атомн.), отсюда красностойкости и режущие свойства у разных марок быстрорежущих сталей близки. Быстрорежущая сталь, содержащая кобальт, превосходит по режущим свойствам остальные стали (он повышает красностойкость), но кобальт очень дорогой элемент.
Особенности заточки стали
Любая продукция подвластна изнашиванию, а если это лезвие – утере остроты. Сталь Р6М5 вследствие особого метода изготовления и химического состава плохо поддаётся затачиванию.
Шлифовальные круги из электрокорунда не в силах справиться с подобной проблемой. Полотно, подвергаемое заточке, останется неровным, а режущие качества будут далеки от рабочих. Поэтому для восстановления изделию заводской заточки, его необходимо обрабатывать на кругах из эльбора, которые имеются далеко не на каждой специализированной точильне.
Пример правильной заточки ножа.
Ножи из стали Р6М5
Клинки из стали Р6М5 выполняют для самого разного назначения. Их изготавливают и для кухонных работ, и для охоты. Рассмотрим несколько вариантов изделий.
Нож – штрафбат
Клинок изготовлен по образу ножа НР-40. Модель довольно популярна, за счёт исторической известности. Нож считается универсальным, который подойдёт для охотников, рыболовов и туристов. Монтаж рукояти сквозной. Клинок относится к ножам разделочным и не является холодным оружием. Характеристики клинка:
- Материал клинка: сталь Р6М5;
- Твердость клинка: 64-67 HRC;
- Длина клинка (мм): 145;
- Толщина обуха клинка (мм): 2,5;
- Наибольшая ширина клинка (мм): 24;
- Материал рукояти: дерево;
- Общая длина (мм): 265;
- Тип изделия: нож охотничий, туристический.
Популярный клинок — штрафбат из стали Р6М5.
Нож — скин
Нож шкуросъёмный предназначен для разделки животного. Нож обладает высокой износостойкостью. Короткое лезвие приспособлено для аккуратного снятия шкуры. Монтаж рукояти сквозной. Применять клинок можно на охоте, на рыбалке и в туризме. Характеристики ножа следующие:
- Материал клинка: сталь Р6М5;
- Твердость клинка: 64-67 HRC;
- Длина клинка (мм): 90;
- Толщина обуха клинка (мм): 3,2;
- Наибольшая ширина клинка (мм): 40;
- Материал рукояти: дерево;
- Общая длина (мм): 210;
- Тип изделия: нож охотничий, туристический.
Небольшой клинок для разделки туш.
Нож — вишня
Клинок выполнен по типу ножа «НР-43». Нож получил высокую популярность из-за исторического прошлого. Клинок обладает высокой износостойкостью. Монтаж рукояти сквозной. Универсальность клинка позволяет его использовать на охоте, на рыбалке и в туристическом походе. Характеристики его следующие:
- Материал клинка: сталь Р6М5;
- Твердость клинка: 64-67 HRC;
- Длина клинка (мм): 150;
- Толщина обуха клинка (мм): 2,5;
- Наибольшая ширина клинка (мм): 22;
- Материал рукояти: дерево;
- Общая длина (мм): 270;
- Тип изделия: нож охотничий, туристический.
Знаменитое изделие — вишня.