Сталь 35 конструкционная углеродистая качественная
Для создания различных деталей и механизмов могут применяться самые различные материалы. Среди металлов следует отметить сталь 35. Она относится к классу углеродистых конструкционных сталей высокого качества, считается самым доступным предложением. Сталь 35 (ГОСТ 1050-88 ранее определял основные качества и химический состав, сейчас ему на смену пришел ГОСТ 1050-2013) применяют для получения промышленного крепежа различного типа.
Назначение и применение
Сталь 35 конструкционная сталь, это значит, что ее основное назначение изготовление конструкций, деталей и механизмов. Наибольшей популярностью она пользуется в строительстве и машиностроении. Применяется в основном для изготовления цельных изделий, эта особенность объясняется ограниченной свариваемостью стали 35. Практически не используется в качестве основного материала для крупногабаритных механизмов. Не применяется для изготовления деталей высокой прочности, испытывающих сильные напряжения. Из нее производят толстый и тонкий лист, крепежи, оси, коленчатые валы, шпиндели, диски, цилиндры, шатуны, тяги, червячные пары, траверсы, подушки, звездочки, втулки, уголки, толкатели, балки, пальцы, кулачки, вентили, ободы, бандажи и множество других деталей. Детали марки 35 используются в машиностроении, в качестве арматуры на АЭС, крепежных изделий на трубопроводах и котлах ТЭС, газовых/ паровых/ гидравлических турбинах.
Сталь 35 применяется при производстве ванн, раковин, трубопроводов и железобетонных плит хорошо поддается обработке резанием и ковкой.
Применение стали 35 для крепежа (ГОСТ 32569-2013)
Условия применения проката, поковок (штамповок) из стали 35 для изготовления корпусов, крышек, фланцев, мембран и узла затвора (ГОСТ 33260-2015)
| Материал | НД на поставку | Температура рабочей среды (стенки), °С | Дополнительные указания по применению |
| 35 ГОСТ 1050 | Сортовой прокат ГОСТ 1050. Поковки ГОСТ 8479 | От -40 до 425 | Для несварных узлов арматуры с обязательным проведением термообработки (закалка и высокий отпуск) при температуре рабочей среды (стенки) ниже минус 30°С до минус 40°С |
Применение стали 35 для крепежных деталей арматуры (ГОСТ 33260-2015)
| Марка материала, класс или группа по ГОСТ 1759.0 | Стандарт или технические условия на материал | Параметры применения | |||||
| Болты, шпильки, винты | Гайки | Плоские шайбы | |||||
| Температура среды, °С | Давление номинальное Pn, МПа(кгс/см2) | Температура среды, °С | Давление номинальное Pn, МПа(кгс/см2) | Температура среды, °С | Давление номинальное Pn, МПа(кгс/см2) | ||
| 35 | ГОСТ 1050 | От -40 до 425 | 10 (100) | От -40 до 425 | 20 (200) | От -40 до 425 | Не регламен- тируется |
Применение стали 35 для шпинделей и штоков (ГОСТ 33260-2015)
| Материал | НД на поставку | Температура рабочей среды, °С | Дополнительные указания по применению |
| Сталь 35 ГОСТ 1050 | Сортовой прокат ГОСТ 1050 | От -40 до 425 | Применяется после термообработки (закалка и высокий отпуск) при температуре ниже минус 31°С до минус 40°С |
Рекомендации по применению стали 35 для деталей арматуры и пневмоприводов, не работающих под давлением и не подлежащих сварке, предназначенных для эксплуатации в условиях низких температур (ГОСТ 33260-2015)
| Марка стали | Закалка+отпуск при температуре, °С | Примерный уровень прочности, Н/мм2 (кгс/мм2) | Температура применения не ниже, °С | Использование в толщине не более, мм |
| 35 | 500 | 700 (70) | -60 | 15 |
Пределы применения, виды обязательных испытаний и контроля стали 35 для фланцев для давления свыше 10 МПа (100 кгс/см2) (ГОСТ 32569-2013)
| Марка стали, стандарт или ТУ | 35 ГОСТ 1050 | |
| Технические требования | ГОСТ 9399 | |
| Наименование детали | Фланцы | |
| Предельные параметры | Температура стенки, °С, не более | От -40 до +200 |
| Давление номинальное, МПа (кгс/см2) не более | 32 (320) | |
| Обязательные испытания | Предел текучести σ0,2 | + |
| Предел прочности σв | + | |
| σ | + | |
| f | + | |
| KCU | + | |
| HB | + | |
| Контроль | Дефектоскопия | + |
| Неметаллические включения | ||
Основные характеристики
Основные характеристики во многом определяют область применения металла. Сталь 35 характеризуется следующими качествами:
- Плотность Стали 35 составляет 7826 кг/м 3 при температуре 20 градусов Цельсия. Стоит учитывать, что показатель снижается при повышении температуры. Серьезное повышение температуры приводит к перестроению структуры, она становится более пластичной. Показатель плотности учитывается при проведении различных расчетов. К примеру, нужно проводить расчет оказываемого давления на несущие конструкции.
- При выборе металла уделяется внимание показателю твердости. В рассматриваемом случае твердость составляет 163 МПа. Сталь М35 может подвергаться различной термической обработке, которая направлена на повышение твердости поверхностного слоя. Часто в качестве термической обработки применяется технология нормализации, которая делает структуру более однородной и устойчивой к воздействию высоких нагрузок.
- Степень свариваемости ограничена. Именно поэтому рекомендуется проводить предварительный подогрев заготовки. За счет подогрева структуры стало возможным использование различных технологий сваривания. Для повышения качества получаемого шва после сварки проводится дополнительная термическая обработка.
- Структура не склонна к отпускной хрупкости. При термической обработке выполняется отпуск, который снижает внутренние напряжения. Слишком высокая хрупкость определяет то, что при ударе и другой динамической нагрузке могут появляться структурные трещины.
- Материал подвергается резанию. Это свойство определяет то, что материал часто поставляется на машиностроительные заводы где устанавливается большое количество токарного и фрезеровального оборудования. Поставляемые заготовки могут обрабатываться при использовании обычных резцов. Существенно повысить качество и скорость обработки можно за счет использования резцов с твердосплавными пластинами.
Механические свойства ст 35
Рассматриваемый металл может подвергаться ковке при температуре 1280 градусов Цельсия. Охлаждение может проводится при применении масла или на открытом воздухе, выбор проводится в зависимости от размеров заготовки.
Механические свойства
Механические свойства стали 35 по ГОСТ 1050-2013
| не менее | ||||
| Предел текучести, Н/мм2 | Временное сопротивление, Н/мм2 | Относительное удлинение, % | Относительное сужение, % | |
| 35 | 315 | 530 | 20 | 45 |
Механические свойства проката
| ГОСТ | Состояние поставки | Сечение, мм | σв, МПа | δ5 (δ4), % | ψ, % | Твердость НВ, не более |
| не менее | ||||||
| ГОСТ 1050-74 | Сталь горячекатаная, кованая, калиброванная и серебрянка 2-й категории после нормализации | 25 | 530 | 20 | 45 | |
| Сталь калиброванная 5-й категории: | ||||||
| после нагартовки | 590 | 6 | 35 | |||
| после отжига или высокого отпуска | 470 | 15 | 45 | |||
| ГОСТ 10702-78 | Сталь калиброванная и калиброванная со специальной отделкой: | |||||
| после сфероидизирующего отжига | До 540 | 45 | 187 | |||
| нагартованная без термообработки | 590 | 5 | 40 | 207 | ||
| ГОСТ 1577-93 | Лист отожженный или высокоотпущенный | 80 | 480 | 22 | ||
| Полоса нормализованная или горячекатаная | 6-25 | 530 | 20 | 45 | ||
| ГОСТ 16523-89 (образцы поперечные) | Лист горячекатаный | До 2 | 490-640 | (17) | ||
| Лист холоднокатаный | 2-3,9 | 490-640 | (19) | |||
| ГОСТ 4041-71 (образцы поперечные) | Лист термообработанный 1 и 2-й категорий | 4-14 | 480-630 | 22 | 163 | |
| ГОСТ 2284-88 | Лента холоднокатаная: | |||||
| отожженная | 0,1-4 | 400-650 | (16) | |||
| нагартованная, класс прочности Н2 | 0,1-4 | 800-950 | ||||
| ГОСТ 8731-74, ГОСТ 8733-74 | Труба горяче-, холодно- и теплодеформированная, термообработанная | 510 | 17 | 187 | ||
Механические свойства поковок (ГОСТ 8479-70)
| Термообработка | Сечение, мм | КП | σ0,2, МПа | σв, МПа | δ5, % | ψ, % | KCU, Дж/см2 | Твердость НВ, не более |
| не менее | ||||||||
| Нормализация | 300-500 | 195 | 195 | 390 | 20 | 45 | 49 | 111-156 |
| 500-800 | 18 | 38 | 44 | |||||
| 100-300 | 215 | 215 | 430 | 20 | 48 | 49 | 123-167 | |
| 300-500 | 18 | 40 | 44 | |||||
| 500-800 | 16 | 35 | 39 | |||||
| Нормализация | До 100 | 245 | 245 | 470 | 22 | 48 | 49 | 143-179 |
| 100-300 | 19 | 42 | 39 | |||||
| 300-500 | 17 | 35 | 34 | |||||
| Закалка + отпуск | До 100 | 275 | 275 | 530 | 20 | 40 | 44 | 156-197 |
| 100-300 | 17 | 38 | 34 | |||||
| До 100 | 315 | 315 | 570 | 17 | 38 | 39 | 167-207 | |
Механические свойства в зависимости от температуры отпуска
| tотп, °С | σ0,2, МПа | σв, МПа | δ5, % | ψ, % | KCU, Дж/см2 | Твердость НВ |
| 200 | 600 | 760 | 13 | 60 | 29 | 226 |
| 300 | 560 | 735 | 14 | 63 | 29 | 212 |
| 400 | 520 | 690 | 15 | 64 | 98 | 200 |
| 500 | 470 | 660 | 17 | 67 | 137 | 189 |
| 600 | 410 | 620 | 18 | 71 | 176 | 175 |
| 700 | 340 | 580 | 19 | 73 | 186 | 162 |
Примечание. Заготовка диаметром 60 мм, закалка с 850 °С в воде.
Механические свойства при повышенных температурах
| tотп, °С | Условия испытаний | σ0,2, МПа | σв, МПа | δ5, % | ψ, % | KCU, Дж/см2 |
| 200 | После горячей прокатки | 300 | 580 | 9 | 39 | 78 |
| 300 | 205 | 580 | 21 | 52 | 69 | |
| 400 | 185 | 500 | 23 | 64 | 59 | |
| 500 | 145 | 350 | 24 | 70 | 39 | |
| 600 | 78 | 195 | 35 | 83 | 69 | |
| 700 | После прокатки. Образец диа- метром 6 мм, длиной 30 мм. Скорость деформирования 16 мм/мин; скорость деформа- ции 0,009 1/с | 100 | 150 | 34 | 75 | |
| 800 | 69 | 110 | 56 | 100 | ||
| 900 | 55 | 74 | 54 | 100 | ||
| 1000 | 30 | 51 | 69 | 100 | ||
| 1100 | 21 | 39 | 74 | 100 | ||
| 1200 | 15 | 27 | 85 | 100 | ||
| 1300 | 18 | 23 | 58 | 100 |
Механические свойства металлопродукции (ГОСТ 1050-2013)
| Механические свойства, не менее | |||
| Предел текучести σ0,2, Н/мм2 | Предел прочности σв, Н/мм2 | Относительное удлинение δ5, % | Относительное сужение ψ, % |
| 315 | 530 | 20 | 45 |
ПРИМЕЧАНИЕ. По согласованию изготовителя с заказчиком для металлопродукции из стали марки 35 допускается снижение временного сопротивления на 20 Н/мм2, по сравнению с нормами, указанными в таблице, при одновременном повышении норм относительного удлинения на 2% (абс.).
Нормированные механические свойства калиброванной металлопродукции в нагартованном или термически обработанном состоянии (ГОСТ 1050-2013)
| Марка стали | Механические свойства, не менее, для металлопродукции | |||||
| нагартованной | отожженной или высокоотпущенной | |||||
| Предел прочности σв, Н/мм2 | Относительное удлинение δ5, % | Относительное сужение ψ, % | Предел прочности σв, Н/мм2 | Относительное удлинение δ5, % | Относительное сужение ψ, % | |
| 35 | 590 | 6 | 35 | 470 | 15 | 45 |
Механические свойства металлопродукции из стали 35 в зависимости от размера (ГОСТ 105-2013)
| Механические свойства металлопродукции размером | |||
| Предел текучести σ0,2, МПа не менее | Предел прочности σв, МПа | Относительное удлинение δ5, % | Работа удара KU, Дж |
| не менее | |||
| до 16 мм включ. | |||
| 430 | 630-780 | 17 | 25 |
| св. 16 до 40 мм включ. | |||
| 380 | 600-750 | 19 | 25 |
| св. 40 до 100 мм включ. | |||
| 315 | 550-700 | 20 | 25 |
ПРИМЕЧАНИЕ.
- Механические свойства, определяются на образцах, вырезанных из термически обработанных (закалка с отпуском) заготовок.
- Знак «+» означает, что испытания проводят для набора статистических данных, результаты испытаний заносят в документ о качестве.
- Значения механических свойств приведены для металлопродукции круглого сечения.
Стойкость стали 35 и ее сварных соединений против щелевой эрозии (ГОСТ 33260-2015)
| Группа стойкости | Балл | Эрозионная стойкость по отношению к стали 12X18H10T (принятой за 1) |
| Нестойкая | 6 | 0,005-0,05 |
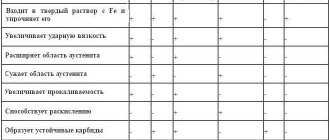
Химический состав
Различные химические элементы могут изменять эксплуатационные характеристики получаемых материалов. Марка стали 35 характеризуется следующим соотношением химических элементов:
- Основной состав представлен железом. Он включается в состав практически всех сплавов, в данном случае концентрация около 97%.
- Твердость и другие качества связаны с углеродом. В рассматриваемом случае концентрация этого химического элемента составляет от 0,32 до 0,4%.
- В состав включается кремний, марганец и никель. Они определяют основные эксплуатационные характеристики. Концентрация никеля не более 0,25%, марганца в диапазоне от 0,5 до 0,8%. На кремний приходится всего 0,17-0,37% состава.
Лист стальной 140х500 мм сталь 35
Вредные компоненты выдерживаются в определенном диапазоне, что позволяет выдерживать более высокие эксплуатационные характеристики. Современные технологии производства позволяют повысить качество материала.
Расшифровка стали: индекс 35 показывает, что в сплаве содержится 0,35% углерода, а остальные элементы составляют незначительное количество.
Состав
Ранее ГОСТ 1050-88, а сейчас ГОСТ 1050-2013 регламентирует производство стали 35. В документе описывается химический состав, механические свойства, твердость, способы обработки. Цифра 35 — это расшифровка содержания в стали углерода, который составляет 0,35%.
Марка стали 35 имеет состав:
0,25%
- Углерод — 0,32-0,40%
- Марганец — до 0,5-0,8%
- Кремний — 0,17-0,37%
- Сера — до 0,035%
- фосфор — не более 0,030%
- Хром — не более 0,25%
- Медь — не более 0,25%
- Мышьяк — до 0,08%
Состав стали «небогатый». Здесь нет дорогих и полезных добавок, таких как хром и молибден. Такая сталь будет иметь низкий коэффициент прочности и твердости, и пойдёт на сферы применения, где высокая прочность сырья не имеет значения.
От массовой доли углерода в большинстве зависят все показатели стали. Она может стать хрупкой и плотной, подобно чугуну. Или прочной, в смеси с другими компонентами, как, например, 10-я марка. Зависимость параметров материала, так же зависит от количества других примесей: марганца, никеля, хрома, кремния. Каждый из них повышает какой-либо показатель, а взамен несёт за собой минус.
Именно сочетание примесей играет главную роль в характеристике металла. Дорогие марки стали имеют высокие показатели прочности, поддаваемость к свариванию и устойчивости к коррозии. Чаще всего, материал выбирается от вида предназначения: для создания деталей, где важна прочность, избираются высококачественные марки, а для сварки и изготовления электродов выбираются более дешёвые аналоги.
Применение стали 35
Как ранее было отмечено, рассматриваемый металл получил широкое применение. Это связано с низкой стоимостью производства и довольно высокими эксплуатационными характеристиками. Сплав часто применяется при получении следующих деталей:
- Характеризующиеся низкой прочностью и испытывающие небольшие напряжения. В эту группу относят коленчатые валы, оси, цилиндры, обод, траверсы и другие.
- Различных крепежных элементов: болты, гайки и шпильки. Они обходятся дешево, но при этом не могут эксплуатироваться при изготовлении износостойких деталей.
При выборе этого сплава следует учитывать, что из-за достаточно высокой концентрации углерода существенно снижается степень свариваемости. Поэтому заготовки в большинстве случаев поставляются для механической обработки. Устойчивость к коррозии средняя, получаемые детали могут применяться в умеренно агрессивной среде. Часто получаемые болты применяются при возведении фундамента или создании других несущих конструкций.
Скачать ГОСТ 1050-2013
Аналоги сталь 35 обладают схожим химическим составом и свойствами, маркируются при применении стандартов ГОСТ. В других странах применяются свои стандарты. К примеру, в США аналоги получили название 1034, 1035, из Китая поставляют сплавы ML35 и ZG270-500. Более доступным предложением можно назвать металлы, которые производятся отечественными компаниями.
Предел выносливости
| Термообработка | σ-1, МПа | τ-1, МПа |
| Нормализация при 850°С, σв = 570 МПа | 265 | |
| Нормализация при 850-890°С; отпуск при 650-680 °С | 245 | 147 |
| Закалка с 850°С, отпуск при 650 °С, σв = 710 МПа | 402 |
Ударная вязкость KCU
| Термообработка | КCU, Дж/см2, при температуре, °С | ||||
| +20 | -20 | -30 | -50 | -60 | |
| Нормализация | 63 | 47 | 45 | 14 | 12 |
Твердость HB (по Бринелю)(ГОСТ 1050-2013)
| Марка стали | Твердость HB, не более, для металлопродукции | |||
| горячекатаной и кованой | калиброванной и со специальной отделкой поверхности | |||
| без термической обработки | после отжига или высокого отпуска | нагартованной | после отжига или высокого отпуска | |
| 35 | 207 | 229 | 187 | |
Сварка средне- и высокоуглеродистых сталей
Конструкции из среднеуглеродистой стали могут быть хорошо сварены при непременном соблюдении правил сварки, а также следующих дополнительных указаний. В стыковых, угловых и тавровых соединениях следует при сборке соединяемых элементов сохранять между кромками зазоры, предусмотренные ГОСТ, чтобы сварочная поперечная усадка происходила более свободно и не вызывала кристаллизационных трещин. Кроме того, начиная с толщины стали 5 мм и более, в стыковых соединениях делают разделку кромок, и сварку ведут в несколько слоев. Сварочный ток понижают.
Сварка высокоуглеродистой стали
Сварка высокоуглеродистых сталей марок ВСт6, 45, 50 и 60 и литейных углеродистых сталей с содержанием углерода до 0,7 % еще более затруднительна. Эти стали применяют главным образом в литых деталях и при изготовлении инструмента. Сварка их возможна только с предварительным и сопутствующим подогревом до температуры 350-400 °С и последующей термообработкой в нагревательных печах. При сварке должны соблюдаться правила, предусмотренные для среднеуглеродистой стали, этот процесс мы рассмотрим ниже.
Технологии сварки высокоуглеродистых сталей
Хорошие результаты достигаются при сварке узкими валиками и небольшими участками с охлаждением каждого слоя. После окончания сварки обязательна термическая обработка.
Сварка среднеуглеродистой стали
Сварка среднеуглеродистой стали марок ВСт5, 30, 35 и 40, содержащей углерода 0,28-0,37 % и 0,27- 0,45%, более затруднена, так как с увеличением содержания углерода ухудшается свариваемость стали.
Технологические свойства
Технологические свойства материала 35 .
| Свариваемость: | ограниченно свариваемая. |
| Флокеночувствительность: | не чувствительна. |
| Склонность к отпускной хрупкости: | не склонна. |
Прокаливаемость (ГОСТ 1050-88)
Полоса прокаливаемости стали 35 после нормализации при 850 °С и закалки с 850 °С приведена на рис. 1.
Свариваемость
Сталь 35 является ограниченно свариваемой. Способы сварки: РДС (ручная дуговая сварка), АДО под флюсом и газовой защитой, ЭШС (электрошлаковая сварка). Рекомендуется подогрев и последующая термообработка. КТС (контактная сварка) без ограничений.
Термообработка
Сталь 35 подвергают нормализации с температуры 800-900 °С с остыванием на воздухе. Закалка производится в воде с температуры 860-880 °С и отпуск при 550-600 °С
Температура критических точек, °С
| Ас1 | Ас3 | Аr3 | Аr1 | Мн |
| 730 | 810 | 796 | 680 | 360 |
Химический состав
Регламентировавший ранее состав и характеристики стали 35 ГОСТ 1050-88 заменен на другой стандарт. Особенности ее производства и обработки сегодня определяются ГОСТом 1050-2013. Расшифровка маркировки указывает на содержание в металле главного элемента – углерода – 0,35%. Доля других добавок также невелика:
- никеля – 0,25%;
- марганца – 0,5-0,8%;
- кремния – 0,17-0,37%;
- меди и хрома – до 0,25%;
- серы и фосфора – не более 0,3-0,35%;
- мышьяка – 0,08%.
Заменители стали 35 отличаются, в основном, массовой долей углерода:
Несмотря на эти отличия, свойства аналогов практически идентичны. Сплав имеет множество аналогов и за рубежом:
- 1034, 1038 – в Соединенных Штатах;
- 1.0501, С35, Сk35 – Германии;
- 1С35, RF36 – Франции;
- 080А32, 080А35 – Великобритании;
- С35 – Италии;
- С36 – Бельгии;
- 1572 – Швеции;
- 1.1181, С35Е – Евросоюзе;
- S35C, SWRCH35K – Японии;
- ML35 – Китае.
Номенклатура выпускаемой продукции регламентируется множеством стандартов и поставляется на рынок в виде:
- сортового проката;
- калиброванного и шлифованного прутка;
- толсто- и тонколистовой стали;
- серебрянки;
- ленты и полосы;
- проволоки;
- поковок;
- разнообразных труб.
Сталь 35 отечественные и зарубежные аналоги
| Марка металлопроката | Заменитель |
| 35 | 30 |
| 40 | |
| 35г |
| Зарубежные аналоги марки стали 35 | ||
| США | 1034, 1035, 1038, G10340, G10350, G10380, G10400 | |
| Германия | 1.0501, 1.1181, 1.1183, C35, C35E, C35R, C38D, Cf35, Ck35, Cm35, Cq35 | |
| Япония | S35, S35C, S38C, SWRCH35K, SWRCH38K | |
| Франция | 1C35, 2C35, AF55, C30E, C35, C35E, C35RR, CC35, RF36, XC32, XC35, XC38, XC38H1, XC38H1TS, XC38H2FF, XC38TS | |
| Англия | 060A35, 080A32, 080A35, 080A5, 080M36, 1449-40CS, 40HS, C35, C35E | |
| Евросоюз | 1.1181, C35, C35E, C35EC, C36 | |
| Италия | 1C35, 1CD35, C35, C35E, C35R, C36, C38 | |
| Бельгия | C35, C35-1, C35-2, C36 | |
| Испания | C35, C35E, C35k, F.113, F.1130 | |
| Китай | 35, ML35, ZG270-500 | |
| Швеция | 1550, 1572 | |
| Болгария | 35, C35, C35E | |
| Венгрия | C35E, MC | |
| Польша | 35, D35 | |
| Румыния | OLC35, OLC35AS, OLC35q, OLC35X | |
| Чехия | 12040 | |
| Австрия | C35, C35SW, Ck35S | |
| Австралия | 1035 | |
| Швейцария | C35, Ck35 | |
| Юж.Корея | SM35C, SM38C | |
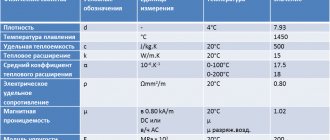
Физические свойства
От химического состава зависят основные характеристики и применение стали 35.
Плотность металла с повышением температуры уменьшается. В диапазоне от 20 до 800 градусов она изменяется с 7826 до 7600 кг/м3. Одновременно увеличивается пластичность стали. Показатель плотности необходим при расчете величины нагрузки на несущие элементы конструкции.
С увеличением температуры изменяются и другие физические свойства материала:
- удельное электросопротивление – от 251 до 1156*109 Ом*м при 900 градусах;
- удельная теплоемкость – 469-699 Дж/кг*град;
- коэффициент линейного расширения – с 12 до 13,9 1/град;
- коэффициент теплопроводности уменьшается с 49 до 28 Вт/м*град;
- уменьшается и модуль упругости в интервале 20-400 градусов с 2,06*10-5 до 1,68*10-5 МПа.
Механические параметры
Твердость сплава равна 163 МПа. Показатель можно увеличить с помощью термической обработки. Чаще всего для этой цели используется режим нормализации, который упорядочивает структуру металла и увеличивает поверхностную твердость.
Технология и особенности сварки стали
В современной промышленности применяется самая разнообразная сталь для сварных конструкций. Она может быть нержавеющей и обычной, с высоким или низким содержанием углерода, жаростойкие и так далее. Для их сварки используют различные технологии, но наиболее проста сварка полуавтоматом или инвертором. В этой статье мы расскажем об особенностях популярных типов сталей и о том, как их варить.
Сварка инструментальной стали
Инструментальная сталь — тип стали, содержащий в своем составе менее 1% углерода. Такая сталь твердая и прочная, но не износостойкая, поэтому ее используют только при изготовлении инструментов. К тому же, она отличается невысокой закупочной ценой, что делает производство прибыльным.
Рекомендуется варить инструментальную сталь специальным электродом и с помощью инвертора. Электроды должны быть предназначены именно для работы с данным типом сталей. Мы рекомендуем стержни УОНИ-13/НЖ/20Х13 и сварочный инвертор средней ценовой категории. Будьте готовы к тому, что сварка инструментальной стали потребует от вас много сил и терпения. Это связано с низким содержанием углерода.
Сварка конструкционной стали
Конструкционная сталь используется куда чаще, чем инструментальная. Из нее изготавливают все: от мелких деталей до заводских станков. Именно к данной категории относится сварка 40х стали, стали 30хгса, стали 35хгса и прочих других марок.
Что из себя представляет конструкционная сталь? По составу это очень интересный металл. Он состоит из различных примесей, в частности фосфора и серы. Чем этих компонентов больше в составе, тем ненадежнее будет сталь, так что нужно следить за этим показателем. Конструкционная сталь может быть обыкновенной, качественной, высококачественной и особо высококачественной.
Как вы понимаете, последний тип конструкционной стали содержит минимум примесей, за счет чего удается получить по-настоящему качественный и прочный металл. Ну а в обычной конструкционной стали примесей больше всего, она считается самой недолговечной. Кстати, у этой классификации есть еще отдельные подгруппы (они отличаются по наличию в составе некоторых дополнительных химических компонентов). Но мы не будем подробно расписывать классификацию, чтобы не запутать вас.
Сварка легированной стали
Легированные стали одни из самых популярных. Их главная особенность — это состав. В него добавляют различные легирующие компоненты, благодаря которым стали можно придать желаемые свойства и характеристики. Проще говоря, за счет легирующих добавок появляется возможность подстроить состав под свои нужды.
При необходимости такую сталь можно сделать прочнее, долговечнее и лучше. Вы в прямом смысле можете изменить ее физико-химические свойства, просто добавив в состав легирующие элементы.
Еще несколько достоинств легированной стали: повышенная жаропрочность, устойчивость к коррозии (не на уровне нержавейки, конечно, но все же устойчивость высокая). Для сварки такого типа сталей можно применять дуговую сварку и электроды, в составе которых содержится фтор и кальций. Но мы рекомендуем газовую сварку. Она сложнее, но при этом позволяет получить лучшее качество соединения.
Технология газовой сварки, конечно, отличается от классической сварки полуавтоматом или инвертором. Здесь тепло образуется не за счет электрической дуги, а за счет сварочного пламени. Оно образуется в момент, когда горючий газ смешивается с кислородом и сгорает. Технология сварки углеродистых сталей с помощью газа требует сноровки и опыта. Но это не значит, что вы не можете экспериментировать. Потренируйтесь на ненужном куске металла перед тем, как выполнить основные работы.
Сварка низколегированной стали
Низколегированные (они же зачастую и низкоуглеродистые) стали — металлы, содержащие в своем составе крайне небольшое количество легирующих элементов (обычно, не более 2-3%). В большей степени состоят из железа, небольшого количества углерода и различных примесей.
К низколегированным сталям принято относить кремний, никель, вольфрам, алюминий, медь и многие другие металлы. Кстати, на нашем сайте мы посвятили несколько статей сварке алюминия и особенностям проведения работ. Мы также рассказывали о сварке меди. Прочтите эти статьи, чтобы войти в курс дела.
Низколегированная сталь способна выдерживать эксплуатационную температуру до 200 градусов по Цельсию, из нее изготавливают хирургические инструменты, инструменты для ювелиров и гравировщиков, а также бритв и лезвий. А если добавить в состав такой стали немного хрома, то можно получить очень прочный и долговечный металл. У вас появится возможность производить любые изделия.
Также новичков наверняка удивит, что низколегированную сталь относят к классу черных металлов и из нее часто изготавливают громоздкие сварные металлоконструкции. И несмотря на небольшое количество легирующих веществ в составе, удается получиться по-настоящему прочный металл. Это возможно благодаря положительным свойствам хрома, никеля и молибдена, которые существенно улучшают характеристики низколегированной стали. Также хром и никель улучшают антикоррозийные свойства низколегированных сталей.
Кроме того, при соблюдении технологии низколегированная сталь очень хорошо варится. Но здесь все же нужно учесть некоторые особенности, а их у данного типа стали немало. Без подготовки и теоретической базы у вас вообще вряд ли получится сварить низколегированную сталь. Самая частая проблема — перегрев сварочной зоны. Эта особенность наблюдается со многими марками низколегированных сталей. Также при сварке таких сталей наблюдается очень быстрое охлаждение сварочного соединения и металла в целом, что приводит к образованию мертенсита. Мертенсит — это твердая углеродистая структура, которая образуется на сварном шве при слишком быстром охлаждении. Это не всегда на руку.
Сварка низкоуглеродистых сталей выполняется с применением электродов, в составе которых содержится фтор и кальций. Рекомендует стержни с основным покрытием (например, покрытие Э42А или Э50А). Лучше всего себя зарекомендовали марки электродов УОНИ 13/45, МР-3, АНО-8, СМ-11. Вы также можете использовать другие стержни со схожими характеристиками.
Также можно выбрать полуавтоматическую или автоматическую сварку под флюсом с использованием полуавтомата и присадочной проволоки. Вместо флюса можно использовать углекислый газ или его смесь с аргоном. В таком случае качество шва будет заметно лучше, чем при использовании инвертора и электродов.
Виды отпуска стали
Главный технический параметр ОС — это температура нагрева. Различают 3 типа ОС — высокий, средний и низкий. Конечно, высокотемпературный отпуск является оптимальным средством обработки, поскольку чем выше температура нагрева, тем более активно будет происходить рекристаллизация металла. Однако низко- и среднетемпературные способы обработки также имеют практическую пользу, которую не стоит недооценивать. Ниже мы рассмотрим каждый тип ОС по отдельности.
Высокий отпуск стали — это вариант отпускной обработки при температуре от 500 до 700 градусов. Данный способ является самым эффективным, поскольку при таком нагреве происходит полигонизация и рекристаллизация материала, что позволяет устранить все напряжения внутри металла. Обычно длится от 2 до 3 часов. В случае обработки сложных конструкций рекомендованное время может увеличиваться до 6 часов.
В ходе высокого отжига происходит процесс рекристаллизации (приводящей вещество в состояние большей термодинамической устойчивости) в сочетании со сфероидизацией цементита. Частицы цементита приобретают округлую форму размером от 0,5 до 2 мкм., приобретается структура сорбита отпуска с зернистой формой. Сорбит отпуска наделяет сталь повышенной ударной вязкостью. Легированные стали приобретают структуру зернистого перлита. Обеспечивается структурная стабильность, снимается внутреннее напряжение.
Технологические процессы на нашем заводе проводятся в современном компьютеризированном оборудовании под управлением квалифицированного персонала. Это помогает добиться самых высоких показателей в области химико-термической обработки металлов. У нас практикуется индивидуальный подход к каждому клиенту и каждому заказу.
Главный недостаток высокотемпературного отпуска — это небольшое снижение прочности материала. Поэтому методика не годится для обработки деталей, которые во время эксплуатации будут испытывать сверхвысокую нагрузку. Высокотемпературная методика распространяется на все виды стали, однако обратите внимание, что в случае некоторых легированных сплавов во время обработки может возникнуть так называемая обратимая высокотемпературная хрупкость.
Основная особенность среднего отпуска — активная диффузия углерода без полигонизации и рекристаллизации сплава. В случае среднетемпературной обработки улучшается упругость материала, повышается его релаксационная стойкость. Температура отпуска стали в данном случае находится в пределах от 350 до 500 градусов. Средний срок проведения обработки — 2-4 часа. Оптимальная среда — маслянистая или щелочная. Средняя обработка хорошо подходит для прочных деталей сложной формы — рессоры, пружины, ударные конструкции. Однако на практике данная технология используется редко в связи с рядом ограничений:
- В температурной диапазоне от 250 до 300 градусов находится так называемый островок хрупкости первого рода, которого следует избегать. Одновременно с этим при температуре выше 500 градусов находится другой островок хрупкости второго рода (его тоже рекомендуется избегать). Об особенностях этих островков мы расскажем ниже. А небольшое отклонение температуры в большую или меньшую сторону во время отпуска может привести к фатальным последствиям.
- Методика не имеет преимуществ в сравнении с альтернативными технологиями (низкой и высокой). Одновременно с этим слабые печи для обработки обычно не могут нагревать рабочую среду до таких температур, а более сильные печи могут нагреваться до более высоких температур, что неудобно с практической точки зрения.
Низкий отпуск стали — методика обработки стального сплава или изделия, при которой нагрев осуществляется до температуры от 100 до 250 градусов. Срок обработки обычно составляет 1-3 часа в зависимости от типа детали, ее габаритов. Во время низкотемпературной обработки происходит диффузия частиц углеродистых компонентов без полигонизации и рекристаллизации атомной решетки. Это позволяет повысить некоторые физические характеристики материала — прочность, пластичность, твердость, химическую инертность.
Низкий отпуск — универсальная технология, однако по факту ее применяют в основном для отпуска изделий из низколегированных и высокоуглеродистых сталей (ножи, посуда, простые детали). Также нужно избегать нагрева материала выше температуры 250 градусов (в противном случае он попадет в островок хрупкости первого рода, что чревато необратимой порчей металла).
Таблица температур закалки и отпуска сталей
| № п/п | Марка стали | Твёрдость (HRCэ) | Температ. закалки, град.С | Температ. отпуска, град.С | Температ. зак. ТВЧ, град.С | Температ. цемент., град.С | Температ. отжига, град.С | Закал. среда | Прим. |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 1 | Сталь 20 | 57…63 | 790…820 | 160…200 | 920…950 | Вода | |||
| 2 | Сталь 35 | 30…34 | 830…840 | 490…510 | Вода | ||||
| 33…35 | 450…500 | ||||||||
| 42…48 | 180…200 | 860…880 | |||||||
| 3 | Сталь 45 | 20…25 | 820…840 | 550…600 | Вода | ||||
| 20…28 | 550…580 | ||||||||
| 24…28 | 500…550 | ||||||||
| 30…34 | 490…520 | ||||||||
| 42…51 | 180…220 | Сеч. до 40 мм | |||||||
| 49…57 | 200…220 | 840…880 | |||||||
| <= 22 | 780…820 | С печью | |||||||
| 4 | Сталь 65Г | 28…33 | 790…810 | 550…580 | Масло | Сеч. до 60 мм | |||
| 43…49 | 340…380 | Сеч. до 10 мм (пружины) | |||||||
| 55…61 | 160…220 | Сеч. до 30 мм | |||||||
| 5 | Сталь 20Х | 57…63 | 800…820 | 160…200 | 900…950 | Масло | |||
| 59…63 | 180…220 | 850…870 | 900…950 | Водный раствор | 0,2…0,7% поли-акриланида | ||||
| «— | 840…860 | ||||||||
| 6 | Сталь 40Х | 24…28 | 840…860 | 500…550 | Масло | ||||
| 30…34 | 490…520 | ||||||||
| 47…51 | 180…200 | Сеч. до 30 мм | |||||||
| 47…57 | 860…900 | Водный раствор | 0,2…0,7% поли-акриланида | ||||||
| 48…54 | Азотирование | ||||||||
| <= 22 | 840…860 | ||||||||
| 7 | Сталь 50Х | 25…32 | 830…850 | 550…620 | Масло | Сеч. до 100 мм | |||
| 49…55 | 180…200 | Сеч. до 45 мм | |||||||
| 53…59 | 180…200 | 880…900 | Водный раствор | 0,2…0,7% поли-акриланида | |||||
| < 20 | 860…880 | ||||||||
| 8 | Сталь 12ХН3А | 57…63 | 780…800 | 180…200 | 900…920 | Масло | |||
| 50…63 | 180…200 | 850…870 | Водный раствор | 0,2…0,7% поли-акриланида | |||||
| <= 22 | 840…870 | С печью до 550…650 | |||||||
| 9 | Сталь 38Х2МЮА | 23…29 | 930…950 | 650…670 | Масло | Сеч. до 100 мм | |||
| <= 22 | 650…670 | Нормализация 930…970 | |||||||
| HV > 670 | Азотирование | ||||||||
| 10 | Сталь 7ХГ2ВМ | <= 25 | 770…790 | С печью до 550 | |||||
| 28…30 | 860…875 | 560…580 | Воздух | Сеч. до 200 мм | |||||
| 58…61 | 210…230 | Сеч. до 120 мм | |||||||
| 11 | Сталь 60С2А | <= 22 | 840…860 | С печью | |||||
| 44…51 | 850…870 | 420…480 | Масло | Сеч. до 20 мм | |||||
| 12 | Сталь 35ХГС | <= 22 | 880…900 | С печью до 500…650 | |||||
| 50…53 | 870…890 | 180…200 | Масло | ||||||
| 13 | Сталь 50ХФА | 25…33 | 850…880 | 580…600 | Масло | ||||
| 51…56 | 850…870 | 180…200 | Сеч. до 30 мм | ||||||
| 53…59 | 180…220 | 880…940 | Водный раствор | 0,2…0,7% поли-акриланида | |||||
| 14 | Сталь ШХ15 | <= 18 | 790…810 | С печью до 600 | |||||
| 59…63 | 840…850 | 160…180 | Масло | Сеч. до 20 мм | |||||
| 51…57 | 300…400 | ||||||||
| 42…51 | 400…500 | ||||||||
| 15 | Сталь У7, У7А | НВ <= 187 | 740…760 | С печью до 600 | |||||
| 44…51 | 800…830 | 300…400 | Вода до 250, масло | Сеч. до 18 мм | |||||
| 55…61 | 200…300 | ||||||||
| 61…64 | 160…200 | ||||||||
| 61…64 | 160…200 | Масло | Сеч. до 5 мм | ||||||
| 16 | Сталь У8, У8А | НВ <= 187 | 740…760 | С печью до 600 | |||||
| 37…46 | 790…820 | 400…500 | Вода до 250, масло | Сеч. до 60 мм | |||||
| 61…65 | 160…200 | ||||||||
| 61…65 | 160…200 | Масло | Сеч. до 8 мм | ||||||
| 61…65 | 160…180 | 880…900 | Водный раствор | 0,2…0,7% поли-акриланида | |||||
| 17 | Сталь У10, У10А | НВ <= 197 | 750…770 | ||||||
| 40…48 | 770…800 | 400…500 | Вода до 250, масло | Сеч. до 60 мм | |||||
| 50…63 | 160…200 | ||||||||
| 61…65 | 160…200 | Масло | Сеч. до 8 мм | ||||||
| 59…65 | 160…180 | 880…900 | Водный раствор | 0,2…0,7% поли-акриланида | |||||
| 18 | Сталь 9ХС | <= 24 | 790…810 | С печью до 600 | |||||
| 45…55 | 860…880 | 450…500 | Масло | Сеч. до 30 мм | |||||
| 40…48 | 500…600 | ||||||||
| 59…63 | 180…240 | Сеч. до 40 мм | |||||||
| 19 | Сталь ХВГ | <= 25 | 780…800 | С печью до 650 | |||||
| 59…63 | 820…850 | 180…220 | Масло | Сеч. до 60 мм | |||||
| 36…47 | 500…600 | ||||||||
| 55…57 | 280…340 | Сеч. до 70 мм | |||||||
| 20 | Сталь Х12М | 61…63 | 1000…1030 | 190…210 | Масло | Сеч. до 140 мм | |||
| 57…58 | 320…350 | ||||||||
| 21 | Сталь Р6М5 | 18…23 | 800…830 | С печью до 600 | |||||
| 64…66 | 1210…1230 | 560…570 3-х кратн. | Масло, воздух | В масле до 300…450 град., воздух до 20 | |||||
| 26…29 | 780…800 | Выдержка 2…3 часа, воздух | |||||||
| 22 | Сталь Р18 | 18…26 | 860…880 | С печью до 600 | |||||
| 62…65 | 1260…1280 | 560…570 3-х кратн. | Масло, воздух | В масле до 150…200 град., воздух до 20 | |||||
| 23 | Пружин. сталь Кл. II | 250…320 | После холодной навивки пружин 30-ть минут | ||||||
| 24 | Сталь 5ХНМ, 5ХНВ | >= 57 | 840…860 | 460…520 | Масло | Сеч. до 100 мм | |||
| 42…46 | Сеч. 100..200 мм | ||||||||
| 39…43 | Сеч. 200..300 мм | ||||||||
| 37…42 | Сеч. 300..500 мм | ||||||||
| НV >= 450 | Азотирование. Сеч. св. 70 мм | ||||||||
| 25 | Сталь 30ХГСА | 19…27 | 890…910 | 660…680 | Масло | ||||
| 27…34 | 580…600 | ||||||||
| 34…39 | 500…540 | ||||||||
| «— | 770…790 | С печью до 650 | |||||||
| 26 | Сталь 12Х18Н9Т | <= 18 | 1100…1150 | Вода | |||||
| 27 | Сталь 40ХН2МА, 40ХН2ВА | 30…36 | 840…860 | 600…650 | Масло | ||||
| 34…39 | 550…600 | ||||||||
| 28 | Сталь ЭИ961Ш | 27…33 | 1000…1010 | 660…690 | Масло | 13Х11Н2В2НФ | |||
| 34…39 | 560…590 | При t>6 мм вода | |||||||
| 29 | Сталь 20Х13 | 27…35 | 1050 | 550…600 | Воздух | ||||
| 43,5…50,5 | 200 | ||||||||
| 30 | Сталь 40Х13 | 49,5…56 | 1000…1050 | 200…300 | Масло | ||||