Описание
1.2. Аттестация сварщиков и специалистов сварочного производства проводится в целях установления достаточности их теоретической и практической подготовки, проверки их знаний и навыков и предоставления права сварщикам и специалистам сварочного производства выполнять работы на объектах, подконтрольных Госгортехнадзору России.
1.3. Система аттестации сварщиков и специалистов сварочного производства (САСв) — комплекс требований, определяющих правила и процедуру аттестации сварщиков и специалистов сварочного производства, занятых на работах по изготовлению, реконструкции, монтажу и ремонту оборудования и объектов, надзор за которыми осуществляет Госгортехнадзор России.
1.4. САСв определяет:
- уровни профессиональной подготовки специалистов сварочного производства;
- структуру и принципы формирования аттестационных органов;
- требования к образованию и специальной подготовке сварщиков и специалистов сварочного производства;
- порядок аттестации сварщиков;
- порядок аттестации специалистов сварочного производства;
- порядок ведения реестра системы аттестации.
1.5. САСв устанавливает четыре уровня профессиональной подготовки:
- I уровень — аттестованный сварщик;
- II уровень — аттестованный мастер-сварщик;
- III уровень — аттестованный технолог-сварщик;
- IV уровень — аттестованный инженер-сварщик.
Присвоение уровня не отменяет присвоенного квалификационного разряда по действующей системе согласно Общероссийскому классификатору профессий рабочих, должностей служащих и тарифных разрядов (ОКЗ 016-94), введенному в действие Постановлением Госстандарта России от 26.12.94 N 367.
1.6. Аттестованные сварщики и специалисты сварочного производства допускаются к выполнению тех видов деятельности, которые указаны в их аттестационных удостоверениях.
1.7. Специалисты сварочного производства, участвующие в работе аттестационных органов, должны быть аттестованы на право проведения работ по подготовке и аттестации сварщиков и специалистов сварочного производства.
ПБ 03-273-99 (Правила аттестации сварщиков)
часть 1 часть 2 ФЕДЕРАЛЬНЫЙ ГОРНЫЙ И ПРОМЫШЛЕННЫЙ НАДЗОР РОССИИ
ПОСТАНОВЛЕНИЕ от 30 октября 1998 г. N 63
ОБ УТВЕРЖДЕНИИ ПРАВИЛ АТТЕСТАЦИИ СВАРЩИКОВ И СПЕЦИАЛИСТОВ СВАРОЧНОГО ПРОИЗВОДСТВА
Федеральный горный и промышленный надзор России постановляет: 1. Утвердить Правила аттестации сварщиков и специалистов сварочного производства. 2. Первому заместителю Начальника Госгортехнадзора России Е.А. Малову, в недельный срок, утвердить доработанные, с учетом высказанных замечаний и предложений, мероприятия по вводу в действие Правил аттестации сварщиков и специалистов сварочного производства. 3. Управлению по котлонадзору и надзору за подъемными сооружениями до 01.12.98 подготовить проект постановления Госгортехнадзора России о разработке нормативных документов по аттестации технологии сварки, сварочных материалов и оборудования.
Начальник Госгортехнадзора России В.Д.ЛОЗОВОЙ
| Федеральный горный и промышленный надзор России | Нормативные документы Госгортехнадзора России | Шифр |
| (Госгортехнадзор России) | Нормативные документы межотраслевого применения по вопросам промышленной безопасности, охраны недр | ПБ-03-273-99 |
ПРАВИЛА АТТЕСТАЦИИ СВАРЩИКОВ И СПЕЦИАЛИСТОВ СВАРОЧНОГО ПРОИЗВОДСТВА
Зарегистрировано в Минюсте РФ 4 марта 1999 г. Регистрационный № 1721
| Разработаны и внесены Управлением по котлонадзору и надзору за подъемными сооружениям | Утверждены постановлением Госгортехнадзора России от 30.10.1998 г. N 63 | Срок введения в действие 15.01.2000 г. |
I. Общие положения
1.1. «Правила аттестации сварщиков и специалистов сварочного производства» (далее — Правила) разработаны в соответствии с Федеральным законом «О промышленной безопасности опасных производственных объектов» от 21 июля 1997 г. N 116-ФЗ * и Положением о Госгортехнадзоре России, утвержденным Указом Президента Российской Федерации от 18.02.93 N 234 **. ________________ * Собрание законодательства Российской Федерации, 1997, N 30, ст. 3588. ** Собрание актов Президента и Правительства Российской Федерации, 1993, N 8, ст. 657.
1.2. Аттестация сварщиков и специалистов сварочного производства проводится в целях установления достаточности их теоретической и практической подготовки, проверки их знаний и навыков и предоставления права сварщикам и специалистам сварочного производства выполнять работы на объектах, подконтрольных Госгортехнадзору России. 1.3. Система аттестации сварщиков и специалистов сварочного производства (САСв) — комплекс требований, определяющих правила и процедуру аттестации сварщиков и специалистов сварочного производства, занятых на работах по изготовлению, реконструкции, монтажу и ремонту оборудования и объектов, надзор за которыми осуществляет Госгортехнадзор России. 1.4. САСв определяет: — уровни профессиональной подготовки специалистов сварочного производства; — структуру и принципы формирования аттестационных органов; — требования к образованию и специальной подготовке сварщиков и специалистов сварочного производства; — порядок аттестации сварщиков; — порядок аттестации специалистов сварочного производства; — порядок ведения реестра системы аттестации. 1.5. САСв устанавливает четыре уровня профессиональной подготовки: I уровень — аттестованный сварщик; II уровень — аттестованный мастер — сварщик; III уровень — аттестованный технолог — сварщик; IV уровень — аттестованный инженер — сварщик. Присвоение уровня не отменяет присвоенного квалификационного разряда по действующей системе согласно Общероссийского классификатора профессий рабочих, должностей служащих и тарифных разрядов (ОКЗ 016-94), введенного в действие Постановлением Госстандарта России от 26.12.94 г. № 367. 1.6. Аттестованные сварщики и специалисты сварочного производства допускаются к выполнению тех видов деятельности, которые указаны в их аттестационных удостоверениях. 1.7. Специалисты сварочного производства, участвующие в работе аттестационных органов, должны быть аттестованы на право проведения работ по подготовке и аттестации сварщиков и специалистов сварочного производства. 1.8. В настоящих Правилах использованы основные понятия, термины и определения по сварочному производству и аттестации персонала по сварочному производству, приведенные в Приложении 1.
II. Организационная структура системы аттестации сварщиков и специалистов сварочного производства
2.1. Организационная структура САСв включает в себя: — Госгортехнадзор России; — Национальный аттестационный комитет по сварочному производству (НАКС); — головные аттестационные центры (ГАЦ); — аттестационные центры (АЦ); — аттестационные пункты (АП). 2.2. Госгортехнадзор России: — устанавливает порядок подготовки и проверки знаний промышленного персонала (основных профессий) и специалистов подконтрольных предприятий и объектов по вопросам безопасного ведения работ и контролирует его соблюдение; — выдает аттестационным центрам лицензии на подготовку (переподготовку) работников для опасных производственных объектов в необразовательных учреждениях. Представители органов Госгортехнадзора России участвуют в аттестации сварщиков и специалистов сварочного производства. 2.3. НАКС является организационно — структурной частью САСв. Его деятельность определяется требованиями Закона РФ «О некоммерческих организациях» от 12.01.96 № 7-ФЗ *, Уставом и Положением о НАКС, утвержденными и зарегистрированными в установленном порядке. _______________ * Собрание законодательства Российской Федерации, 1996 г., № 3, ст. 145.
При реализации системы аттестации НАКС в соответствии с Уставом обеспечивает: — разработку и представление Госгортехнадзору России для утверждения нормативных и методических документов по аттестации сварщиков и специалистов сварочного производства; — проведение экспертных обследований создаваемых аттестационных центров; — методическое и консультационное содействие деятельности аттестационных центров; — обобщение опыта деятельности аттестационных центров и международного опыта по аттестации сварщиков и специалистов сварочного производства для разработки предложений по совершенствованию системы аттестации. 2.4. Головные аттестационные и аттестационные центры — организации, осуществляющие проверку знаний и умений аттестуемых сварщиков и специалистов сварочного производства в соответствии с требованиями настоящих Правил. Центры учреждают в соответствии с действующим законодательством Российской Федерации. В своей деятельности центры руководствуются требованиями Устава и Положения об аттестационных центрах, утвержденных и зарегистрированных в установленном порядке. Для получения лицензии на проведение аттестационной работы аттестационные центры направляют в органы Госгортехнадзора России заявку и комплект документов в соответствии с требованиями нормативных документов, утвержденных в установленном порядке. 2.5. Аттестация сварщиков выполняется на производственной базе аттестационного центра или его аттестационных пунктов. Аттестационный пункт — орган САСв в составе аттестационного центра, обеспечивающий проведение аттестационных экзаменов сварщиков и действующий на основании Положения об аттестационном пункте, утвержденном в установленном порядке. 2.6. Прием аттестационных экзаменов осуществляется аттестационными комиссиями. Состав аттестационных комиссий аттестационных центров формируется из квалифицированных специалистов сварочного производства II, III и IV уровней, прошедших аттестацию на право работы в аттестационных органах (далее — экзаменаторов). Участие представителей Госгортехнадзора России в работе аттестационных комиссий ГАЦ и АЦ обязательно. 2.7. В состав аттестационных комиссий должны входить: — при аттестации сварщиков на I уровень — не менее одного специалиста IV и двух специалистов III и / или II уровня; — при аттестации специалистов на II и III уровень — не менее одного специалиста IV и двух специалистов III уровней; — при аттестации специалистов на IV уровень — не менее трех специалистов IV уровня.
Примечания: 1. В состав аттестационной комиссии не должны входить представители организации — работодателя, а также лица, осуществлявшие обучение (специальную подготовку) аттестуемых сварщиков и специалистов сварочного производства. 2. По представлению своих территориальных органов на основании экспертного заключения НАКС Госгортехнадзор России может разрешить отдельным предприятиям (организациям) включать в состав аттестационных комиссий для первичной и внеочередной аттестаций сварщиков специалистов этого предприятия, аттестованных на право работы в аттестационных комиссиях в соответствии с требованиями настоящих Правил, при условии, что председателем комиссии является независимый представитель аттестационного центра. 3. Для указанных выше предприятий (организаций) допускается возможность проведения дополнительной и периодической аттестаций сварщиков, работающих на этом предприятии (организации), аттестационными комиссиями, сформированными из работников этого предприятия, аттестованных на право работы в аттестационных комиссиях в соответствии с требованиями настоящих Правил. Дополнительная аттестация проводится по способу сварки, на который сварщик аттестован при первичной аттестации.
2.8. Кандидаты, претендующие на присвоение уровня профессиональной подготовки, имеют право обращаться в любой аттестационный центр. Аттестационные удостоверения, выдаваемые центрами аттестованным сварщикам и специалистам сварочного производства, действительны на всей территории России.
III. Требования к профессиональной подготовке сварщиков и специалистов сварочного производства
3.1. Кандидат, претендующий па получение какого-либо уровня, должен иметь общее образование и профессиональную подготовку в соответствии с требованиями, приведенными в приложении 2, табл. 1. 3.2. Перед аттестацией сварщиков и специалистов сварочного производства должна проводиться специальная подготовка по программам, утвержденным Госгортехнадзором России. Программы должны составляться с учетом уровня профессиональной подготовки специалистов и направлений их производственной деятельности и включать разделы по сварочному оборудованию, основным и сварочным материалам, технологии сварки, контролю качества сварных соединений, дефектам сварных соединений и способам их исправления, а также правилам безопасного выполнения сварочных работ. По решению комиссии к аттестации могут быть допущены специалисты сварочного производства, прошедшие специальную подготовку самостоятельно в соответствии с утвержденной программой. 3.3. Требования к необходимому производственному стажу работы по специальности аттестуемых сварщиков и специалистов сварочного производства приведены в приложении 2, табл. 2 и 3.
IV. Аттестация сварщиков
4.1. Сварщики подлежат аттестации на право выполнения сварочных и наплавочных работ конкретными видами (способами) сварки плавлением, осуществляемыми вручную, механизированными (полуавтоматическими) и автоматизированными методами при работах на объектах, подконтрольных Госгортехнадзору России. Настоящие Правила могут быть применены при аттестации сварщиков, выполняющих сварочные и наплавочные работы другими видами (способами) сварки, на которые аттестационными органами разработаны методические документы по аттестации, например по контактной сварке, восстановительной и усиливающей наплавке, пайке металлов, сварке неметаллических материалов и др. 4.2. После аттестации сварщику присваивается I уровень профессиональной подготовки (аттестованный сварщик). 4.3. Аттестация сварщиков подразделяется на первичную, дополнительную, периодическую и внеочередную. 4.4. Первичную аттестацию проходят сварщики, не имевшие ранее допуска к сварке и / или наплавке (далее по тексту — сварке) соединений оборудования, конструкций и трубопроводов, подконтрольных Госгортехнадзору России. Для сварщиков, аттестованных по «Правилам аттестации сварщиков», утвержденных Госгортехнадзором России 16 марта 1993 г., первичной считается первая аттестация в соответствии с требованиями настоящих Правил, которую они проходят по завершении срока действия аттестационного удостоверения старого образца. 4.5. Дополнительную аттестацию проходят сварщики, прошедшие первичную аттестацию, перед их допуском к сварочным работам, не указанным в их аттестационных удостоверениях, а также после перерыва свыше 6 месяцев в выполнении сварочных работ, указанных в их аттестационных удостоверениях. При дополнительной аттестации сварщики сдают специальный и практический экзамены. 4.6. Периодическую аттестацию проходят все сварщики в целях продления указанного срока действия их аттестационных удостоверений на выполнение соответствующих сварочных работ. При периодической аттестации сварщики сдают специальный и практический экзамены. 4.7. Внеочередную аттестацию должны проходить сварщики перед их допуском к выполнению сварки после их временного отстранения от работы за нарушение технологии сварки или повторяющееся неудовлетворительное качество выполненных ими производственных сварных соединений. При внеочередной аттестации сварщики сдают общий, специальный и практический экзамены. 4.8. К первичной аттестации допускаются сварщики, имеющие: — разряд не ниже указанного в руководящей и нормативно-технической документации на сварку объектов, подконтрольных Госгортехнадзору России; — необходимый минимальный производственный стаж работы по специальности; — свидетельство о прохождении специальной теоретической и практической подготовки по аттестуемому направлению деятельности. В случае, если сварщик имеет опыт работы по ручной сварке, то в стаж его работы при аттестации на сварку механизированными и автоматическими способами сварки разрешается засчитывать стаж работы по ручной сварке. В случае, если сварщик имеет опыт работы по механизированным способам сварки, то в стаж его работы при аттестации на сварку автоматическими способами сварки разрешается засчитывать стаж работы по механизированным способам сварки. В случае, если кандидат самостоятельно представляет заявку на проведение аттестации, он должен иметь разряд не ниже 4-го. 4.9. Аттестуемый сварщик должен уметь выполнять сварочные работы с соблюдением требований технологической документации и правил безопасности. 4.10. Порядок аттестации сварщиков изложен в «Технологическом регламенте аттестации сварщиков и специалистов сварочного производства».
V. Аттестация специалистов сварочного производства
5.1. Аттестация специалистов сварочного производства II, III и IV уровней производится по направлению их производственной деятельности при изготовлении, монтаже, реконструкции и ремонте оборудования, трубопроводов и конструкций, подконтрольных Госгортехнадзору России. 5.2. Видами производственной деятельности специалистов сварочного производства, по которым проводится их аттестация, являются: — руководство и технический контроль за проведением сварочных работ, включая работы по технической подготовке производства сварочных работ, разработку производственно — технологической и нормативной документации; — участие в работе органов по подготовке и аттестации сварщиков и специалистов сварочного производства. 5.3. Перечень специалистов сварочного производства, подлежащих аттестации, и требуемый уровень профессиональной подготовки определяются территориальными органами Госгортехнадзора России по представлению работодателя или кандидата на аттестацию. В обязательном порядке аттестации подлежат следующие специалисты: — на II уровень: специалисты, чьи письменные или устные указания являются обязательными для исполнения сварщиками при проведении сварочных работ (мастера, прорабы и т.п.); — на III уровень: специалисты, являющиеся руководителями отдельных подразделений предприятия, обеспечивающих выполнение сварочных работ, и чья подпись необходима и достаточна для использования на предприятии документов, определяющих технологию проведения сварочных работ (начальники отделов, лабораторий, секторов, технических бюро, руководители рабочих групп и т.п.); — на IV уровень: специалисты, являющиеся руководителями службы сварки предприятия (организации), чья подпись необходима и достаточна для утверждения руководством предприятия (организации) руководящих и нормативных документов по выполнению всех видов сварочных работ (главные, их заместители и т.п.). 5.4. К аттестации допускаются инженерно-технические работники, отвечающие требованиям подраздела 4. 5.5. Аттестация специалистов сварочного производства на II, III и IV уровни подразделяется на первичную, дополнительную, периодическую и внеочередную. 5.6. Первичную аттестацию проходят специалисты сварочного производства перед их допуском к работам, указанным в п. 6.2. Первичной считается аттестация, проводимая впервые в соответствии с требованиями настоящих Правил. 5.7. Дополнительную аттестацию проходят специалисты сварочного производства, прошедшие первичную аттестацию в случаях: — допуска к видам производственной деятельности, не указанным в их аттестационных удостоверениях; — при введении в действие новых нормативных документов Госгортехнадзора России; — при перерыве в работе по специальности свыше одного года. 5.8. Периодическую аттестацию проходят специалисты сварочного производства в целях продления срока действия их аттестационных удостоверений на выполнение соответствующих видов производственной деятельности. 5.9. Внеочередную аттестацию проходят специалисты сварочного производства перед их допуском к работам после отстранения от выполнения видов работ, указанных в их аттестационных удостоверениях, по требованию работодателя или представителей Госгортехнадзора России в соответствии с действующим законодательством. 5.10. Объем специальной теоретической подготовки специалистов сварочного производства перед дополнительной или внеочередной аттестацией устанавливается аттестационным центром на основании заявки работодателя в соответствии с утвержденными программами. 5.11. Порядок аттестации специалистов сварочного производства изложен в «Технологическом регламенте аттестации сварщиков и специалистов сварочного производства».
VI. Учет аттестованных сварщиков и специалистов сварочного производства
6.1. Аттестованные лица получают аттестационные удостоверения установленной формы. Срок действия удостоверения при первичной аттестации для сварщиков — 2 года, для специалистов сварочного производства II и III уровней — 3 года, а IV уровня — 5 лет. 6.2. Порядок учета сварщиков и специалистов сварочного производства приведен в «Рекомендациях по ведению реестра системы аттестации сварщиков и специалистов сварочного производства» — Приложение 3.
VII. Контроль за соблюдением правил аттестации сварщиков и специалистов сварочного производства
Контроль за соблюдением настоящих Правил осуществляется органами Госгортехнадзора России путем проведения периодических проверок работы аттестационных центров и пунктов.
Приложение 1
ОСНОВНЫЕ ПОНЯТИЯ, ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ, ИСПОЛЬЗУЕМЫЕ В НАСТОЯЩИХ ПРАВИЛАХ
1. Профессиональная подготовка — процесс получения профессиональных знаний, мастерства и опыта, которые дают возможность сварщикам и инженерно — техническим работникам надлежащим образом выполнять задачи в области сварочного производства. 2. Уровень профессиональной подготовки — степень соответствия сварщика или специалиста сварочного производства требованиям настоящих Правил, определяющая возможность его привлечения к выполнению соответствующих видов деятельности на объектах, подконтрольных Госгортехнадзору России. 3. Специальная подготовка — процесс получения необходимых теоретических знаний и практических навыков, учитывающих особенности выполнения сварных соединений конкретного оборудования, металлических конструкций и трубопроводов на объектах, подконтрольных Госгортехнадзору России. 4. Кандидат — лицо, претендующее на сдачу аттестационных экзаменов. 5. Специализированная научно-исследовательская организация — организация, осуществляющая руководство по выбору материалов, способов, технологий и контроля, обеспечению качества изготовления оборудования и трубопроводов на объектах соответствующей отрасли, подконтрольных Госгортехнадзору России, и указанная в соответствующих документах Госгортехнадзора России. 6. Экзаменатор — специалист сварочного производства, аттестованный по настоящим Правилам на право участия в работе органов по подготовке и аттестации персонала в области сварки, применительно к конкретным группам объектов. 7. Аттестационная комиссия — группа экзаменаторов, назначенная приказом аттестационного центра для приема аттестационных экзаменов у сварщиков или специалистов сварочного производства. 8. Общий экзамен — экзамен на знание основных положений теории и практики сварочного производства. 9. Специальный экзамен — экзамен на знание особенностей технологий сварочного производства конкретных объектов, сварку которых выполняет (обеспечивает) сварщик или специалист сварочного производства. 10. Аттестационное удостоверение — документ, выданный на основании результатов аттестации и подтверждающий возможность использования аттестованного лица при выполнении сварочных работ. 11. Экспертиза аттестационного центра — проверка аттестационного центра с целью его соответствия установленным требованиям при проведении работ по аттестации персонала в области сварки. 12. Инспекционный контроль аккредитованного аттестационного центра — проверка, проводимая НАКС по поручению Госгортехнадзора России или по собственной инициативе с целью подтверждения, что деятельность аттестационного центра продолжает соответствовать установленным требованиям.
Приложение 2
ТРЕБОВАНИЯ К КАНДИДАТАМ НА АТТЕСТАЦИЮ
Таблица 1. Требования к подготовке кандидатов
| Уровень | Минимальное общее образование | Профессиональная подготовка по сварочному производству |
| I | Среднее; неполное среднее | Подготовка в профтехучилищах, на спецкурсах (в т.ч. по месту работы) по программам, утвержденным в установленном порядке. |
| II | Среднее, среднее техническое; высшее техническое | Подготовка в центрах повышения квалификации по программам, утвержденным в установленном порядке, а также самостоятельно в процессе работы в области сварки. |
| III | Высшее техническое; среднее техническое по сварочному производству | Повышение квалификации в центрах повышения квалификации. Необходимые знания могут быть получены лицами с высшим и средним техническим образованием также самостоятельно в процессе работы в области сварки. |
| IV | Высшее специальное по сварочному производству * | Повышение квалификации в центрах повышения квалификации или самостоятельно в процессе работы в области сварки. |
* 1. Высшее специальное образование по сварочному производству для лиц с высшим техническим образованием может быть получено путем профессиональной переподготовки в вузах или институтах повышения квалификации в соответствии с Законом РФ «Об образовании» в редакции Федерального закона от 13.01.96 г. № 12-ФЗ (Собрание законодательства Российской Федерации, 1996 г., № 3, ст. 150). 2. IV уровень могут получать лица, не имеющие высшего специального образования по сварочному производству, но имеющие ученые степени кандидатов или докторов технических наук по сварочной специальности.
Таблица 2. Требования к минимальному стажу работы по специальности, необходимому для допуска сварщика к первичной аттестации
| Способы сварки и наплавки | Минимальный стаж работы по способу сварки, мес. |
| 1. Ручная дуговая, газовая, механизированная неплавящимся и плавящимся электродами в защитных газах, в т.ч. вварка труб в трубные решетки | 12 * |
| 2. Ручная неплавящимся электродом в инертных газах, автоматическая и механизированная под флюсом, автоматическая неплавящимся и плавящимся электродом в защитных газах, электрошлаковая, электронно — лучевая, плазменная | 6 * |
* Решением аттестационной комиссии минимальный производственный стаж может быть уменьшен, но при этом в любом случае он должен составлять не менее шести месяцев для аттестации на допуск к ручной и полуавтоматической сварке и не менее трех месяцев для аттестации на допуск к автоматической сварке. Для выполнения сварных соединений неответственных конструкций по согласованию с органами Госгортехнадзора России к первичной аттестации могут быть допущены выпускники профессионально-технических училищ или учебных комбинатов, не имеющие производственного стажа.
Таблица 3. Требования к минимальному стажу работы по специальности, необходимому для допуска специалиста сварочного производства к первичной аттестации
| Стаж работы, мес. | |||||
| Общее образование | аттестация на II уровень | аттестация на III уровень | аттестация на IV уровень | ||
| неаттестованный | специалист II ур. | неаттестованный | специалист III ур | неаттестованный | |
| Высшее техническое по сварочному производству | 6 | 6 | 18 | 12 | 36 |
| Среднее техническое по сварочному производству | 9 | 9 | 24 | — | — |
| Высшее техническое, среднее техническое | 12 | 12 | 36 | — | — |
| Среднее | 36 | — | — | — | — |
(-) — кандидат не может быть аттестован на соответствующий уровень.
Приложение 3 Рекомендуемое
РЕКОМЕНДАЦИИ ПО ВЕДЕНИЮ РЕЕСТРА СИСТЕМЫ АТТЕСТАЦИИ СВАРЩИКОВ И СПЕЦИАЛИСТОВ СВАРОЧНОГО ПРОИЗВОДСТВА
1. Область применения
1.1. Настоящие «Рекомендации…» определяют порядок регистрации объектов и документов САСв в реестре системы аттестации сварщиков и специалистов сварочного производства (далее — реестр). 1.2. Сведения об объектах и документах САСв являются информацией САСв только после их регистрации в реестре. 1.3. Исполнительная дирекция НАКС, головные аттестационные центры и аттестационные центры могут осуществлять информационное обслуживание органов Госгортехнадзора России, органов государственного управления, других юридических и физических лиц по вопросам аттестации только на основании данных, внесенных в реестр. 1.4. Сведения реестра, такие, как номера аттестационных удостоверений конкретных специалистов, уровень профессиональной подготовки специалиста, наличие лицензии и аттестата у органа, проводящего экзамены, список головных аттестационных центров и аттестационных центров, стоимость услуг по аттестации подлежат периодическому опубликованию в открытой печати.
2. Общие положения
2.1. Реестр ведется с целью: — учета аттестационных удостоверений, выдаваемых сварщикам и специалистам сварочного производства, аттестованным в САСв; — учета, накопления и хранения официальной информации САСв; — исключения возможности применения норм, правил и процедур, не предусмотренных в САСв; — исключения возможности проведения работ по аттестации юридическими и физическими лицами, не аккредитованными в САСв. 2.2. НАКС использует данные реестра с целью: — формирования и осуществления технической политики САСв; — контроля и управления САСв; — информационного обслуживания Госгортехнадзора России и органов государственной власти и управления, заинтересованных юридических и физических лиц и общественных организаций. 2.3. Работодатели (предприятия и организации), пользующиеся услугами аттестованного персонала, используют данные реестра с целью информирования потребителей или получения подтверждения о соответствии профессиональной подготовки персонала установленным требованиям.
3. Объекты регистрации
3.1. Регистрации и учету в реестре подлежат объекты регистрации по следующим разделам: — организационно — методические документы САСв; — решения руководящих органов САСв; — лицензированные органы САСв; — аттестованный персонал САСв. 3.2. Объекты регистрации вносятся в реестр на следующих основаниях: — руководящие документы САСв — на основании приказа Президента НАКС об утверждении документа; — аттестационные центры — на основании лицензии Госгортехнадзора России и аттестата соответствия, выданного НАКС; — аттестационные пункты — на основании письменного представления аттестационного центра и экспертного заключения НАКС; — специалисты I, II и III уровней профессиональной подготовки — на основании информации аттестационного центра либо головного аттестационного центра об их аттестации; — специалисты IV уровня профессиональной подготовки — на основании представления головного аттестационного центра об их аттестации; — аттестованные эксперты — на основании протокола Управляющего научно — технического совета НАКС об утверждении эксперта; — аттестованные экзаменаторы — на основании протокола аттестационного центра, проводившего их аттестацию; — решения о приостановлении или исключении из реестра объектов регистрации — на основании приказа Президента НАКС. 3.3. Без регистрационного номера реестра аттестационные удостоверения сварщиков, специалистов и экзаменаторов, экспертов, решения о признании, решения о приостановлении или исключении из реестра объектов регистрации считаются недействительными.
4. Правила ведения реестра
4.1. Управление ведением реестра осуществляет Исполнительная дирекция НАКС в соответствии с Уставом. 4.2. Держателем регистрационных документов САСв, решений руководящих органов САСв и аккредитованных органов САСв является Исполнительная дирекция НАКС, а номеров аттестационных удостоверений сварщиков, специалистов сварочного производства и экзаменаторов — аттестационные центры. 4.3. Исполнительная дирекция НАКС разрабатывает необходимые рабочие инструкции ведения реестра, формы учета объектов регистрации и выдачи информации. 4.4. Формы учета объектов регистрации САСв: 4.4.1. Организационно — методические документы САСв:
| №№ п/п | Наименование документа | Регистрационный номер | Дата введения | Дата проведения изменений | Примечания |
Примечание — раздельно осуществляют учет основных руководящих документов и изменений к ним, методических документов (программ, сборников экзаменационных вопросов и практических заданий и др.).
4.4.2. Решения руководящих органов САСв:
| №№ п/п | Содержание решения | Дата принятия | Ответственный за исполнение | Срок исполнения | Примечания |
часть 1 часть 2
Виды аттестации сварщиков
Все работающие в области электросварки, должны по закону обязательно проходить проверки, в рамках правил аттестации сварщиков. Только после успешной сдачи экзаменов, они имеют право осуществлять работы по своему профилю. Работа при этом остается под контролем Российского технического надзора. Аттестация сварочной технологии подразделяется на категории. Ниже можно видеть аттестационные виды, которые получают люди на любом производстве.
Первичная
Первичная аттестация сварщиков — процедура, которую проводят сварщики, которые не имели раньше допуска.
Внеочередная
Изучая информацию о том, какая аттестация сварщика считается внеочередной, нужно знать, что ее проходят сварщики до момента допуска к электросварочным работам после временного отстранения от работы при нарушении сварочной технологии или неоднократном случае некачественного исполнения соединений электросварки.
Дополнительная
Люди, желающие расширить рабочий список аттестационного удостоверения, могут получить дополнительное разрешение. Сотрудники, имеющие перерыв в выполняемых работах, связанных со своими должностными обязанностями, также могут получить разрешение.
Периодическая
Периодический вид спецпроверки сварщикам осуществляется, чтобы продлить период работы документа для работы. Мастера проходят проверку знаний по работающим Правилам, которые были утверждены надзором страны в области техники в 2000 году (ПБ 03-273-99).
Аттестация технологии сварки
Аттестация работников — это далеко не первостепенная задача для крупного производства. Прежде всего нужно аттестовать технологии сварки. В конечном итоге именно НАКС решает, какие технологии будут применяться на том или ином заводе, так что нужно со всей ответственностью подойти к процессу подготовки.
Завод сам подает заявку, чтобы пройти аттестацию. На производство приезжает комиссия, с целью проверки. Комиссия выясняет, достаточно ли на производстве необходимого оборудования, нет ли проблем с кадрами, соблюдаются ли трудовые, противопожарные и прочие нормы. Комиссия работает в соответствии с нормативными документами и исходя из них предъявляет требования.
Аттестация технологии сварки от НАКС — обязательная процедура на любом опасном производстве. Это закон. Также комиссия дополнительно изучает пригодность используемых технологий на данном производстве. Следит, чтобы используемое оборудование позволяло производить продукцию, соответствующую критериям качества и необходимому объему. НАКС проверяют, насколько позитивно или негативно влияют те или иные технологии на сварочный процесс на конкретном заводе.
Параллельно комиссия проверяет все материалы, используемые в работе. Это может быть не только металл, на некоторых производствах также используют искусственные полимеры (полиэтилен, пластик, ПНД и прочее). Все это также подлежит сертификации и проверке качества.
Виды аттестации технологии
Аттестация технологии сварки делается на несколько категорий. Ниже вы можете видеть основные виды аттестации, проводимые НАКС на любом производстве:
- Первичная аттестация. Она необходима, если на производстве была внедрена новая технология сварки или в уже существующую технологию были внесены коррективы со стороны предприятия.
- Периодическая аттестация. Ее осуществляют раз в несколько лет (обычно, не чаще чем раз в 4 года). Это при условии, что все технологии были ранее аттестованы и новые технологии не применяются. Также периодическая аттестация обязательна, если какая-либо технология не использовалась более года.
- Внеочередная аттестация сварочных технологий. Она выполняется под приказом Госгортехнадзора. Зачастую, такие проверки внезапны и предприятие узнает о них за пару дней до аттестации. Внеочередная проверка устраивается в случаях, когда Госгортехнадзор каким-либо образом узнает о том, на производстве изготавливаются изделия ненадлежащего качества.
Процесс аттестации
Чтобы предприятие могло пройти аттестацию, в его кадровом составе должно быть не менее одного специалиста сварочного производства 3-го уровня и не менее 2-х двух сварщиков, которые уже ранее прошли аттестацию и имеют на руках документы, подтверждающие это. Только при соблюдении данных требований завод допускается до аттестации.
Как мы писали выше, предприятие само подает заявку на аттестацию. Заявку необходимо направить в орган надзора. Для этого соберите следующий пакет документов:
- устав
- схемы расположения труб и сварочного оборудования в цеху
- договор, заключенный с лабораторий, выполняющей контроль качества сварных соединений на производстве
- все имеющиеся сертификаты и документы на эксплуатируемое сварочное оборудование, на металлы или любые другие материалы, из которых изготавливается продукция
- удостоверения НАКС всех сотрудников, обязательно указание квалификации
Если все документы в порядке, предприятие допускается до аттестации. Специалисты составляют план, в котором указаны виды проверок, их объем, способы контроля качества, условия, согласно которым завод может продолжать свою работу, и так далее. Если предприятие проходит проверку, ему выдается сертификат на срок 4 года.
Полученное свидетельство является гарантией того, что данное предприятие прошло все проверки и соответствует нормам. Также оно подтверждает, что на производстве трудятся только квалифицированные работники, цех укомплектован всем необходимым оборудованием и расходниками, которые тоже сертифицированы. Далее поговорим об аттестации работников, поскольку это не менее интересная тема.
Что такое аттестация НАКС
Аттестация технологии сварки НАКС – это подтверждение профессионализма сварщика. Полученное удостоверение свидетельствует о компетентности специалиста в своем деле, а также подтверждает, что он осведомлен о правилах безопасности, обладает техникой ведения сварки и может работать со сложным сварочным оборудованием.
Сама аббревиатура НАКС расшифровывается, как «Национальное агентство контроля сварки». Эта организация аттестует не только сварщиков, но и инженерно-технических работников, имеющих отношение к сварочным работам. Попадание в официальный реестр НАКС позволяет получить допуск к свариванию опасных производственных объектов. Работники, оказавшиеся в этом реестре, также могут рассчитывать на увеличение зарплаты.
Кому нужна аттестация НАКС
Заявку на аттестацию НАКС подают не только сварщики и мастера-сварщики, но также технологи и инженеры.
Проверка знаний и навыков рабочего персонала, занятого в сварочной сфере, предусматривает такие виды аттестации НАКС:
- Сварщик НАКС. Специалист, который сдал этот экзамен, получает удостоверение, предоставляющее допуск к работе на ответственных объектах. В обязанности этого работника входит сварка любых сплавов и металлов во всех возможных пространственных положениях. Он также выполняет работы по резке, наплавлению и строганию материала. Сварщик, аттестованный «Национальным агентством контроля сварки», способен наложить швы любого типа и принять рациональные решения в случае возникновения экстренной ситуации;
- Мастер-сварщик. Требования к мастеру намного выше. В его компетенцию входит не только сварка. Он также обеспечивает контроль над деятельностью других сварщиков и консультируют их в письменном или устном виде;
- Технолог. В обязанности технолога входит контроль производственных процессов предприятия, в том числе сварки;
- Инженер. Обязанность инженера — контроль над соблюдением правил, которые регулируют сварочный процесс. Инженер также ответственен за разработку документации, которая утверждает эти правила.
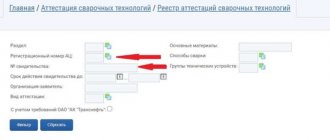
Как заполняются графы
В документе на титульном листе ясно и четко даны конкретные названия граф, ошибиться здесь трудно. Так, в грамотно оформленном документе могут присутствовать:
- Название компании, которая выполняет поставленную задачу.
- На каком объекте выполняются сварные работы, его адрес и название.
- ФИО и должность сотрудника, который выполняет работы и заносит данные об их выполнении в журнал (в этом пункте предусмотрено место для подписи).
- Название компании, которая разрабатывала проектную документацию на выполнение работ. В этом пункте может стоять прочерк, если проектная деятельность не велась, а сотрудник действовал по готовым схемам и чертежам.
- Шифр проекта.
- Кто изготавливал соединяемые конструкции.
- ФИО представителя заказчика выполняемых сварочных работ с должностью и подписью сотрудника технического надзора.
- Датировка: начало и окончание ведения журнала.
Важный момент! Даже если на стройплощадке работают сразу две бригады сварщиков от разных организаций, они ведут отдельные журналы сварочных работ. И наоборот. Одна организация при переходе на другой объект обязана завести новый журнал.
После титульного листа материально ответственному лицу следует заполнить таблицу с данными о инженерно- техническом персонале, который занимался выполнением сварочных работ. В основном это инженеры и главные инженеры. Именно эти сотрудники сочли нужным соединять металлические элементы в конкретном месте и именно таким образом.
Список может состоять из одной или нескольких строк, это зависит от количества занятых в процессе проектировки и разработки технического задания сотрудников. В любом случае надо записывать данные о работниках максимально полно, с указанием ФИО, образования, категории, специализации и должности.
Два отдельных столбца посвящены дате начала и окончания работы на описываемом объекте. Если будет происходить судебное разбирательство, то по этим данным можно будет установить виновных в происшествии лиц. Обязательно должна присутствовать в этой таблице информация, есть ли у инженера, ответственного за корректное выполнение сварочных работы, отметка об аттестации по этому виду строительной деятельности.
В случае ее отсутствия руководитель не имеет права допускать этого специалиста к контролю за выполнением сварочных работ.
После таблицы с данными об инженерах следуют данные о собственно сварщиках, которые несут ответственность за качество проделанной работы и заверяют это своими подписями в последней графе. Помимо нее, в состав второй таблицы о персонале включена информация о:
- ФИО.
- Квалификационном разряде сотрудника.
- Номере личного клейма (оно ставится на каждом выполненном ответственно сварном соединении).
- Удостоверении сварщика (срок его действия, номер, в каком пространственном положении он имеет право сваривать швы).
- Качестве сварки предоставленных пробных образцов (удовлетворительно либо неудовлетворительно).
Клеймо сварщика представляет собой заготовку, состоящую из двух строк чисел высотой в 5 мм и 3 мм в рамке или без оной. Оно помогает определить, кто из сотрудников сваривал то или иное соединение. Особенно это касается сосудов, находящихся под давлением и других металлических соединений, от которых напрямую могут зависеть жизни людей.
Аттестация сварщиков
К сварке трубопроводов пара и горячей воды, поднадзорных Госгортехнадзору России, допускаются сварщики, аттестованные в соответствии с «Правилами аттестации сварщиков и специалистов сварочного производства» ПБ 03-273-99.
Первичную аттестацию проходят сварщики, не имевшие ранее допуска к сварке трубопроводов, подконтрольных Госгортехнадзору.
Дополнительной аттестации подлежат сварщики, прошедшие первичную аттестацию, перед их допуском к сварочным работам, не указанным в их аттестационных удостоверениях, а также после перерыва свыше 6 месяцев в выполнении этих работ. При этом сварщики сдают специальный и практический экзамены.
Периодическую аттестацию проходят все сварщики с целью продлить срок действия их аттестационных удостоверений на выполнение соответствующих работ. При периодической аттестации сварщики сдают также специальный и практический экзамены.
Внеочередную аттестацию должны проходить сварщики перед допуском к работе после временного отстранения от нее. При этом сдают общий, специальный и практический экзамены.
Сварка контрольных соединений выполняется в присутствии членов аттестационной комиссии. Контрольные сварные соединения подвергают неразрушающему и разрушающему контролю качества.
Область распространении аттестации:
- аттестация по сварке стыковых сварных соединений труб распространяется на сварку стыковых сварных соединений листов;
- аттестация но сварке стыковых сварных соединений листов во всех пространственных положениях распространяется на сварку неповоротных стыковых сварных соединений труб с наружным диаметром 500 мм и более;
- аттестация но сварке стыковых сварных соединений листов в нижнем (Н1) или в горизонтальном (Г) положениях, а также угловых сварных соединений листов «в лодочку» (Н1) с полным проваром или без него распространяется на сварку стыковых и угловых соединений труб с наружным диаметром более 150 мм в тех же положениях.
Аттестационный центр оформляет сварщику отдельные по каждому способу сварки аттестационные удостоверения.
Сварщик выполняет контрольные сварные соединения листов или труб следующих типов: со стыковыми —СШ (BW) и/или угловыми — УШ (FW) швами. Положения сварки контрольных соединений должны соответствовать тем, в которых сварщику предстоит выполнять производственные сварные соединения.
Положения шва при сварке соединений листов
Стыковых
Угловых
Положения шва при сварке соединений труб
Стыковых
Угловых
Н1 — нижнее при горизонтальном расположении осей труб ( трубы), свариваемых с поворотом;
Н2 — нижнее при вертикальном расположении трубы, привариваемой без поворота или с поворотом;
В1 — переменное при горизонтальном расположении осей труб (трубы), свариваемых (привариваемой) без поворота «на подъем»;
В2 — переменное при горизонтальном расположении осей труб (трубы), свариваемых (привариваемой) без поворота «на спуск»;
Г — горизонтальное при вертикальном расположении осей труб, свариваемых без поворота или с поворотом;
Н45 — переменное при наклонном расположении осей труб (трубы), свариваемых (привариваемой) без поворота.
П2 — потолочное при вертикальном расположении оси трубы, привариваемой без поворота или с поворотом
| Наружный диаметр труб, мм | Число контрольных соединений не менее: |
| Свыше 100 | 1 |
| Свыше 25 до 100 | 2 |
| До 25 | 5 |
При ручной и механизированной сварке в защитных газах порошковой проволокой для получения права на выполнение работ во всех пространственных положениях сварщику необходимо выполнить сварку наиболее трудных соединений. Размеры (в мм) контрольных сварных соединений должны соответствовать следующим величинам:
| t, мм | <6 | <6 |
| α,мм | ≤0,5 t | 0,5 t ≤ α ≤ z (z=0,7t) |
Порядок аттестации специалистов сварочного производства
Порядок выдачи разрешения на электросварочную работу выглядит так:
- Специалист отправляет заявление в аттестационную службу, прикрепив дополнительные документы;
- Потом служба проверяет документы и начинает экзамен. Проверка начинается с практического испытания (при не сдаче, сварщик может позднее пройти проверку, сделав это не ранее, чем через тридцать дней).
- Третьим шагом проводится обязательный с добавочным экзаменом письменно или на компьютере. В первом тесте находится 20 обязательных вопросов, 15 дополнительных вопросов. Темы подбираются с помощью специально собранной комиссии. Они составляются из сборника с темами. Если человек смог верно ответить на 80% тем, то госэкзамен оканчивается удачно.
- При отличной сдаче практических с теоретическими экзаменами, комиссия оформит протокол отдельно для человека по каждой сварке. К протоколу останется приложить заключение с иными документами, ответственными за контроль качества сварочных соединений.
Последним шагом будет оформление удостоверения по электросварочному виду в рамках государственного примера. Обложка в документе государственного образца выполняется в синей и красной обложке (для сварщиков 1 уровня синяя, а для специалистов 2-4 уровня — красная рамка).
Процесс аттестации
До подтверждения квалификации сотрудник проходит подготовку, проверку знаний по производственной безопасности на работе. Он предоставляет результат экзамена в отделение центра. Процедура подтверждения квалификации включает в себя несколько госэкзаменов: единый с дополнительным испытанием и практикой. Сотрудники, владеющие дополнительным образованием в производственной сфере с ремонтом, монтажом материалов из спецматериалов полимера. Они освобождаются от экзамена. На протяжении аттестационного прохождения на руководственное право со спецтехническим контролем электросварочных работ, экзамен сдают сотрудники.
Одновременная аттестация сотрудников электросварочного спецпроизводства разрешается не больше, чем в рамках трех групп спецтехнических объектов. Сотрудники для новой группы техустройств сдают экзамен особого назначения.
Экзамен
На первом экзамене аттестованный сотрудник задает не меньше тридцати аттестуемому, а на дополнительном не меньше двадцати вопросов, заданий по направлению промышленной работы. Экзамены проводятся письменным способом. В рамках решения спецкомиссии, принимающей экзамен, аттестуемый может получить собеседование. Работник проходит обязательный экзамен, если он отвечает на большую часть вопросов и успешным образом исполняет задание практики, учитывая дополнительное собеседование.
Если работник аттестуется на несколько рабочих видов, к примеру, на дуговую электросварку или арнодуговой электросварки, в билете для прохождения госэкзаменов должно быть не меньше пяти тем о специальном методе сварки. Во время квалификационного подтверждения на объектную сварку, которые причисляются к небезопасным спецтехническим устройствам, специалист получает конкретный ряд тестов для прохождения испытаний в рамке каждой группы опасных техустройств. В билете должно содержаться пять вопросов в группе спецтехнических устройств.
Аттестация сварщиков
Сварщики подлежат аттестации на право выполнения сварочных и наплавочных работ конкретными видами (способами) сварки плавлением, осуществляемыми вручную, механизированными (полуавтоматическими) и автоматизированными методами при работах на объектах, подконтрольных Ростехнадзору.
Виды аттестации сварщиков:
- Первичная аттестация – проходят сварщики, не имевшие ранее допуска.
- Дополнительная аттестация – проходят сварщики уже прошедшие первичную аттестацию, но желающие расширить перечень работ, указанных в аттестационных удостоверениях, либо сварщики имеющие перерыв в выполнении сварочных работ свыше полугода.
- Периодическая аттестация – проходят все сварщики уже прошедшие аттестацию в целях продления срока действия их аттестационных удостоверений.
- Внеочередная аттестация – проходят сварщики перед допуском к выполнению сварки после их временного отстранения от работы в связи с нарушением технологии сварки или неоднократными случаями некачественного выполнения сварных соединений.
Порядок аттестации сварщиков:
- Работодатель направляет в аттестационный центр заявку по установленной форме (см. Приложение 1 к РД 03-495-02).
- Аттестация начинается с проведения практического экзамена (в случае отрицательных результатов, сварщик может повторно пройти аттестацию не ранее, чем через 1 месяц).
- Проводится общий и специальный экзамены в письменной форме или с помощью компьютера. Общий экзамен состоит из 20 вопросов по теоретическим основам сварки, а специальный из 15 вопросов в зависимости от вида сварки, по которому он аттестуется. Вопросы выбираются аттестационной комиссией по сборникам экзаменационных вопросов. Если аттестуемый правильно ответил минимум на 80% вопросов, то экзамен считается пройденным.
- В случае успешного прохождения практических и теоретических экзаменов, аттестационная комиссия оформляет протокол аттестации отдельно для каждого аттестуемого по каждому виду сварки. К протоколу прилагается заключение или другие документы с результатами контроля качества контрольных сварных соединений.
- Аттестационный центр оформляет отдельное аттестационное удостоверение по каждому виду сварки по установленному образцу (см. Приложение 15 к РД 03-495-02).
Цвет обложки аттестационного удостоверения сварщика металлических материалов – синий.
Цвет обложки сварщика полимерных материалов – зеленый.
Контроль и оформление документов
Требования к производству сварочных работ на ОПО не заканчиваются на подборе персонала и руководства, а также на соблюдении технологии сварки. До, во время и после выполнения работ нужно осуществлять их тщательный контроль. Право контроля может даваться как руководителям и их заместителям, так и узким специалистам или сварщикам.
Естественно, при контроле учитываются все положения ФНП и нормы из прочих источников (например, ГОСТов или СНИПов). Также учитывается квалификация сварщика, тип выполняемых работ. Один из ключевых пунктов — оценка качества сварочных швов. Этой теме мы посвятили отдельную статью, ознакомьтесь с ней. Метод контроля качества сварных соединений подбирается исходя из проектной документации.
Перед сварочными работами и после их выполнения составляется соответствующий пакет документов. Сначала составляется технологическая карта, в которой прописываются все этапы работ, тип сварки, ответственные и так далее. Вся информация, напрямую связанная с производственным процессом. Также должен быть журнал сварочных работ, в котором будет фиксироваться ключевая информация (например, имена сварщиков).
Помимо этого, должны быть составлены заключения по контролю качества, подписаны все протоколы испытания сварных соединений. Все документы должны иметь индивидуальный номер, чтобы их можно быть легко найти в архивах или онлайн-реестрах с помощью компьютера. Каждая деталь должна иметь индивидуальный паспорт.
Аттестация специалистов сварочного производства
Аттестация специалистов сварочного производства II, III и IV уровней производится в соответствии с направлением их производственной деятельности при изготовлении, монтаже, реконструкции и ремонте оборудования, трубопроводов и конструкций, подконтрольных Ростехнадзору.
Виды деятельности специалистов сварочного производства, по которым проводится их аттестация:
- руководство и технический контроль за проведением сварочных работ;
- участие в работе органов по подготовке и аттестации сварщиков и специалистов сварочного производства.
Положения шва при сварке соединений листов
Стыковых
Угловых
Положения шва при сварке соединений труб
Стыковых
Угловых
Н1 — нижнее при горизонтальном расположении осей труб ( трубы), свариваемых с поворотом;
Н2 — нижнее при вертикальном расположении трубы, привариваемой без поворота или с поворотом;
В1 — переменное при горизонтальном расположении осей труб (трубы), свариваемых (привариваемой) без поворота «на подъем»;
В2 — переменное при горизонтальном расположении осей труб (трубы), свариваемых (привариваемой) без поворота «на спуск»;
Г — горизонтальное при вертикальном расположении осей труб, свариваемых без поворота или с поворотом;
Н45 — переменное при наклонном расположении осей труб (трубы), свариваемых (привариваемой) без поворота.
П2 — потолочное при вертикальном расположении оси трубы, привариваемой без поворота или с поворотом
| Наружный диаметр труб, мм | Число контрольных соединений не менее: |
| Свыше 100 | 1 |
| Свыше 25 до 100 | 2 |
| До 25 | 5 |
При ручной и механизированной сварке в защитных газах порошковой проволокой для получения права на выполнение работ во всех пространственных положениях сварщику необходимо выполнить сварку наиболее трудных соединений. Размеры (в мм) контрольных сварных соединений должны соответствовать следующим величинам:
| t, мм | <6 | <6 |
| α,мм | ≤0,5 t | 0,5 t ≤ α ≤ z (z=0,7t) |
‹ Сварочные материалы Содержание Подготовка стыков труб под сварку ›
Аттестация работников
Необходимость аттестации специалистов сварочного производства есть всегда: и при изменении технологий сварки, и при повышении квалификации, и при временной остановке деятельности одного и/или нескольких сотрудников. Здесь, в отличие от аттестации технологий, проверяются только сотрудники предприятия. Давайте подробнее остановимся на нюансах данной темы.
Уровни аттестуемых работников
Уровни аттестации работников — это то же самое, что и квалификация. Только они имеют некоторые отличия. Каждому уровню соответствуют свои работники, обязанности которых отличаются:
- Первый уровень. К нему относятся непосредственно сварщики, прошедшие ранее аттестацию НАКС. Таким работникам выдается разрешение на сварку ответственных конструкций и деталей.
- Второй уровень. К нему относится главные сварщик (мастер цеха). Главный сварщик контролирует работу сварщиков первого уровня, дает им указания в устной или письменной форме. Он также отвечает за проведение инструктажей.
- Третий уровень. К нему относятся технологи, которым поручено контролировать любые сварочные процессы на предприятии. То есть, технолог дополнительно проверяет работу сварщиков первого уровня после главного сварщика и вместе с этим осуществляет комплексный контроль качества работ.
- Четвертый уровень. Самый ответственный, к нему относятся все инженеры на производстве. Инженеры следят за разработкой всей технической документации и чертежей, следят за ходом выполнения сварочных работ и в целом отвечают за конечный результат.
Виды аттестации
Аттестация сварщиков и специалистов сварочного производства так же, как и аттестация технологии сварки, делится на несколько разновидностей:
- Первичная аттестация.
- Повторная аттестация. Она необходима в тех случаях, когда предстоит повторное обучение на курсах повышения квалификации НАКС.
- Внеочередная аттестация. Та же, что и при проверке технологий. Только проверяется сварщик, в частности его компетентность.
НАКС выясняют, насколько кадры готовы к работе, как качественно они выполняют свою работу, насколько их навыки соответствуют квалификации. Словом, решают, можно ли допускать их до работы.
Процесс аттестации
Теперь перейдем к тому, как происходит аттестация. В этом случае нет никакой комиссии, приезжающей на производство. Работники должны самостоятельно прийти в специальный центр НАКС. Работник должен принести с собой пакет документов. В него входит заявление о допуске к аттестации, медицинская справка о состоянии здоровья, выписка из трудовой книжки, документы об оконченном образовании, протоколы, подтверждающие проверку техники безопасности. Если документы в порядке, работника допускают до сдачи экзаменов. Их всего два, теоретический и практический. Если по каким-то причинам вам не удалось сдать экзамен, вы имеете право на пересдачу через месяц. Здесь, как ни странно, сначала сдается практика. Если вы не сможете сдать практику, то до теории вас просто не допустят. Эти требования применимы именно к сварщикам.
Специалисты второго, третьего и четвертого уровней аттестуются несколько иначе. От них требуется только знание теории. Но при этом комиссия будет спрашивать нормативы для множества сварочных технологий, выбирать узкие направления, чтобы оценить, насколько хорошо вы владеете знаниями. Все инженеры должны знать любые типы сварки, все требования к ним и перечень технических документов.
Мы рекомендуем перед сдачей экзамена хорошо изучить все нормативные документы, связанные со сварочными технологиями. Дополнительно посещайте курсы повышения квалификации, чтобы при повторной аттестации сдать экзамен без проблем. НАСК часто добавляют в билеты вопросы, которые они преподают на своих же курсах.
Помимо технической документации вы должны досконально знать технику безопасности до, во время и после проведения сварочных работ, должны знать и уметь применять все методы контроля качества сварных швов, знать существующие типы сварочного оборудования и расходников, понимать технологический процесс сварки и пайки, уметь устранять дефекты.
Специалисты сварочного производства, которые в обязательном порядке должны пройти аттестацию:
- на II уровень: специалисты, чьи письменные или устные указания являются обязательными для исполнения сварщиками при проведении сварочных работ (мастера, прорабы и т.п.);
- на III уровень: специалисты, являющиеся руководителями отдельных подразделений предприятия, обеспечивающих выполнение сварочных работ, и чья подпись необходима и достаточна для использования на предприятии документов, определяющих технологию проведения сварочных работ (начальники отделов, лабораторий, секторов, технических бюро, руководители рабочих групп и т.п.); на IV уровень: специалисты, являющиеся руководителями службы сварки предприятия (организации), чья подпись необходима и достаточна для утверждения руководством предприятия (организации) руководящих и нормативных документов по выполнению всех видов сварочных работ (главные, их заместители и т.п.).
Требования к сварочным работам на опасных производственных объектах
Сварка — сложный процесс, состоящий из множества этапов и требующий контроля на всех стадиях производства. В особенности это касается особо опасных производств (ООП или ОПО). В этой статье мы кратко распишем, какие существуют нормы по сварке на опасных производствах.
За основу мы взяли федеральные нормы и правила (ФНП) под названием «Требования к производству сварочных работ на опасных производственных объектах». Помимо этого, мы расскажем, какая документация оформляется при проведении сварочных работ.
статьи
Требования к работникам и руководителям
Прежде чем приступать к работе необходимо доверить ее компетентным работникам и их руководителям. В целом, по нормам ФНП на любом сварочном производстве не должно быть дефицита кадров, выполняющих работу качественно.
Если каких-то работников назначили, то они обязаны соблюдать технологию сварки, не откланяться от технологической карты. Руководители обязаны установить полномочия работников и проверять качество их работ. Все сотрудники производства должны соблюдать технику безопасности, соблюдать правила охраны труда и охраны окружающей среды. Это общие положения.
Теперь подробнее о руководителях. Руководители обязаны проводить полную подготовку кадров к выполнению разноплановых задач и аттестовать своих работников. Подготовка и аттестация проводится исходя из должностных обязанностей сварщика, его навыков и разряда. Руководителями и сварщиками могут быть люди, прошедшие соответствующее обучение и имеющие документ об образовании. Работы, поручаемые сварщикам, должны соответствовать их квалификации.
Сами руководители должны располагать всеми необходимыми знаниями и навыками, позволяющими делегировать работу и следить за процессом. Специалисты должны уметь грамотно составлять техническую документацию, контролировать качество сварочных работ и следить за ходом выполнения обязанностей сварщиков.
Что касается сварщиков, то квалификация им присваивается исходя из постановления Министерства труда. Все мастера должны иметь удостоверение, в котором прописан их разряд. Чтобы проверить подлинность у удостоверения должен быть персональный QR-код и номер, по которому документ можно найти в едином реестре.
Только те, кто соблюдают изложенные выше правила, допускаются к руководству и выполнению сварочных работ на опасном производстве. Далее мы подробнее расскажем о требованиях к самим сварочным работам, и узнаем, чем должны быть обеспечены мастера на своих рабочих местах.
Требования к сварочным работам
Работники, выполняющие сварочные работы, должны быть одеты в специальную одежду (робу) и ботинки, а также должны иметь любые другие дополнительные средства защиты. Также у них должен быть доступ к гардеробным, душевым, уборным и курительным помещениям, и в их арсенале должны быть средства, позволяющие смыть с одежды опасные или нежелательные вещества.
Рабочее место сварщика должно быть укомплектовано в соответствии с выполняемым типом сварочных работ. Оно должно быть технически оснащено, исправно и комфортно для длительной работы. Также на рабочем месте должны быть огнетушители или любые другие средства пожаротушения. Если сварщик работает на стационарном рабочем месте, то оно должно быть оснащено отдельной вытяжкой с работающей системой принудительной вентиляции.
Перед выполнением сварочных работ руководство обязано ознакомить сварщиков с правилами внутреннего распорядка, рассказать о возможных вредных или опасных для здоровья факторах (если таковые имеются), провести инструктаж, как вести себя в различных экстренных ситуациях. Для инструктажей есть отдельные журналы, в которых фиксируются подписи работников. Подписи подтверждают, что инструктаж был произведен и прослушан.
Порядок аттестации специалистов сварочного производства:
- Работодатель подает заявку по установленной форме в аттестационный центр (см. Приложение 18 к РД 03-495-02).
- Аттестация начинается с проведения общего экзамена, на котором специалисту задаются 30 вопросов.
- Проводится специальный экзамен, который состоит из 20 вопросов и практического задания в соответствии с направлением производственной деятельности специалиста сварочного производства.
- Если количество правильных ответов на экзаменах превышает 80%, то специалист считается аттестованным и по результатам аттестации оформляется протокол заседания аттестационной комиссии.
- Аттестованным специалистам выдаются удостоверения специалистов сварочного производства.
Цвет обложки аттестационного удостоверения специалиста сварочного производства – красный.
Источники
- https://tk-servis.ru/lib/83/
- https://mrmetall.ru/attestacija-svarshhikov-i-specialistov-dlja-chego-ona-kak-proishodjat-vidy-attestacii/
- https://BurForum.ru/metally-svarka/vidy-attestacii-svarshchikov.html
- https://www.fsetan.ru/podgotovka-i-attestaciya-rabotnikov/svarshhiki-i-specialisty-svarochnogo-proizvodstva/
- https://weldering.com/attestaciya-svarshchikov