Срок службы трубопровода определяется скоростью коррозии. Разрушение вследствие коррозионного износа инженерных сетей влечет за собой финансовые потери и представляет угрозу экологии, безопасности труда, ухудшает качество транспортируемого продукта. Коррозионному поражению подвержены ответственные элементы систем: регулирующие и запорные устройства.
Причины коррозии трубопроводов бывают внешними и внутренними. К факторам внешней среды относят следующие виды негативных воздействий:
- Атмосферные;
- Почвенно-грунтовые;
- Биокоррозию;
- Блуждающие токи;
- Индуцированные переменные токи.
Внутренняя коррозия вызвана химическими свойствами передаваемых веществ завоздушиванием, динамическими нагрузками. Формирование осадочных отложений ускоряет процесс изменения структуры металла.
Коррозийное разрушение оборудования ежегодно обходится в миллиарды рублей: неэффективная эксплуатация, снижение транспортируемых объемов, ремонтные и сервисные расходы, аварии. Контроль коррозии трубопроводов осуществляется на основании нормативов Единой системы защиты от коррозии и старения (ЕСЗКС). Основной регулирующий документ для подземных сооружений ГОСТ 9.602-2016.
Виды коррозии трубопроводов
Железо активно реагирует с кислородом лишь при температуре +260 Со. В магистральных линиях не поддерживаются такие диапазоны, но окислительная реакция может быть спровоцирована конденсацией влаги в изолирующем слое, микрощелях сварных швов. Данное повреждение возникает при несоблюдении технологий прокладки и при длительном сроке службы.
Для магистралей характерны электрохимические механизмы разрушения. При химическом типе металл взаимодействует с окислителем без доступа влаги. При электрохимическом – влага присутствует, а вода, с растворенными в ней солями, служит электролитом.
Принято различать два вида коррозионных разрушений:
- Общие: распределяются равномерно, рассчитываются при проектировании;
- Локальные: появляются под влиянием активной среды и растягивающих нагрузок.
Типы локальных разрушений:
- Язвенные: канавки на внешней стороне, обычно имеют небольшую глубину.
- Питтинговые: точечные поражения, имеющие большую глубину;
- Щелевые: появляются в соединительных зазорах деталей, быстро развиваются;
- Трещины: растут медленно до достижения критического значения, затем быстро приводят к аварии.
Для линий нефтегазовой промышленности дополнительную угрозу представляет заражение микроорганизмами. Наиболее опасно сульфатвосстанавливающие бактерии, продуцирующие сульфаты, сульфиты и большое количество сероводорода. Формирование биопленок приводит к отслаиванию защитных покрытий.
2.2. Внешний вид и основные признаки коррозионных повреждений
2.2.1. Для коррозии наружной поверхности трубопроводов характерно распространение площади повреждения на значительную поверхность — 0,5 — 1,5 м и более по длине трубы.
Распространение коррозии по периметру трубы определяется причиной увлажнения наружной поверхности трубы (капель сверху, подтапливание и т.п.).
2.2.2. Поверхность трубы, подвергнувшейся коррозии, покрыта пленкой продуктов коррозии, которая имеет слоистое строение. Эти слои слабо сцеплены друг с другом и с металлом и достаточно легко отслаиваются.
Под нижнем слоем продуктов коррозии поверхность бугристая (рисунок ).
2.2.3. Основным признаком коррозии, начинающейся на наружной поверхности, является утонение кромки разрыва и окружающей кромку поверхности трубы до 0,5 — 1 мм (рис. 2а). На трубопроводе также могут присутствовать повреждения металла от коррозии на внутренней поверхности, но язвы от внутренней коррозия не совпадают с линией разрыва металла (рисунок 1).
2.2.4. При воздействии блуждающих токов на наружной поверхности могут образовываться свищи с гладкими стенками и кратером, обращенным наружу (рисунок 2б), обычно свободным от продуктов коррозии.
Защита магистральных трубопроводов от коррозии
Для увеличения срока службы элементов магистралей предусмотрен комплекс мер, соответствующий различным видам негативных воздействий. При укладке обустраивают дренаж, производят изоляцию соединений в зависимости от марки стали. Постоянно разрабатываются активные способы защиты трубопроводов от коррозии: снижение агрессивности среды, обработка бактерицидами газо- и нефтепроводов, введение веществ-ингибиторов.
Важную роль играют защитные покрытия трубопроводов от коррозии. Обработка химическими составами снижает электрохимическое воздействие, предотвращает формирование точечных процессов в микротрещинах. Кроме этого, внутренняя поверхность и арматура сохраняют гладкость, препятствуют образованию осадочных отложений. Промышленные отраслевые стандарты регламентируют свойства покрытий в зависимости от характеристик транспортируемой среды.
Коррозия, ее виды. Защита от коррозий — реферат
ВВЕДЕНИЕ 2
1 ЗАЩИТА СООРУЖЕНИЙ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ
ОТ КОРРОЗИИ. ВИДЫ КОРРОЗИИ. 3
2 ПРИМЕНЕНИЕ ИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ И ПОКРЫТИЙ
ДЛЯ ЗАЩИТЫ ОТ АТМОСФЕРНОЙ И ПОЧВЕННОЙ КОРРОЗИИ 8
2.1 Защита подземных и наземных (в насыпях) трубопроводов от почвенной коррозии 8
2.2 Защита надземных трубопроводов от атмосферной коррозии 11
3 ЗАЩИТА ТРУБОПРОВОДОВ ОТ БЛУЖДАЮЩИХ ТОКОВ 13
ЗАКЛЮЧЕНИЕ 16
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ 17
ВВЕДЕНИЕ
Трубопроводы и оборудование в процессе эксплуатации подвергаются процессу коррозии.
Коррозия металлических сооружений наносит большой материальный и экономический ущерб. Она приводит к преждевременному износу агрегатов, установок, линейной части трубопроводов, сокращает межремонтные сроки оборудования, вызывает дополнительные потери транспортируемого продукта.
При подземной прокладке стальные трубопроводы подвергаются почвенной коррозии. В грунтах почти всегда содержатся соли, кислоты, щелочи и органические вещества, которые вредно действуют на стенки стальных труб. В некоторых случаях такая коррозия может вызвать очень быстрое появление сквозных свищей в металле трубы и этим вывести трубопровод из строя, такие разрушения происходят особенно часто в трубопроводах, уложенных без достаточной защиты от коррозии.
Успешная защита трубопроводных систем от коррозии может быть осуществлена при своевременном обнаружении коррозионных разрушений, определении их величины и выборе защитных мероприятий. В начальный период эксплуатации состояние трубопровода определяется качеством проектирования и строительства. Влияние этих факторов уменьшается во времени и доминирующее значение приобретают условия работы трубопровода.
1 ЗАЩИТА СООРУЖЕНИЙ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ ОТ КОРРОЗИИ. ВИДЫ КОРРОЗИИ.
Линейная часть магистральных нефтепроводов сооружается в основном в подземном исполнении.
Подземные стальные трубопроводы в той или иной степени подвержены коррозии. Коррозия — это разрушение металлических поверхностей под влиянием химического или электрохимического воздействия окружающей среды.
Классификация коррозийных процессов приведена на рис.1
Рис. 1 – Классификация коррозийных процессов
Подземные нефтепроводы могут подвергаться коррозии под воздействием почвы, блуждающих токов и переменного тока электрифицированного транспорта. Почвенная коррозия подразделяется на химическую и электрохимическую. Химическая коррозия обусловлена действием на металл различных газов и жидких неэлектролитов. Эти химические соединения, действуя на металл, образуют на его поверхности пленку, состоящую из продуктов коррозии. При химической коррозии толщина стенки нефтепровода уменьшается равномерно, т.е. практически не возникают сквозные повреждения труб. Химической коррозии в большей степени подвергаются внутренние стенки нефтепровода. Это происходит из-за неполного заполнения трубы продуктом, при частичном опорожнении трубопровода или возникновении такого режима работы нефтепровода, при котором даже без остановки перекачки не происходит полного заполнения сечения трубы. В образовавшиеся полости выделяются растворенные в нефти пары воды и сероводорода, которые являются мощными коррозионными агентами. На пониженных участках образуются застойные зоны из осажденной воды, которая вызывает так называемую строчную коррозию нижней части стенки трубы.
В условиях магистральных трубопроводов наиболее распространена электрохимическая коррозия — окисление металлов в электропроводных средах, сопровождающееся образованием электрического тока.
Термин “электрохимическая коррозия” объединяет коррозионные процессы следующих видов:
коррозия в электролитах — коррозия металлов в жидких средах, проводящих электрический ток (вода, растворы кислот, щелочей, солей);
почвенная коррозия — коррозия подземных металлических сооружений под воздействием почвенного электролита;
электокоррозия — коррозия металлических сооружений под воздействием блуждающих токов;
атмосферная коррозия — коррозия металлов в атмосфере воздуха или другого газа, содержащего пары воды;
биокоррозия — коррозия, вызванная жизнедеятельностью микроорганизмов, вырабатывающих вещества, ускоряющие коррозионные процессы;
контактная коррозия — коррозия металлов в присутствии воды, вызванная непосредственным контактом двух металлов.
Процесс коррозии начинается с поверхности металлического сооружения и распространяется вглубь его. Под действием электрохимической коррозии в теле трубы образуются местные каверны и сквозные отверстия. Поэтому этот вид коррозии является более опасным, чем химическая коррозия.
Различают сплошную и местную коррозию. В первом случае продуктами коррозии покрыта вся поверхность, находящаяся в контакте с коррозионной средой. Сплошная коррозия может быть равномерной, протекающей с одинаковой скоростью по всей поверхности, и неравномерной, протекающей с неодинаковой скоростью на различных участках поверхности металла (например, коррозия углеродистой стали в морской воде).
Местная коррозия — это окисление металла на отдельных участках металлической поверхности. Она может быть следующих видов (рис.2 ):
— пятнами с глубиной повреждения много меньшей его диаметра;
— язвенная с глубиной повреждения примерно равной его диаметру;
— точечная с глубиной повреждения много большей его диаметра;
— подповерхностная, при которой коррозионный процесс идет под слоем неповрежденного металла;
— структурно-избирательная, при которой разрушается какой-то один компонент сплава;
— межкристаллитная, при которой коррозионное разрушение имеет место на границе между кристаллами;
— коррозионное растрескивание, при котором коррозионно-механическое воздействие приводит к образованию трещин в металле.
Очевидно, что местная коррозия более опасна, чем сплошная.
Рис. 2 – Виды местной коррозии
а
– пятнами,
б
– язвенная,
в
– точечная,
г
– подповерхностная,
д
– структурно-избирательная,
е
– межкристаллитная,
ж
– коррозийное растрескивание
Коррозионный процесс разрушения металла под изоляционным покрытием протекает очень медленно и для подземных трубопроводов не представляет практической опасности. В зоне отслаивания изоляционного покрытия коррозирование металла протекает также слабо; наиболее сильно коррозия развивается в дефекте покрытия.
Коррозию наружной стенки трубы в зоне дефекта изоляционного покрытия можно разделить на три области: максимальной коррозии, резкого уменьшения коррозии и постепенного снижения эффективности коррозионного процесса. Первый участок имеет площадь, определяемую 1-2 диаметрами дефекта изоляционного покрытия; второй распространяется не более чем на 2-3 диаметра дефекта; третий занимает всю зону отслаивания изоляционного покрытия. Интенсивность коррозии металла в зоне дефекта зависит от размера дефекта, вида покрытия и коррозионной среды.
Анализ отказов отечественных МН показывает, что отказы нефтепроводов из-за наружной коррозии составляют 30-35 % от общего их числа.
Подземная коррозия магистральных нефтепроводов наносит большой ущерб, приводя к их преждевременному износу, сокращению межремонтных периодов, авариям и потерям нефти. Поэтому защита нефтепроводов от подземной коррозии является важной народнохозяйственной задачей.
Магистральные нефтепроводы защищают от коррозии двумя способами:
а) наложением на поверхность нефтепровода изолирую- щих покрытий;
б) электрическими методами.
Для выбора способа защиты подземных нефтепроводов от коррозии необходимо определить коррозионную активность грунта и характер распространения блуждающих токов вдоль трассы нефтепровода.
Основной способ защиты нефтепроводов от коррозии — качественная, надежная наружная изоляция.
2 ПРИМЕНЕНИЕ ИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ И ПОКРЫТИЙ ДЛЯ ЗАЩИТЫ ОТ АТМОСФЕРНОЙ И ПОЧВЕННОЙ КОРРОЗИИ
Изоляционные покрытия, применяемые на трубопроводах, должны удовлетворять следующим основным требованиям:
• обладать высокими диэлектрическими свойствами;
• быть сплошными;
• обладать хорошей адгезией (прилипаемостью) к металлу трубопровода;
• быть водонепроницаемыми;
• обладать высокой механической прочностью и эластичностью; высокой биостойкостью;
• быть термостойкими (не размягчаться под воздействием высоких температур и не становиться хрупкими при низких);
• конструкция покрытий должна быть сравнительно простой, а технология их нанесения — допускать возможность механизации.
Материалы, входящие в состав покрытия, должны быть недефицитными, а само покрытие — недорогим, долговечным.
2.1 Защита подземных и наземных (в насыпях) трубопроводов от почвенной коррозии
Почвенная коррозия вызывает самые большие разрушения трубопроводов, до сквозных разъединений стен.
Защита от почвенной коррозии делится на пассивную и активную.
Под пассивной защитой понимается изоляция поверхности трубопровода от земли разными материалами. Активная защита имеет целью устранение обстоятельств, вызывающих коррозию трубопроводов. Для этого стараются перенести процесс коррозии с трубопровода на заземляющие устройства.
Изоляционные покрытия из полимерных липких лент или битумных мастик следует наносить на трубопровод в трассовых условиях, как правило, при совмещенном методе изоляционно-укладочных работ.
Нанесение изоляционных покрытий на влажную или запыленную поверхность огрунтованного трубопровода, а также производство очистных работ во время снегопада, дождя, тумана, сильного ветра, пылевой бури не допускаются.
Температурные пределы нанесения грунтовок и покрытий из полимерных лент, а также требования к нагреву изолируемого трубопровода и ленты при нанесении должны соответствовать требованиям технических условий на данный вид ленты.
Битумные мастики следует наносить на трубопровод с учетом температуры воздуха в соответствии с табл. 1.
| 65 | От +5 до -30 |
| 75 | От +15 ДО -15 |
| 90 | От +35 до -10 |
| 100 | Oт +40 до -5 |
Таблица 1
В случае применения битумных мастик при более низкой, чем указано в табл. 1 температуре (но не ниже минус 30° С), изоляционно-укладочные работы следует производить только по совмещенному методу, подогревая трубопровод до положительных температур, но не выше температур, указанных в этой таблице для применяемой мастики, и предохраняя его от охлаждения путем немедленной засыпки грунтом после укладки на дно траншеи.
Битумные мастики следует изготовлять в заводских условиях; в трассовых условиях их разогревают и котлах до температуры не выше плюс 200°С, постоянно перемешивая.
Изготовление битумных мастик в полевых условиях допускается, в виде исключения, в битумоплавильных установках или передвижных котлах, оборудованных устройствами для механического перемешивания.
Состав битумных мастик и область их применения должны соответствовать ГОСТам на эти мастики и требованиям главы СНиП по проектированию магистральных трубопроводов.
Доставку разогретой битумной мастики к месту производства изоляционных работ следует осуществлять битумовозами, оборудованными подогревательными устройствами. Не допускается хранение битумной мастики в разогретом виде с температурой плюс 190—200°С более одного часа и с температурой плюс 160—180°С более трех часов.
В случае образования на поверхности трубопровода влаги (в виде росы или инея) грунтовку и изоляционные покрытия следует наносить только после предварительной просушки трубопровода сушильными устройствами, исключающими возможность образования копоти и других загрязнений на трубопроводе.
Армирующие и оберточные рулонные материалы наносят одновременно с изоляцией путем намотки по спирали (той же изоляционной машиной) с нахлестом витков не менее 3 см без гофр, морщин и складок. Нахлест концов обертки должен быть 10—15 см.
Нахлест смежных витков полимерной ленты при однослойной намотке должен быть не менее 3 см. Для получения двухслойного покрытия наносимый виток должен перекрывать уложенный на 50 % его ширины плюс 3 см.
Крановые узлы, отводы, тройники, катодные выводы, задвижки и т.п. следует изолировать покрытиями, установленными проектом:
на подземной части и не менее 15 см над землей— битумными мастиками или полимерными липкими лентами;
на надземной части — покрытиями, применяемыми для защиты трубопровода от атмосферной коррозии
2.2 Защита надземных трубопроводов от атмосферной коррозии
При защите надземных трубопроводов от атмосферной коррозии жировые смазки следует наносить при температуре не выше 40°С для ВНИИСТ-2 и 60°С для ВНИИСТ-4. Перед нанесением покрытия в смазку следует добавлять 15—20% (по массе смазки) алюминиевой пудры. Толщина покрытия поверхности трубы жировой смазкой должна быть в пределах 0,2—0,5 мм. Слой смазки наносят, как правило, при помощи машин и приспособлений.
Цинковые и алюминиевые покрытия (металлизация) наносят на трубы в стационарных условиях, в трассовых условиях покрывают стыковые соединения труб и места повреждений изоляции.
Лакокрасочные покрытия на трубопроводы следует наносить при температуре окружающего воздуха не ниже 5°С.
Очищенную поверхность перед окраской необходимо обезжиривать бензином, ацетоном или уайтспиритом.
Лакокрасочные покрытия следует наносить не менее чем в 2 слоя в соответствии с проектом по грунтовке, нанесенной в 2—3 слоя. Каждый последующий слой грунтовки, краски, эмали, лака необходимо наносить после просушки предыдущего слоя.
Качество изоляционных покрытий магистральных трубопроводов должен проверять подрядчик в присутствии представителя технадзора заказчика по мере их нанесения, перед укладкой и после укладки трубопровода в траншею.
Выявленные дефекты в изоляционном покрытии, а также повреждения изоляции, произведенные во время проверки ее качества, должны быть исправлены.
3 ЗАЩИТА ТРУБОПРОВОДОВ ОТ БЛУЖДАЮЩИХ ТОКОВ
Блуждающий ток – это электрический ток, появляющийся в некоторых грунтах от дисперсии электрифицированных, например, железнодорожных (трамвайных) путей, где рельсы выполняют роль возвратных проводников питающих подстанций. Другим источником блуждающего тока может быть заземление электрического промышленного оборудования. Как правило, это ток большой силы, и воздействует он в первую очередь на трубопровод, отличающийся хорошей проводимостью (в частности, со сварными соединениями). Такой ток поступает в трубу в определенной точке, играющей роль катода, и, преодолев более или менее продолжительный отрезок трубопровода, выходит в другой точке, выступающей в качестве анода. Происходящий при этом электролиз и дает коррозию металла. Прохождение тока на участке от катода до анода вызывает переход железосодержащих частиц в раствор и со временем может привести к истончению и в конечном итоге перфорации трубы. Повреждение тем существенней, чем выше сила проходящего тока. Коррозийное действие блуждающего тока, безусловно, более разрушительно, чем действие коррозийных батарей, образующихся вследствие агрессивности почвы.
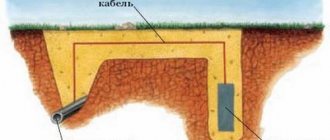
Наиболее эффективным способом защиты от блуждающих токов является электродренажная защита. Суть методики следующая: в определенной точке трубопровод посредством специального кабеля, имеющего низкое электрическое сопротивление, подключается непосредственно к источнику блуждающего тока (например, к подстанции или железнодорожному пути). Подключение необходимо соответствующим образом поляризовать (при помощи однонаправленных переходников) таким образом, чтобы ток всегда шел в направлении от трубопровода к источнику дисперсии. Электрический дренаж требует строгого соблюдения сроков регламентных осмотров, тщательной наладки и регулярной проверки.
Применяют прямой, поляризованный и усиленный дренажи.
Прямой электрический дренаж — это дренажное устройство двусторонней проводимости. Схема прямого электрического дренажа включает в себя: реостат, рубильник, плавкий предохранитель и сигнальное реле. Сила тока в цепи «трубопровод-рельс» регулируется реостатом. Если величина тока превысит допустимую величину, то плавкий предохранитель сгорит, ток потечет по обмотке реле, при включении которого срабатывает звуковой или световой сигнал.
Прямой электрический дренаж применяется в тех случаях, когда потенциал трубопровода постоянно выше потенциала рельсовой сети, куда отводятся блуждающие токи. В противном случае дренаж превратится в канал для натекания блуждающих токов на трубопровод.
Поляризованный электрический дренаж — это дренажное устройство, обладающее односторонней проводимостью. От прямого дренажа поляризованный отличается наличием элемента односторонней проводимости (вентильный элемент) ВЭ. При поляризованном дренаже ток протекает только от трубопровода к рельсу, что исключает натекание блуждающих токов на трубопровод по дренажному проводу.
Усиленный дренаж применяется в тех случаях, когда нужно не только отводить блуждающие токи с трубопровода, но и обеспечить на нем необходимую величину защитного потенциала. Усиленный дренаж представляет собой обычную катодную станцию, подключенную отрицательным полюсом к защищаемому сооружению, а положительным — не к анодному заземлению, а к рельсам электрифицированного транспорта.
Сооружение устройств электрохимической защиты отличается широким фронтом работ, растянутым на многокилометровой трассе магистрального трубопровода, наличием труднопроходимых для колесного транспорта участков, а также многочисленностью строительно-монтажных операций.
Эффективная работа электрохимической защиты возможна только при высоком качестве монтажа всех конструктивных элементов. Для этого требуются научно обоснованная организация работ, максимальная механизация и высокая квалификация строительно-монтажных рабочих. Так как для защиты трубопроводов применяется ограниченное число типов установок, а элементы электрохимической защиты являются в основном типовыми, следует производить предварительную заготовку основных монтажных узлов и блоков в заводских условиях.
Для сооружения электрохимической защиты магистральных трубопроводов от коррозии применяются средства и установки катодной, электродренажной, протекторной защиты, электрические перемычки, контрольно-измерительные пункты и конструктивные узлы типовых проектов.
ЗАКЛЮЧЕНИЕ
Трубопроводы и оборудование в процессе эксплуатации подвергаются процессу коррозии.
Под коррозией (от позднелат. corrosio — разъединение) металла понимают процесс самопроизвольного окисления, приводящий к разрушению металла под воздействием окружающей среды. Коррозия в зависимости от механизма реакций, протекающих на поверхности металла, подразделяются на химическую и электрохимическую.
При длительной эксплуатации трубопроводов, защищенных только изоляционным покрытием, возникают сквозные коррозионные повреждения уже через 5—8 лет после укладки трубопроводов в грунт вследствие почвенной коррозии, так как изоляция со временем теряет прочностные свойства и в ее трещинах начинаются интенсивные процессы наружной электрохимической коррозии.
Коррозия трубопроводов — процесс неизбежный. Однако человек, вооруженный знанием механизма коррозии, может затормозить его таким образом, чтобы обеспечить сохранение работоспособности трубопроводов в течение достаточно длительного времени.
Защита трубопроводов от коррозии может быть активной и пассивной. К активным средствам защиты трубопроводов от наружной коррозии относятся электрические методы, катодная и протекторная защита. При пассивной защите на наружную поверхность трубопроводов наносят покрытия и изоляцию, при активной — устраняют причины, вызывающие коррозию.
На практике применяется сочетание пассивных и активных методов защиты.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Жук Н.П. Курс теории коррозии и защиты металлов. М., 1976.
2. Коршак А.А., Нечваль А.М. Проектирование и эксплуатация газонефтепроводов. СПб.: Недра, 2008. – 488 с.
3. Мустафин Ф.М., Кузнецов М.в., Быков Л.И. Защита от коррозии. Т. 1. Уфа: ДизайнПолиграфСервис, 2004. – 806 с.
4. Нефтегазовое строительство / Под ред. И.И. Мазура, В.Д. Шапиро. М.: Недра, 2005. – 790 с.
5. Семенова И.В., Флорианович Г.М., Хорошилов А.В. Коррозия и защита от коррозии. М., 2006. – 306 с.
6. Справочник инженера по эксплуатации нефтегазопроводов и продуктопроводов. М.:Инфра-Инженерия, 2006. – 928 с.
7. СНиП III -42-80
Коррозия некоторых металлов
Коррозия меди
Одним из ключевых химических элементов для отечественной промышленности является медь. Металл также подвержен деструкции, как и другие металлические поверхности, хотя медь больше защищена от коррозии.
Коррозия меди — разрушение последней в результате воздействия коррозионной среды.
Даже столь стойкий к разрушениям элемент подвержен негативным изменениям при воздействии окружающей среды. Коррозия меди имеет высокий показатель ухудшения свойств металла в аэрированных растворах, содержащих ионы, образовывающие комплексы с красным металлом, окислительных кислотах.
Медь стабильна в следующих условиях:
- в атмосферной среде;
- в морской и пресной водах;
- контактируя с галогенами в специальных условиях;
- в кислотах-неокислителях, слабых растворах Н3РО4, Н2SO4.
Медь нестабильна в следующих условиях:
- в ряде соединений серы, в том числе сероводороде, чистой сере;
- в кислотах-окислителях, аэрированной неокислительной среде, концентрате Н2SO4, например:
1)Cu+2H2SO4→CuSO4+SO2↑+2H2O
2)Cu+H2SO4→CuO+SO2↑+H2O
- растворах солей-окислителей тяжелых металлов, как то Fe2(SO4)3, FeCl3;
- агрессивной воды, аэрированной воды;
- амина, NH4OH.
Атмосферная коррозия меди:
2Cu+H2O+CO2+O2→ CuCO3*Cu(OH)2
Коррозия железа
Еще один распространенный элемент, подверженный ржавлению от коррозии – железо. Наибольший процент реакций по возникновению ржи на железе припадает на реакции по его окислению воздухом или кислотами из растворов.
При химической коррозии электроны переходят на окислитель, окисление металлов показано наглядно:
3Fe+2O2→Fe3O4
Электрохимическая коррозия протекает в условиях токовой проводимости. Пример атмосферной и грунтовой реакции:
Fe+O2+H2O→Fe2O3∙xH2O