Характеристики медной проволоки
Отличительные особенности: высокая электро- и теплопроводность. Благодаря высокой пластичности, медная проволока является незаменимым материалом в качестве основы, для электрических устройств и проводов. Так же, проволока из меди обладает хорошей гибкостью и прочна на излом. Не подвергается воздействию внешней среды, устойчива к коррозии.
Технические характеристики медной проволоки варьируются в зависимости от марки (М1, М2, М3).
Виды медной проволоки:
— по назначению: общие, для низкотемпературных термопар, крешерные;
— по форме: квадратное (или прямоугольное), шестигранное, круглое поперечные сечения;
— по ширине или диаметру сечения;
— по состоянию материала: твердая, полутвердая, мягкая (а так же все перечисленные состояния с повышенной пластичностью);
— по точности производства: нормальная, повышенная;
— по типу плакирования: покрытия с оловом, серебром, никелем;
— по марке: М1, М2, М3.
В свою очередь, твердая проволока, при ее прочной структуре, не обладает высокой гибкостью. Мягкую медную проволоку легко согнуть. Материал маркировки ММ, является основной деталью для токопроводящих кабелей и составляющих проводников разных сечений. Медная проволока становиться мягкой после операции отжига.
Цвет медной проволоки – золотисто-рыжий или красновато-розовый. Поверхность меди блестит, до момента окисления (реакция при контакте с воздухом), после – происходит образование пленки из оксидов и блеск угасает.
На поверхности должны отсутствовать трещины, забои, расслоения, царапины, вмятины и иные дефекты, имеющие глубину больше предельного отклонения. Потеки и пятна технологической смазки, покрасневшая поверхность – допускаются.
На рынке металлоизделий представлены также специальные типы медной проволоки:
— особый набор свойств имеет проволока МС, предназначена для связных линий по воздуху;
— эмалированные: ММЭ (мягкая эмалированная медь), МТЭ (твердая эмалированная медь);
— марки проволоки из безкислородной меди: ММБ (мягкая) и МТБ (твердая).
Медный прокат данного вида может выпускаться как из чистой меди, так и плакированный с покрытиями из Sn, Ni, Ag. Устойчивость к окислению, стойкость при низкой или высокой температуре (до 750 ºС), антикоррозионные свойства, соединяет в себе проволока из меди и никеля. Использование Ni и Ag для плакирования, позволяет изготавливать качественную продукцию, используемую в: авиационной и космической обороне, электронике, телевизионной коммуникации и других областях.
Прочностные свойства проволоки на основе меди на порядок выше, чем алюминиевой.
Проволока М1
Проволока марки М1 считается наиболее качественной и дорогостоящей. Чистота медного сплава используемого для её производства – 99,9 %. Состав: Cu – 99,9 %, примеси (как Pb, Fe, Ni, S, As, Sb, Bi, Sn) — не выше 0,1 %. По физическим характеристикам бывает: твердая (М1Т), мягкая (М1М). Другие виды проволоки М1: раскисленная кислородом (М1Р), бескислородная (М1Б), раскисленная фосфором (М1Ф), катодная (М1К).
Проволока М1 отличается от другого сортового проката (М2, М3) повышенными эксплуатационными характеристиками, благодаря минимальному содержанию примесей в материале. Она имеет хорошую тепло- и электропроводимость. Хорошо сгибается, сохраняя свойства прочности. Приятный внешний вид.
Данную проволоку чаще всего используют в таких областях как авиа- и судостроение, электроэнергетике. Производят шнуры, кабели, термопары, провода, высокотехнологическое криогенное оборудование.
Проволока М2
Представляет собой первичную медь, имеющую повышенное содержание основного металла и минимальное количество примесей. Проволока М2 производится из медного сплава, имеющего техническую чистоту не ниже 99,7 %, а примесей не более 0,3 % соответственно (те же элементы как в марке М1). Процентное содержание кислорода не более 0,08.
По способу производства медная проволока М2 бывает: М2б (бескислородная), М2ф (раскисленная фосфором), М2к (катодная), М2р (раскисленная кислородом). По физическим параметрам разделяют на: твердый (М2Т) и мягкий (М2М) медный прокат.
Виды проволоки из меди
Технические характеристики и свойства медной проволоки определяются требованиями ГОСТ и ТУ. Согласно действующим стандартам предусмотрено семь ее видов:
- Мягкая (0,02–16,0 мм) — ММ.
- Твердая (0,02–16,0 мм) — МТ.
- Для линий связи (2,0–4,0) — МС.
- Для эмалирования (0,0125–2,8), твердая — МТЭ.
- Для эмалирования (0,0125–2,8), мягкая — ММЭ.
- Из бескислородного сплава (0,02–16,0), твердая — МТБ.
- Из бескислородной сплава (0,02–16,0), мягкая — ММБ.
Проволока медная электротехническая
Изготовление осуществляется по ГОСТ 434-78, из марки М1 или выше. Она характеризуется прямоугольным сечением, с толщиной от 0,5 до 12,5 мм, шириной от 2 до 35 мм. Покупка данной медной проволоки возможна по следующим маркам: ПММ (мягкая), ПМТ (твердая). Выпускается в бухтах. Из электротехнической круглой проволоки из меди, изготавливают: шнуры, кабели, провода, обмотки двигателей и т.п.
При 20 ºС, продукция имеет электросопротивление: не превышающее 0,01724 Ом•мм2 для продукции марки ММ; 0,01780 Ом•мм2 – для МТ (Ø до 2,44 мм включительно); 0,01770 Ом•мм2 – для МТ (Ø выше 2,44 мм).
Для изделия марки ММ показатель относительного удлинения составляет:
— Ø от 1,80 до 5,00 мм (включительно) – 30 %;
— Ø больше 5,00 мм – не ниже 35 %.
ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Транспортная маркировка — по ГОСТ 14192.
4.2. Проволоку и прутки транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на данном виде транспорта; железнодорожным транспортом — мелкими или малотоннажными отправками.
4.3. Проволока и прутки должны храниться в крытом помещении на стеллажах или поддонах и должны быть защищены от механических повреждений, воздействия влаги и активных химических веществ.
При соблюдении указанных условий хранения потребительские свойства проволоки и прутков при хранении не изменяются.
Медная сварочная проволока
Данная продукция медного проката в наши дни широко востребована в различных сферах. Исходя из названия, медную сварочную проволоку применяют при выполнении газосварочных работ. В зависимости от характера выполняемой работы, применяют ту или иную марку металла или сплава. При сварке тонколистового металла, сварочная проволока является незаменимой.
Например, для автоматической сварки медных конструкций, или сварки под флюсом, в средах с инертными газами, используется проволока из чистой меди. Из проката данного типа производят сварочные электроды, с помощью которых сваривают чугун, медь.
В микроэлектронике такие изделия используют как соединения в полупроводниках. Так же, медные сварочные проволоки с большими площадями сечения, применяют в современных технологиях отжига и обработки при работе с кристаллами кремния.
Марки медных кабелей
Расшифровка аббревиатуры кабеля ВВГ
ВВГ – кабель многопроволочный медный гибкий. Один из распространенных видов для электропроводки как в квартире, так и на производстве. Используется для подключения к сети любого электрооборудования. Состоит из нескольких медных жил и внешней изоляции. Каждый из проводников скручен в одной плоскости, защищен оболочкой и имеет свой цвет. Имеет негорючие модификации – круглый ВВГнг, и плоский ВВГп.
NYM – это кабель с изоляционной прослойкой из негорючего поливинилхлорида. Число жил от 1 до 5, сечением от 1,5 до 16 мм2. Максимальная прочность и термостойкость достигается за счет мелованной резины, которой заполнено пространство между жилами.
Кабель гибкий (КГ) применяется в условиях постоянного напряжения до 660 В, или переменного – 1000 В. Благодаря гибкости изделие используется для переносного оборудования. Например, подключения держателя к сварочному аппарату.
Высоковольтный медный кабель ПвПг рассчитан на сеть от 6 до 10 кВ. Имеет одну жилу сечением от 50 до 800 мм2. Изоляция жилы и внешняя оболочка выполнена из сшитого полиэтилена с защитным экраном. Это дает возможность прокладывать кабель по дну водоема, под землей.
Производство медной проволоки
Основными сплавами меди, для изготовления проволоки, являются — М1, М2, иногда М3. ГОСТ 859-2001 определяет химический состав. Процесс отбора, подготовку пробы и анализа на химический состав цветных металлов и сплавов выполняется по ГОСТ 24231-80.
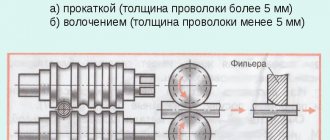
Волочения является самым распространенным способом производства проволоки. Технология этого процесса в протягивании заготовки через отверстия необходимого диаметра (холодная деформация). Так, к примеру, производят медную проволоку диаметром 2 мм.
Медь вобрала в себя высокие пластические свойства и без проблем поддается холодной деформации. При производстве медной электротехнической проволоки, важно иметь возможность получения постоянного диаметра с отсутствием каверн и других возможных дефектов. Производят данный цветной прокат при помощи специальных установок, которые называются станами волочения.
Основная рабочая деталь — волок станка, его производят из инструментальной стали, которая имеет повышенные прочностные свойства. Волочильные глазки, представляющие собой одно или более отверстий, размещающихся в волоках. Проволочный диаметр зависит от рабочего диаметра отверстия.
Первый этап производства медной проволоки заключается в формировании толстой заготовки из катанки. При необходимости получения тонкой проволоки, заготовка поэтапно пропускается через волочильные глазки, диаметры которых уменьшаются. Такая технология позволяет производить проволоку, диаметр которой 0,2 мм, с наивысшей точностью.
При изготовлении проволоки, для получения качественной поверхности без дефектов, используют смазки для защиты, снижения степени трения между заготовками и стальными матрицами. Заготовки и волоки находятся в постоянном охлаждении специальными смесями, водой или воздухом, т.к. повышенная температура влечет ухудшение качество готовой продукции. К примеру, таким способом, производится медная круглая электротехническая проволока, к которой предъявляют повышенные требования.
Волочение – это высокопроизводительный процесс, безотходное производство, вне зависимости от диаметра получаемого изделия.
Затем проволоку подвергают дальнейшей обработке, чтобы придать ей необходимых свойств. К примеру, при отжиге она приобретает мягкость. Электротехнические медные проволоки, подвергают лужению, другим методам обработки.
Готовая продукция поступает на склад или на отправку покупателю. Поставку в катушках, осуществляют для медной проволоки с диаметром меньше 1 мм, а при большем диаметре – прокат скручивается в бухты. Купить медную проволоку можно по следующим параметрам: Ø от 0,2 до 0,8 мм – в бухтах массой до 100 кг; Ø 0,8 — 1 мм – в катушках массой до 25 кг.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Сварочную проволоку и прутки изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
1.2. Основные параметры и размеры
1.2.1. Диаметры проволоки и предельные отклонения по ним должны соответствовать указанным в табл. 1.
1.2.2. Диаметры тянутых и прессованных прутков и предельные отклонения по ним должны соответствовать указанным в табл. 2.
1.2.3. Овальность проволоки и прутков не должна превышать предельного отклонения по диаметру.
1.2.4. Назначение проволоки и прутков приведено в приложении 1.
Таблица 1
| Номинальный диаметр, мм | Предельное отклонение, мм, для сварочной проволоки из сплавов марок | |||||||||
| МНЖКТ5 -1-0,2-0,2 | БрХ0,7 | M1, M1p, БрКМЦ3-1, БрОЦ4-3, Л63 | БрХНТ, БрНЦр | БрОФ6,5 -0,15 | MCp1, ЛК62-0,5, ЛКБО62-0,2 -0,04-0,5 | ЛО60-1 | БрАМц9-2 | БрАЖМц10 -3-1,5 | МНЖ5-1 | |
| 0,8 | — 0,07 | — | — | — | — | — | — | — | — | — |
| 1,0 | — 0,09 | — 0,06 | ||||||||
| 1,2 | — 0,09 | — 0,06 | ||||||||
| 1,4 | — 0,12 | — 0,12 | — 0,12 | |||||||
| 1,6 | — 0,12 | — 0,12 | ||||||||
| 1,8 | ||||||||||
| 2,0 | — 0,12 | |||||||||
| 2,5 | ||||||||||
| 3,0 | — 0,12 | |||||||||
| 3,5 | — | — 0,08 | — | — 0,08 | — | — | — | — | — | |
| 4,0 | — 0,16 | — 0,16 | — 0,16 | — 0,16 | — 0,16 | — 0,16 | — 0,16 | |||
| 5,0 | — | — | ||||||||
| 6,0 | — | — 0,16 | — | |||||||
| 8,0 | — 0,20 | — | — 0,20 | — 0,20 | — 0,20 | |||||
Таблица 2
| Номинальный диаметр, мм | Предельное отклонение, мм, сварочных прутков |
| 6,0 | — 1,0 |
| 8,0 |
1.2.5. Условные обозначения проставляют по схеме
при следующих сокращениях:
способ изготовления:
- холоднодеформированная (тянутая) — Д
- горячедеформированный (прессованный) — Г
- форма сечения: круглая — КР
- состояние: мягкое — М
- твердое — Т
- длина: мотки (бухты) — БТ
- катушки — КТ
- барабаны — БР
- сердечники — СР
- немерной длины — НД
Вместо отсутствующих данных ставится знак «X».
Примеры условных обозначений:
Проволока сварочная, твердая, диаметром 2,0 мм, в мотках, из сплава марки БрОЦ4-3: Проволока сварочная ДКРХТ 2,0 БТ БрОЦ4-3 ГОСТ 16130-90
Пруток сварочный, прессованный, диаметром 6,0 мм, немерной длины, из сплава марки ЛОК59-1-0,3: Пруток сварочный ГКРХМ 6,0 НД ЛОК 59-1-0,3 ГОСТ 16130-90
1.3. Характеристики
1.3.1. Базовое исполнение
1.3.1.1. Сварочная проволока должна изготовляться из сплавов марок, приведенных в табл. 3, а сварочные прутки — в табл. 4. Коды ОКП соответственно приведены в табл. 3 и 4.
Таблица 3
| Материал сварочной проволоки | Марка | Код ОКП |
| Медь | M1 | 18 4490 9 |
| M1p | 18 4491 0 | |
| MCp1 | 18 4494 3 | |
| Сплав медно-никелевый | МНЖКТ5-1-0,2-0,2 | 18 4791 5 |
| МНЖ5-1 | 18 4790 6 | |
| Бронза безоловянная | БрКМц3-1 | 18 4493 8 |
| БрАМц9-2 | 18 4692 9 | |
| БрХ0,7 | 18 4493 6 | |
| БрХНТ | 18 4494 4 | |
| БрНЦр | 18 4494 5 | |
| БрАЖМц10-3-1,5 | 18 4693 2 | |
| Бронза оловянная | БрОЦ4-3 | 18 4691 3 |
| БрОФ6,5-0,15 | 18 4690 7 | |
| Латунь | Л63 | 18 4591 3 |
| ЛО60-1 | 18 4593 4 | |
| ЛКБО62-0,2-0,04-0,5 | 18 4596 9 | |
| ЛК62-0,5 | 18 4596 8 |
Таблица 4
| Материал сварочных прутков | Марка | Код ОКП |
| Медь | М1р | 18 4471 0 |
| М2р | 18 4471 2 | |
| Латунь | ЛМц58-2 | 18 4572 6 |
| ЛЖМц59-1-1 | 18 4572 4 | |
| ЛОК59-1-0,3 | 18 4577 0 |
1.3.1.2. Химический состав сварочной проволоки и прутков из сплавов марок БрНЦр, БРХ0,7, MCp1, БрХНТ, ЛК62-0,5, ЛКБО62-0,2-0,04-0,5 и ЛОК59-1-0,3 должен соответствовать приведенному в табл. 5; марок M1, M1p, M2p-ГОСТ 859, марок БрКМц3-1, БрАМц9-2, БрАЖМЦ10-3-1,5-ГОСТ 18175, марок БрОЦ4-3, БрОФ6,5-0,15-ГОСТ 5017, марок Л63, ЛМц58-2, ЛЖМц59-1-1, ЛО60-1-ГОСТ 15527, марок МНЖ5-1, МНЖКТ5-1-0,2-0,2-ГОСТ 492.
1.3.1.3. Проволоку и тянутые прутки изготовляют мягкими и твердыми.
1.3.1.4. Поверхность проволоки и прутков должна быть чистой и гладкой без трещин и расслоений. Не допускаются раскатные трещины, прокатные плены, риски, закаты, рванины и другие дефекты, глубина которых при контрольной зачистке превышает предельные отклонения по диаметру.
Допускаются покраснения поверхности после травления, цвета побежалости и незначительные следы технологической смазки.
1.3.1.5. Прутки должны быть выправлены. Кривизна прутков не должна превышать 4 мм на 1 м длины. На мягких прутках и в бухтах кривизна не регламентируется.
1.3.1.6. В изломе прутки не должны иметь посторонних включений, расслоений и пустот.
1.3.1.7. С твердых латунной проволоки и прутков должны быть сняты остаточные растягивающие напряжения низкотемпературным отжигом или механическим методом. Отсутствие остаточных растягивающих напряжений обеспечивается технологией производства.
1.3.1.8. Проволока должна быть свернута в мотки или намотана на катушки, барабаны, сердечники неперепутанными рядами без резких изгибов и увязана, исключая возможность нарушения плотности рядов проволоки.
Таблица 5
| Марка сплава сварочной проволоки | Основные компоненты, % | ||||||
| Медь | Никель | Кремний | Олово | Цинк | Хром | Прочие элементы | |
| БрНЦр | Остальное | 0,3-0,6 | — | — | — | — | Цирконий 0,040-0,080 |
| БрХ0,7 | Остальное | — | — | — | — | 0,40-1,00 | — |
| MCp1 | Остальное | — | — | — | — | — | Серебро 0,800-1,200 |
| БрХНТ | Остальное | 0,5-0,8 | — | — | — | 0,15-0,35 | Титан 0,050-0,150 |
| ЛК62-0,5 | 60,05-63,5 | — | 0,30-0,70 | — | Остальное | — | — |
| ЛКБО62-0,2-0,04-0,5 | 60,5-63,5 | — | 0,10-0,30 | 0,30-0,70 | Остальное | — | Бор 0,03-0,10 |
| ЛОК59-1-0,3 | 58,0-60,0 | — | 0,20-0,40 | 0,70-1,10 | Остальное | — | — |
Продолжение табл. 5
| Марка сплава сварочной проволоки | Примеси, %, не более | ||||||||||||
| Мышьяк | Свинец | Железо | Сурьма | Висмут | Фосфор | Цинк | Кремний | Магний | Олово | Сера | Прочие элементы | Всего | |
| БрНЦр | — | 0,005 | 0,06 | — | — | 0,005 | 0,005 | 0,03 | 0,002 | — | — | — | 0,2 |
| БрХ0,7 | — | 0,005 | 0,06 | — | — | 0,005 | 0,007 | 0,03 | 0,002 | — | — | — | 0,3 |
| MCp1 | 0,010 | 0,010 | 0,05 | 0,005 | 0,002 | — | — | — | — | 0,05 | 0,01 | Кислород 0,070 | 0,3 |
| БрХНТ | — | 0,005 | 0,06 | — | — | 0,005 | 0,025 | 0,03 | 0,002 | — | — | — | 0,2 |
| ЛК62-0,5 | — | 0,080 | 0,15 | 0,005 | 0,002 | — | — | — | — | — | — | — | 0,5 |
| ЛКБО62 -0,2-0,04-0,5 | — | 0,080 | 0,15 | — | — | — | — | — | — | — | — | Алюминий 0,050 | 0,5 |
| ЛОК59-1-0,3 | 0,01 | 0,100 | 0,15 | 0,010 | 0,003 | 0,010 | — | — | — | — | — | — | 0,3 |
1.3.1.9. Каждый моток, катушка, барабан или сердечник должны состоять из одного отрезка проволоки.
Допускается контактная сварка кусков проволоки, при этом проволока в местах сварки должна соответствовать требованиям табл. 1.
1.3.1.10. Масса проволоки в мотке, катушке, барабане или сердечнике приведена в приложении 2.
1.3.1.11. Прутки изготовляют немерной длины от 1 до 5 м.
Допускаются в партии укороченные до 0,5 м прутки в количестве не более 15 % массы партии.
1.3.1.12. Прутки должны быть ровно обрезаны или обрублены.
1.3.2. Исполнение по требованию потребителя
1.3.2.1. Сварочную проволоку из меди изготовляют диаметром 0,5 мм с предельным отклонением минус 0,05 мм.
1.3.2.2. На поверхности проволоки не допускаются дефекты, приведенные в п. 1.3.1.4, глубина которых при контрольной зачистке превышает половину предельного отклонения по диаметру.
1.3.2.3. Временное сопротивление твердой проволоки из материала марок M1, M1p, МНЖКТ5-1-0,2-0,2 должно соответствовать указанному в табл. 6.
Таблица 6
| Марка материала сварочной проволоки | Временное сопротивление sв, МПа (кгс/мм2), не менее |
| M1, M2p | 350 (36) |
| МНЖКТ5-1-0,2-0,2 | 440 (45) |
1.3.2.4. Твердая проволока диаметром 0,8-6,0 мм должна выдерживать не менее четырех испытаний на перегиб.
1.3.2.5. Проволоку из сплава марки ЛК62 допускается изготовлять с массовой долей кремния 0,06-0,20 %.
1.3.2.6. Проволоку из сплавов марок БрХ0,7, БрХНТ и БрНЦр допускается изготовлять из сплавов вакуумной выплавки.
1.3.2.7. Прутки при испытании на загиб должны выдерживать в холодном состоянии без проявления следов надрывов и отслоений загиб на 90°.
1.3.2.8. Прутки из сплава марки ЛОК59-1-0,3 допускается изготовлять в мотках в соответствии с требованиями п. 1.3.1.8.
1.3.2.9. Прутки из сплавов марок М1р, М2р, ЛМц58-2 и ЛЖМц59-1-1 допускается изготовлять с предельными отклонениями по диаметру ±0,5 мм.
1.3.3. Исполнение по согласованию изготовителя с потребителем
1.3.3.1. Проволоку и прутки допускается изготовлять промежуточных диаметров с предельными отклонениями по диаметру для следующего большего диаметра, приведенного в табл. 1 и 2.
1.3.3.2. Проволоку изготовляют с нормальной массой мотка, катушки, барабана или сердечника, превышающей нормы, приведенные в приложении 2. При этом предельные отклонения по диаметру, овальность и качество поверхности проволоки устанавливаются по согласованию.
1.4. Маркировка
К каждому мотку, если он не связан в бухту, или бухте, барабану, сердечнику, пучку должен быть прикреплен фанерный или металлический ярлык, на каждую катушку должна быть наклеена этикетка с указанием на них:
- товарного знака или наименования и товарного знака предприятия-изготовителя;
- условного обозначения проволоки или прутков;
- номера партии;
- штампа (клейма) технического контроля.
1.5. Упаковка
1.5.1. Каждый моток проволоки должен быть перевязан не менее чем в двух местах симметрично проволокой по ГОСТ 3282.
Концы проволоки, намотанной на катушки, барабаны, сердечники, изготовленные по ГОСТ 25445, должны быть надежно закреплены.
Допускается по согласованию изготовителя с потребителем производить намотку проволоки на возвратные катушки или барабаны, изготовленные потребителем.
1.5.2. Мотки проволоки одной партии связывают в бухты. Каждая бухта должна быть перевязана не менее чем в трех местах по окружности бухты проволокой по ГОСТ 3282.
Масса грузового места должна быть не более 80 кг.
1.5.3. Прутки одной партии связывают в пучки массой не более 80 кг. По согласованию изготовителя с потребителем допускается сматывать прутки в бухты массой не более 80 кг или пучки массой до 500 кг. Каждый пучок должен состоять не менее чем из трех прутков и перевязан проволокой или другим материалом не менее чем в двух местах, а при длине прутков свыше 3 м не менее чем в трех местах равномерно по длине прутка, исключая взаимное перемещение прутков в пучках.
1.5.4. Бухты проволоки и прутков, а также пучки прутков обертывают нетканым материалом по нормативно — технической документации и обвязывают не менее чем в двух местах проволокой по ГОСТ 3282.
По согласованию изготовителя с потребителем допускается применять другие виды перевязочных и упаковочных материалов, по прочности не уступающие перечисленным выше и обеспечивающие сохранность качества продукции, за исключением льняных и хлопчатобумажных тканей.
Упаковка продукции в районы Крайнего Севера и приравненные к ним районы — по ГОСТ 15846.
1.5.5. Грузовые места формируют в транспортные пакеты в соответствии с требованиями ГОСТ 24597, ГОСТ 26663, ГОСТ 21650, ГОСТ 9078, ГОСТ 9557, а также с использованием деревянных подкладок сечением не менее 50×50 мм. В качестве обвязочных средств применяют проволоку диаметром не менее 3 мм по ГОСТ 3282, ленту размерами не менее 0,3×30 мм по ГОСТ 3560, пакетирующие стропы из проволоки по ГОСТ 3282 или другие материалы, не уступающие по прочности перечисленным выше. Концы проволоки соединяют скруткой, ленты — в замок.
Масса транспортного пакета должна быть не более 1250 кг, высота — не более 1350 мм.
1.5.6. Проволоку и прутки допускается транспортировать в универсальных контейнерах по ГОСТ 20435 или по ГОСТ 22225.
В каждый контейнер должен быть вложен упаковочный лист, на котором указывают сведения, приведенные в п. 1.4.