03.01.2022 Автор: VT-METALL
Из этого материала вы узнаете:
- История создания быстрореза
- Характеристики быстрорежущих сталей
- Марки и разновидности быстрорежущей стали
- Производство быстрорежущих сталей и их обработка
- Область использования быстрорежущей стали
- Область применения различных марок быстрорежущих сталей
Всевозможных металлов, обладающих разными характеристиками и свойствами, существует на рынке огромное количество. Быстрорежущая сталь относится к инструментальному типу, так как ее используют в производстве режущего инструмента. Она дает возможность разрезать металл на очень больших скоростях и под действием высокой температуры.
Свойства и особые характеристики быстрорезов позволяют применять их для изготовления инструментов повышенной прочности для самого разного использования. Другие особенности этого сплава описаны ниже.
История создания быстрореза
Назначение быстрорежущей стали определилось в ходе исторического процесса. До того как появились быстрорезы, мастерами использовались обычные резцы из стали. Они не так хорошо подходили для обработки деталей из дерева и изделий из цветных металлов. Основная проблема, связанная с обтачиванием таким инструментом, – это медлительность процесса. Также режущая деталь быстро приходит в негодность и достигает высокой температуры.
VT-metall предлагает услуги:
Быстрорежущая сталь стала настоящим открытием для мастеров. Она появилась в 1858 году, когда удалось открыть сплав из вольфрама и марганца. Химические элементы идеально подходили в качестве легирующих. На протяжении XXI века ученые искали варианты с улучшенными характеристиками. Особых успехов удалось достичь именно в прочности материала.
В результате скорость обработки деталей стала в разы больше, как и производительность металлорежущих станков.
В XX столетии самозакаливающимися составами успешно заменили вольфрамовые. В наши дни самыми эффективными считаются безвольфрамовые соединения.
Характеристики быстрорежущих сталей
В результате появляется вопрос о том, какая сталь быстрорежущая? Из всего ее многообразия таковыми можно считать лишь сплавы, в которых содержится много легированных добавок. Разные химические элементы способны значительно изменить свойства металла.
Если говорить об основных качествах стали, это в первую очередь повышение твердости сплава. Такое свойство определяется целью материала – создание условий, при которых металл сможет работать на более высокой скорости. Сталь должна сохранять свои качества даже при сильном трении, которое появляется в процессе резания. Иначе материал будет непригоден для производства.
Другие свойства быстрорежущей стали:
- Удержание высокого уровня стойкости даже при большой температуре.
Устойчивость объясняется способностью инструмента действовать без изменения характеристик. Любые преобразования могут привести к ухудшению качества результата, поэтому важно сохранять первоначальный баланс. Например, изменения, связанные с кристаллической решеткой, в результате приводят к чрезмерному трению и нагреву металла. Затем твердость материала снижается, а пластичность, наоборот, становится выше. Износ такого инструмента произойдет гораздо быстрее, чем в условиях верной эксплуатации. - Прочность.
Твердость быстрорежущей стали связана с ее применением. Часто материал используют для резки заготовок либо обработки деталей. Результаты исследований свидетельствуют о том, что сталь высокого качества сохраняет свои характеристики при температуре до +6 000 °С. Если же качество стали обычное, то твердость будет меньше, чем у любого другого углеродистого металла. - Повышенная устойчивость, за счет которой стальной инструмент трудно разрушить.
Для такого металла недопустимы хрупкость и гибкость, так как он работает на достаточно большой скорости. Благодаря устойчивости сталь также можно использовать с высоким показателем подачи. Это приведет к большей глубине резания.
Область использования быстрорежущей стали
Резцы из быстрорежущей стали могут использоваться для разных инструментов. В основном, это сверла и фрезы небольшого размера. С помощью данных инструментов проводят обработку материалов, из которых создают конструкции, детали машин и некоторых сооружений. Область применения способны расширить примеси.
Например, с вольфрамом сталь становится пригодной для нарезания зубьев или резьбы. Инструмент с добавлением ванадия используют для создания приспособлений, способных сделать чистовую обработку материала. С кобальтом можно обрабатывать металл с антикоррозионными и жаропрочными свойствами.
И фрезы, и сверла из быстрорежущей стали должны быть устойчивыми к разным температурам и износу. Но есть и ряд дополнительных требований, которые способны повысить качество стали. В первую очередь это способность сопротивляться коррозии, а также сохранять первоначальные габариты и форму даже при высокой скорости работы.
Не менее важна устойчивость к динамическим нагрузкам. Для марок инструментальной быстрорежущей стали характерно сопротивление высоким температурам от +600 °С до +6 400 °С. Эти параметры позволяют их использовать для создания фрез, метчиков, протяжек, резцов, пил и зенкеров.
Рекомендуем статьи
- Виды сварных швов: разбираемся в классификации и особенностях
- Производство изделий из металла: технологии, преимущества, поэтапный контроль
- Сварка плавлением: где применяется и как производится
Токарное дело
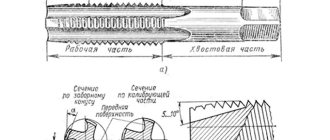
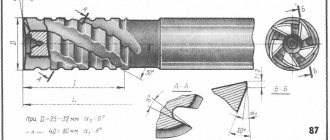
Изготовление быстрорежущих и углеродистых резцов. Быстрорежущие резцы лишь небольших размеров делают цельными. Резцы средних и крупных размеров, для экономии дорогостоящей быстрорежущей стали, должны быть наварными.
Пластинки из быстрорежущей стали привариваются к стержню резца с помощью различных порошков. Сварочный порошок накладывается слоем толщиной около 3 мм между пластинкой и стержнем резца. После этого резец помещают в индуктор высокочастотной установки, в крайнем случае в печь или даже кузнечный горн, где он нагревается до светло-красного цвета. Убедившись в том, что пластинка не сдвинулась, ударяют по ней один раз молотком для закрепления ее на месте. Затем резец снова помещают в печь и нагревают до температуры сварки, т. е. до светло-желтого, почти белого цвета и появления пузырей на пластинке. Вынув резец из печи, плотно прижимают пластинку к стержню под ручным прессом или легкими, но частыми ударами кузнечной кувалды (через гладилку). Охлажденный резец можно закаливать как цельный. Резцы из быстрорежущей стали при закалке нагревают «ступенями»: сначала медленно нагревают до определенной температуры, затем быстро до следующей ступени температуры и только после этого быстро поднимают температуру нагрева до 1240—1300° С. Охлаждение резца производится в масле или струе холодного воздуха. Для отпуска резца его нагревают, выдерживая в печи 3—4 после чего охлаждают в масле или в струе воздуха. Материал резца улучшается, если отпуск производят 2—3 раза с выдержкой 1 ч после нагрева. Резцы из углеродистой стали изготовляют обычно цельными, независимо от их размеров. Такие резцы получают необходимую форму механической обработкой или ковкой. Придание резцу необходимой формы кузнечным способом всегда связано с понижением качества его материала — выгоранием полезных элементов, образованием трещин и т. д. Поэтому такой способ следует применять лишь в случае безусловной необходимости и выполнять со строгим соблюдением всех правил ковки. Откованные резцы следует подвергать отжигу, уничтожающему внутренние напряжения в стали, образовавшиеся во время ковки. Для этого резцы нагревают до температуры отжига, соответствующей марке стали изготовляемого резца, после чего резец охлаждают в сухом древесном угле, золе или песке.
Для закалки резца головка его нагревается до соответствующей температуры, затем резец охлаждается в какой-либо жидкости или на воздухе; после этого производится отпуск резца. Характер и продолжительность каждой из этих операций устанавливается в зависимости от сорта стали. Резцы из углеродистой стали, нагретые до соответствующей температуры (760—800° С в зависимости от марки стали), охлаждают в воде комнатной температуры.
Для сообщения резцу вязкости его подвергают отпуску. С этой целью как только головка охлаждаемого резца потемнеет, его вынимают из воды, очищают головку от окалины и ждут, пока она снова нагреется теплотой, оставшейся в неохлажденной части резца, до температуры, соответствующей данной стали и определяемой по цвету побежалости. Как только цвет побежалости, соответствующий данной температуре, дойдет до вершины резца, последний быстро охлаждают в воде.
Заточка новых быстрорежущих и углеродистых резцов с приваренными пластинками и изготовленных ковкой, производится в два приема. Предварительная заточка резцов выполняется до их закалки кругом из электрокорунда зернистостью 80—50 и твердостью CI—СТ1. При этой заточке должны быть получены все углы резца. Окончательная заточка таких резцов, а также переточка резцов, находящихся в работе и затупившихся, производится на круге из электрокорунда белого зернистостью 40 или 25 с твердостью СМ—СМ1, при окружной скорости круга 25—35 м!сек> при обильном охлаждении.
Резцы, форма головки которых получена механической обработкой, а также резцы с аккуратно приваренной пластинкой затачиваются полностью после термообработки (без предварительной заточки). Окончательно заточенный резец подвергается доводке на диске или заправляется абразивным бруском. Для доводки быстрорежущих резцов применяют пасты — крупнозернистую и мелкозернистую. Состав крупнозернистой пасты в % (по весу):
Электрокорунд белый или нормальный зернистостью М40—М28 — 70;
Стеарин технический — 28;
Олеиновая кислота — 2;
Состав мелкозернистой пасты в % (по весу): 65
Электрокорунд белый или нормальный зернистостью М20—M10: 32
Стеарин технический Олеиновая кислота: 3
Общие замечания о заточке и доводке резцов. Заточка и доводка резцов — одна из самых опасных работ, выполняемых токарем.
Поэтому при выполнении ее необходимо соблюдать следующие правила техники безопасности:
1) если заточка производится всухую и у станка нет защитного стекла, токарю необходимо надевать специальные очки;
2) при заточке резца надо стоять не напротив вращающегося круга, а несколько сбоку, чтобы в случае разрыва круга осколки его не задели рабочего;
3) подкладка, на которую опирается затачиваемый резец, должна быть установлена возможно ближе к шлифовальному кругу;
4) круг всегда должен быть в исправном состоянии и хорошо выправленным;
5) биение круга не допускается;
6) защитный кожух, закрывающий круг, всегда должен быть на месте.
Область применения различных марок быстрорежущих сталей
| Марка быстрорежущей стали | Область применения и основные характеристики марки |
| Р9 | Чаще всего используют с инструментами несложной формы, которая не потребует длительной шлифовки. Также подойдет для конструкционных материалов. Сталь обладает пониженной производительностью шлифования, но при этом более высокой пластичностью в сравнении с другими марками. Характеристика делает ее пригодной для применения метода пластической деформации. |
| Р18 | Данный вид стали имеет высокую технологичность. Благодаря эксплуатационным качествам сфера применения достаточно широкая. Обработке поддадутся почти все виды обычных конструкционных материалов. Шлифуемость на высоком уровне |
| Р12 | Область применения практически такая же, как и в случае с быстрорежущей сталью Р18. Однако производительность шлифовки ниже, чем у Р18 |
| 10Р6М5 | Пригодна для обработки инструментов режущего характера и работающих с ударными нагрузками. Спектр закалочных температур меньше, чем в случае с Р18. Вероятность обезуглероживания повышенная |
| Р6М5 | Характеристики аналогичны марке 10Р6М5. Отличие состоит в меньшей твердости, но при этом большей прочности |
| Р6М5Ф3 | Шлифуемость невысокая. Используется в обработке разверток, фасонных резцов, конструкционных сталей (при условии среднего режима резания), протяжек, получистовых и чистовых инструментов |
| Р12Ф3 | На средней скорости резания возможна обработка получистовых и чистовых инструментов, а также абразивных материалов. Хорошая альтернатива для марок Р14Ф4 и Р6Ф5, так как шлифуемость выше, а остальные характеристики почти одинаковы |
| Р9Ф5, Р14Ф4 | Шлифуемость невысокая. Используют с инструментами несложной формы, которые не потребуют длительной шлифовки. Отлично покажет себя в обработке абразивных материалов и чистовых инструментов с небольшими сечениями среза |
| Р9М4К8, Р6М5К5 | Марки выдерживают высокие температуры, поэтому подойдут для жаропрочных материалов. Шлифуемость немного пониженная |
Совокупность видов металлических изделий включает в себя такие формы, как полоса, листовой прокат, круг и квадрат. На практике наиболее часто используется круг. Квадрат предназначен для создания ножей, электрорубанков и токарных резцов. Каждая составляющая сортамента имеет свою специфику, поэтому для надежности следует проконсультироваться со специалистом.
Таким образом, удалось выяснить, что означает быстрорежущая сталь и твердый сплав, какие характеристики и особенности имеет сталь, а также как расшифровать ее маркировку. Область применения марок также была приведена, а более подробную информацию можно получить в профильных компаниях. Они подберут материал с такими качествами, которые окажутся наиболее оптимальными именно для вашей ситуации. Также будут представлены необходимые условия производства и термообработки быстрорежущей стали, которые обеспечат ее высокое качество.
Классификация резцов
Мы разберем основные признаки, по которым классифицируют токарные резцы по металлу для станков с ручным управлением, полуавтоматов и автоматов с ЧПУ.
Материал рабочей части
Головки резцов для токарных станков по металлу изготавливают из материалов с высокой твердостью и устойчивостью к износу.
Инструментальные быстрорежущие стали
Основной легирующий элемент в таких сплавах – вольфрам (Р9, Р18). Некоторые марки быстрорежущих сталей содержат также молибден (Р6М5) и кобальт (Р6М5К5). Из этих сравнительно недорогих сплавов изготавливаются преимущественно монолитные резцы. Их используют для обработки заготовок из рядовых незакаленных сталей, цветных материалов и их сплавов.
Один из существенных недостатков быстрорежущих сталей – снижение твердости при нагреве свыше 200 °C. Резцы быстро теряют свои свойства при обработке на высоких скоростях вращения шпинделя и подачах, при недостаточной подаче СОЖ.
Твердые сплавы
Основу всех твердых сплавов составляют карбиды. В качестве связки используется кобальт. Из-за высокой цены твердые сплавы производятся преимущественно в виде пластин, которые припаиваются или закрепляются механическим способом на головках резцов. Существуют также монолитные твердосплавные инструменты (центровки, сверла) небольшого размера.
Твердые сплавы получают путем спекания и горячего прессования. Они имеют высокую твердость (86 – 92 HRA) и красностойкость (до 1150 °С), поэтому используются для изготовления деталей из труднообрабатываемых материалов: чугунных отливок, нержавеющих, жаропрочных, титансодержащих и закаленных сталей. По химическому составу твердые сплавы разделяют на следующие группы:
- Вольфрамокобальтовые (ВК3, ВК6, ВК8).
- Титановольфрамокотальтовые (Т15К6, Т5К10).
- Титанотанталовольфрамокобальтовые (ТТ7К12, ТТ20К9).
Из-за высокой стоимости вольфрама были созданы безвольфрамовые твердые сплавы на основе карбидов и цианидов титана. Твердосплавные пластины с износостойкими покрытиями выпускаются как отдельная группа материалов и имеют буквенную маркировку ВП.
Большинство зарубежных производителей твердых сплавов использует собственную маркировку. Чаще всего она не содержит сведений о составе материала и покрытия, поскольку эта информация считается коммерческой тайной. Вместо этого производители дают наглядные рекомендации по применению.
Твердые сплавы имеют ряд ограничений и недостатков в сравнении с быстрорежущими сталями: они нетехнологичны и имеют низкую ударную вязкость (склонны к образованию трещин при ударах). Для заточки токарных резцов по металлу с твердосплавными напайками используется специализированный абразивный инструмент (преимущественно алмазный).
Качество обработки
Некоторые источники предлагают делить резцы на черновые, получистовые и чистовые. В действительности качество обработки (шероховатость поверхности) зависит не только от конструктивных особенностей режущего инструмента, но также от качества его заточки и режима обработки – подачи на оборот и припуска. Поэтому один и тот же резец может использоваться как для обдирочных, так и для финишных токарных операций.
Виды резцов по выполняемым операциям
Токарно-винторезные станки способны выполнять множество видов обработки и с помощь них получают детали разных форм. В зависимости от назначения (выполняемой операции) резцы для них делят на несколько типов:
- Проходные служат для обработки наружных поверхностей цилиндрической и конической форм, формирования фасок. Подача выполняется параллельно оси заготовки.
- Подрезные используются для торцевания деталей. Резец подается перпендикулярно к оси заготовки.
- Проходные упорные резцы выполняют все перечисленные выше операции. Их широко применяют при изготовлении ступенчатых валов.
- Расточные резцы служат для обработки внутренних цилиндрических и конических поверхностей. Одна из особенностей их конструкции – массивная державка. От жесткости этого элемента зависит размерная точность.
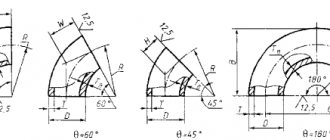
- Резьбовые (наружные и внутренние) резцы служат для нарезания метрической и трубной резьбы. Их углы заточки составляют 60° и 55° соответственно. Для упорной и трапецеидальной резьбы используются специализированные фасонные резцы.
- Отрезные используются для отрезания заготовок.
- Прорезные (канавочные) резцы служат для протачивания наружных и внутренних канавок (для выхода шлифовального круга, для установки стопорных колец и т. д.)
- Фасонные – разнообразные по форме узкоспециализированные инструменты для создания профильных поверхностей.
- Резцы для контурного точения. Этот вид инструмента появился сравнительно недавно и используется преимущественно на станках с ЧПУ для чистовой обработки сложных поверхностей. Такие резцы снабжены пластинами ромбовидной формы, имеют острый угол заточки и рассчитаны на работу с небольшими припусками (до 2 мм).