Отрезка и обработка канавок: важно знать
Отрезка и обработка канавок — это отдельно выделенный раздел токарной обработки, объединяющий широкий спектр различных операций, требующих специально разработанного инструмента, который иногда возможно использовать и для обычного точения. Ниже мы попытаемся дать полезные рекомендации по операциям отрезки и обработки канавок.
Регулировка высоты кромки при обрезке и обработке канавок
- Установите резец так, чтобы он находился под углом 90° к заготовке. Таким образом обеспечивается высокая чистота обработки поверхности и снижается риск колебаний.
- Установите резец по центру оси с допуском ± 0,1 мм., особенно при обработке заготовок небольших диаметров. Таким образом достигается наибольший ресурс стойкости инструмента, уменьшается усилие резания и образования заусенцев.
Отрезка
- Снижение подачи на 30% при приближении резца к середине заготовки продлевает ресурс стойкости пластины.
- Следует выбирать резец с наименьшим вылетом для предотвращения вибрации и отклонения инструмента.
Продольное точение, профильная обработка
- Последовательность обработки 0,5 мм: радиальная подача на необходимую глубину резания (макс. 0,75 x ширины кромки режущей пластины), радиально отвод на 0,1 мм, продольная обточка до следующего упора, диагональный отвод наружу на 0,5 мм до начальной точки, радиальная подача на необходимую глубину подачи и т.д.
- При проточке основания канавки или снятия фаски следуйте прилагаемым технологическим операциям. Это уменьшает отклонение инструмента и препятствует выкрашиванию режущей кромки.
Торцевая обработка
Черновая обработка
- Точение ведется от большого ø к оси. При отводе резца рекомендуется слегка поменять его угол (1).
Обработка канавок
- Глубина резания при осевой подаче меньше чем 0,75 x S (Ширина кромки). Если ширина канавки больше чем глубина, следуйте приведенным на рисунке технологическим операциям. Если глубина канавки больше чем ширина, следует вести проточку канавками (2) отдельными операциями на необходимый ø.
Чистовая обработка
- Для чистовой обработки следует первоначально обточить внешний ø основание. Затем следует обточить внутренний ø до необходимого размера как показано на рисунке (3).
Внутренняя обработка
- Порядок обработки согласно рисунку. При обработке глухих отверстий для лучшего схода стружки следует работать изнутри наружу.
Рекомендумые режимы резания
| Размер пластины | Рекомендумая подача (мм/об) | |||
| Ширина пластины | Отрезка | Обработка канавок | Точение | Профильная обработка |
| 2.5 | 0.05 — 0.15 | 0.05 — 0.15 | 0.05 — 0.15 | 0.05 — 0.15 |
| 3 | 0.05 — 0.15 | 0.05 — 0.15 | 0.07 — 0.15 | 0.1 — 0.2 |
| 4 | 0.05 — 0.2 | 0.05 — 0.2 | 0.07 — 0.25 | 0.1 — 0.2 |
| 5 | 0.07 — 0.2 | 0.07 — 0.22 | 0.1 — 0.25 | 0.15 — 0.3 |
| 6 | 0.1 — 0.3 | 0.07 — 0.25 | 0.1 — 0.3 | 0.15 — 0.3 |
Советуем вам так же ознакомиться с ассортиметом интструмета для отрезки и нарезания канавок
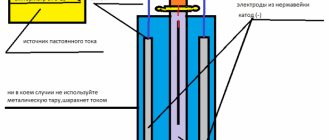
глубокая торцевая канавка в нержавеющей стали G74
Теперь про программу.
T101 ……………………………………( выбор инструмента 1 с корректором 1)
G97 G99 S200 M3; ……………..( частота вращения шпинделя в об/мин, подача в мм/об, число оборотов, вращение по часовой стрелке)
G0 X135. Z1. M8………………… ( Стартовая позиция на ускоренном перемещении , С.О.Ж.)
#500=0………………………………. ( переменной #500 присвоить значение 0 )
WHILE [#500 NE 8] DO 1 ……( пока переменная #500 не равна 8, выполнять блок 1)
G1 W-6. F.1 ………………………….( рабочее перемещение на 6 мм в минус по оси Z с подачей 0,1 мм/об)
G0 W6. ………………………………..( ускоренное перемещение по оси Z на 6 мм в плюс )
U1. ………………………………………( ускоренное перемещение по оси Х на 1 мм в плюс )
G1 W-6. ………………………………( рабочее перемещение на 6 мм в минус по оси Z )
G0 W1. ……………………………….( ускоренное перемещение на 1 мм в плюс по оси Z )
U-1. …………………………………….( ускоренное перемещение на 1 мм в минус по оси Х )
#500=#500+1 …………………….(переменную #500 увеличить на 1)
END 1 …………………………………(конец блока 1)
G0 Z1. M9 …………………………..(выход в Z1, отключение охлаждения)
G30 U0 W0 M5 …………………..(возврат во вторую референтную точку)
M30……………………………………..(конец программы и сброс)
Ещё немного пояснений.
На токарном Fanuc-0i-TC (TD, TF) относительные координаты задаются не G-кодом, а адресом
абсолютные…………X……Z…….C
относительные……U……W……H
Например, резец стоит в позиции X100. Z2. Если станку в MDI задать G0 X50. Z-10., то резец поедет в точку X50. Z-10. А если задать G0 U50. W-10., то резец поедет в точку X150. Z-8. Поэтому в теле цикла использованы относительные координаты, чтобы перемещения шли от текущего положения инструмента. Стартовая точка цикла при каждом прогоне смещается на 5 мм в минус, что обеспечивает заглубление в деталь на 5 мм при каждом прогоне. Переменная #500 при каждом прогоне увеличивается на единицу, как только достигнет значения 8 повтор тела цикла прекращается и выполняется остальная часть программы.
Часть токарных станков у меня с приводным инструментом, поэтому я всегда пишу G98/G99 (подача в мм/мин или в мм/об)для каждого инструмента. А то может возникнуть неприятная ситуация, когда после фрезерования шпоночного паза пойдёт отрезка со скоростью 0,07 мм/мин Так что это привычка, а по умолчанию на токарном активна G99 и можно её не писать. Также я привык не писать незначащие нули, ставить точки в значениях координат, не писать модальные G-коды в каждой строчке, если подряд выполняется, например, рабочее перемещение и т.д.
Ну и напоследок советую скачать руководство по программированию Fanuc для токарного станка на русском языке, там подробно (правда иногда заумно :)) расписана и работа постоянных циклов, и макропрограммирование, и коррекция на радиус инструмента и прочие тонкости. Ну а если что будет не понятно, то на форуме всегда помогут разобраться с конкретными примерами.
Удачи :hi:
Вытачивание наружных канавок и отрезание
Главная / Слесарное дело / Совершенствование навыков выполнения слесарных и токарных работ / Работа на токарном станке. Вытачивание наружных канавок и отрезание / Вытачивание наружных канавок и отрезание
6 марта 2012
Канавки вытачивают прорезными резцами. Узкие и неточные канавки вытачивают резцами за один проход.
| Вытачивание канавки за один проход |
Ширина и форма режущей кромки резца должны соответствовать форме и размерам канавки. Канавки с точными размерами по ширине и диаметру выполняют прорезными резцами, ширина режущей кромки которых уже ширины канавки.
Вытачивают канавку за три прохода. Вначале оставляют припуск по ширине и диаметру канавки, затем производят чистовое обтачивание левой стенки канавки, правой стенки и диаметра канавки.
| Оставление припуска по ширине и диаметру канавки |
| Обтачивание левой стенки канавки |
| Обтачивание правой стенки канавки и по диаметру |
Широкие канавки вытачивают за несколько проходов так же, как и канавки, имеющие точные размеры. Сначала снимают припуск с правой стороны, а затем — с левой стороны стенок канавки. Снимают припуск со стенок, подавая резец поперечно оси заготовки. Положение правой и левой стенок канавки устанавливают, пользуясь измерительным инструментом или шаблоном.
В массовом производстве широкие канавки вытачивают при помощи неподвижных продольных и поперечных упоров.
Продольные упоры устанавливают на направляющей станины для ограничения перемещения суппорта вдоль оси заготовки.
Установка продольного упора
Продольные упоры избавляют токаря от необходимости размечать канавку на каждой обрабатываемой заготовке.
Поперечные упоры ограничивают перемещение резца на нужную глубину канавки.
Неглубокие канавки прорезают канавочными или комбинированным резцами.
| Канавочный (а) и комбинированный (б) резцы |
Отрезают детали отрезными резцами.
| Отрезание заготовки |
У отрезных резцов головка имеет большой вылет и малую прочность. Прочность головки резца повышают, увеличивая ее высоту.
При отрезании возникают вибрации, которые приводят к поломке резца. С вибрациями борются, увеличивая жесткость крепления заготовки и резца. Для этого перед отрезанием подтягивают клинья суппорта и затягивают винт, крепящий каретку на станине, что предотвращает каретку от продольного смещения.
Чтобы уменьшить вибрации, рекомендуется производить отрезание при обратном вращении шпинделя, применяя изогнутый резец, который устанавливают режущей кромкой вниз.
| Отрезание детали перевернутым резцом |
Вопросы
- Какими резцами прорезают наружные канавки?
- Расскажите о приемах вытачивания широких канавок.
- Какими резцами прорезают неглубокие канавки?
- Как увеличивают жесткость отрезного резца?
«Слесарное дело», И.Г.Спиридонов, Г.П.Буфетов, В.Г.Копелевич
Дуб Американский Красный: свойства и способы обработки
Как правильно и удобно утилизировать строительный мусор
Орех Американский: свойства и способы обработки
Отделка офисов
Обработка внутренних канавок
9. Большинство методов для наружных канавок применимы и для внутренних.
10. Использование СОЖ желательно под давлением.
11. Обработка внутренних канавок выполняется методом радиального врезания, а широких канавок методами многопроходного радиального врезания, а также плунжерного точения. Данные методы уже были рассмотрены выше.
12. Обработку широких внутренних канавок лучше использовать точение в разгонку. Но необходимо учитывать сход стружки, поэтому проходы программировать в направлении выхода из отверстия.
13. Используем острую геометрию пластины.
14. Выбираем самый минимальный вылет резца. Вылет инструмента не должен превышать 3D для стальных оправок, 5D для цельных твердосплавных оправок или антивибрационных оправок и 7D для антивибрационных твердосплавных оправок. Иначе возможны вибрации и поломка инструмента. Для снижения вибрация берем острые пластины с положительной геометрией и адекватные режимы резания.
15. Выбираем максимальный диаметр оправки для обеспечения максимальной жесткости и стабильности обработки, но при этом надо учитывать возможность выхода стружки.
16. Совсем в нежестких условиях берем минимальную ширину пластины и минимальный радиус при вершине. Потом обязательно проводим чистовой проход.
17. Для обеспечения хорошей эвакуации стружки строим обработку таким образом, чтобы проходы были от дна отверстия к его входу. Так как стружка сходит в направлении движения резца.
Обработка торцевых канавок
18. Используем СОЖ, точно направленную в зону резания для вымывания стружки и не застревания ее в канавке. Еще лучше использовать СОЖ под давлением вплоть до 80 бар для более лучшего стружкодробления, эвакуации стружки, а также для повышения стойкости инструмента.
19. Выбираем инструмент, позволяющий обрабатывать максимально больший диаметр на первом врезании, но подходящий для обрабатываемой торцевой канавки. Он менее изогнут и более жесткий.
20. Стратегия черновой обработки торцевых канавок показана на рисунке ниже. Проход 1 осуществляется на максимальном диаметре, при этом наблюдается стружконавивание. На проходах 2 и 3 пластины снимают 50…80% ширины пластины, при этом наблюдается стружкодробление, здесь уже возможно увеличить подачу. Затем требуется чистовой проход.
21. Используем точение канавки в разгонку боковой кромкой пластины. Приоритетный способ обработки торцевой канавки. Он обеспечивает лучший контроль над стружкодроблением. Точим от большего диаметра к центру. Требуется чистовой проход. Величина осевого врезания не должна превышать ¾ ширины пластины.
22. Чистовая обработка торцевой канавки выполняется, как показано на рисунке ниже. Обработку необходимо вести от периферии к центру и вглубь. Первый проход проводим на расстоянии радиуса угла канавки от большего диаметра канавки.
23. Выбирайте инструмент, работающий в нужном диапазоне диаметров, иначе возможно затирание корпусом резца поверхностей детали.
24. И как обычно, минимальный вылет резца для снижения вибраций.
25. Сохраняем низкую подачу на первом врезании во избежании пакетирования стружки. Если стружкодробление плохое на первом врезании, то можно применить прерывистое врезание.
26. При выводе инструмента отвести его от внутренней стенки канавки.
Профильная обработка
27. Для контурной обработки используют круглые пластины. Резец с данной пластиной может точить в разные стороны, поэтому способен заменить несколько резцов и освободить место в револьверной головке или магазине станка, а также снизить количество смен инструмента.
28. Надо менять направления продольного точения, чтобы равномерно изнашивались пластины.
29. Для обработки канавок с радиусами в углах равными радиусу пластины необходимо снижать подачу при прохождении угла, так как в углу длина контакта пластины достигает большого значения и возникают высокие силы резания. Но снижение подачи может привести к вибрации, поэтому используем прерывистое резание (делаем микроостановы для дробления стружки, т.к. она стремится наматываться на резец), но данный вариант не рекомендуется. Необходимо выбирать инструмент, у которого радиус пластины меньше радиуса в канавке. Желательно самый минимальный радиус пластины выбирать.
30. Трохоидальное точение. На входе и выходе из резания снижаем подачу.