Характеристики марки стали AISI 304 / SS 304
| Стандарт | ASTM A182 — Стандартные спецификации на кованые или катаные фланцы для труб, кованые фитинги, клапаны и детали из легированной и нержавеющей стали, предназначенные для эксплуатации при высоких температурах ASTM A213 — Стандартные спецификации для бесшовных труб для котлов, пароперегревателей и труб теплообменников из ферритных и аустенитных сталей ASTM A240 — Стандартные спецификации на хром- и никель-хромовые, хром- и марганец-никелевые нержавеющие стали для пластин, листов, полос, служащих для изготовления сосудов, работающих под давлением, а также для общего применения ASTM A312 — Стандартные спецификации на бесшовные, сварные и прошедшие интенсивную холодную обработку трубы из аустенитной нержавеющей стали | ||||||
| Классификация | Нержавеющая сталь | ||||||
| Применение | Листовой прокат, трубы, профили | ||||||
| Другие наименования | UNS | S30400 | |||||
| США (ASTM A167) | Листовой прокат | A167 304 | |||||
| США (ASTM A182) | Кованые и катанные фланцы | A182 F304 | |||||
| США (ASTM A213) | Бесшовные трубы | A213 TP304 | |||||
| США (ASTM A240) | Плоский прокат | A240 Type 304 | |||||
| США (ASTM A271) | Бесшовные трубы перегонные | A271 304 | |||||
| США (ASTM A312) | Бесшовные трубы | A312 TP304 | |||||
| США (ASTM A851) | Сварные конденсаторные трубы | A851 TP304 | |||||
Сталь AISI 304 – самая востребованная марка стали из класса нержавеющих. Повышенный спрос и повсеместное применение обусловлено ее универсальностью. Сталь аиси 304 имеет высокие показатели устойчивости коррозии в агрессивных средах, высокое сопротивление окислению и отличные низкотемпературные свойства.
Стоит отметить, что нержавейка AISI 304 устойчива к негативному воздействию воды (соленая, пресная, водопроводная) и растворов кислот в высоких концентрациях (уксусная, муравьиная, азотная).
Цена aisi 304 вполне доступна, что является еще одним из ее преимуществ.
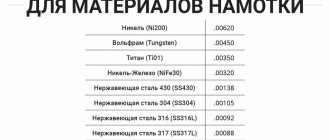
Удельное сопротивление нержавеющей стали
- Свойства
- Таблица технических характеристик
В современном мире нержавейка является незаменимым материалом при производстве разных разновидностей изделий. Она применяется в пищевой, медицинской, металлургической и военной промышленности.
Свойства нержавейки
Сегодня такой материала, как нержавейка является достаточно популярным при производстве многих изделий промышленного и бытового назначения. Нержавеющая сталь представляет собой материал, который производится из стали с добавлением отдельных примесей, которые замедляют или делают процесс образования коррозии на металле невозможным.
Основным достоинством нержавеющей стали является то, что она обладает высоким уровнем устойчивости к появлению ржавчины.
В зависимости от добавленных к стали элементов нержавейка может обладать разными внешними качествами и свойствами. Если каких-либо примесей будет больше или меньше, то процесс коррозии либо будет вообще невозможен, либо он появится спустя длительное время использования предметов, созданных из данного материала.
Нержавеющая сталь применяется для производства промышленного и бытового оборудования, посуды и многих других вещей, которые сталкиваются с влиянием агрессивной среды.
На промышленных предприятиях нержавейку получают путем добавления к стали таких элементов, как:
- медь,
- никель,
- хром,
- марганец.
В зависимости от того, какие виды стали производятся, определяется количество тех или иных элементов в нержавейке. Благодаря данным веществам сталь меняет свои физические и химические свойства, что позволяет использовать этот, материал для изготовления разного рода продукции.
Все добавляемые к стали элементы влияют на ее качества. Для того чтобы получить материал, устойчивый к появлению коррозии и обладающий высоким уровнем прочности, добавляется:
- молибден,
- марганец,
- титан,
- никель.
В стали также не обойтись и без таких элементов, как
- марганец,
- фосфор,
- сера,
- кремний,
которые являются частью железной руды. Они являются верными спутниками этого материала для производства нержавейки. На ее качества они практически не влияют.
Нержавейка сама по себе является уникальным материалом. Она не только обладает рядом преимуществ, но и отличными внешними качествами. Ее сияющая поверхность позволяет использовать этот материал в качестве декоративной отделки зданий и ограждений. Нержавеющая сталь чаще всего становится основной для создания перил для лестниц.
Таблица. Технические характеристики нержавейки
Сталь хромоникелеваяХромистая никелевая молибденоваяЖароупорнаяХромистаяМеханические свойства при 20 градусовМеханические свойства при нагреванииТермическая обработкаДругие свойства
| Тип ASTM (AISI) | 304 | 304L | 321 | 316 | 316L | 316 Ti | 310S | 430 | ||
| Удельный вес (гр/см) | 7,95 | 7,95 | 7,95 | 7,95 | 7,95 | 7,95 | 7,95 | 7,7 | ||
| Структура | Аустенитная | Ферритная | ||||||||
| Способность электрического сопротивления при 20 | 0,72 | 0,72 | 0,72 | 0,74 | 0,74 | 0,75 | 0,79 | 0,60 | ||
| Твердость по Бринеллю — НВ | отжиг НВ | 130-150 | 125-145 | 130-185 | 130-185 | 120-170 | 130-190 | 145-210 | 135-180 | |
| с деформацией в холодном состоянии НВ | 180-330 | 180-230 | ||||||||
| Твердость По Роквеллу — HRB / HRC | Отжиг НRВ | 70-88 | 70-85 | 70-88 | 70-85 | 70-85 | 70-85 | 70-85 | 75-88 | |
| с деформацией в холодном состоянии HRC | 10-35 | |||||||||
| Rm(N/mm2) — Сопротивление рястяжению c деформацией (Предел прочности) | Отжиг | 500-700 | 500-680 | 520-700 | 540-690 | 520-670 | 540-690 | 520-670 | 440-590 | |
| в холодном состоянии | 700-1180 | 610-900 | ||||||||
| Rp(0,2) (N/mm2) — Предел упругости | Отжиг | 195-340 | 175-300 | 205-340 | 205-410 | 195-370 | 215-380 | 205-370 | 250-400 | |
| с деформацией в холодном состоянии | 340-900 | 400-860 | ||||||||
| Отжиг Rp(1) (N/mm2) минимальный | 235 | 215 | 245 | 245 | 235 | 255 | 255 | 275 | ||
| Удлинение 50мм А(%) | 65-50 50-10 | 65-50 | 60-40 | 60-40 | 60-40 | 60-40 | 60-40 | 30-22 20-2 | ||
| Сжатие отжиг Z(%) | 75-60 | 75-60 | 65-50 | 75-60 | 75-65 | 75-60 | 70-55 | 70-60 | ||
| Ударная Вязкость | KCUL (Дж/см2) | 160 | 160 | 120 | 160 | 160 | 120 | 160 | 50 | |
| KVL (Дж/см2) | 180 | 180 | 130 | 180 | 180 | 130 | 180 | 65 | ||
| Упругость при различных температурах | Rp(0,2) (N/mm2) | при 300 С | 125 | 115 | 150 | 140 | 138 | 145 | 165 | 245 |
| при 400 С | 97 | 98 | 135 | 125 | 115 | 135 | 156 | 215 | ||
| при 500 С | 93 | 88 | 120 | 105 | 95 | 125 | 147 | 155 | ||
| Rp(1) (N/mm2) | при 300 С | 147 | 137 | 186 | 166 | 161 | 176 | 181 | ||
| при 400 С | 127 | 117 | 161 | 147 | 137 | 166 | 171 | |||
| при 500 С | 107 | 108 | 152 | 127 | 117 | 156 | 137 | |||
| температура образование окалины | непрерывное обслуживание | 925 | 925 | 900 | 925 | 925 | 925 | 1120 | 840 | |
| прерывистое обслуживание | 840 | 840 | 810 | 840 | 840 | 840 | 1030 | 890 | ||
| Свариваемость | очень хорошая | очень хорошая | хорошая | очень хорошая | очень хорошая | хорошая | хорошая | достат. хорошее хрупкое соед. | ||
| Вытяжка | очень хорошая | очень хорошая | хорошая | хорошая | хорошая | хорошая | хорошая | достаточно хорошая |
Углеродистые стали
Углеродистые стали при комнатной температуре, как уже было сказано, имеют низкое удельное электросопротивление за счет высокого содержания железа. При 20°С значение их удельного сопротивления находится в диапазоне от 13·10-8 (для стали 08КП) до 20·10-8 Ом·м (для У12).
При нагревании до температур более 1000°С способность углеродистых сталей проводить электрический ток сильно снижается. Величина сопротивления возрастает на порядок и может достигать значения 130·10-8 Ом·м.
Удельное электрическое сопротивление углеродистых сталей ρэ·108, Ом·мТемпература, °ССталь 08КПСталь 08Сталь 20Сталь 40Сталь У8Сталь У12
| 12 | 13,2 | 15,9 | 16 | 17 | 18,4 | |
| 20 | 13 | 14,2 | 16,9 | 17,1 | 18 | 19,6 |
| 50 | 14,7 | 15,9 | 18,7 | 18,9 | 19,8 | 21,6 |
| 100 | 17,8 | 19 | 21,9 | 22,1 | 23,2 | 25,2 |
| 150 | 21,3 | 22,4 | 25,4 | 25,7 | 26,8 | 29 |
| 200 | 25,2 | 26,3 | 29,2 | 29,6 | 30,8 | 33,3 |
| 250 | 29,5 | 30,5 | 33,4 | 33,9 | 35,1 | 37,9 |
| 300 | 34,1 | 35,2 | 38,1 | 38,7 | 39,8 | 43 |
| 350 | 39,3 | 40,2 | 43,2 | 43,8 | 45 | 48,3 |
| 400 | 44,8 | 45,8 | 48,7 | 49,3 | 50,5 | 54 |
| 450 | 50,9 | 51,8 | 54,6 | 55,3 | 56,5 | 60 |
| 500 | 57,5 | 58,4 | 60,1 | 61,9 | 62,8 | 66,5 |
| 550 | 64,8 | 65,7 | 68,2 | 68,9 | 69,9 | 73,4 |
| 600 | 72,5 | 73,4 | 75,8 | 76,6 | 77,2 | 80,2 |
| 650 | 80,7 | 81,6 | 83,7 | 84,4 | 85,2 | 87,8 |
| 700 | 89,8 | 90,5 | 92,5 | 93,2 | 93,5 | 96,4 |
| 750 | 100,3 | 101,1 | 105 | 107,9 | 110,5 | 113 |
| 800 | 107,3 | 108,1 | 109,4 | 111,1 | 112,9 | 115 |
| 850 | 110,4 | 111,1 | 111,8 | 113,1 | 114,8 | 117,6 |
| 900 | 112,4 | 113 | 113,6 | 114,9 | 116,4 | 119,6 |
| 950 | 114,2 | 114,8 | 115,2 | 116,6 | 117,8 | 121,2 |
| 1000 | 116 | 116,5 | 116,7 | 117,9 | 119,1 | 122,6 |
| 1050 | 117,5 | 117,9 | 118,1 | 119,3 | 120,4 | 123,8 |
| 1100 | 118,9 | 119,3 | 119,4 | 120,7 | 121,4 | 124,9 |
| 1150 | 120,3 | 120,7 | 120,7 | 122 | 122,3 | 126 |
| 1200 | 121,7 | 122 | 121,9 | 123 | 123,1 | 127,1 |
| 1250 | 123 | 123,3 | 122,9 | 124 | 123,8 | 128,2 |
| 1300 | 124,1 | 124,4 | 123,9 | — | 124,6 | 128,7 |
| 1350 | 125,2 | 125,3 | 125,1 | — | 125 | 129,5 |
Низколегированные стали
Низколегированные стали способны чуть более сильно сопротивляться прохождению электричества, чем углеродистые. Их удельное электросопротивление составляет (20…43)·10-8 Ом·м при комнатной температуре.
Следует отметить марки стали этого типа, которые наиболее плохо проводят электрический ток — это 18Х2Н4ВА и 50С2Г. Однако при высоких температурах, способность проводить электрический ток у сталей, приведенных в таблице, практически не различается.
Удельное электрическое сопротивление низколегированных сталей ρэ·108, Ом·мМарка стали2010030050070090011001300
| 15ХФ | — | 28,1 | 42,1 | 60,6 | 83,3 | — | — | — |
| 30Х | 21 | 25,9 | 41,7 | 63,6 | 93,4 | 114,5 | 120,5 | 125,1 |
| 12ХН2 | 33 | 36 | 52 | 67 | — | 112 | — | — |
| 12ХН3 | 29,6 | — | — | 67 | — | 116 | — | — |
| 20ХН3 | 24 | 29 | 46 | 66 | — | 123 | — | — |
| 30ХН3 | 26,8 | 31,7 | 46,9 | 68,1 | 98,1 | 114,8 | 120,1 | 124,6 |
| 20ХН4Ф | 36 | 41 | 56 | 72 | 102 | 118 | — | — |
| 18Х2Н4ВА | 41 | 44 | 58 | 73 | 97 | 115 | — | — |
| 30Г2 | 20,8 | 25,9 | 42,1 | 64,5 | 94,6 | 114,3 | 120,2 | 125 |
| 12МХ | 24,6 | 27,4 | 40,6 | 59,8 | — | — | — | — |
| 40Х3М | — | 33,1 | 48,2 | 69,5 | 96,2 | — | — | — |
| 20Х3ФВМ | — | 39,8 | 54,4 | 74,3 | 98,2 | — | — | — |
| 50С2Г | 42,9 | 47 | 60,1 | 78,8 | 105,7 | 119,7 | 124,9 | 128,9 |
| 30Н3 | 27,1 | 32 | 47 | 67,9 | 99,2 | 114,9 | 120,4 | 124,8 |
Высоколегированные стали
Высоколегированные стали имеют удельное электрическое сопротивление в несколько раз выше чем углеродистые и низколегированные. По данным таблицы видно, что при температуре 20°С его величина составляет (30…86)·10-8 Ом·м.
При температуре 1300°С сопротивление высоко- и низко- легированных сталей становится почти одинаковым и не превышает 131·10-8 Ом·м.
Удельное электрическое сопротивление высоколегированных сталей ρэ·108, Ом·мМарка стали2010030050070090011001300
| Г13 | 68,3 | 75,6 | 93,1 | 95,2 | 114,7 | 123,8 | 127 | 130,8 |
| Г20Х12Ф | 72,3 | 79,2 | 91,2 | 101,5 | 109,2 | — | — | — |
| Г21Х15Т | — | 82,4 | 95,6 | 104,5 | 112 | 119,2 | — | — |
| Х13Н13К10 | — | 90 | 100,8 | 109,6 | 115,4 | 119,6 | — | — |
| Х19Н10К47 | — | 90,5 | 98,6 | 105,2 | 110,8 | — | — | — |
| Р18 | 41,9 | 47,2 | 62,7 | 81,5 | 103,7 | 117,3 | 123,6 | 128,1 |
| ЭХ12 | 31 | 36 | 53 | 75 | 97 | 119 | — | — |
| 40Х10С2М (ЭИ107) | 86 | 91 | 101 | 112 | 122 | — | — | — |
Хромистые нержавеющие стали
Хромистые нержавеющие стали имеют высокую концентрацию атомов хрома, что увеличивает их удельное сопротивление — электропроводность такой нержавеющей стали не высока. При обычных температурах ее сопротивление составляет (50…60)·10-8 Ом·м.
Удельное электрическое сопротивление хромистых нержавеющих сталей ρэ·108, Ом·мМарка стали2010030050070090011001300
| Х13 | 50,6 | 58,4 | 76,9 | 93,8 | 110,3 | 115 | 119 | 125,3 |
| 2Х13 | 58,8 | 65,3 | 80 | 95,2 | 110,2 | — | — | — |
| 3Х13 | 52,2 | 59,5 | 76,9 | 93,5 | 109,9 | 114,6 | 120,9 | 125 |
| 4Х13 | 59,1 | 64,6 | 78,8 | 94 | 108 | — | — | — |
Хромоникелевые аустенитные стали
Хромоникелевые аустенитные стали также являются нержавеющими, но за счет добавки никеля имеют удельное сопротивление почти в полтора раза выше, чем у хромистых — оно достигает величины (70…90)·10-8 Ом·м.
Удельное электрическое сопротивление хромоникелевых нержавеющих сталей ρэ·108, Ом·мМарка стали201003005007009001100
| 12Х18Н9 | — | 74,3 | 89,1 | 100,1 | 109,4 | 114 | — |
| 12Х18Н9Т | 72,3 | 79,2 | 91,2 | 101,5 | 109,2 | — | — |
| 17Х18Н9 | 72 | 73,5 | 92,5 | 103 | 111,5 | 118,5 | — |
| Х18Н11Б | — | 84,6 | 97,6 | 107,8 | 115 | — | — |
| Х18Н9В | 71 | 77,6 | 91,6 | 102,6 | 111,1 | 117,1 | 122 |
| 4Х14НВ2М (ЭИ69) | 81,5 | 87,5 | 100 | 110 | 117,5 | — | — |
| 1Х14Н14В2М (ЭИ257) | — | 82,4 | 95,6 | 104,5 | 112 | 119,2 | — |
| 1х14Н18М3Т | — | 89 | 100 | 107,5 | 115 | — | — |
| 36Х18Н25С2 (ЭЯ3С) | — | 98,5 | 105,5 | 110 | 117,5 | — | — |
| Х13Н25М2В2 | — | 103 | 112,1 | 118,1 | 121 | — | — |
| Х7Н25 (ЭИ25) | — | — | 109 | 115 | 121 | 127 | — |
| Х2Н35 (ЭИ36) | 87,5 | 92,5 | 103 | 110 | 116 | 120,5 | — |
| Н28 | 84,2 | 89,1 | 99,6 | 107,7 | 114,2 | 118,4 | 122,5 |
Жаропрочные и жаростойкие стали
По своим электропроводящим свойствам жаропрочные и жаростойкие стали близки к хромоникелевым. Высокое содержание в этих сплавах хрома и никеля не позволяет им проводить электрический ток, подобно обычным углеродистым с высокой концентрацией железа.
Значительное удельное электросопротивление и высокая рабочая температура таких сталей делают возможным их применение в качестве рабочих элементов электрических нагревателей. В частности, сталь 20Х23Н18 по своему сопротивлению и жаростойкости в некоторых случаях способна заменить такой популярный сплав для нагревателей, как нихром Х20Н80.
Удельное электрическое сопротивление жаропрочных и жаростойких сталей ρэ·108, Ом·мТемпература, °С15Х25Т (ЭИ439)15Х28 (ЭИ349)40Х9С2 (ЭСХ8)Х25С3Н (ЭИ261)20Х23Н18 (ЭИ 417)Х20Н35
| — | — | — | — | — | 106 | |
| 20 | — | — | 75 | 80 | — | — |
| 100 | — | — | — | — | 97 | — |
| 200 | — | — | — | — | 98 | 113 |
| 400 | 102 | — | — | — | 105 | 120 |
| 600 | 113 | — | — | — | 115 | 124 |
| 800 | — | 122 | — | — | 121 | 128 |
| 900 | — | — | — | — | 123 | — |
| 1000 | — | 127 | — | — | — | 132 |
Химический состав в % стали AISI 304
| C | Mn | P | S | Si | Cr | Ni | Fe |
| <0,08 | <2,0 | <0,045 | <0,03 | <1,0 | 18,0-20,0 | 8,0-10,5 | Остальное |
Нержавеющая сталь ss304 легирована никелем, марганцем, медью и хромом, что обеспечивает ей аустенитную структуру, повышенную прочность и устойчивость в коррозионных средах. Краткое обозначение AISI 304 – 18 Cr-8 Ni
.
Холодная обработка
Благодаря таким качествам, как прочность, пластичность и упругость марки 304 и 304L широко применяются при холодной обработке. В качестве методов используются формовка растяжением, изгиб или ротационная и глубокая вытяжка.
При использовании метода формовки используются те же машины и инструменты, что и при работе с углеродистой сталью, но с приложением большей силы (на 50–100%). Причина в том, что при формовке аустенитной стали свойственно усиленное упрочнение.
- ГибкаПримерные пределы изгиба (s = толщина листа, r = радиус изгиба):
- s < 3 мм, min r = 0;
- 6 мм < s < 12 мм, min r = 0,5 × s, угол гибки 90°.
3 мм < s < 6 мм, min r = 0,5 × s, угол гибки 180°;
При обратном распрямлении аустенитную сталь следует перегибать больше, чем углеродистую. Загиб под углом 90° дает следующие данные выправления:
- r = s обратное распрямление ~2°;
- r = 6 × s обратное распрямление ~4°;
- r = 20 × s обратное распрямление ~15°.
Минимальный радиус гибки аустенитной нержавеющей стали составляет r = 2 × s.
Рекомендованные минимальные показатели для ферритной нержавеющей стали:
- s < 6 мм, min r = s, 180°;
- 6 < s < 12 мм, min r = s, 90°.
Глубокая вытяжка также подразумевает максимальную стабильность самого материала, степень упрочнения которого при формовке должна быть низкой, показатель Md30(N) – отрицательным. Изготовление столовых приборов и металлической кухонной посуды требует применения субанализов нержавеющего проката при использовании метода глубокой вытяжки.
Ротационная вытяжка используется для изготовления конусных изделий (напр., ведер) симметричного вращения без полировки. Осуществляется процесс ротационной вытяжки на токарно-давильном станке, который технически является формовкой с точением.
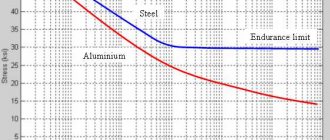
Характеристики при повышенных температурах
| Температура, °C | 600 | 700 | 800 | 900 | 1000 |
| Предел прочности, МПа | 380 | 270 | 170 | 90 | 50 |
| Температура, °C | 550 | 600 | 650 | 700 | 800 |
| Предел текучести, МПа | 120 | 80 | 50 | 30 | 10 |
Сопротивление коррозии в кислотных средах
| Температура, °C | 20 | 80 | ||||||||||
| Концентрация, % к массе | 10 | 20 | 40 | 60 | 80 | 100 | 10 | 20 | 40 | 60 | 80 | 100 |
| Серная кислота | 2 | 2 | 2 | 2 | 1 | 0 | 2 | 2 | 2 | 2 | 2 | 2 |
| Фосфорная кислота | 0 | 0 | 0 | 0 | 0 | 2 | 0 | 0 | 0 | 0 | 1 | 2 |
| Азотная кислота | 0 | 0 | 0 | 0 | 2 | 0 | 0 | 0 | 0 | 0 | 1 | 2 |
| Муравьиная кислота | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 1 | 2 | 1 | 0 |
0
= высокая степень защиты (скорость коррозии не превышает 100 mm/год);
1
= частичная защита (скорость коррозии составляет от 100m до 1000 mm/год);
2
= нет защиты (скорость коррозии превышает 1000 mm/год).
Тепловая обработка
- ОтжигЭксперимент проводился при высоких температурах в диапазоне от 1010°С до 1120°С с дальнейшим охлаждением в воде или воздухе (быстрый отпуск). Согласно исследованиям сопротивление оказывалось оптимальным при отжиге при температуре 1070°С с последующим быстрым охлаждением.
- Отпуск (снятие напряжения)Исследования проводились в течение часа для марки 304L при температуре 450–600°C в при минимальном риске сенситизации. Рекомендованная температура 400°С (максимальный температурный режим).
- Горячая обработка (интервал ковки)
- Начальная температура: 1150–1260°C.
Конечная температура: 900–925°C.
При любой горячей обработке применяется метод отжига. Особое внимание следует уделить времени прогрева нержавеющей стали для достижения однородности прогрева: нержавейка прогревается примерно в 12 раз дольше, чем углеродистые стали.
Сфера применения AISI 304
Нержавейка AISI 304 (18 Cr-8 Ni), благодаря своей высокой устойчивости к окислению и высоким температурам, нашла широкое применение:
- в химической и фармакологической промышленности;
- в пищевой, молочной и пивоваренной промышленности;
- в медицине (хирургическое оборудование, иглы для инъекций);
- в производстве судового оборудования и крепежа для атомных судов;
- в металлопрокате (трубы, уголки, листы, ленты, шестигранники);
- в нефтяной (сетки фильтра для скважин) и горнодобывающей промышленности;
- в производстве оборудования для работы в условиях химического воздействия;
- в возведении конструкций, для которых важны прочность и длительный срок эксплуатации;
- в текстильной и бумажной промышленности.
Кроме того, из-за своих отличных технических параметров, гигиенических показателей и приятному эстетичному виду, сталь 304 используют в изготовлении кухонной мебели и столовых приборов; емкостей и контейнеров для хранения жидких и сухих веществ.
Сталь нержавеющая aisi 304 участвует в производстве катушек охлаждения, криогенных сосудов, холодильного оборудования, сантехнической арматуры, емкостей под давлением и проч.
Сварка
Нержавеющая сталь aisi 304 / SS 304 / 18 Cr-8 Ni легко сваривается всеми методами. Последующая тепловая обработка необходима только в том случае, если есть вероятность межкристаллитной коррозии. Проводят ее при 1050-1150°С, шов обязательно зачищают от образовавшейся окалины и пассивируют специальной пастой.
Холодная обработка
Нержавеющая сталь AISI 304 легко поддается холодной обработке: изгибу, ротационной и глубокой вытяжке, формовке растяжением. Так как аустенитные стали упрочняются в ходе формовки, то здесь необходимы механические усилия в 1,5-2 раза больше чем для сталей другого типа.
Гибка
Минимальный радиус изгиба листов AISI 304 при толщине до 3 мм может быть нулевым, а при большей толщине составляет половину толщины самого листа. Угол ибки — 180 град. при толщине 3-6 мм, 90 град. при толщине 6-12 мм. Заготовку необходимо немного перегибать, так как у аустенитных сталей присутствует значительное обратное распрямление. Рекомендуемый минимальный радиус гибки стали AISI 304 — двойная толщина листа.
Глубокая и ротационная вытяжка
При глубокой вытяжке на прессе материал обычно не подвергают торможению, за исключением обработки изделий с точными размерами. Для последних используют формовку с растяжением и, желательно, упрочнением. Ротационная вытяжка осуществляется на токарно-давильном оборудовании и, по сути, является формовкой с точением.
Технологии обработки
Отжиг осуществляется при температуре +1010°C-1120°C, а охлаждаться сталь может водяным или воздушным методом. Для достижения оптимального уровня коррозионной стойкости металла необходима температура +1070°C и последующее моментальное охлаждение. После отжига наступает этап травления и пассивирования. Данные технологические процессы проводятся при температуре до +400°C и с применением раствора HNO3 (20-25%) при +20°C соответственно.
Для очистки поверхности используются:
- кислотный раствор азотный + плавиковый или фтористоводородный в пропорции 10% + 2% (температура – комнатная или +60°C);
- кислотный раствор серный + азотный в пропорции 10% + 0,5% (температура – +60°C).
Сталь AISI 304 подвергается начальной горячей обработке при +1150-1260°C, а затем конечной при +900-950°C. Важным нюансом является необходимость последующего отжига. Холодная обработка дает хороший результат благодаря прочности и упругости материала. Для получения готового продукта подходят методы изгиба, волочения, растяжения, ротационной и глубокой вытяжки. Формовка может проводиться при помощи станков и инструментов для углеродистой стали. Необходимо только увеличить силу на 50-100%.