По медной петле — индуктору — пропускается электрический ток большой силы (сотни ампер) и большой частоты (десятки — сотни кГц). В результате в металлической заготовке, стоящей внутри индуктора или рядом с ним, наводятся токи Фуко, тоже большой силы и частоты. Высокочастотный ток в заготовке под действием скин-эффекта вытесняется в тонкие поверхностные слои, в результате чего его плотность резко возрастает. Слой заготовки, по которому протекают большие токи, начинает быстро разогреваться. Температура может достичь нескольких тысяч градусов, что позволяет плавить металл в домашних условиях, придумывать и создавать свои собственные необычные сплавы; сваривать и паять металлические детали; закаливать отвёртки, свёрла, ножи и так далее, применять установку в кузнечных и ремонтных мастерских.
Индукционный нагрев позволяет разогревать электропроводящие материалы (любой металл, графит, электропроводную керамику) бесконтактно. Прямо через воздух, через слой воды, через стеклянную, деревянную или пластиковую стенку, в вакуумной камере или в камере с защитным газом. При этом заготовка остаётся идеально чистой, так как не окисляется в газовой струе, не касается грязной поверхности печки и т п.
За основу был взят инвертор Сергея Владимировича Кухтецкого, разработанны й в Институте химии. Схема инвертора, её подробное описание и рекомендации по сборке опубликованы по адресу: www.icct.ru В схеме применены современные электронные компоненты, что позволяет собрать мощный и надёжный инвертор в домашних условиях за небольшую цену порядка нескольких тысяч рублей (цены на промышленные аналоги достигают десятков и сотен тысяч руб).
На форуме induction.listbb.ru совместными усилиями с форумчанами Derba, Феникс, Jab, Фулюган, Ostap, -CE- проведена до работка схемы, установлена дополнительная плата фазовой автоподстройки частоты ФАПЧ для автоматического удержания резонанса, установлена скоростная защита от превышения тока (как при превышении питания, так и в результате пробоя силовых мосфетов из-за их перегрева или сбоя модуля управления). Добавлены некоторые детали, уменьшающие вероятность перегрева мосфетов и сбоя модуля управления (приводящие к появлению сквозных токов в силовом мосте).
• Потребляемая мощность инвертора в зависимости от применяемых индукторов: 1. 4 кВт. • Частота тока в индукторе: 300 кГц. • Сила тока в индукторе:
400А. • Максимальный потребляемый от сети ток при двухвитковом индукторе — 20А, потребляемое напряжение — 220V.
Индукционной нагреватель снабжён защитой, отключающей схему при превышении напряжения питания, при коротком замыкании индуктора, при заливании индуктора водой.
Схемы и обсуждение доработок смотрите на форуме: induction.listbb.ru здесь и здесь
Видео — плавление низкоуглеродистой стали (гайки) на воздухе:
Видео — плавление высокоуглеродистой стали (шарик от подшипника из стали ШХ-15):
Видео — плавление низкоуглеродистой стали в защитном газе (аргоне):
Видео — нагрев стального шарика через слой воды. Возможность нагрева железяк через слой воды интересна, вода электромагнитному полю не помеха
Мощное высокочастотное электромагнитное поле выталкивает железные заготовки из индуктора. С одной стороны это создаёт проблемы — сложно греть мелкие заготовки, их выносит из индуктора прочь и приходится их как-то закреплять (так называемый эффект электромагнитного дутья). С другой стороны, можно плавить металл в подвешенном состоянии — (левитационная плавка, плавка в электромагнитном тигле):
Доработка инвертора для индукционного нагрева.
Метод бесконтактного нагрева жидкометаллических образцов токами высокой частоты в вакууме или защитном газе является оптимальным для экспериментов с мелкими образцами электропроводящих материалов.
Промышленные инверторы высокой частоты не обладают нужными для проведения эксперимента характеристиками (высокой мощностью при высокой частоте, необходимой для нагрева мелких образцов), в связи с чем был изготовлен самодельный инвертор. За основу был принят инвертор, разработанный Сергеем Кухтецким в Институте химии и химической технологии РАН, работающий следующим образом. Индуктор для нагрева образцов, представляющий собой катушку колебательного контура совместно с компенсирующий батареей конденсаторов, накачивается от независимо работающего генератора высокой частоты.
Генератор выполнен по схеме полный мост, его частота автоматически подстраивается под собственную частоту колебательного контура вручную и не может изменяться во время работы. Предлагаемый инвертор не имеет схемы защиты силовых транзисторов от сквозных токов и схемы управления мощностью нагрева (Рис.1).
Рис.1. Блок-схема простого инвертора для индукционного нагрева.
Эксплуатация данного простого инвертора выявило следующие проблемы. В результате нагрева образца, а также в результате движения образца в индукторе происходит изменение индуктивности, входящей в состав колебательного контура, и изменению его собственной частоты. Поскольку частота работы инвертора задается генератором с неизменяемой во время работы частотой, рассогласование частот колебательного контура и генератора приводит к резкому падению мощности нагрева, вибрациям заготовки в индукторе, а также выходу силовых транзисторов на неоптимальный режим работы в емкостном режиме, что приводит к выходу их из строя.
Для решения указанных проблем инвертор был дооборудован схемой фазовой автоподстройки частоты ФАПЧ, схемой скоростной защиты силовых транзисторов от превышения тока и импульсным регулятором мощности с управлением от ПК. Схемы защиты и регулирования мощности выполнены в виде отдельных модулей и могут применяться для иных задач.
Схема ФАПЧ состоит из генератора с изменяемой частотой, датчика тока, датчика напряжения, регулируемой линии задержки, формирователя управляющих импульсов для силового моста. Датчики тока и напряжения измеряют соответствующие величины на колебательном контуре, после чего производится сравнение их фаз. Нулевой сдвиг фаз означает синхронную работу колебательного контура на собственной частоте и задающего генератора. В случае сдвига фаз задающий генератор автоматически корректирует частоту, подстраивая ее под собственную частоту колебательного контура (Рис.2). Электрическая схема доработанного инвертора приведена на Рис.5.
Настройка диапазона слежения ФАПЧ, порядок действий:
Необходимо определить собственную частоту колебательного контура, например, следующим образом.
1) Снять с шин колебательного контура согласующий трансформатор.
2) Подсоединить к шинам, соединяющим индуктор с батареей конденсаторов, осциллограф.
3) Настроить осциллограф в режим ожидания (в режим одиночного измерения Trigger).
4) Кратковременно коснуться шин колебательного контура батареей типа «крона». На экране появится «дребезг» – собственные колебания контура. При необходимости провести данную процедуру несколько раз о получения устойчивой картины на экране осциллографа.
Период собственных колебаний измеряется по сетке осциллографа, далее по формуле f = 1 / период, вычисляется собственная частота колебательного контура.
Настройка диапазона работы ФАПЧ проводится следующим образом.
1) К выходу микросхемы фапч-генератора CD4046 подсоединяется осциллограф.
2) Задать минимальную частоту работы генератора CD4046. Для этого плюс источника питания напряжением 1 вольт подсоединить к выводу 9 микросхемы CD4046, минус источника питания подсоединить к общей шине.
3) Выставить минимальную частоту вращением потенциометра на ножке 12 микросхемы сd4046 на 30 кГц ниже собственной частоты колебательного контура (подбирается опытным путём для надёжного подхватывания ФАПЧ).
4) Задать максимальную частоту работы генератора CD4046. Для этого плюс источника питания напряжением 4.5 вольта подсоединить к выводу 9 микросхемы CD4046, минус источника питания подсоединить к общей шине.
5) Вращением потенциометра на ножке 11 микросхемы CD4046 задать частоту на 30 кГц выше собственной.
В результате проделанных операций инвертор автоматически стартует с подхватыванием резонанса и удерживает его в процессе работы.
Рис.2. Блок-схема инвертора для индукционного нагрева с ФАПЧ.
Модуль защиты состоит из выполненного на шунте датчика тока, схемы фиксации превышения тока с настройкой порога срабатывания и схемы отключения питания. Питание подводится к инвертору через шунт. В момент превышения тока на шунте фиксируется превышение падения напряжения, что приводит к перебрасыванию триггера и подаче сигнала запирания на силовой транзистор (Рис.3). Электрическая схема модуля защиты приведена на Рис.6.
Рис.3. Блок-схема модуля скоростной защиты.
Видео — срабатывание модуля скоростной защиты:
Импульсный регулятор мощности выполнен по схеме понижающего ШИМ-преобразователя типа step-down. Регулирование мощности осуществляется посредством изменения скважности управляющего ШИМ-сигнала. Управляющий сигнал генерируется микроконтроллером STM32F767 (готовая отладочная плата со встроенным USB-программатором). Параметры регулирования мощности задаются с компьютера через интерфейс USB, входящий в состав любого ПК, данное решение позволяет синхронизировать сбор данных и управление экспериментальной установкой (блок-схема изображена на Рис.4).
Принцип действия ТВЧ установки
Катушка создает высокочастотное магнитное поле, и в металлическом предмете в середине катушки возникают вихревые токи, которые будут его разогревать. Даже маленькие катушки раскачивают ток около 100 A, поэтому параллельно с катушкой, подключена резонансная емкость, которая компенсирует ее индукционный характер. Схема катушка-конденсатор должна работать на их резонансной частоте.
ТВЧ катушка самодельная
Схема принципиальная электрическая
Вот оригинальная схема генератора индукционного нагревателя, а ниже неё чуть изменённый вариант, по которому и была собрана конструкция мини ТВЧ установки. Ничего дефицитного тут нет — купить придётся только полевые транзисторы, использовать можно BUZ11, IRFP240, IRFP250 или IRFP460. Конденсаторы специальные высоковольтные, а питание будет от автомобильного аккумулятора 70 А/ч — он будет очень хорошо держать ток.
Проект на удивление оказался успешным — всё заработало, хоть и собрано было «на коленке» за час. Особенно порадовало что не требует сеть 220 В — авто аккумуляторы позволяют питать её хоть в полевых условиях (кстати, может из неё походную микроволновку сделать?). Можно поэкспериментировать в направлении чтобы снизить напряжение питания до 4-8 В как от литиевых АКБ (для миниатюризации) с сохранением хорошей эффективности нагрева. Массивные металлические предметы конечно плавить не получится, но для мелких работ пойдёт.
Ток потребления от источника питания 11 А, но после прогрева падает до примерно 7 A, потому что сопротивление металла при нагреве заметно увеличивается. И не забудьте сюда использовать толстые провода, способные выдержать более 10 А тока, иначе провода при работе станут горячие.
Нагрев отвертки до синего цвета ТВЧ
Нагрев ножа ТВЧ
Автоматизированная установка индукционного нагрева серии ТГИ
- Система регулирования обеспечивает повторяемость технологических процессов и устойчивость нагрева в условиях нестационарной индукционной нагрузки. Для этого используется частотная автоподстройка с автоматическим выбором стабилизируемого параметра (мощность, выходной ток, температура) и автоматическое удержание возле резонанса при снижении частоты
- Программно или вручную задаются требуемые значения уставок (мощности, тока, температуры) или программируется закон изменения одной из уставок во времени (таймерный режим)
- Защита от перегрузки оборудования состоит из быстрых блокировок по току, жесткой коммутации и напряжению и блокировок по перегреву или недостаточному охлаждению (в том числе внешними датчиками температуры и расхода воды)
- Автоматическое логгирование параметров работы и событий (блокировок) на съемный USB-Flash накопитель облегчает отладку технологических процессов и поставарийную диагностику
- Для удобства оперативного управления генератор может быть укомплектован педалью (включение/выключение нагрева) или кнопочным пультом вариатором уставки
- Для управления нагревом в автоматизированной технологической установке генератор имеет разъем аналогово-дискретного управления и разъем последовательного интерфейса RS-485 (Modbus RTU Slave)
Условия эксплуатации
Индукционные генераторы ТВЧ серии ТГИ и блоки согласования предназначены для работы в следующих условиях: закрытое помещение; высота над уровнем моря не более 1000 м; температура окружающего воздуха — от +15 до +35 °С; относительная влажность воздуха не более 80 % при температуре 25 °C; окружающая среда — невзрывоопасная, не содержащая агрессивных паров, газов и токопроводящей пыли.
Электропитание
Трехфазная сеть переменного тока частотой 50 Гц напряжением 380 В ±10 % (предельно допустимые отклонения напряжения по ГОСТ 13109-97); режимы работы — продолжительный; требования безопасности соответствуют ГОСТ 21139 -87.
Водяное охлаждение
Индукционный нагреватель для своего охлаждения требует химически нейтральной воды с удельным электрическим сопротивлением не менее 50 кОм•см (допускается снижение до 4 кОм•см, при этом срок службы снижается на 25-30%). Температура от +5 до +35 °С, рекомендуется от +15 до +25 °С; давление от 0,2 до 0,4 МПа; количество механических примесей не более 20 мг/л; жесткость не более 7 мг•экз/л; показатель рН от 5 до 7,5. Рекомендуется охлаждение дистиллированной водой или конденсатом от двухконтурных станций охлаждения (в комплект поставки не входит).
Второй вариант схемы — с питанием от сети
Чтоб удобнее настраивать резонанс можно собрать более совершенную схему с драйвером IR2153. Рабочая частота настраивается регулятором 100к в резонанс. Частотами можно управлять в диапазоне примерно 20 — 200 кГц. Схема управления нуждается в вспомогательном напряжении 12-15 В от сетевого адаптера, а силовая часть через диодный мост может быть подключена напрямую к сети 220 В. Дроссель имеет около 20 витков 1,5 мм на ферритовом сердечнике 8×10 мм.
Схема индукционного нагревателя от сети 220В
Рабочая катушка ТВЧ должна быть из толстой проволоки или лучше медной трубки, и имеет около 10-30 витков на оправке 3-10 см. Конденсаторы 6 х 330n 250V. И то, и другое через некоторое время сильно нагревается. Резонансная частота около 30 кГц. Эта самодельная установка индукционного нагрева собрана в пластиковом корпусе и работает уже более года.
Источник: 2shemi.ru
Самодельный индукционный нагреватель по рабочей схеме
Электромагнитная индукция – появление электрического тока при вмешательстве в магнитное поле. Инженеры смогли разработать нагреватели, которые работают по этому принципу. Сайт «Сантехник Портал» представляет схемы, как сделать индукционный нагреватель своими руками для бытового использования. Но сначала необходимо понять, по какому принципу работает данное оборудование.
Индукционный нагреватель металла: простая схема для изготовления своими руками
Главная страница » Индукционный нагреватель металла: простая схема для изготовления своими руками
Технология индукционного нагрева быстро наращивает популярность, благодаря многим преимуществам практического использования. Причём этот метод работы с металлами привлекает не столько промышленную индустрию, сколько частный бытовой сектор. Однако условия создания аппаратных установок в обоих случаях существенно отличаются. В отличие от промышленного сектора, частникам, работающим в быту, требуется аппаратура относительно небольшой мощности, простая по исполнению, доступная по цене. Здесь описывается схема на индукционный нагреватель мощностью 1600 Вт, которая вполне реализуется в домашних условиях. Это своего рода пример, демонстрирующий, как создать аппарат под индукционный нагрев для применения в быту.
Принцип действия индукционного нагревателя
После открытия Фарадеем электромагнитной индукции в 1831 году, силу индукции стали использовать в промышленности, различных моторах и генераторах, в трансформаторных устройствах. Были созданы нагреватели, которые работали на основе того же принципа индукции, что и печь для плавки металла. Чуть позже стали изготавливать бытовые приборы.
Итак, электромагнитная индукция возникает в обмотке из проволоки, намотанной на железный сердечник.
При разборке индукционного котла можно увидеть, что в его конструкцию входят: сердечник, электро- и теплоизоляция, и кроме этого непосредственно корпус. Данный обогреватель отличается от промышленных, главным образом, наличием тороидальной обмотки с медными проводниками. Ее расположение находится между двух сваренных между собой труб.
Материалом для изготовления этих труб служит ферримагнитная сталь. Стенки таких труб имеют толщину более 10 мм. Благодаря данному типу конструкции нагреватель весит гораздо меньше, его габариты более компактные, а КПД гораздо выше.
Сердечником здесь служит труба с обмоткой. Другая, необходима для непосредственного нагрева теплоносителя. Индукционный ток, генерируемый высокочастотным магнитным полем с внешней обмотки на трубу, служит для нагрева теплоносителя. Данный процесс вызывает вибрацию стенок, из-за чего на них не может отложиться накипь.
Из-за нагрева сердечника при работе происходит и нагрев теплоносителя. Температура сердечника увеличивается благодаря вихревым токам. Они образуются из-за магнитного поля, генерируемого токами высокого напряжения. Это является основным принципом индукционных нагревателей воды, а также большинства современных котлов.
Применение силы индукции для обогрева
Нагревательные приборы, использующие в основе своего функционирования электроэнергию, определенно являются наиболее удобными и максимально комфортными при эксплуатации. Их безопасность гораздо выше, нежели у оборудования, которое работает от газа. Кроме того, данные устройства не оставляют как остаточные продукты своего функционирования сажи и копоти.
Главным недостатком таких приборов, пожалуй, можно назвать, высокий расход электроэнергии. Для большей экономии народные мастера придумали, как самостоятельно изготавливать индукционные нагреватели. Как результат, получается агрегат, для функционирования которого требуется в разы меньше электричества.
Простой индукционный нагреватель 12 В
Простой индукционный нагреватель состоит мощного генератора высокой частоты и низкоомной катушки-контура, которая является нагрузкой генератора.
Генератор с самовозбуждением генерирует импульсы на основании резонансной частоты контура. В результате в катушке возникает мощное переменное электромагнитное поле частотой порядка 35 кГц.
Если в центр этой катушки поместить сердечник из токопроводящего материала, то внутри него возникнет электромагнитная индукция. В результате частой смены эта индукция вызовет в сердечнике вихревые токи, которые в свою очередь повлекут за собой выделение тепла. Это классический принцип преобразования электромагнитной энергии в тепловую.
Индукционные нагреватели очень давно используются во многих областях производства. С их помощью можно делать закалку, бесконтактную сварку, и самое главное — точечный прогрев, а также плавление материалов.
Ресурс «Сантехник Портал» продемонстрирует вам схему простого низковольтного индукционного нагревателя, которая уже стала классической.
Еще больше упростим эту схему и стабилитроны «D1, D2» не будем устанавливать.
Элементы, которые понадобятся:
- Резисторы на 10 кОм – 2 шт.
- Резисторы на 470 Ом – 2 шт.
- Диоды Шоттки на 1 А – 2 шт.
- Полевые транзисторы IRF3205 – 2 шт.
- Индуктор «5+5» — 10 витком с отводом от середины. Чем толще провод, тем лучше.
- Дроссель – 25 витков на кольце из блока старого компьютера.
- Конденсатор 0,47 мкФ. Лучше набирать емкость несколькими конденсаторами и на напряжение не ниже 600 Вольт.
Изготовление простого индукционного нагревателя 12 В:
- Намотать индуктор.
- Собрать схему навесным монтажом, отделив колодкой индуктор от всей схемы.
- Конденсатор желательно располагать в непосредственной близости от выводов катушки.
- Транзисторы установить на радиаторы.
- Запитать всю установку от аккумулятора 12 Вольт.
Работает отлично. Лезвие канцелярского ножа нагревает до красноты очень быстро.
Транзисторы и сам индуктор греются, если работает постоянно. На небольшое время – не критично почти.
Схема и описание индукционного нагревателя на 500 Ватт
Схема индукционного нагревателя мощностью 500 Ватт, который можно собрать самостоятельно! В сети можно найти огромное множество данных схем, но они сразу же становятся неинтересны, так как в своем большинстве они либо абсолютно нерабочие, либо функционируют не так как ожидалось. Но приведенная схема индукционного нагревателя проверена и абсолютно рабочая, но ее главным плюсом является ее простота, которую по достоинству оценит каждый.
Как сделать индукционный нагреватель из сварочного инвертора?
Индукционный нагрев – это высокотехнологичный процесс обработки электропроводящих материалов, в основе которого лежит воздействие высокотемпературное воздействие переменным электромагнитным полем проводника. Инвертор для индукционного нагрева может быть полезен во многих сферах металлообрабатывающей промышленности.
Сварочные работы, пайка металла, кузнечное дело, закалка, печи ТВЧ, термообработка – далеко не весь список работ, использующих индукционный нагрев. Технология отличается высокой скоростью работы и отличным показателем КПД. В случае необходимости всю технологическую цепочку можно автоматизировать.
Методы индукционного развития начали применяться в промышленности с начала ХХ века, однако толчком к развитию технологии послужила Вторая мировая война, которая вынудила ученых начать поиск дешевых и надежных способов обработки металла.
Принцип работы
Основная задача индуктора – использование тепловой энергии, которая образовывается под действием электрической энергии, индуцируемой переменным магнитным полем. Конструкция простейшего индуктора включает в себя всего три элемента:
- генератор переменного тока;
- катушка-индуктор;
- нагревательный элемент.
Катушка-индуктор, как правило, выполнена в виде медной катушки, внутрь которой помещают обрабатываемую заготовку. Когда через катушку проходит переменный ток, заготовка подвергается мощному температурному воздействию. В данном случае заготовка играет роль вторичной обмотки трансформатора, тогда как индуктор – первичной.
Электромагнитное поле создает в детали вихревые токи, которые имеют направление, обратное электрическому сопротивлению металла. Таким образом, тепловое воздействие на металл оказывается без непосредственного контакта между заготовкой и индуктором.
Преимущества
Как было сказано выше, преимущества технологии индукционного нагрева обеспечили ее стремительное распространение. Общепризнанными достоинствами данного метода являются:
- Производительность. Подготовку к запуску аппарата и нагрев детали можно выполнить за короткий промежуток времени. Данное обстоятельство повышает производительность выполняемых работ, по сравнению с прочими методами нагрева, которые требуют длительного времени на достижение рабочей температуры.
- Качество. Промышленное применение характеризуется минимальным количеством брака. Эффект достигается благодаря направленному действию тепловой энергии. Для повышения качества готового изделия применяют специальные вакуумные камеры, которые исключают агрессивное воздействие атмосферного воздуха.
- Энергетическая эффективность. Высокая скорость работы позволяет экономить электроэнергию – нагрев поверхности происходит практически мгновенно, что отражается на себестоимости продукции.
- Автоматизация. Современное оборудование оснащают программно-вычислительными комплексами, которые позволяют добиться точных результатов работы.
- Экологичность. Технологический процесс не несет угрозы окружающей среде – отсутствуют токсичные выбросы в атмосферу либо другие вредные факторы.
Сборка и монтаж системы
В первую очередь следует определиться с сферой использования будущего устройства. Требования к простому лабораторному инвертору для индукционного нагрева и прибору для обогрева домашнего помещения, будут отличаться.
Печь для металла
Среди прочих положительных качеств метода следует отметить высокий уровень пожарной безопасности, а также простоту конструкции – сборку индукционного нагревателя своими руками из сварочного инвертора может выполнить специалист средней квалификации, разумеется, при условии наличия рабочей схемы.
Конструкция индукционной печи не отличается особой сложностью. Для сборки устройства понадобятся:
- аккумулятор на 12 В;
- обмоточный медный провод;
- конденсаторы пленочного типа;
- диоды;
- полевые транзисторы;
- радиаторы;
- кольца блока питания ПК.
Данный список указывает, что изготовление устройства не потребует значительных финансовых растрат. Алгоритм сборки выглядит следующим образом:
- Установка транзисторов на радиаторы охлаждения. В процессе эксплуатации устройство подвергается температурному воздействию, а потому следует использовать радиаторы большого размера.
- Изготовление дросселей. Для этого понадобится медная проволока и кольца от блока питания ПК. Следите за межвитковым расстоянием – оно должно быть одинаковым.
- Сборка конденсаторной батареи. Общая емкость батареи, при последовательном соединении, должна составлять 4,7 мкФ.
- Изготовление обмотки. Оптимальная толщина медной проволоки – 2 мм. Необходимо создать 8 витков таким образом, чтобы внутреннее пространство могло вместить в себя обрабатываемые элементы. Не забудьте про концы для подключения к источнику питания.
- Подключаем аккумулятор.
Регулировку тока проводят на этапе сборки печи – путем изменения количества витков. Для серьезных работ потребуется источник питания большой мощности. Не забывайте про систему вентиляции и отвода тепла, поскольку в процессе эксплуатации печь разогревается достаточно сильно. Точное следование инструкции защитит от возможных переделок или доработок устройства
Нагреватель для воды
Установка такого оборудования в частном доме поможет решить проблему с обогревом помещения или обеспечением горячей водой. Не смотря на высокий расход электроэнергии, подобные аппараты пользуются популярностью, ввиду своей простоты и отсутствием хлопот с согласованием проекта.
Для сборки эффективного нагревателя необходимо приготовить следующие материалы:
- сварочный инвертор;
- керамзит или другой теплоизоляционный материал;
- медная проволока;
- стальная проволока;
- толстостенная пластиковая труба;
- трубки разного диаметра.
В основе действия устройства положен принцип индукционного нагрева теплоносителя.
Последовательность сборки котла следующая:
- Изготовления котла. Для этого подбирают две трубки с разным диаметром, которые вставляются друг в друга, с зазором 20-25 мм. Размер трубок подбирается индивидуально, в зависимости от требуемой мощности нагревателя. Увеличение длины ведет к повышению мощности. Затем вырезаются два кольца, с соблюдением величины зазора между трубами. Полученный резервуар имеет тороидальную форму
- Привариваем концы колец. Обращайте внимание на герметичность соединения.
- Делаем подключение к системе отопления. В наружную стенку вваривают входную и выходную трубы. Обратите внимание, что вход должен располагаться сверху, а выход снизу. Трубы должны идти по касательной к корпусу. Их диаметр должен соответствовать используемой системе отопления.
- Изготавливаем обмотку. Она должна повторять форму котла. Необходимо сделать 35-40 витков, с соблюдением равного межвиткового расстояния. Такое количество обеспечит достаточную производительность.
- Делаем защитный корпус. Он должен быть выполнен из диэлектрического материала, например, пластика. Диаметр защитного корпуса должен обеспечивать боковой вывод патрубков. Пространство между котлом и защитным корпусом необходимо заполнить теплоизоляционным материалом, во избежание потерь тепла.
- Подключаем инверторный аппарат и теплоноситель. Котел готов к эксплуатации.
Данная конструкция отличается автономностью. Она способная проработать 20-25 лет без постороннего вмешательства. Отсутствие подшипников и прочих подвижных элементов обеспечивают надежность устройства.
Несколько слов о безопасности
Индукционный нагреватель из сварочного инвертора, как и любое другое самодельное устройство, может представлять опасность для окружающих. Для обеспечения защиты необходимо соблюдать некоторые правила:
- Тщательная изоляция. Все токопроводящие элементы и соединения должны быть заизолированы, во избежание поражения током.
- Выбор системы отопления. Индукционный нагреватель запрещено использовать в отопительных системах с естественной циркуляцией воды. Применение допустимо только при наличии водяного насоса.
- Грамотное расположение. Рекомендуемое расстояние до деталей интерьера и стен – не менее 40 см, а до пола или потолка – не менее 80 см.
- Приборы безопасности. Регулировочный клапан и манометр защитят систему от перепадов давления. Также следует предусмотреть механизм стравливания воздуха из системы.
Заключение
Котлы и нагреватели индукционного типа отличаются высоким КПД, поскольку вся используемая электроэнергия преобразуется в тепло. Перед самостоятельным изготовлением какого-либо устройства настоятельно рекомендуем внимательно изучить схему и проанализировать условия работ. Это позволит избежать ошибок на стадии подготовки.
Основные правила и рекомендации
Данными системами рекомендуется пользоваться в закрытых отопительных контурах с принудительной циркуляцией теплоносителя. Можно данные устройства использовать с пластиковыми трубопроводами.
Котел необходимо установить так, чтобы между ним, стенами и другими устройствами, работающими от электричества, было не менее 30 см. От пола и потолка также должна быть соблюдена дистанция в 80 см.
Кроме того, специалисты настоятельно рекомендуют установить систему безопасности на индуктивный прибор за выходным патрубком. Для этого потребуется манометр, устройство сброса воздуха и подрывной клапан.
Таким образом, теперь вы знаете, как сделать индукционный нагреватель своими руками без лишних капиталовложений и хлопот. Данный агрегат будет служить верой и правдой ни один год, обогревая жилище. Схема сборки достаточно простая и ее монтаж займет всего пару часов.
Источник: santehnikportal.ru
Твч из сварочного инвертора своими руками — Справочник металлиста
Электрические нагревательные приборы исключительно удобны в эксплуатации.
Они гораздо безопаснее, чем любое газовое оборудование, не производят копоти и сажи, в отличие от агрегатов, работающих на жидком или твердом топливе, наконец, для них не нужно заготавливать дрова и т. п.
Главный недостаток электрических нагревателей — высокая стоимость электроэнергии. В поисках экономии некоторые умельцы решили изготовить индукционный нагреватель своими руками. Они получили отличное оборудование, для работы которого требуется гораздо меньше расходов.
Принцип работы индукционного нагрева
В работе индукционного нагревателя используется энергия электромагнитного поля, которую нагреваемый объект поглощает и преобразует в тепловую. Для генерирования магнитного поля используется индуктор, т. е. многовитковая цилиндрическая катушка. Проходя через этот индуктор, переменный электрический ток создает вокруг катушки переменное магнитное поле.
Самодельный инверторный нагреватель позволяет производить нагрев быстро и до очень высоких температур. С помощью таких устройств можно не только нагревать воду, но даже плавить различные металлы
Если внутрь индуктора или близ него разместить нагреваемый объект, его будет пронизывать поток вектора магнитной индукции, который постоянно меняется во времени.
При этом возникает электрическое поле, линии которого располагаются перпендикулярно направлению магнитного потока и движутся по замкнутому кругу.
Благодаря этим вихревым потокам электрическая энергия трансформируется в тепловую и объект нагревается.
Таким образом, электрическая энергия индуктора передается объекту без использования контактов, как это происходит в печах сопротивления.
В результате тепловая энергия расходуется более эффективно, а скорость нагрева заметно повышается. Широко применяется этот принцип в области обработки металла: его плавки, ковки, пайки наплавки и т. п.
С не меньшим успехом вихревой индукционный нагреватель можно использовать для подогрева воды.
Индукционный генератор тепла в системе отопления
Чтобы организовать отопление частного дома с помощью индукционного нагревателя, проще всего использовать трансформатор, который состоит из первичной и вторичной короткозамкнутой обмотки.
Вихревые токи в таком устройстве возникают во внутренней составляющей и направляют образовавшееся электромагнитное поле на вторичный контур, который одновременно выполняет роль корпуса и нагревательного элемента для теплоносителя.
Обратите внимание, что в качестве теплоносителя при индукционном нагреве может выступать не только вода, но также антифриз, масло и любые другие токопроводящие среды. При этом степень очистки теплоносителя большого значения не имеет.
Инверторный нагреватель имеет компактные размеры, работает бесшумно и может быть установлен практически в любом подходящем месте, соответствующем требованиям техники безопасности
Индукционный отопительный котел оснащают двумя патрубками.
Нижний патрубок, по которому будет поступать холодный теплоноситель, необходимо устанавливать на вводном участке магистрали, а вверху устанавливают патрубок, передающий горячий теплоноситель к подающему участку трубопровода. Когда теплоноситель, находящийся в котле, нагревается, возникает гидростатический напор, и теплоноситель поступает в отопительную сеть.
В работе индукционного нагревателя есть ряд преимуществ, о которых следует упомянуть:
- теплоноситель в системе постоянно циркулирует, что предотвращает вероятность ее перегрева;
- индукционная система вибрирует, в результате накипь и другие осадки не откладываются на стенках оборудования;
- отсутствие традиционных нагревательных элементов позволяет эксплуатировать котел с высокой интенсивностью, не опасаясь частых поломок;
- отсутствие разъемных соединений исключает протечки;
- работа индукционного котла не сопровождается шумом, поэтому его можно установить практически в любом подходящем помещении;
- при индукционном нагреве не выделяются какие-либо опасные продукты разложения топлива.
Безопасность, бесшумная работа, возможность использовать подходящий теплоноситель и долговечность оборудования привлекли немало домовладельцев. Некоторые из них задумываются о возможности изготовить самодельный индукционный нагреватель.
Как сделать индукционный нагреватель самому?
Самостоятельное изготовление такого нагревателя — не слишком сложная задача, с которой может справиться даже начинающий мастер. Для начала следует запастись:
- куском пластиковой трубы с толстыми стенками, которая станет корпусом нагревателя;
- стальной проволокой диаметром не более 7 мм;
- переходниками для присоединения корпуса нагревателя к отопительной системе дома;
- металлической сеткой, которая будет удерживать внутри корпуса кусочки стальной проволоки;
- медной проволокой для создания индукционной катушки;
- высокочастотным инвертором.
Для начала следует подготовить стальную проволоку. Для этого ее просто нарезают кусочками примерно 5 см длиной.
Дно отрезка пластиковой трубы закрывают металлической сеткой, внутрь засыпают кусочки проволоки, сверху корпус также закрывают металлической сеткой. Корпус должен быть заполнен кусочками проволоки полностью.
При этом приемлемой может быть проволока не только из «нержавейки», но также из других металлов.
Затем следует изготовить индукционную катушку. В качестве основы используется подготовленный пластиковый корпус, на который аккуратно наматывают 90 витков медной проволоки.
После того, как катушка готова, корпус с помощью переходников присоединяют к отопительной системе дома. После этого катушку подключают к сети через высокочастотный инвертор. Считается вполне целесообразным сделать индукционный нагреватель из сварочного инвертора, поскольку это самый простой и бюджетный вариант.
Чаще всего при изготовлении самодельных вихревых индукционных нагревателей используют недорогие модели сварочных инверторов, поскольку они удобны и полностью соответствуют требованиям
Необходимо отметить, что не стоит испытывать устройство, если в него не подается теплоноситель, иначе пластиковый корпус может очень быстро расплавиться.
Интересный вариант индукционного нагревателя, сделанного из варочной панели, представлен в видеоматериале:
Несколько полезных советов по безопасности
Чтобы повысить безопасность конструкции, советуется выполнить изоляцию открытых участков медной катушки.
Индукционный нагреватель рекомендован только для закрытых систем отопления, в которых осуществляется принудительная циркуляция теплоносителя с помощью насоса.
Следует размещать систему индукционного нагрева на расстоянии не менее 30 см от стен и мебели и не менее 80 см — от потолка или пола.
Индукционные нагреватели своими руками — из сварочного инвертора и не только, схема
Многих привлекает электрическое отопление тем, что оно работает автономно и не надо за ним постоянно присматривать. Негативной стороной таких отопительных котлов является стоимость и технические требования.
В некоторых местах их просто нельзя применить. Но многих владельцев это не пугает, и они считают, что именно простота эксплуатации перекрывает все недостатки.
Особенно тогда, когда на рынках сбыта появились новые типы электрических котлов, имеющих индуктивные катушки, а не ТЕНы. Они с мгновенной скоростью разогревают теплоноситель и экономно отапливают здание, по мнению владельцев агрегатов. Новый тип котлов называют индукционным.
Новый вид нагревателей удобен в эксплуатации. Считаются безопасными, в сравнении с газовыми нагревателями, нет сажи и копоти, что не скажешь о приборах с твёрдым топливом. И самое главное преимущество – нет нужды заготавливать твёрдое топливо (уголь, дрова, пеллеты).
И как только появились индукционные нагреватели, сразу нашлись умельцы, которые в целях экономии, пытаются создать такую установку своими руками.
В этой статье мы поможем вам сконструировать нагревательный прибор самостоятельно.
Устройство, где происходит нагревание металла и продуктов ему подобных без контакта, называют индукционным нагревателем. Работой управляет переменное индукционное поле, воздействующее на металл, и токи внутри образуют тепло.
Токи высокой частоты воздействуют на продукцию помимо изоляции, из-за чего конструкция является необыкновенной перед другими видами нагрева.
В сегодняшних индукционных нагревателях присутствуют полупроводниковые редукторы частоты. Такой тип нагревания широко используется в термообработке поверхностей из стали и различных соединений, сплавов.
| Нагревательные системы стали более совершенными, благодаря индукционным катушкам, сменившим традиционные ТЭНы. У них существенно возрос КПД, а энергопотребление, наоборот, снизилось. Эти устройства еще не нашли широкого применения, в основном из-за высокой стоимости. Используя подручные материалы, домашние мастера конструируют индукционный нагреватель из сварочного инвертора не только для систем отопления, но и для разогрева металлических заготовок перед их обработкой. Принцип действияТеоретические разработки в области индукционных средств нагрева долгое время не могли найти практического применения, так как низкая частота не давала нужного эффекта. Существенные сдвиги появились после того как разрешилась проблема относительно выработки высокочастотных магнитных полей. После этого появилась реальная возможность применения индукционных элементах в нагревательных системах. Конструкция типового устройства состоит из следующих деталей:
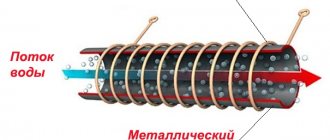
Все эти компоненты находятся в тесном взаимодействии между собой. Ток высокой частоты, вырабатываемый генератором, попадает на индукционную катушку и превращается в электромагнитное поле. Вихревые потоки, возникающие в катушке, воздействуют на металлическую трубу, помещенную внутри, и разогревают ее. Вода, используемая в качестве теплоносителя, проходит через нагревательный элемент, нагревается и переносит тепловую энергию во всю систему отопления. Одновременно вода охлаждает нагревательный элемент, продлевая срок его эксплуатации. Устройство самодельного нагревателяКлассическое индукционное устройство рекомендуется рассматривать на примере конструкции водонагревателя отопительной системы. Подобные схемы чаще всего используются на дачах и в загородных домах. Изготовление прибора начинается с индуктора. Для этого медную проволоку нужно намотать в один ряд, придав ей изначально цилиндрическую форму. Каждый виток изолируется от соседнего, исключая контакты между ними. Количество витков, обеспечивающее нормальную работоспособность, составляет в среднем 80-100. Медные проводники могут иметь разное сечение – от 2,5 до 4 мм2. Сердечником служит сама отопительная труба, но на практике данный вариант не дает нужного эффекта. Поэтому, чтобы сделать нагрев теплоносителя более интенсивным, рекомендуется воспользоваться пластиковой трубой определенной длины. Ее внутреннее пространство заполняется стальной проволокой Д 5-6 мм, разрезанной на короткие части. В этом случае, за счет индукции начинает нагреваться проволока, обтекаемая водой. Площадь теплообмена существенно увеличивается, и теплоноситель нагревается намного быстрее. Для того чтобы обрезки проволоки не смыло водным потоком, концы участка трубы ограничиваются защитой из стальных сеток. Соединение индуктора и инвертора может быть выполнена разными способами. Некоторые специалисты изготавливают дополнительный промежуточный трансформатор. Затем к его вторичной обмотке подключается индуктор вместе с конденсатором.
Во всех случаях нельзя пользоваться плюсовой и минусовой клеммами инвертора, предназначенными для сварки. На выходе у них выпрямленное напряжение, которое сопровождают пульсации высокой частоты. Под его воздействием рабочее магнитное поле не появится, а индуктор перегреется и сгорит. Инвертор придется переделывать, что само по себе достаточно сложно, поскольку будут нужны знания и навыки работы с радиоэлектронными схемами. Нагреватель индукционный для металлических деталейСвойства электромагнитной индукции применяются не только в системах отопления. Данное явление успешно используется в конструировании нагревательных печей, предназначенных для работы со всеми видами металлов. Чтобы изготовить индукционный нагреватель из сварочного инвертора, необходимо в первую очередь запастись следующими компонентами:
Сборка конструкции осуществляется в следующем порядке:
|