Берегите глаза | 06.10.2019
Технология индукционного нагрева заготовок востребована не только в цехах горячей объёмной штамповки. Компактные индукторы необходимы, в частности, для автосервиса, занимающегося изготовлением и ремонтом стальных деталей из профилированного проката. Приобретать промышленный индуктор дорого. Есть ли альтернатива?
Принцип действия ТВЧ установки
Катушка создает высокочастотное магнитное поле, и в металлическом предмете в середине катушки возникают вихревые токи, которые будут его разогревать. Даже маленькие катушки раскачивают ток около 100 A, поэтому параллельно с катушкой, подключена резонансная емкость, которая компенсирует ее индукционный характер. Схема катушка-конденсатор должна работать на их резонансной частоте.
ТВЧ катушка самодельная
Нагреватели индукционные
НАГРЕВАТЕЛЬ ИНДУКЦИОННЫЙ – это промышленный нагреватель, предназначенный для нагрева металла. Преимущество в том, что обычный нагреватель электрический имеет низкую производительность, поэтому применяются индукционные. Нагреватель использует индуктор для равномерного индукционного нагрева. Нужен нагреватель индукционный с хорошими характеристиками (нагрев от 3 секунд)? Российский производитель ZAVODRR – нагреватели индукционные для металла, воды, подшипников
Нагреватели индукционные, принцип работы которых строится на возникновении электромагнитного поля внутри индуктора, обеспечивают бесконтактный нагрев металлических изделий.
Согласно закону Джоуля-Ленца, токи Фуко вызывают нагрев, они возникают внутри детали, помещенной в индуктор, их называют вихревыми. Такой принцип работы нагревателя обеспечивает равномерный индуктивный нагрев за очень короткое время и без продуктов горения.
Нагреватели индукционные состоят из двух блоков:
- 1.блок управления и контроля с платами и с IGBT-модулями;
- 2.блок с конденсаторными батареями (СЧ-нагреватели) или с мини-трансформатором (ВЧ-нагреватели). К этому блоку подключается водоохлаждаемый индуктор.
Оба блока соединены между собой токопроводящими медными шинами. И требуют обязательного охлаждения индукционного нагревателя, требуется наличие проточной системы или чиллера градирни). Существуют установки, где работает воздушная система охлаждения индуктора, но мощность и температура нагрева таких нагревателей ниже водоохлаждаемых аналогов.
- ✓Токи Фуко вызывают индуктивный нагрев, он возникает внутри детали, помещенной в индуктор.
- ✓Индукционный нагрев очень быстрый, он может занимать всего несколько секунд.
- ✓Индукционные нагреватели требуют наличия системы охлаждения (проточная система, чиллер, градирня).
- ✓Если к СЧ нагревателю вместо индуктора подключить плавильный узел, то мы получим индукционную плавильную печь.
Нагреватели индукционные металла – это нагреватели материалов электрическими токами, которые возникают в переменным магнитным полем. Нагреватели металла предназначены только для токопроводящих материалов (проводников), т. к. начинают действовать, когда деталь помещается в центр индуктора, представляющего собой медную трубку из нескольких витков круглого или квадратного сечения.
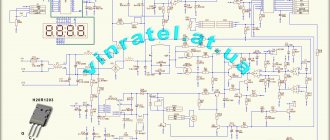
Схема принципиальная электрическая
Вот оригинальная схема генератора индукционного нагревателя, а ниже неё чуть изменённый вариант, по которому и была собрана конструкция мини ТВЧ установки. Ничего дефицитного тут нет — купить придётся только полевые транзисторы, использовать можно BUZ11, IRFP240, IRFP250 или IRFP460. Конденсаторы специальные высоковольтные, а питание будет от автомобильного аккумулятора 70 А/ч — он будет очень хорошо держать ток.
Проект на удивление оказался успешным — всё заработало, хоть и собрано было «на коленке» за час. Особенно порадовало что не требует сеть 220 В — авто аккумуляторы позволяют питать её хоть в полевых условиях (кстати, может из неё походную микроволновку сделать?). Можно поэкспериментировать в направлении чтобы снизить напряжение питания до 4-8 В как от литиевых АКБ (для миниатюризации) с сохранением хорошей эффективности нагрева. Массивные металлические предметы конечно плавить не получится, но для мелких работ пойдёт.
Ток потребления от источника питания 11 А, но после прогрева падает до примерно 7 A, потому что сопротивление металла при нагреве заметно увеличивается. И не забудьте сюда использовать толстые провода, способные выдержать более 10 А тока, иначе провода при работе станут горячие.
Достоинства и недостатки
Закалка деталей с помощью ТВЧ обладает как достоинствами, так и недостатками. К достоинствам можно отнести следующее:
- После закалки ТВЧ у детали сохраняется мягкой середина, что существенно повышает ее сопротивление пластической деформации.
- Экономичность процесса закалки деталей ТВЧ связана с тем, что нагревается только поверхность или зона, которую необходимо закалить, а не вся деталь.
- При серийном производстве деталей необходимо настроить процесс и далее он будет автоматически повторяться, обеспечивая необходимое качество закалки.
- Возможность точно рассчитать и регулировать глубину закаленного слоя.
- Непрерывно-последовательный метод закалки позволяет использовать оборудование малой мощности.
- Малое время нагрева и выдержки при высокой температуре способствует отсутствию окисления обезуглероживания верхнего слоя и образования окалины на поверхности детали.
- Быстрый нагрев и охлаждение не дают большого коробления и поводок, что позволяет уменьшить припуск на чистовую обработку.
Но индукционные установки экономически целесообразно применять только при серийном производстве, а для единичного производства покупка или изготовление индуктора невыгодно. Для некоторых деталей сложной формы производство индукционной установки очень сложно или невозможно получить равномерность закаленного слоя. В таких случаях применяют другие виды поверхностных закалок, например, газопламенную или объемную закалку.
Второй вариант схемы — с питанием от сети
Чтоб удобнее настраивать резонанс можно собрать более совершенную схему с драйвером IR2153. Рабочая частота настраивается регулятором 100к в резонанс. Частотами можно управлять в диапазоне примерно 20 — 200 кГц. Схема управления нуждается в вспомогательном напряжении 12-15 В от сетевого адаптера, а силовая часть через диодный мост может быть подключена напрямую к сети 220 В. Дроссель имеет около 20 витков 1,5 мм на ферритовом сердечнике 8×10 мм.
Схема индукционного нагревателя от сети 220В
Рабочая катушка ТВЧ должна быть из толстой проволоки или лучше медной трубки, и имеет около 10-30 витков на оправке 3-10 см. Конденсаторы 6 х 330n 250V. И то, и другое через некоторое время сильно нагревается. Резонансная частота около 30 кГц. Эта самодельная установка индукционного нагрева собрана в пластиковом корпусе и работает уже более года.
НАЖМИТЕ ТУТ И ОТКРОЙТЕ КОММЕНТАРИИ
Схема на 220 в привлекает тем,что не надо приобретать дорогой понижающий тр-р на ток 20 ампер.Какая мощность данной установки при ограничении входного тока лампами накаливания?(какого диаметра стальной пруток можно нагреть до красна?) Какой марки конденсаторы должны использоваться в этой схеме?
Схема нар от руки ,не указаны точки соединения ,так нельзя…..
создателю схемы, какая ваттность у резисторов те что 15 ом и 10 ком .
10к любой, а 15 Ом не ниже 2 ватта.
Чем определяется наличие именно БАТАРЕИ конденсаторов ? Почему не один-два ? Соответствующей ёмкости. Завалялся трансформатор со старого сварочника, ампер 50-80 наверное, при 60 вольтах. С мостом на ВЛ200. Само то для этой штуки. В той же коробке и склепать.
Индукционный нагреватель – Как работает индукционный нагреватель? – ZAVODRR
ИНДУКЦИОННЫЙ НАГРЕВАТЕЛЬ — это электрический нагреватель, работающий при изменении потока магнитной индукции в замкнутом проводящем контуре. Это явление носит название электромагнитной индукции. Хотите знать, как работает индукционный нагреватель? ZAVODRR – это торговый информационный портал, где Вы найдете информацию про нагреватели.
Вихревые индукционные нагреватели
Индукционная катушка способна разогреть любой металл, собираются нагреватели на транзисторах и имеют высокий КПД более 95%, они давно заменили ламповые индукционные нагреватели, у которых КПД не выходил за 60%.
Вихревой индукционный нагреватель для бесконтактного нагрева не имеет потерь на настройку резонансного совпадения рабочих параметров установки с параметрами выходного колебательного контура. Нагреватели вихревого типа собранные на транзисторах умеют отлично анализировать и подстраивать выходную частоту в автоматическом режиме.
Нагреватели для индукционного нагрева металла обладают бесконтактным способом за счет действия вихревого поля. Разные типы нагревателей проникают в металл на определенную глубину от 0,1 до 10 см в зависимости от выбранной частоты:
- высокая частота;
- средняя частота;
- сверхвысокая частота.
Индукционные нагреватели металла позволяют обрабатывать детали не только на открытых площадках, но и размещать нагреваемые объекты в изолированных камерах, в которых можно создать любую среду, а также вакуум.
Электрический индукционный нагреватель
Высокочастотный электрический индукционный нагреватель с каждым днем обретает новые способы применения. Нагреватель работает на переменном электрическом токе. Чаще всего индукционные электронагреватели применяются для доведения металлов до необходимых температур при следующих операциях: ковка, пайка, сварка, гибка, закалка и т.п. Электрические индукционные нагреватели, работают на высокой частоте 30-100 кГц и используются для нагрева различных типов сред и теплоносителей.
Электрический нагреватель применяется во многих областях:
- металлургической (ТВЧ нагреватели, индукционные печи);
- приборостроения (пайка элементов);
- медицинской (производство и обеззараживание инструмента);
- ювелирной (изготовление ювелирных изделий);
- жилищно-коммунальной (индукционные котлы отопления);
- питание (индукционные паровые котлы).
Среднечастотные индукционные нагреватели
Когда требуется более глубокий прогрев, применяют индукционные нагреватели среднечастотного типа, работающие средних частотах от 1 до 20 кГц. Компактный индуктор для всех типов нагревателей бывает самой разной формы, которая подбирается так, чтобы обеспечить равномерный нагрев образцов самой разнообразной формы, при этом можно осуществить и заданный локальный нагрев. Среднечастотный тип обработает материалы для ковки и закалки, а так же сквозного нагрева под штамповку.
Легкие в управлении, с КПД до 100%, индукционные среднечастотные нагреватели, применяются для большого круга технологий в металлургии (также и для плавки различных металлов), машиностроении, приборостроении и других областях.
Высокочастотные индукционные нагреватели
Самая широкая область применения у индукционных нагревателей высокочастотного типа. Нагреватели характеризуются высокой частотой 30-100 кГц и широким диапазоном мощностей 15-160 кВт. Высокочастотный тип обеспечивают небольшой по глубине нагрев, однако этого достаточно, чтобы улучшить химические свойства металла.
Высокочастотные индукционные нагреватели легки в управлении и экономичны, и при этом их КПД может достигать 95%. Все типы работают непрерывно продолжительное время, а двухблочный вариант (когда трансформатор высокой частоты вынесен в отдельный блок) допускает круглосуточную работу. Нагреватель имеет 28 типов защит, каждая из которых отвечает за свою функцию. Пример: контроль напора воды в системе охлаждения.
Сверхвысокочастотные индукционные нагреватели
Индукционные нагреватели сверхвысокочастотного типа работают на сверх частоте (100-1,5 МГц), и проникают на глубину прогрева (до 1 мм). Сверхвысокочастотный тип незаменим для обработки тонких, мелких, с малым диаметром деталей. Использование таких нагревателей позволяет избежать сопутствующих нагреву нежелательных деформаций.
Сверхвысокочастотные индукционные нагреватели на JGBT-модулях и MOSFET-транзисторах имеют пределы мощности — 3,5-500 кВт. Применяются в электронике, в производстве высокоточных инструментов, часов, ювелирных изделий, для производства проволоки и для других целей, предусматривающих особую точность и филигранность.
- электронная промышленность
- производство проволокию
- отжиг проволочного сырьяю
- пайка твердосплавных зубьевю
- сварка оправ для стеклянных очков сварка ювелирных изделий и часов электронная промышленностью
- нагрев очень тонких проводов
- нагрев мелкого электронного оборудования
- инструментальное производство закалка
- отпуск тонких металлических деталей.
Кузнечные индукционные нагреватели
Основное назначение индукционных нагревателей кузнечного типа (ИКН) — подогрев деталей или их частей, предшествующий последующей ковке. Заготовки могут быть самого разного типа, сплава и формы. Индукционные кузнечные нагреватели позволяют обрабатывать цилиндрические заготовки любым диаметром в автоматическом режиме:
- экономичны, так как тратят на нагрев всего несколько секунд и имеют высокий КПД до 95%;
- просты в использовании, позволяют осуществлять: полный контроль процесса, полуавтоматическую загрузку-выгрузку. Есть варианты с полной автоматикой;
- надежны и могут работать непрерывно долгое время.
Индукционные нагреватели валов
Индукционные нагреватели для закалки валов работают совместно с закалочным комплексом. Обрабатываемая деталь находится в вертикальном положении и вращается внутри неподвижного индуктора. Нагреватель позволяет использовать все типы валов для последовательного локального нагрева, глубина закалки может составлять доли миллиметров по глубине.
В результате индукционного нагрева вала по всей длине с мгновенным охлаждением, многократно повышается его прочность и стойкость.
- закалка валов, осей и пальцев;
- закалка шестеренок, зубчатых колес и венцов;
- закалка ТВЧ зубьев или впадин
- щелей и внутренних частей деталей
- крановых колес и шкивов
Индукционный нагреватель своими руками – схема, устройство, видео
Идея нагревать металл вихревыми токами Фуко, возбуждаемыми электромагнитным полем катушки, отнюдь не нова. Она давно и успешно эксплуатируется в промышленных плавильных печах, кузнечных мастерских, бытовых нагревательных приборах – плитах и электрокотлах. Последние довольно дороги, так что домашние умельцы не оставляют попыток сделать индукционный нагреватель воды своими руками. Наша задача – рассмотреть работоспособные варианты самодельных устройств и разобраться, можно ли применять их для отопления дома.
О принципе индуктивного нагрева
Для начала разъясним, как функционируют электрические индукционные нагреватели. Переменный ток, проходя по виткам катушки, образует вокруг нее электромагнитное поле. Если поместить внутрь обмотки сердечник из магнитящегося металла, то он станет нагреваться вихревыми токами, возникающими под воздействием поля. Вот и весь принцип.
Важное условие. Чтобы металлический сердечник нагревался, катушка должна питаться переменным током, меняющим знак и вектор поля с высокой частотой. При подаче на обмотку постоянного тока вы получите обыкновенный электромагнит.
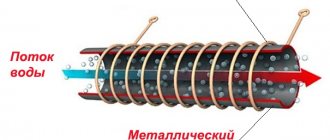
Сам нагревательный элемент носит название индуктора и является главной частью установки. В отопительных котлах он представляет собой стальную трубу с протекающим внутри теплоносителем, а в кухонных плитах – плоскую катушку, максимально приближенную к варочной панели, как изображено далее на фото.
Катушка-индуктор нагревает железную трубу, которая передает тепло протекающей воде
Вторая часть индукционного нагревателя — схема, повышающая частоту тока. Дело в том, что напряжение с промышленной частотой 50 Гц малопригодно для работы подобных устройств. Если присоединить индуктор к сети напрямую, то он начнет сильно гудеть и слабо прогревать сердечник, причем вместе с обмотками. Чтобы эффективно преобразовывать электричество в теплоту и полностью передавать ее металлу, частоту нужно повысить минимум до 10 кГц, чем и занимается электросхема.
В чем заключаются реальные преимущества индукционных котлов перед ТЭНовыми и электродными:
- Деталь, нагревающая воду, — это простой кусок трубы, не участвующий в электрохимических процессах (как в электродных теплогенераторах). Поэтому срок службы индуктора ограничивается только работоспособностью катушки и может достигать 10—20 лет.
- По той же причине элемент одинаково хорошо «дружит» со всеми видами теплоносителей – водой, антифризом и даже машинным маслом, разницы нет.
- Внутренности индуктора не покрываются накипью в процессе эксплуатации.
Здесь сердечником служит посуда из магнитного металла
Примечание. С индукционными котлами связано множество мифов. Например, продавцы утверждают, что они экономичнее других электрических обогревателей на 10—20%, хотя в действительности КПД всех электрокотлов равен 98%. Список преимуществ ограничивается тремя вышеперечисленными пунктами, остальное – реклама.
Варианты самодельных устройств
На просторах интернета размещено достаточное количество разнообразных конструкций, создаваемых для различных целей. Взять индукционный малогабаритный нагреватель, сделанный из компьютерного блока питания 250—500 Вт. Модель, показанная на фото, пригодится мастеру в гараже или автосервисе для плавки стержней из алюминия, меди и латуни.
Но для отопления помещений конструкция не подойдет по причине малой мощности. В интернете есть два реальных варианта, чьи испытания и работа засняты на видео:
- водонагреватель из полипропиленовой трубы с питанием от сварочного инвертора либо индукционной кухонной панели;
- стальной котел с нагревом от той же варочной панели.