Виды сварочных аппаратов
Чтобы сделать сварочный аппарат своими руками, необходимо вникнуть в суть вопроса и выбрать одну схему для реализации задуманного, после чего приступать к закупке составляющих.
В зависимости от некоторых параметров принято различать такие типы агрегатов как:
- На переменном токе.
- На постоянном токе.
- Трехфазные.
- Инверторные.
Первый приведенный в списке вид считается самым простым, при желании создать второй вариант устройства нужно внедрить в конструкцию специальный блок и сглаживающий фильтр.
Трехфазные модели можно встретить в промышленности, для домашнего использования подобные агрегаты выбирать нерационально.
Совет! Инверторный тип относится к более сложным аппаратам, без базовых знаний сборки плат и понимания схем за самостоятельное создание профессионалы браться не советуют.
Рекомендации по работе с агрегатом
Чтобы эксплуатировать аппарат для сварки по его назначению необходимо, в первую очередь, разжечь электрическую дугу. Этот процесс легкий и выполняется следующими действиями: кончик электрода под определенным наклоном со стороны металлического покрытия подносим и чиркаем по поверхности конструкции.
Если действие совершено правильно и удачно, возникает вспышка небольших размеров, и материал расплавляется, после чего можно сваривать необходимые элементы.
При изготовлении мини сварочного аппарата своими руками необходимо руководствоваться рекомендациями по работе с ним. Чтобы сваривать элементы нужно держать стрежень в таком положении, чтобы он был на определенном расстоянии друг от друга свариваемых деталей. Это расстояние может быть равным сечению подобранного электрода.
Зачастую такой металл как углеродистая сталь присоединяется с прямым полярным током. Однако некоторые сплавы можно сварить только по обратной полярности тока. Кроме этого необходимо внимательно контролировать качество шва и как проплавляется конструкция.
Схема простого сварочного аппарата.
Стоит сделать акцент на том, что переменный ток, находящийся в инверторе, может регулироваться эффективно и с плавностью. Зачастую никаких сложностей не возникает с настраиванием агрегата на необходимые параметры.
С небольшим показателем силы тока, шов выйдет некачественным, но и увеличенное значение не стоит выставлять, поскольку есть риск прожечь поверхность.
Если необходимо сварить поверхности небольшой толщины, то стержни подойдут с размером от 1 до 3 миллиметров, при этом сила тока должна варьироваться с отметками 20-60 А. С использованием электродов большого сечения можно сваривать металлические изделия до 5 миллиметров, однако в этом случае ток должен быть 100 А.
По завершению сварочного процесса, с использования самоделки, необходимо аккуратно убрать окалину легкими движениями, которая появляется на шве, после чего он чиститься специальной щеткой.
Благодаря этому действию вы сможете сохранить приятный эстетический вид у своего аппарата. Не стоит беспокоиться, если на первых парах чистка оборудования будет не сильно получаться. Этот навык нарабатывается на опыте и при условии выполнения всех рекомендаций по грамотной эксплуатации конструкции.
Список материалов и инструментов
При тщательном ознакомлении с конструкцией сварочного аппарата, функционирующего на переменном токе, нужно знать, что подобные образцы имеют показатели первичной обмотки в 220 вольт, а на вторичной оно снижается до 50-60 вольт, после чего идет на электрод, контактирующий с заготовкой.
Прежде чем приступать к сборке оборудования, следует подготовить или приобрести такие элементы:
- Магнитопровод.
- Кабель под обмотку катушки.
- Материалы для изоляции соединений.
Самой универсальной заготовкой специалисты считают заводской трансформатор, некоторые детали отлично подойдут для самостоятельного изготовления простых моделей. Речь идет о магнитопроводе и первичной обмотке, но когда подобных составляющих в наличии нет, то элемент необходимо создать с нуля.
Как сделать своими руками сварочный агрегат?
После изучения главных особенностей процесса сборки, можно приступать непосредственного к сборке самодельного оборудования.
На сегодняшний день существует большое количество различных способов и рекомендаций, как лучше собрать самодельный сварочный аппарат любого вида – с переменным или постоянным током, импульсные или инверторные, автоматические или полуавтоматические.
Достаточно глубоко в эту тему уходить не стоит, поскольку один из самых простых способов собрать аппарат для сварки своими руками, это использование трансформатора.
Его особенность – работа с переменным током, благодаря чему обеспечивается выполнение качественного шва при сваривании металлических поверхностей. Такое оборудование может справиться с любой бытовой работой, где необходимо сварить металлические либо стальные конструкции
Чтобы изготовить его необходимо подготовить:
- Несколько метров кабеля с большой толщиной.
- Материал для сердечника, который будет располагаться в трансформаторе. Сам материал должен обладать повышенной проницаемостью с примагничиванием.
Оптимальный вариант, когда сердечник в форме стрежня имеет букву «П». В некоторых случаях разрешено применять данную деталь в более измененной форме, к примеру, круглой из статора, изготовленной из поврежденного электрического двигателя.
Однако стоит обратить внимание, что на такую форму обмотки накручиваются труднее. Лучше всего, когда сечение сердечника для классического сварочного оборудования, сделанного своими руками и используемого в бытовых целях, имело площадь около 50 см2.
Чтобы оборудование имело доступный вес, не стоит увеличивать в объеме сечение, однако технический эффект будет не на высшем уровне. Если площадь сечения вам не подходит, то её удастся посчитать самостоятельно, используя специальные схемы и формулы.
Первичная обмотка должны быть изготовлена из провода из меди, который будет обладать повышенными характеристиками: термическая стойкость, поскольку в процессе эксплуатации конструкции данная детали очень сильно нагревается.
Такая деталь должна обладать хлопчатобумажной либо стеклотканевой изоляцией. На крайний случай, возможно использовать провод из резины с изоляцией либо резиновую ткань, однако опасайтесь полихлорвиниловой обмотки.
Изоляция также изготавливается своими руками, с использованием хлопчатобумажной либо стеклоткани, а точнее её части по 2 см в ширину. Благодаря этим кускам получится обмотать провод, а затем пропитать его с помощью любого лака с электротехническим назначением. Такая изоляция не будет перегреваться после регулярного функционирования.
Аналогично приведенным выше расчетам удастся посчитать, какая площадь сечения обмотки – первичной и вторичной будет самой оптимальной. Зачастую вторичная обмотка имеет площадь около 30 мм2, а первичная обмотка до 7 мм2, с использованием стержня в 4 миллиметра диаметром.
Кроме этого простым способом нужно определить, насколько будет протягиваться кусок провода из меди и сколько витков понадобится, чтобы накрутить две обмотки. После этого наматываются катушки, а каркас изготавливается при помощи геометрических параметров магнитопровода.
Главное проследить, чтобы при надевании магнитопровода не было никаких сложностей. В первую очередь, необходимо правильно подобрать размер сердечника. Его лучше всего изготавливать по помощи электротехнического картона либо текстолита.
По такому же аналогу удастся изготовить конструкцию для сварки мелких деталей. Для дома можно использовать сварочный аппарат «мини» маленького размера.
Блок питания от микроволновки
Рассматриваемая схема сварочного аппарата после сборки должна выдавать минимум 4 кВт, если брать за основную деталь элемент от микроволновой печи, который имеет показатели в 1,2 кВт, его будет недостаточно.
Для работы следует выделить два трансформатора, которые впоследствии потребуется соединить между собой.
Подробный алгоритм действий выглядит так:
- Запитав две детали к сети в 220 вольт, проверяется целостность обмотки.
- Чтобы снять высоковольтную обмотку, нужно распилить магнитопровод.
- С цепи убирается катушка.
- Из медной шины на 10 кв. мм изготавливается сердечник.
- Под первичную обмотку создается диэлектрическая прокладка.
- Соединяется катушка и магнитопровод.
- Все кабеля подключаются в соответствии со схемой.
После установки электрода в держатель можно приступать к проверке работоспособности созданного агрегата, маркировку диаметра более чем 4-5 мм брать не нужно.
Технологические рекомендации и меры безопасности.
Подключение сварочного аппарата к сети должно производится проводом сечением 6…7 мм через автомат на ток 25…50 А, например АП-50.
Диаметр электрода, в зависимости от толщины свариваемого металла, можно выбрать, исходя из следующего соотношения: dэ=(1…1,5)*В, где В — толщина свариваемого металла, мм. Длина дуги выбирается в зависимости от диаметра электрода и в среднем равна (0,5…1,1)dэ. Рекомендуется выполнять сварку короткой дугой 2…3 мм, напряжение которой равно 18…24 В. Увеличение длины дуги приводит к нарушению стабильности ее горения, повышению потерь на угар и разбрызгивание, снижению глубины проплавления основного металла. Чем длиннее дуга, тем выше напряжение сварки. Скорость сварки выбирает сварщик в зависимости от марки и толщины металла.
При сварке на прямой полярности плюс (анод) подсоединяют к детали и минус (катод) — к электроду. Если необходимо, чтобы на детали выделялось меньшее количество тепла, например, при сварке тонколистовых конструкций, то применяют сварку на обратной полярности. В этом случае минус (катод) присоединяют к свариваемой детали, а плюс (анод) — к электроду. При этом не только обеспечивается меньший нагрев свариваемой детали, но и ускоряется процесс расплавления электродного металла за счет более высокой температуры анодной зоны и большего подвода тепла.
Сварочные провода присоединяют к сварочному аппарату через медные наконечники под клеммные болты с наружной стороны корпуса сварочного аппарата. Плохие контактные соединения снижают мощностные характеристики сварочного аппарата, ухудшают качество сварки и могут вызвать их перегрев и даже возгорание проводов.
При небольшой длине сварочных проводов (4..6 м) площадь их сечения должна быть не менее 25 мм2.
Во время проведения сварочных работ необходимо соблюдать правила пожарной безопасности, а при настройке аппарата и электробезопасности — во время проведения измерений электроприборами. Сварку следует вести обязательно в специальной маске с защитным стеклом марки С5 (на токи до 150…160 А) и рукавицах. Все переключения в сварочном аппарате обязательно нужно делать только после отключения сварочного аппарата от сети.
Оборудование на постоянном токе
Люди, профессионально занимающиеся ремонтом сварочных аппаратов, могут с уверенностью назвать эту модель более стабильной, если рассматривать характеристики дуги. За процесс передачи напряжения отвечает вспомогательная составляющая, которая известна многим как преобразователь, дополненный сглаживающим элементом.
С таким устройством можно варить не только обычный вид металла, но и чугун или нержавейку, поскольку шов получается максимально ровным и аккуратным.
- Перед началом сборки потребуется закупить мощные диоды или транзисторы в количестве 4 штук, каждый экземпляр должен иметь показатель в 200 А.
- В конструкцию входит конденсатор с емкостью в 15 тыс. мкФ и дроссель, при самостоятельной работе следует руководствоваться специальной схемой.
Важно! В момент функционирования трансформатора могут случаться перегревы, что приведет к быстрому выходу диодов из строя, для предотвращения этого эксцесса конструкцию снабжают приспособлением для отвода тепла.
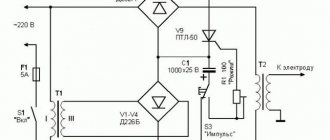
Сварочный инвертор был разработан на популярном форуме человеком под ником тимвал, ветка до сих пор очень активна. Именно эта схема популярна по причине простоты. Мой вариант сварочного инвертора рассчитан на ток всего в 100 ампер, это мало, но для моих задач больше не нужно.
Схема представляет из себя однотактный прямоходовый инвертор всего на одном IGBT транзисторе IRG4PC50KD.
Инвертор состоит из нескольких частей:
- Входной выпрямитель с накопительными конденсаторами и системой плавного пуска;
- Системы управления с драйвером на основе комплементарной пары составных транзисторов средней мощности;
- Силовая часть состоящая из IGBT транзистора и трансформатора;
- Выходная часть, состоящая из дросселя с выпрямителем.
Сетевое напряжение выпрямляется входным диодным мостом KBPC3510
и сглаживается ёмкими электролитами.
Важно заметить, что питание в начальный момент времени поступает не напрямую, а через балластный резистор R12, это нужно для плавной зарядки конденсаторов, иначе бросок тока может вывести из строя входной диодный мост и выбить автоматы.
Одновременно питание от конденсаторов через другой балластный резистор R11 поступает на линию питания микросхемы ШИМ.
Сердцем схемы является ШИМ контроллер UC3844,
который работает на частоте около 30кГц, сигнал с микросхемы сначала поступает на драйвер, выполненный на транзисторах VT2 и VT3, а затем на силовой транзистор VT4.
Напряжение на конденсаторах растет, растет и питание микросхемы и как только оно дойдет до порогового значения, для UC3844 оно составляет около 16 вольт, микросхема начнет вырабатывать управляющие импульсы, что приведет к запуску всего инвертора.
Во вторичных обмотках трансформатора появиться напряжение, это приведет к тому, что сработает силовое реле К1 и своими контактами замкнёт балластный резистор R12, и сетевое напряжение будет поступать напрямую на схему. Планый запуск длиться всего пару секунд. После плавного запуска инвертор будет работать в штатном режиме. Выходное напряжение инвертора около 60 вольт, этого достаточно для нормального розжига дуги.
Если во время сварки вращать регулятор ограничения тока (резистор R3), моментально сработает система обратной связи (цепь, состоящая из токового трансформатора ТТ, диодов VD2-VD4, резисторов R5 и R7, конденсатора С4).
Токовый трансформатор намотан на тороидальном ферритовом сердечнике небольших размеров, он имеет две обмотки, первичная — всего один виток и вторичная.
Силовой трансформатор выполнен на сердечнке EPCOS E55/28/25 феррит №87.
Сердечник был без каркаса, поэтому его пришлось сделать самому из мтеклотекстолита.
Трансформатор имеет 4 обмотки:
- сетевая;
- вторичная силовая;
- фиксирующая;
- обмотка самозапитки для системы управления.
В моём варианте обмотка самозапитки не используется, взамен применен небольшой импульсный источник питания на 24 вольта с током 1-1,5 Ампера.
Начала всех обмоток на схеме указаны точками, я советую промаркировать начало намотки, например одевая на обмотку красную термоусадку, чтобы потом не гадать где начала, а где концы намоток.
В самом начале мотается сетевая обмотка, но не полностью, а по частям. В моем случае для намотки этой обмотки был использован провод диаметром 1,20мм 25 витков. Провод нужно уложить равномерно, виток к витку.
Затем обмотка изолируется, но перед этим заливается эпоксидной смолой. Смола будет заполнять все пустоты. Т.к. из-за сильных магнитных полей в трансформаторе будут образоваться вибрации и изоляция провода со временем может пострадать, а со смолой обмотка будет полностью неподвижной.
Ставим изоляцию каптоновым термостойким скотчем и мотаем остальную часть первичной обмотки. Количество витков, провод и направление намотки тоже самое.
Опять все заливаем смолой, а поверх ставим изоляцию. Позже, уже на плате концы этих обмоток соединяются параллельно.
После мотаем фиксирующую обмотку, диаметр провода 0,5мм. Количество витков 25-26, то есть тоже самое, что и в случае первичной обмотки. Эта обмотка намотана так, чтобы провод попадал между витками первичной обмотки. Фиксирующая обмотка равномерно растянута по всему каркасу. Аналогичным образом поступаем и с этой обмоткой, смола, изоляция. К стати ранее я ставил изоляцию в 2-3 слоя, а после намотки фиксирующей обмотки изоляция нужна более серьезная, слоя 4-5.
Ну и наконец силовая обмотка, самая трудоемкая. Ее можно намотать медной шиной либо что еще лучше — лентой. Наиболее эффективно работает литцендрат — провод, который состоит из большого количества параллельных тонких изолированных друг от друга проводов, такая намотка делается для минимизации влияния скин эффекта. Но при частотах в 30кГц, этот эффект не столь ощутимый, поэтому при большом желании можно взять пару тройку медных проводов большого диаметра, но такой провод очень трудно уложить, поэтому мой выбор остановился на литцендрате.
Обмотка состоит из 100 параллельных жил провода 0,5мм. Скручиваем все это дело дрелью и покрываем дополнительной изоляцией, опят же каптоновый скотч.
Количество витков всего 9, по расчетам этого хватит для того, чтобы напряжение холостого хода инвертора было в районе 60 вольт. После намотки её так же следует залить смолой.
Схема однотактная и между половинками сердечника нужен немагнитный зазор. В моем случае для получения необходимого зазора под всеми кернами были установлены прокладки, обычный чек от банкомата.
Далее трансформатор собирается, половинки сердечника надежно стягиваются, можно даже приклеить.
Трансформатор тока. Ферритовое колечко,проницаемость может быть от 1500 до 3000. Размеры моего кольца R18х8х6. Важно, чтобы оно было ферритовым, схожие кольца можно найти в некоторых импульсных блоках питания, они стоят по входу в качестве дросселя и на них как правило две обмотки. Желто-белые, зелено-синие кольца не подойдут, материал там иной.
Сначала сердечник изолируют, в моем случае каптноновым скотчем, затем мотают вторичную обмотку. Провод в лаковой изоляции, диаметр может быть от 0,25 до 0,5мм. Количество витков в моем случае 76.
Далее обмотку нужно изолировать, можно просто залить эпоксидной смолой. Первичная обмотка — один виток из двух параллельных жил провода 1,20мм идущий к силовому трансформатору.
Выходной выпрямитель классический для этой топологии. Два диода прямой и замыкающий, притом замыкающий нужен более мощный, но можно не заморачиватся и сразу воткнуть два диода типа 150EBU04 на 150 ампер с обратным напряжением 400 вольт. Диоды из этой линейки как правило применяют именно в сварочных инверторах. Диоды обязательно нужны ультра быстрые. Можно применить диодные сборки STTH20003.
В каждом корпусе два независимых друг от друга ультра быстрых диода, каждый на 100 Ампер с обратным напряжением 300 вольт. Они даже лучше, чем 150EBU04 т.к. площадь подложки у них гораздо больше и толще. Соединение винтовое, что очень удобно.
Дроссель. Тут все не так однозначно и по факту дроссель довольно критичен Чем больше его индуктивность, тем хорошо будет зажигаться дуга даже при малых токах. По схеме дроссель на 40мкГн, его хватит, но уверенный розжиг дуги я получил при токах от 30 ампер и в принципе этого хватит.
Честно сказать для дросселя пробовал разные материалы — алсифер, неизвестные кольца которые по всей видимости применяются в качестве фильтра в частотных преобразователях и наконец сердечник набранный из трансформаторных пластин.
Наилучшим решением является применение сердечников из порошкового железа, они специально созданы для работы в качестве дросселя, но кольцо нужно приличных размеров, и их найти не так уж и просто и стоят они приличных денег. В итоге по совету коллеги Тимура, который ранее собирал данный сварочник, мой выбор остановился на пакете из железных трансформаторных пластин.
Фишка в том, что сердечник фактически невозможно загнать в насыщение, то есть можно увеличить индуктивность и получить уверенный розжиг дуги при сварочных токах хоть 5 ампер, я понимаю, что на таких токах никто не варит, но все же.
Пакет собирал из того что было, в итоге сердечник получился с размерами 86х30х17мм. Пластины обмотал каптоноым скотчем, затем бумажный и намотал обмотку. Обмотка к сожалению алюминиевая, да медь лучше, но алюминиевый был в наличии. Обмотка намотана в три ряда, каждый ряд по 10-12 витков. После намотки каждого ряда обмотку покрывал лаком в несколько слоев и ставил изоляцию из ткани. Итоговая индуктивность дросселя около 80мкГн. Недостаток такого дросселя — большие размеры и вес, но в моем случае все получилось достаточно компактно, и даже умудрился зафиксировать его на плате. Выводы дросселя были обжаты медными луженными клеммами, ключевое слово луженными иначе такое соединение долго не проработает, будет перегреваться и окисляться.
Входная часть. Диодный мост взят готовый, сборка KBPC3510, мост на 35 ампер, обратное напряжение 1000 вольт, устанавливается на радиатор.
Силовое реле в схеме плавного пуска с катушкой 24 вольта, рассчитан на ток в 15-30 реальных ампер, если сварочник планируете на токи более 120 ампер, то реле желательно использовать именно 30-и амперное.
Входные электролитические конденсаторы на 450 вольт, в моем случае 2штуки по 470мкФ, желательно установить три, хуже не будет. Подбирайте конденсаторы от хорошего производителя с минимально возможным внутренним сопротивлением.
Ограничительный резистор по входу желательно взять на 10 ватт, сопротивление от 10 до 30 Ом.
Диоды VD7, VD8 и VD9 в схеме преобразователя нужны ультра быстрые, именно на тот ток и напряжение, которые по схеме.
Сборку конденсаторов я заменил одним, емкостью 0,33мкФ, конденсатор специального назначения созданный для работы в импульсных схемах, такие применяют в индукционных нагревателях. Обычные пленочные конденсаторы ставить сюда крайне не желательно.
Микросхема ШИМ у меня установлена на панельку для беспаячного монтажа, после полной наладки микросхему обязательно нужно запаять на плату.
Силовые дорожки на плате просто залудить и усилить припоем не достаточно, нужно их армировать медным проводом.
НАЛАДКА
Обязательно разряжайте входные конденсаторы перед началом наладочных работ!
Подаем сначала напряжение 24 вольт для управления, сетевое питания в тот момент отключено. Проверяем сигнал на затворе IGBT транзистора, к стати во время наладки можно использовать полевые транзисторы, я к примеру ставил IRF840, он слабый, но наладить схему можно. Транзистор обязательно должен быть установлен на радиаторе.
Проверяем наличие управляющих импульсов на затворе полевого ключа относительно массы питания, импульсы должны быть примерно с заполнением 45-47%, частототой около 30кГц, если они есть, то все нормально идем далее.
Первый запуск схемы делаем через страховочную лампу накаливания на 100 ватт. Схему управления желательно питать от отдельного внешнего источника питания на 24 вольта, отлично подходит лабораторный блок питания, притом родную систему питания можно исключить, повторюсь это только во время наладочных работ.
Нагрузочный резистор в схеме обратной связи по току заменяем на 10-и омный 1-2 ватт, это нужно, чтобы была возможность наладить схему при малых выходных токах.
Подключаем силу, то есть втыкаем вилку в розетку, лампа на момент вспыхнет, т.к. конденсаторы в начальный момент заряжаются достаточно большим током. Проверяем напряжение на выходе инвертора, оно должно быть около 60 вольт, напомню, что это напряжение холостого хода без выходной нагрузки. Регулятор тока ставим в минимальное положение.
Нагружаем инвертор, например нихромовой спиралью или лампочкой, нагрузку сначала даем небольшую, затем постепенно увеличиваем до тех пор, пока не сработает ограничение тока, то есть длительность управляющих импульсов резко не уменьшиться. Притом схема должна реагировать на вращение переменного резистора, длительность импульсов должна плавно меняться в зависимости от положения ползунка переменного резистора. Если этого не происходит, меняем местами концы вторичной обмотки трансформатора тока. Далее меняем страховочную лампу на более мощную (около 300 ватт).
Можно воткнуть более мощный полевой транзистор либо IGBT, но помните, что у нас по прежнему схема не до конца налажена. Сопротивление нагрузочного резистора можно уменьшить раза в два и повторяем то же самое, только на более больших токах. Можно попробовать инвертор на короткое замыкание при малых значениях тока, на этом этапе мы уже понимаем, что собрали сварку и можно разжечь небольшую дугу.
Если регулировка тока происходит в штатном режиме, то все сделано правильно. Помним о том, что инвертор без охлаждения и долго не балуемся.
Сейчас нам нужно привести инвертор в нормальное состояние. Только на этом этапе, после полной наладки схемы устанавливаем силовой IGBT транзистор. Радиаторы охлаждения целесообразно взять от процессоров ПК, они довольно добротные. Выходной выпрямитель у меня без изолирующей прокладки, термопаста имеется. А вот радиатор с силовым транзистором и одним из быстродействующих диодов, находятся на втором радиаторе и они обязательно должны быть изолированы теплопроводящей изоляционной прокладкой.
Силовой трансформатор, дроссель и радиаторы нужно надежно зафиксировать. Трансформатор и дроссель достаточно затянуть пластиковыми хомутами, можно дополнительно приклеить их к плате.
Радиаторы же желательно прикрутить к плате и обеспечить изоляцию друг от друга, чтобы они ни в коем случае не соприкасались во время вибраций или падений.
Очень важным моментом является охлаждение, не экономьте на вентиляторах, ставьте мощные высокооборотистые большого диаметра.
Правильно собранная схема во время работы не должна издавать свистов и шумов, если есть подобного рода проблемы, скорее всего проблема в трансформаторе, неправильный зазор, неверное количество витков или неправильная фазировка.
Проверим напряжение холостого хода, видим,что оно около 60 вольт, притом если нагрузка отсутствует вращая регулятор выходное напряжение не меняется. Ток потребления системы управления на холостом ходу от источника 24 вольта всего 80мА, с учетом тока потребления катушки реле.
Нагружаем инвертор для проверки системы ограничения тока. Нагрузкой служит мощный реостат, сопротивление выставлено меньше пол ома. Ток должен регулироваться достаточно плавно. Выставляем минимальный ток и попробуем зажечь дугу. Берём двух миллиметровый электрод и попробуем поварить на токах около 50-70 Ампер.
Видео по сборке и наладке сварочного инвертора:
С уважением — АКА КАСЬЯН
Агрегат с маленькими габаритами
Качественно собранный инверторный сварочный аппарат не менее полезен как на производстве, так и в домашних условиях при ремонте автомобилей или небольших элементов.
Благодаря подобному виду устройства, можно реализовать точечную сварку, что в некоторых ситуациях будет намного удобней, к тому же вес и размеры коробки довольно компактные, ее легко перенести, подвесив на плечо.
Конструкция включает в себя:
- Диодный выпрямитель.
- Система для управления.
- Силовую часть.
- Диод и дроссель.
- Кулер для охлаждения.
- Обратную связь для контроля над параметрами.
При создании модели потребуется намотать силовой трансформатор собственноручно, базой которого будет ферритовое кольцо. Профессионалы советуют для моста приобрести готовую сборку из полупроводниковых элементов, некоторые составляющие найти дома не получится, их зачастую заказывают или покупают в специализированных магазинах.
Устройство считается достаточно сложным, не имея уверенности в собственных силах, подходящих схем и базовых навыков браться за выполнение процесса не следует.
Приступив к реализации задуманного, многие хозяева замечали, что самостоятельное конструирование инверторной модели обходится не дешевле заводской продукции, поэтому рациональнее всего купить готовый агрегат с заданными рабочими параметрами.
Не менее практичными будут видеоинструкции, благодаря им получится намного быстрей разобраться во всех этапах работы над созданием оборудования.
Как сделать самый удобный трансформатор для сварки: практические советы
Теоретически можно использовать любую модель трансформатора для питания сварочного аппарата. Главные требования к нему:
- обеспечивать напряжение зажигания дуги на холостом ходу;
- надежно выдерживать ток нагрузки во время сварки без перегрева изоляции от длительной работы;
- отвечать требованиям электрической безопасности.
На практике мне встречались разные конструкции самодельных или заводских трансформаторов. Однако все они требуют проведения электротехнического расчета.
Я уже давно пользуюсь упрощенной методикой, которая позволяет создавать довольно надежные конструкции трансформатора среднего класса точности. Этого вполне достаточно для бытовых целей и блоков питания радиолюбительских устройств.
Она описана у меня на сайте в статье об изготовлении трансформаторного паяльника Момент своими руками. Это усредненная технология. Она не требует уточнения сортов и характеристик электротехнической стали. Мы их обычно не знаем и учесть не можем.
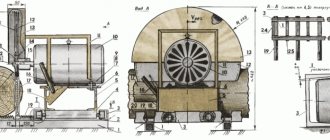
Особенности изготовления сердечника
Умельцы делают магнитопровды из электротехнической стали всевозможных профилей: прямоугольного, тороидального, сдвоенного прямоугольного. Даже мотают витки провода вокруг статоров сгоревших мощных асинхронных электродвигателей.
У нас была возможность пользоваться списанным высоковольтным оборудованием с демонтированными трансформаторами тока и напряжения. Взяли от них полосы электротехнической стали, сделали из них два кольца — бублика. Площадь поперечного сечения каждого по расчетам составила 47,3 см2.
Их изолировали лакотканью, скрепили хлопчатобумажной лентой, образовав фигуру лежащей восьмерки.
Сверху усиленного изоляционного слоя стали мотать провод.
Секреты устройства обмотки питания
Провод для любой цепи должен быть с хорошей, прочной изоляцией, рассчитанной на длительную работу при нагреве. Иначе во время сварки она просто сгорит. Мы исходили из того, что было под рукой.
Нам достался провод с изоляцией лаком, закрытой сверху тканевой оболочкой. Его диаметр — 1,71 мм маловат, но металл — медь.
Поскольку другого провода просто не было, то стали обмотку питания делать из него двумя параллельными магистралями: W1 и W’1 с одинаковым числом витков — 210.
Бублики сердечника монтировали плотно: так они имеют меньшие габариты и вес. Однако, проходное сечение для провода обмоток тоже ограничено. Монтаж затруднен. Поэтому каждую полуобмотку питания разнесли на свои кольца магнитопровода.
Таким способом мы:
- вдвое увеличили поперечное сечение провода обмотки питания;
- сэкономили место внутри бубликов для размещения силовой обмотки.
Выравнивание провода
Получить плотную намотку можно только из хорошо выровненной жилы. Когда мы снимали проволоку со старого трансформатора, то она получилась искривленной.
Прикинули в уме необходимую длину. Конечно же ее не хватило. Каждую обмотку пришлось делать из двух частей и сращивать винтовым зажимом прямо на бублике.
Провод растянули на улице по всей длине. Взяли в руки пассатижи. Зажали ими противоположные концы и потянули с силой в разные стороны. Жила получилась хорошо выровненной. Скрутили ее кольцом с диаметром около метра.
Технология намотки провода на тор
Для обмотки питания мы использовали метод намотки ободом или колесом, когда из провода делается кольцо большого диаметра и заводится внутрь тора вращением по одному витку.
Этот же принцип используется при надевании заводного кольца, например, на ключ или брелок. После того, как колесо заведено внутрь бублика его начинают постепенно раскручивать, укладывая и фиксируя провод.
Этот процесс хорошо показал Дмитрий Волжский в своем видеоролике «Намотка первичной обмотки тороидальных трансформаторов».
Эта работа трудная, кропотливая, требует усидчивости и внимания. Провод надо плотно укладывать, считать, контролировать процесс заполнения внутренней полости, вести запись намотанного количества витков.
Как мотать силовую обмотку
Для нее мы нашли медный провод подходящего сечения — 21 мм2. Прикинули длину. Она влияет на число витков, а от них зависит напряжение холостого хода, необходимое для хорошего зажигания электрической дуги.
Обычно справочники рекомендуют 60-70 вольт. Нам один опытный сварщик сказал, что в нашем случае будет достаточно 50. Решили проверить, а если не хватит, то дополнительно увеличить обмотку.
Сделали 48 витков со средним выводом. Итого получилось на бублике три конца:
- средний — для прямого подключения «плюса» к сварочному электроду;
- крайние — на тиристоры и после них на массу.
Поскольку бублики скреплены и на них уже по краям колец смонтированы обмотки питания, то намотку силовой цепи выполняли методом «челнока». Выровненный провод сложили змейкой и просовывали для каждого витка через отверстия бубликов.
Отпайку средней точки выполнили винтовым соединением с его изоляцией лакотканью.
Фото самодельного сварочного аппарата
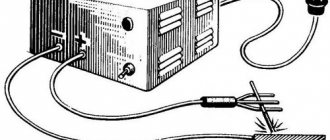
Как работает сварочный инвертор
Внутри инвертора происходит выпрямление входного напряжения. Затем преобразованное напряжение с помощью транзисторных ключей трансформируется в переменный ток высокой частоты. Далее происходит выпрямление переменного тока в постоянный.
Рисунок 2 — Схематическое устройство инвертора
Установка ключевых транзисторов высокой мощности и диодного моста сокращает габариты трансформатора. На выходе получается высокочастотный ток 30–90 кГц. Диодный выпрямитель дает на выходе постоянное напряжение. Оно преобразуется в постоянный ток фильтром из нескольких конденсаторов большой емкости, что необходимо для сглаживания пульсации.
Диодный мост и фильтр представляют блок питания инвертора. На входе стоят ключевые транзисторы, обеспечивающие питание импульсного трансформатора. За ним подключается высокочастотный выпрямитель, выдающий постоянный ток высокой частоты.
Схема считается простой и доступной для самостоятельной реализации.
Личные впечатления от эксплуатации
Когда был изготовлен сварочный аппарат постоянного тока своими руками, то мы приступили к изучению его возможностей. Первым делом поэкспериментировали с полярностью подключения электрода и выявили закономерность.
На электрод можно подавать «плюс» — прямая полярность или «минус» — обратная. В этом случае меняется глубина провара шва. При обратной полярности она возрастает примерно на 40-50%.
Наш сварочный аппарат позволяет варить электродами 3 мм, обеспечивая ток сварки 80 ампер довольно длительное время. Нагрев конструкции не превышает рабочих режимов. При этом нагрузка в сети бытовой проводки поддерживается на уровне до 20 А.
Если возникает необходимость пользоваться электродами 4 мм или увеличивать сварной ток, то приходится организовывать перерывы в работе для охлаждения аппарата. Оно у нас естественное: за счет щелей и отверстий.
Систему охлаждения можно усилить принудительной вентиляцией, выполнив обдув. Но мы этим вопросом не занимались.
Показываю отсканированный рукописный текст сохранившегося документа. Он может пригодиться для повторения.
А сейчас рекомендую посмотреть видеоролик владельца zxDTCxz «Сварочный аппарат на основе тороидального магнитопровода». В нем есть много полезных рекомендация.
Если же у вас все-таки остались вопросы по теме, то задавайте их в комментариях, я отвечу.
- 5
- 4
- 3
- 2
- 1
(5 голосов, в среднем: 5 из 5)
Подпишитесь на нашу рассылку «Домашний мастер» и Вы всегда узнаете первыми о новостях этого блога!
Как пользоваться самодельным аппаратом
После включения в цепь самодельного аппарата, контроллер в автоматическом режиме задаст определенную силу тока. При напряжении провода менее 100 Вольт, то это говорит о неисправности устройства. Придется разобрать аппарат и снова повторно провести проверку правильности сборки.
С помощью такого вида сварочных аппаратов можно осуществлять спайку не только черных, но и цветных металлов. Для того чтобы собрать сварочный аппарат, потребуется не только владение основами электротехники, но и свободное время для реализации задумки.
Инверторная сварка — незаменимая вещь в гараже у любого хозяина, поэтому если вы еще не обзавелись таким инструментом, то вы можете сделать его самостоятельно.