В истории металлургии железа было три революционных переворота, оказавших глубочайшее влияние на весь ход человеческой истории: первый имел место еще в глубокой древности, когда появились сыродутные горны; второй произошел в средние века, после открытия переделочного процесса; третий пришелся на вторую половину XIX века и был связан с началом производства литой стали. Сталь во все времена оставалась самым необходимым и желанным продуктом металлургии железа, потому что только она обладала той твердостью и крепостью, какие требовались для изготовления инструментов, оружия и деталей машин. Но прежде чем превратиться в стальное изделие, металл должен был подвергнуться целому ряду трудоемких операций. Сначала из руды выплавляли чугун. Потом чугун восстанавливали в мягкое железо. Наконец путем длительной проковки железной крицы получали из нее необходимую стальную деталь (или только заготовку к ней, которую затем подвергали окончательной отделке на металлорежущих станках).
Производство мягкого железа и в особенности ковка долгое время оставались самыми узкими местами в процессе обработки железа. На них уходило больше всего сил и времени, а результаты далеко не всегда оказывались удовлетворительными. Особенно остро эта проблема стала ощущаться в XIX веке, когда резко возрос спрос на дешевую сталь.
Естественным образом у многих ученых и изобретателей возникла мысль, которую потом высказал Бессемер: каким образом получить металл со свойствами железа и стали, но в жидком виде, чтобы его можно было использовать для отливки? Разрешение поставленной проблемы потребовало нескольких десятилетий упорного труда многих металлургов. На этом пути было сделано несколько важных открытий и изобретений, каждое из которых составило эпоху в истории обработки железа. Но в этом эссе мы поговорим именно о мартеновском процессе.
Рассмотрим производство в мартеновских печах металлургических или машиностроительных заводов литой стали. Сталь получается путём окислительной плавки загруженных в печь железосодержащих материалов — чугуна, стального лома, железной руды и флюсов в результате сложных физико-химических процессов взаимодействия между металлом, шлаком и газовой средой печи.
Мартеновские печи наряду с другими видами производства стали — второе звено в общем производственном цикле чёрной металлургии; два других основных звена — выплавка чугуна в доменных печах и прокатка стальных слитков или заготовок.
Производство стали в мартеновских печах – Справочник металлиста
По конструкции мартеновские печи делятся на:
- стационарные;
- качающиеся.
Стационарные печи получили наибольшее распространение.
Качающиеся печи преимущественно распространены в литейных цехах машиностроительных заводов, когда необходимо выпускать металл отдельными порциями или скачивать большое количество шлака.
В зависимости от состава шихты, используемой при плавке, различают разновидности мартеновского процесса:
- скрап-рудный процесс, при котором шихта состоит из жидкого чугуна (55 – 75%), скрапа и железной руды. Процесс применяют на металлургических заводах, имеющих доменные печи;
- скрап-процесс, при котором шихта состоит из стального лома и чушкового передельного чугуна (25 – 45%). Процесс применяют на заводах, где нет доменных печей, но расположенных в промышленных центрах, где много металлолома.
Что такое мартеновская печь?
Печь мартеновского типа – это особая металлургическая установка, в которой из лома железа и чугуна получается сталь.
С помощью конвективных потоков раскаленной газовоздушной смеси происходит сам процесс нагревания, а также дальнейшего плавления материала.
Ниже представлено фото мартеновской печи и сталевара, обслуживающего ее, а также контролирующего процесс выплавки металла:
Фото 1
Фото 2
Фото 3
История появления
Изобрел мартеновскую печь французский металлургический инженер Пьер Эмиль Мартен в 1864 году. С того времени – это официальная дата изобретения мартеновской печи.
Во второй половине XIX века мартеновские установки стали настоящим прорывом в сталелитейном производстве.
В России первые мартены появились в 1870 году на Сормовском заводе под Нижним Новгородом. В их создании принимал активное участие инженер А. Износков.
Благодаря интенсивному развитию промышленности в СССР, в 30-ые годы XX века, к началу Великой Отечественной войны этот комбинат стабильно обеспечивал советскую армию запасными деталями, частями корпусов из стали и чугуна для военной техники.
Устройство
Основными элементами, представляющими устройство мартеновской печи, являются:
- Корпус, состоящий из передней и задней стенок, а также ее свода.
- Головки, оснащенные каналами, расположенными вертикально. Через них происходит газовый обмен рабочей камеры с внешней средой, а также подается топливо.
- Шлаковики воздушного и газового типа, в них происходит сбор и накопление крупнофракционной плавильной пыли.
- Регенераторы, которые обеспечивают стабильную температуру подаваемого газа и воздуха, за счет тепловой энергии, выходящей из рабочей камеры.
- Труба для отвода дыма и газов.
- Котел-утилизатор.
- Реверсивно-регулирующие клапаны, их функция состоит в выведении продуктов сгорания, а также в правильной подаче газового топлива и воздуха в камеру.
Ниже приведены типовые схемы мартеновских печей:
Принцип работы
Мартеновская печь – это пламенный отражающий механизм, который действует по принципу регенерации металла. В рабочем пространстве происходит сжигание природного газа или мазута.
Температура в мартеновской печи может достигать 18000 градусов Цельсия. Такой высокий уровень температуры поддерживается с помощью регенерации тепловой энергии печных газов.
Описание принципа работы:
- Подогретый до 1200 – 1250 градусов газ, попадает в рабочую камеру, где происходит процесс его смешивания с топливом. Возникающий факел направляется на закладку шихты и происходит выплавление металла из нее.
- В свою очередь, отработанные газы, в смеси с шихтовой пылью, удаляются через дымоход в атмосферу, подвергаясь фильтрации в регенераторе. По завершении цикла, с помощью клапанов происходит переключение регенераторов и вертикальных головок. Процесс повторяется в зеркальном отображении, благодаря симметричной конструкции мартена.
- Процесс получения стали в такой установке длится несколько часов. Во время работы сталевар осуществляет контрольную выемку расплава специальным приспособлением, после чего направляет ее в цеховую лабораторию для определения процентного соотношения металла и примесей, таких как марганец, фосфор, сера и прочих.
- По результатам такого анализа, в рабочую камеру добавляются специальные присадки, улучшающие качество стали. В конце процесса производится процедура удаления кислорода из расплава с помощью раскислителей, ими являются ферромарганец, алюминий и ферросилиций.
Устройство мартена
Температурно-тепловая диаграмма мартеновской печи
Отличительной особенностью мартеновской печи является ее температурный режим (см. рис. справа). Плавильная ванна, подвергающаяся большим ударным механическим нагрузкам, нагревается свыше 1300 градусов, будучи заполненной уже расплавом и поэтому срок службы высоко кондиционных огнеупоров для нее немалый. Свод большую часть времени плавки нагрет до более чем 1500 градусов, но механических нагрузок не испытывает и поэтому служит тоже долго. А в целом тепловой поток, способный разогреть всю внутренность печи до более чем 1500 градусов, действует относительно небольшое время и поэтому все строение печи получается также долговечным.
Устройство мартеновской печи показано на рис.:
Схемы устройства мартеновской печи
Технологическая основа печи – 2 жаростойких узала: плавильная ванна; по спецтерминологии – подина, ударение на первом слоге, и свод, хорошо отражающий тепловое (инфракрасное, ИК) излучение. Дополняют их газовые или мазутные факельные горелки, регенераторы тепла и система газоходов с перекидными устройствами, каждое из которых, в свою очередь, представляет собой систему клапанов, заслонок и шиберов. Если мартен на металлургическом комбинате и греется низкокалорийным коксо-доменным газом, печь снабжают 4-мя регенераторами – 2-мя воздушными и 2-мя газовыми. В сопутствующих мартенах машиностроительного производства, работающих на природном газе или мазуте, используются только воздушные регенераторы. Устройство регенератора аналогично таковому доменного каупера, но с некоторыми особенностями, см. далее.
Подина выкладывается из жаростойкого кирпича состава, соответствующего режиму плавки, см. далее, на прокладках из картона или фанеры. При первоначальном разогреве печи прокладки сгорают, а кирпичи спаиваются тепловым расширением. Это дает возможность достаточно оперативно менять основную (щелочную) подину на кислотную (также см. далее). Свод чаще всего поддерживается металлоконструкциями, охлаждаемыми проточной водой или эффузионным (испарительным) способом. Борта печи, подвергающиеся сильным термическим и механическим нагрузкам и плохо доступные для ремонта, в последних образцах мартенов выполнены не на металлокаркасе, а из высокопрочного жаростойкого кирпича (англ. Grey Brick; справа на рис.).
Шихта загружается в рабочие окна, на время плавки закрываемые жаростойкими крышками с гляделками, такими же, как в доменной печи. Твердая шихта предварительно засыпается в стальные контейнеры – мульды (короба) и загружается (заваливается) завалочной машиной. Машина берет мульду специальным захватом (хоботом), вводит через рабочее окно в рабочее пространство и опрокидывает. Жидкая шихта (расплавленный чугун) заливается из ковша-миксера по приставному желобу. Для выпуска стали и шлака в подине пробивается леток, который после выпуска запечатывается жаростойкой пробкой, как и в домне. Подробнее об устройстве мартеновской печи можно посмотреть видео ниже.
Видео: устройство мартеновской печи
Примечание: сам Пьер Мартен экономическую эффективность своей печи на первое место не ставил, он рассчитывал на имперские дотации по военной линии. Впоследствии мартеновское производство оказалось рентабельным только на крупных печах, более чем на 200-250 т, в цеху, оснащенном сложным обеспечивающим хозяйством. Что собой представляет мартеновский цех, см. след. ролик.
Видео: работа мартеновского цеха
Тепловой и материальный баланс плавки
Для двух типовых составов:
Материальный баланс 1
- Расход: скрап — 66, чугун — 34, известняк — 4, заправочный материал — 3, руда — 2, ферромарганец — 1
- Приход: сталь жидкая — 96, шлак конечный — 8, шлак после выпуска — 5 , СО от окисления углерода — 3, СО от разложения извести и известняка — 2, влага — 1, корольки — 1
Тепловой баланс 1
- Расход: теплота сгорания топлива — 61, тепло воздуха в регенераторах — 29, экзотермические реакции выгорания примесей — 8
- Приход: уносится с продуктами — 61, потери в окружающую среду — 16, на нагрев стали — 15, на нагрев шлака — 3
Материальный баланс 2
- Расход: скрап — 34, чугун — 66, руда в завалку — 15, известняк — 5 , заправочный материал (доломит и магнезит) — 3, руда в период кипения — 2, ферромарганец — 1
- Приход: сталь жидкая — 103, шлак конечный — 8, шлак после выпуска — 7, СО от окисления углерода — 6, СО от разложения извести и известняка — 2, влага — 1, корольки — 1
Тепловой баланс 2
- Расход: теплота сгорания топлива — 48, тепло воздуха в регенераторах — 20, тепло газа в регенераторах — 11, экзотермические реакции выгорания примесей — 8
- Приход: уносится с продуктами — 58, потери в окружающую среду — 15, на нагрев стали — 20, на нагрев шлака — 5, разложение известняка — 1
Технология
Вид снаружи на мартеновскую печь
Периоды процесса получения стали в мартеновской печи длятся от пяти до восьми часов (при скоростном сталеварении — до 4,5—5,5 часа) и состоят из этапов:
- Плавление
. Плавление начинается ещё до окончания загрузки печи. Плавление стараются проводить при максимальной температуре, чтобы препятствовать растворению в металле газов и не допустить излишнего окисления. В этот период интенсивно окисляются кремний, марганец, железо, фосфор, образуется большое количество закиси железа FeO{\displaystyle \mathrm {FeO} }. - Окисление
. Происходит окисление углерода за счёт ранее образованного FeO{\displaystyle \mathrm {FeO} }. Формула реакции: C+FeO=CO+Fe−Q{\displaystyle \mathrm {C+FeO=CO+Fe-Q} }. Образующийся угарный газ CO{\displaystyle \mathrm {CO} } приводит расплав в состояние кипения. В течение 2—3 часов доля углерода в расплаве уменьшается и становится ниже 2%. - Раскисление
. Если к окончанию плавки в стали растворено большое количество FeO{\displaystyle \mathrm {FeO} }, это придаёт стали хрупкость в горячем состоянии — красноломкость. Для удаления кислорода сталь раскисляют ферросилицием, ферромарганцем или алюминием. Иногда для проверки раскалённый кусок стали подвергают ковке — при плохой раскисленности образуются трещины.
При необходимости, после раскисления вводят легирующие элементы: ферротитан, феррохром, высококремнистый ферросилиций, чистый никель и другие.
После окончания плавки сталь выпускают в ковш.
Для ускорения процесса и повышения производительности на 15—25% используют кислород. Его вводят при плавке двумя способами:
- обогащая факел пламени в период завалки и расплавления шихтовых материалов;
- продувая через жидкую ванну в период выгорания углерода.
XXI век
Начиная с 1970-х годов новые мартеновские печи в мире более не строятся. Мартеновский процесс практически вытеснен гораздо более эффективным (около 63% мирового производства), а также электроплавкой (более 30%). По результатам 2008 года на мартеновский способ производства приходится не более 2,2% мировой выплавки стали. Наибольший удельный вес выплавки стали мартеновским способом в мире по результатам 2008 года наблюдался на Украине.
В 2022 году была закрыта последняя крупная мартеновская печь в России. После этого данный способ производства стали сохранился только на Украине и в Индии.
C 1999 года в мартеновском производстве началось использование бескислородного дутья малой интенсивности. Предложенная технология «скрытой» донной продувки основывалась на подаче нейтрального газа через дутьевые элементы, установленные в кладке подины, и применении для её набивки специальных огнеупорных порошков.
За 6 лет на эту технологию были переведены 32 мартеновские печи различной ёмкости — от 110 до 400 т, из них 26 — работающих скрап-процессом. В зависимости от ёмкости печи в подине устанавливались 3—5 дутьевых элемента с расходом 30—100 л/мин на элемент.
Эта технология позволила:
- существенно снизить горячие и холодные простои, в том числе на ремонт пода;
- на 10—20% сократить длительность плавки;
- на 12—18% увеличить производительность печей в фактический час и производство стали в цехе;
- снизить расходы условного топлива, заправочных материалов и печных огнеупоров;
- в 1,3—2 раза увеличилась стойкость свода и длительность кампании в межремонтный период.
Мартеновский способ
Суть данной технологии заключается в переработке чугуна и другого металлолома при применении отражательной печи. Производство различной стали в мартеновских печах можно охарактеризовать тем, что на шихту оказывается большая температура. Для подачи высокой температуры проводится сжигание различного топлива.
Схема мартеновской печи
Рассматривая мартеновский способ производства стали, отметим нижеприведенные моменты:
- Мартеновские печи оборудованы системой, которая обеспечивает подачу тепла и отвода продуктов горения.
- Топливо подается в камеру сгорания поочередно, то с правой, то с левой стороны. За счет этого обеспечивается образование факела, который и приводит к повышению температуры рабочей среды и ее выдерживание на протяжении длительного периода.
- На момент загрузки шихты в камеру сгорания попадает достаточно большое количество кислорода, который и необходим для окисления железа.
При получении стали мартеновским способом время выдержки шихты составляет 8-16 часов. На протяжении всего периода печь работает непрерывно. С каждым годом конструкция печи совершенствуется, что позволяет упростить процесс производства стали и получить металлы различного качества.
Из чего строят «мартен»
Рабочее пространство плавильной установки подвержено наибольшим тепловым нагрузкам. Устройство мартеновской печи таково, что огнеупорные материалы плавильни находятся под постоянными тепловыми и механическими нагрузками различной интенсивности. Химические процессы также способствуют разрушению огнеупоров. Поэтому жаропрочность и прочность конструкции плавильного отделения, условия и устойчивость его работы и определяют основные характеристики при выборе материалов.
Футеровка для пода зависит от характеристик шлака, который планируют получить в ходе производства. Для кислого метода выплавки под делают из кислых огнеупоров, которые засыпают сверху слоем кварцитового песка. Тыльную и фронтальную стены кислой плавильни строят из кремеземнистого огнеупора (динаса). Для основных шлаков – под строят из основных огнеупорных материалов, верх конструкции засыпают магнезитовым песком, реже –мелкозернистым доломитовым материалом. Передний и задний откосы подины выкладывают из магнезитового кирпича. В местах соприкосновения ванны с раскаленным шлаком, после окончания плавки возникают небольшие спекания, которые удаляют, и разрушения, устраняемые засыпкой песка (магнезитового порошка), подаваемого заправочными машини.
Свод изготавливают из любых жаропрочных и огнестойких материалов, но чаще для футеровки применяют динасовый или магнезитохромитовый кирпич с повышенными свойствами термостойкости. Свод строят распорно-подвесным с креплением и прокладками между кирпичами. Применяется горизонтальная компоновка свода – для минимизации объема пространства горения, чтобы уменьшить потери тепла на обогрев всего объема. Основные магнезитохромитовые своды применяются повсеместно, так как их ресурс работы &доходит до 1000 плавок, а ресурс свода из динаса – 200-350 плавок.
Головки с системой каналов и ниш (регенераторы, сажевики, борова) для обеспечения условий поддержания высокой температуры строят из термостойкого магнезитохромитового или форстеритового кирпича (для верхних более горячих конструкций) и кирпича-шамота (для нижних, более «прохладных» условий).
Трубу для отвода сгоревшего газа изготавливают из простого керамического кирпича с внутренней облицовкой из простого огнеупорного материала – шамотного кирпича. Ряд элементов (ограждения и крышки окон, балки свода, элементы перекидной системы клапанов) изготавливают из металла. Эти элементы требуют непрерывного водяного или испарительного охлаждения.
Для строительства и ремонта «мартенов» используют специальные крупногабаритные блоки, что позволяет экономить время простоя (одна плавка происходит за 3-8 часов, ремонт и обслуживание должны занимать 1 час). В современных «мартенах» активно внедряется водяное охлаждение, которая заменяет футеровку. Эти элементы покрываются специальным веществом – гарнисажем, которое повышает их термостойкость.
Как плавит мартен
Мартеновская печь – периодического действия. Общая схема ее работы такова:
- Нагрев запускается на полную мощность, чтобы как можно скорее прогреть рабочее пространство выше 1200 градусов. Свод интенсивно поглощает тепло;
- Производится заправка печи мелким чистым ломом и железной рудой (в скрап-рудном процессе, см. далее);
- В печь заваливается известняк и ординарный стальной лом;
- Заливается чугун;
- Вследствие выделения тепла выгорающим из чугуна углеродом содержимое ванны плавится. Нагрев уменьшают, а если чугуна более 56-57% по массе, то выключают и включают наддув кислорода. Далее в таком случае печь работает как кислородный конвертор;
- Температура отходящих газов повышается до 1650-1700 градусов. Регенераторы на их пути активно поглощают тепло и нагреваются до 1200-1300 градусов. Остаточные отходящие газы с температурой 600-800 градусов проходят теплообменник котла-утилизатора и уходят в дымоход;
- Происходит плавка металла, см. далее;
- Осуществляется доводка расплава и введение в него (если нужно) легирующих присадок);
- Расплав выпускают;
- Производят визуальный осмотр печи на предмет необходимости ремонта и проверку тяги на предмет необходимости чистки шлаковиков от шлаковой пыли;
- Производят профилактический ремонт (наварку) подины мелкодисперсным магнезитовым порошком;
- Переключают перекидные устройства и цикл повторяется, только впускные и выпускные воздушные и газовые окна меняются местами.
Примечание: п. 5 справедлив только для перекидных мартеновских печей на кислой плавке, которые вышли из употребления задолго до 1970 г (см. в конце).
Ванна мартена повреждается механически при завалке шихты и разъедается шлаком, а регенераторы забиваются шлаковой пылью. Поэтому печь периодически останавливают для ремонта и чистки. В процессе ремонта подину восстанавливают специальным составом – гарнисажем. Из шлаковиков выгребают пыль и заменяют верхние ряды кладки из магнезитохромитового или форстеритового кирпича. Нижние ряды из недорогого шамотного кирпича изнашиваются мало и регулярной замене не подлежат. Это серьезный недостаток мартенов, тем более, что на более доступном форстерите шлаковая пыль спекается. Чтобы извлечь шлакового козла, регенератор фактически приходится ломать и строить заново.
Виды и разновидности мартеновских плавок
До широкого распространения электродуговой плавки, во всем превосходящей мартеновскую, значительная часть спецсталей выплавлялась в кислых мартеновских печах с ванной из динасового кирпича или кварцевой набойки. Кислая мартеновская плавка требует очень чистой шихты с содержанием вредных примесей не более 0,025%, т.к. в процессе кислой плавки удалить из расплава серу и фосфор невозможно. Поэтому уже тогда для получения в мартенах спецсталей использовался дупекс-процесс: ординарная шихта переплавлялась в основной мартеновской печи (см. далее), а затем жидкий полупродукт переливался в кислую печь. После 1965-66 гг. кислая мартеновская плавка систематически нигде не производилась.
Основная плавка
Для основной (щелочной) мартеновской плавки ванну делают из магнезитовых материалов: кирпича, наварки. Свод может быть и кислым, и основным, т.к. он с металлом и шлаком не контактирует, но, если динасовый свод служит 200-250 плавок, то магнезитохлоритовый более 1000. Основная мартеновская печь выдает (с учетом времени профилактической наварки подины) 2-3 плавки в сутки; с 1 кв. м подины снимается до 10 т/с металла.
Существуют 2 разновидности основной мартеновской плавки: скраповая или скрап-рудная. При скраповой плавке на предприятиях с сопутствующим мартеновским производством избыток кислорода в расплаве создается обогащением им вдуваемого воздуха, а на стадии кипения ванны (см. ниже) кислородным дутьем, как в конверторе. Скрап-рудная плавка осуществляется на металлургических предприятиях с мартеновскими цехами. Избыточный кислород поступает в печь с оксидами железной руды. Скрап-рудный процесс экономически эффективнее и технологически удобнее, т.к. исключает потери кислорода, необходимость в оборудовании для его получения и позволяет точнее воздействовать на процесс плавки.
Независимо от способа обогащения кислородом, выплавка стали в основной мартеновской печи происходит след. образом:
- Если используется чушковой чугун, предварительно плавят его в вагранке.
- После заливки жидкого чугуна примеси кремния, марганца и, частично, фосфора в чугуне активно отнимают кислород из оксидов скрапа и руды. Или, при скраповой плавке, из оксидов скрапа и свободный избыточный из вдуваемого воздуха.
- На поверхности расплава образуется слой основного шлака, связывающего в оксидах еще фосфор и кальций.
- Если загружался кондиционный чугун, то непосредственно перед началом кипения ванны шлак скачивают. Если вводился фосфористый чугун, то скачивание шлака производят многократно по указаниям мастера-сталевара.
- Начинается кипение ванны: образовавшаяся при плавлении шихты закись железа FeO отдает кислород углероду чугуна и скрапа. Активно выделяется моноокись углерода CO (угарный газ), что и создает впечатление кипения расплава.
- Чтобы поддержать кипение, в печь догружают руду (в скрап-рудном процессе) или вдувают кислород (при скраповой плавке).
- Расплав дегазируется и гомогенизируется (становится однородным). Из расплава «высасываются» в шлак также неметаллические примеси. И, что очень важно, многократно увеличивается поверхность раздела между расплавами шлака и металла.
- В печь догружают известь с добавками разжижителей – боксита или плавикового шпата.
- Наводится химически более активный новый основной шлак.
- Кальций в наведенном шлаке отбирает кислород у FeO, возвращая железо в расплав.
- CaO в наведенном шлаке связывает остатки фосфора в расплаве и большую часть серы. Для получения особых сортов сталей остатки серы удаляют внепечными методами в ковше.
- Во время кипения выгорает много углерода. Поэтому перед окончанием кипения (момент определяет мастер) зачерпывают ручным ковшом (ложкой) пробу расплава и отправляют в лабораторию на экспресс-анализ.
- По результатам первого экспресс-анализа добавляют в расплав мелкодисперсный углерод для получения стали заданной марки.
- Когда расплав выкипит, делают второй экспресс-анализ и по указаниям лаборатории добавляют в расплав раскислители: ферросилиций или ферромарганец, для получения нейтральной химической реакции расплава. Отливки из расплава кислого или щелочного получатся красноломкими.
- Добавляют в расплав, если надо, легирующие присадки и доводят его час-полтора. Доводка расплава нужна для полного растворения и равномерного распределения в нем раскислителей или присадок.
- Выпускают расплав из печи.
Желающие во всех подробностях ознакомиться с химией мартеновского процесса могут обратиться к специальным источникам по ссылкам для поиска «основная мартеновкая плавка», «кислая мартеновская плавка», «скрап-процесс» и «скрап-рудный процесс». Только не увлекайтесь Википедией, там это все изложено недостаточно вразумительно и для специалистов. Можно также посмотреть сюжет о том, как происходит плавка в мартеновской печи:
Видео: выплавка стали в мартеновской печи, обучающий фильм
Примечание: когда-то применялся и рудный мартеновский процесс, без скрапа. Но сразу умер ввиду нерентабельности.
Современность или анахронизм?
В некоторых источниках на просторах рунета попадается выражение: «Современная мартеновская печь». Это уже анахронизм, т.к. с 1970 г мартеновские печи во всем мире не строятся. Правда, в Китае, Индии и странах «третьего мира» действует не вполне учтенное количество сталеплавильных мини-печей, в основном китайского производства, действующих по мартеновскому циклу, см. рис. ниже. Большей это ротационные печи: ванны-изложницы располагаются радиально на вращающемся поду. Плавка длится один оборот пода: вынул лоханку с расплавом, вставил корыто с шихтой, и т.д., и т.п. Пользуются такие печки печальной известностью: в них выплавляют тот самый «китайский» сырой металл, на изделия из которого еще можно «попасть» в инструментальных магазинах и железных базарах. Если губки кусачек сминаются при попытке перекусить ими алюминиевую проволоку, то это что угодно, но не металлургия.
Сталеплавильная мини-печь
Википедия утверждает, что на 2009 г сталь мартеновским способом выплавляли только в Индии, на Украине и в России. Тут, надо сказать, ВП в свойственной ей манере лукавит: данные для статистической обработки берутся только по металлургическим предприятиям, а машиностроительные с сопутствующим мартеновским не учитываются. Хотите удостовериться – наберите в поиске Siemens martin. Тем не менее, доля мартеновской стали в общемировом ее производстве на сегодня (лето 2022 г) составляет ок. 2% и медленно, но неуклонно падает. Хотя цены на металлолом валятся, но это следствие сокращения мартеновского производства вследствие исчерпания запасов богатой чистой железной руды, а кислород и энергию топлива выгоднее пускать на конвертирование и электродуговую плавку.
В РФ в 2012 г было принято постановление о полном прекращении мартеновского производства в 2015 г. На начало 2016 г на Урале еще 3 или 4 небольших мартена дорабатывали межремонтный ресурс, после чего подлежали остановке и ликвидации. За первую половину 2016 г эти печи выплавили ок. 650 тыс. т стали, после чего сведений о действующих в России мартенах найти не удается.
На этом фоне ярким, но неоднородным пятном выделяется Украина. Дончане по обе стороны линии фронта, несмотря на гражданскую войну, расправились-таки со своими мартенами: в течение 2015 г все мартены Донбасса были остановлены и демонтированы. Но на «Запорожстали» еще вовсю коптит и чадит полновесный мартеновский цех, а на бывшей «Криворожстали» (ныне – индийская Арселор Миттал Кривой Рог) действует большой двухванный мартен. То и другое выплавляет в год ок. 7 млн. т мартеновской стали, или ок. 25% ее мирового производства. За все время существования Украины как отдельного государства никаких официальных документов по поводу ликвидации мартеновского производства обнародовано не было, а нынешнее украинское правительство продлило разрешение на эксплуатацию действующих национальных мартенов до 2022 г без каких-либо разъяснений насчет их дальнейшей судьбы.
Ниже Вы можете поделиться своими мыслями и результатами с нашими читателями и постоянными посетителями.
Также можно задать вопросы автору*, он постарается на них ответить.
Чем плох мартен
Мартеновская металлургия близка к полному вымиранию (см. далее), и первые, кто сами ее к нему торопят – металлурги. Преданные своему делу сталевары говорят: «Господи, с каким удовольствием я резал мартен!» Оснований у них для этого более чем достаточно:
- Мартены – убийцы экологии.
- Мартеновское производство очень опасно для самих работающих.
- Мартены малопроизводительны.
- Мартеновское производство недопустимо трудоемко.
- Оно же крайне материалоемко.
- Потери тепла и выход материалов в отход в мартеновском процессе по меркам нынешнего дня абсолютно неприемлемы.
- Мартеновское производство требует больших начальных вложений и сопутствующих расходов.
Разберемся по порядку.
Экология
Шлаковики мартена (шлакосборники) улавливают ок. 50% шлаковой пыли. Еще прим. 25% засоряет регенераторы, а остальное выбрасывается в атмосферу. Для описания вредных свойств шлаковой пыли нужны не статьи – книги. Кроме пыли, мартен выбрасывает также в больших количествах угарный и сернистый газ, парниковые газы, оксиды азота. Для охлаждения металлоконструкций мартена требуется ежечасно до 400 куб. м воды. По вредному воздействию на окружающую среду с мартенами может сравниться разве что выплавка никеля.
Опасность
Герои-сталевары, которых превозносила советская пропаганда, проклинали день и час, когда льготная очередь на квартиру, высокая (действительно очень высокая) зарплата и год за два до пенсии соблазнили их стать к мартену. Работа в мартеновском цеху означала преждевременную потерю репродуктивных способностей, силикоз от шлаковой пыли, онкологию, еще уйму опасных профзаболеваний и высокую вероятность врожденных пороков и аномалий у потомства. Кроме того, в период кипения ванны мартен от недосмотра мог взорваться.
Непроизводительность
10 т металла в сутки с квадрата пода это курам на смех по сравнению с электродуговой печью. А кислородный конвертор перед мартеном кажется вообще океаном стали.
Трудоемкость
Для круглосуточного обслуживания мартена нужно не менее 3-х бригад высокооплачиваемых специалистов у печи и в лаборатории. С учетом производительности мартена и действующих ныне норм прибыли доля затрат на оплату труда в себестоимости мартеновской стали выходит за все мыслимые и немыслимые экономические рамки. Текущий ремонт мартена поддается автоматизации, но процесс плавки избавить от присмотра человека очень трудно. Компьютеризация и роботизация металлургии дело вообще сложное и ненадежное. Расплавленный металл – это электропроводник, движущийся в магнитном поле Земли. Наводки на электронику в металлургическом цеху по степени их влияния на электроцепи впору сравнивать с электромагнитным импульсом ядерного взрыва.
Дефицит руды
Скрап процесс давно исчерпал запасы рентабельности. Для скрап-рудного процесса нужна богатая чистая железная руда, запасы которой в мире почти исчерпаны. Если ископаемого органического топлива (без учета сланцевого) нам хватит, без угля, лет на 120-150, а с углем вообще на 700-800, то железной руды, по самым оптимистичным прогнозам, не более чем на 60-70. Если человечество сумеет обойтись без черной металлургии, хуже никому не будет. Но тема мартенов тогда встанет где-то рядом с вопросом о способе изготовления табличек для шумерской клинописи.
Потери
В черной металлургии есть два золотых правила. Первое – никакого топлива на передел. Второе – железа в металле после передела должно остаться столько же, сколько было до него.
Бессемеровский конвертор топлива не требует: он сам разогревается выгорающим углеродом, как только пойдет кислород. Потери металла в конверторе в пересчете на железо составляют 3-5%. Электродуговая печь теряет 1-2% железа и может быть энергонезависимой: с учетом КПД преобразования выделяющегося из расплава тепла с большим запасом хватает на зажигание и поддержание дуги.
Тепловой и материальный балансы основного мартеновского процесса
А вот для мартеновского процесса, как видно из рис., почти половина тепла нужна от топлива со стороны, и в нем теряется до 20% металла. Эти недостатки принципиально неустранимы: металл при кипении ванны, без чего мартеновский процесс невозможен, улетает в трубу со шлаковой пылью в виде закиси и уходит в отход корольками в шлаке. Тогда же вылетает в трубу и тепло – в виде химического (потенциального), запасенного в горючих угарном газе и оксидах серы. Утилизация столь низкокалорийного топлива сразу делает мартен нерентабельным. В двухванных печах (см. след. рис.) теплопотери удается сократить на 20-25% от исходного значения, а отход металла до 13-15%, но для двухванного мартена требуется кислородное оборудование, как и для конвертора, и все равно двойной мартен в главные заповеди металлургии уложиться в принципе неспособен.
Устройство и схема рабочего цикла двухванной мартеновской печи
Начальные и дополнительные расходы
Если вы посмотрели видео выше, то имеете представление о том, какое сложное хозяйство представляет собой мартеновский цех. Добавим еще, что сопротивление току газов мартеновской печи велико. Чтобы регенераторы не засорились шлаком при первой же плавке, для мартена нужна жаропрочная дымовая труба высотой ок. 100 м. По теперешним расценкам на материалы и труд обойдется она дороже всего конверторного цеха, а для текущего обслуживания действующей нужна бригада высокооплачиваемых промышленных альпинистов.
Автоматизация мартеновских печей
Поскольку мартеновская плавка состоит из четырёх периодов, характеризующихся своими теплотехническими и технологическими задачами, каждый из них предъявляет соответствующие требования к автоматизации процесса. Основными задачами, которые необходимы для обеспечения соответствующих параметров плавки и управляющих воздействий являются:
- Обеспечение минимальной продолжительности плавки.
- Получение стали заданного состава и температуры.
- Обеспечение стойкости огнеупорной кладки.
- Экономичное использование топлива.
Выделяют следующие особенности мартеновских печей с точки зрения автоматизации по сравнению с другими плавильными печами:
- процесс циклически повторяется от завалки до выпуска плавки (периодичность);
- питание печи теплом и температура различных частей печи меняются по ходу плавки, от плавки к плавке и по ходу кампании печи;
- технологические процессы, протекающие в печи, идут с поглощением и выделением тепла и выделением горючего газа из ванны;
- режим работы печи подвержен резким возмущениям, связанным с периодическим реверсированием факела;
- отсутствует полное математическое описание технологических и теплотехнических процессов;
- отсутствуют многие датчики, необходимые для автоматического управления мартеновской плавкой (датчики состава металла, шлака и др.);
- многие элементы печи, в особенности ванна, имеют плохие динамические свойства.
Материаловед
Чугун переделывается в сталь в различных по принципу действия металлургических агрегатах: мартеновских печах, кислородных конвертерах, электрических печах.
Производство стали в мартеновских печах
Мартеновский процесс (1864—1865, Франция). Впервые после многочисленных попыток удалось получить на поду пламенной печи жидкую сталь, так как до этого таким путем получали сталь в тестообразном состоянии. Мартен применил для сталеплавильной печи принцип регенерации тепла отходящих печных газов для подогрева топлива и воздуха, подаваемого в печь. В период до семидесятых годов ХХ века являлся основным способом производства стали. Способ характеризуется сравнительно небольшой производительностью, возможностью использования вторичного металла – стального скрапа. Вместимость печи составляет 200…900 т. Способ позволяет получать качественную сталь.
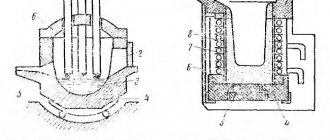
Мартеновская печь (рис. 3) по устройству и принципу работы является пламенной отражательной регенеративной печью. В плавильном пространстве сжигается газообразное топливо или мазут. Высокая температура для получения стали в расплавленном состоянии обеспечивается регенерацией тепла печных газов.
Современная мартеновская печь представляет собой вытянутую в горизонтальном направлении камеру, сложенную из огнеупорного кирпича. Рабочее плавильное пространство ограничено снизу подиной 12, сверху сводом 11, а с боков передней 5 и задней 10 стенками. Подина имеет форму ванны с откосами по направлению к стенкам печи. В передней стенке имеются загрузочные окна 4 для подачи шихты и флюса, а в задней – отверстие 9 для выпуска готовой стали.
Мартеновская печь
Рис. 3. Схема мартеновской печи
Характеристикой рабочего пространства является площадь пода печи, которую подсчитывают на уровне порогов загрузочных окон. Своды выполняют из термостойкого хромомагнезитового кирпича, что позволяет нагревать его до 1800 0С. Горячий газ подают в печь по центральному каналу, воздух – по двум боковым. Поэтому с обоих торцов плавильного пространства расположены головки печи 2, которые служат для смешивания топлива с воздухом и подачи этой смеси в плавильное пространство. В качестве топлива используют природный газ, мазут.
Для подогрева воздуха и газа при работе на низкокалорийном газе печь имеет два регенератора 1.
Регенератор – камера, в которой размещена насадка – огнеупорный кирпич, выложенный в клетку, который предназначен для нагрева воздуха и газов.
Отходящие от печи газы имеют температуру 1500…1600 0C. Попадая в регенератор, газы нагревают насадку до температуры 1250 0C. Через один из регенераторов подают воздух, который, проходя через насадку, нагревается до 1200 0C и поступает в головку печи, где смешивается с топливом. На выходе из головки образуется факел 7, направленный на шихту 6.
Отходящие газы проходят через противоположную головку (левую), очистные устройства (шлаковики), служащие для отделения от газа частиц шлака и пыли, направляются во второй регенератор.
Охлаждённые газы покидают печь через дымовую трубу 8.
После охлаждения насадки правого регенератора переключают клапаны, и поток газов в печи изменяет направление.
Температура факела пламени достигает 1800 0C. Факел нагревает рабочее пространство печи и шихту. Факел способствует окислению примесей шихты при плавке.
Продолжительность плавки составляет 3…6 часов, для крупных печей – до 12 часов. Готовую плавку выпускают через отверстие, расположенное в задней стенке на нижнем уровне пода. Отверстие плотно забивают мало спекающимися огнеупорными материалами, которые при выпуске плавки выбивают. Печи работают непрерывно, до остановки на капитальный ремонт – 400…600 плавок.
В зависимости от состава шихты, используемой при плавке, различают разновидности мартеновского процесса:
– скрап-процесс, при котором шихта состоит из стального лома (скрапа) и 25…45 % чушкового передельного чугуна, процесс применяют на заводах, где нет доменных печей, но много металлолома.
– скрап-рудный процесс, при котором шихта состоит из жидкого чугуна (55…75 %), скрапа и железной руды (15…30 % от массы металлической части шихты). Железную руду добавляют для ускорения окисления примесей чугуна. Процесс применяют на металлургических заводах, имеющих доменные печи.
Футеровка печи может быть основной и кислой. Если в процессе плавки стали в шлаке преобладают основные оксиды, то процесс называют основным мартеновским процессом, а если кислые – кислым.
Наибольшее количество стали производят скрап-рудным процессом в мартеновских печах с основной футеровкой.
В печь загружают железную руду и известняк, а после подогрева подают скрап. Во время загрузки твердых материалов в печь расходуется максимальное количество топлива для обеспечения быстрого прогрева и расплавления шихтовых материалов. После разогрева скрапа в печь заливают жидкий чугун. В период плавления за счет оксидов руды и скрапа интенсивно окисляются примеси чугуна: кремний, фосфор, марганец и частично углерод. Оксиды образуют шлак с высоким содержанием оксидов железа и марганца (железистый шлак). После этого проводят период «кипения» ванны: в печь загружают железную руду и продувают ванну подаваемым по трубам 3 кислородом. В это время отключают подачу в печь топлива и воздуха и удаляют шлак.
Для удаления серы наводят новый шлак, подавая на зеркало металла известь с добавлением боксита для уменьшения вязкости шлака. Содержание CaO в шлаке возрастает, а FeO уменьшается.
В период «кипения» углерод интенсивно окисляется, поэтому шихта должна содержать избыток углерода. На данном этапе металл доводится до заданного химического состава, из него удаляются газы и неметаллические включения.
Затем проводят раскисление металла в два этапа. Сначала раскисление идет путем окисления углерода металла, при одновременной подаче в ванну раскислителей – ферромарганца, ферросилиция, алюминия. Окончательное раскисление алюминием и ферросилицием осуществляется в ковше, при выпуске стали из печи. После отбора контрольных проб сталь выпускают в ковш.
В основных мартеновских печах выплавляют стали углеродистые конструкционные низко- и среднелегированные (марганцовистые, хромистые), кроме высоколегированных сталей и сплавов, которые получают в плавильных электропечах.
В кислых мартеновских печах шлак кислый и не содержит свободной извести. Следовательно, удаления серы и фосфора в такой печи не происходит, поэтому применяют шихту с низким содержанием серы и фосфора. Выплавляют качественные стали и высококачественные легированные стали. Стали содержат меньше водорода и кислорода, неметаллических включений. Следовательно, кислая сталь имеет более высокие механические свойства, особенно ударную вязкость и пластичность, её используют для особо ответственных деталей: коленчатых валов крупных двигателей, роторов мощных турбин, шарикоподшипников.
Основными технико-экономическими показателями производства стали в мартеновских печах являются:
– производительность печи – съём стали с 1м2 площади пода в сутки (т/м2 в сутки), в среднем составляет 10 т/м2;
– расход топлива на 1т выплавляемой стали, в среднем составляет 80 кг/т.
С укрупнением печей увеличивается их экономическая эффективность.
Посмотрите видеофильм «Выплавка стали в мртеновских печах».
Производство стали в кислородных конвертерах
Кислородно-конвертерный процесс – выплавка стали из жидкого чугуна в конвертере с основной футеровкой и продувкой кислородом через водоохлаждаемую фурму.
Первые опыты в 1933—1934 – Мозговой.
В промышленных масштабах – в 1952—1953 на заводах в Линце и Донавице (Австрия) – получил название ЛД-процесс. В настоящее время способ является основным в массовом производстве стали.
Кислородный конвертер – сосуд грушевидной формы из стального листа, футерованный основным кирпичом.
Вместимость конвертера – 130…350 т жидкого чугуна. Конвертер крепится в литом стальном кольце, имеющем две цапфы, которыми оно опирается на подшипники двух стоек, поэтому в процессе работы конвертер может поворачиваться на 360 0 для загрузки скрапа, заливки чугуна, слива стали и шлака.
Шихтовыми материалами кислородно-конвертерного процесса являются жидкий передельный чугун, стальной лом (не более 30 %), известь для наведения шлака, железная руда, а также боксит Al2O3 и плавиковый шпат CaF2 для разжижения шлака.
Последовательность технологических операций при выплавке стали в кислородных конвертерах представлена на рис. 4.
После очередной плавки стали выпускное отверстие заделывают огнеупорной массой и осматривают футеровку, ремонтируют.
Перед плавкой конвертер наклоняют, с помощью завалочных машин загружают скрап (рис. 4, а), заливают чугун при температуре 1250…1400 0C (рис. 4, б).
Последовательность технологических операций при выплавке стали в кислородном конвертере
Рис. 4. Последовательность технологических операций при выплавке стали в кислородных конвертерах
После этого конвертер поворачивают в рабочее положение (рис. 4, в), внутрь вводят охлаждаемую фурму и через неё подают кислород под давлением 0,9…1,4 МПа. Фурма не доходит до уровня металла на 1200…1400 мм, поэтому кислород подается на поверхность залитого в конвертер металла, а не вдувается под зеркало металла (как воздух в ранее применяемых конвертерах). Одновременно с началом продувки загружают известь, боксит, железную руду. Кислород проникает в металл, вызывает его циркуляцию в конвертере и перемешивание со шлаком. Под фурмой развивается температура 2400 0C. В зоне контакта кислородной струи с металлом окисляется железо. Оксид железа растворяется в шлаке и металле, обогащая металл кислородом. Растворенный кислород окисляет кремний, марганец, углерод в металле, и их содержание падает. Происходит разогрев металла теплотой, выделяющейся при окислении.
Фосфор удаляется в начале продувки ванны кислородом, когда ее температура невысока (содержание фосфора в чугуне не должно превышать 0,15 %). При повышенном содержании фосфора для его удаления необходимо сливать шлак и наводить новый, что снижает производительность конвертера.
Сера удаляется в течение всей плавки (содержание серы в чугуне должно быть до 0,07 %).
Подачу кислорода заканчивают, когда содержание углерода в металле соответствует заданному. После этого конвертер поворачивают и выпускают сталь в ковш (рис. 4, г), где раскисляют осаждающим методом ферромарганцем, ферросилицием и алюминием, затем сливают шлак (рис. 4, д).
Недостатком кислородно-конвертерного способа получения стали является большое пылеобразование, обусловленное обильным окислением и испарением железа.
В кислородных конвертерах выплавляют стали с различным содержанием углерода, кипящие и спокойные, а также низколегированные стали. Легирующие элементы в расплавленном виде вводят в ковш перед выпуском в него стали.
Плавка в конвертерах вместимостью 130…300 т заканчивается через 25…30 минут.
Посмотрите учебный видеофильм «Технология выплавки стали в кислородных конвертерах».
Производство стали в электропечах
Плавильные электропечи имеют преимущества по сравнению с другими плавильными агрегатами:
а) легко регулировать тепловой процесс, изменяя параметры тока;
б) можно получать высокую температуру металла,
в) возможность создавать окислительную, восстановительную, нейтральную атмосферу и вакуум, что позволяет раскислять металл с образованием минимального количества неметаллических включений.
Электропечи используют для выплавки конструкционных, высоколегированных, инструментальных, специальных сплавов и сталей.
Различают дуговые и индукционные электропечи.
Дуговая плавильная печь
Схема дуговой печи показана на рис. 5. Дуговая печь питается трёхфазным переменным током. Имеет три цилиндрических электрода 9 из графитизированной массы, закреплённых в электрододержателях 8, к которым подводится электрический ток по кабелям 7. Между электродом и металлической шихтой 3 возникает электрическая дуга. Корпус печи имеет форму цилиндра. Снаружи он заключён в прочный стальной кожух 4, внутри футерован основным или кислым кирпичом 1. Плавильное пространство ограничено стенками 5, подиной 12 и сводом 6. Съёмный свод 6 имеет отверстия для электродов. В стенке корпуса имеется рабочее окно 10 (для слива шлака, загрузки ферросплавов, взятия проб), закрытое при плавке заслонкой. Готовую сталь выпускают через сливное отверстие со сливным желобом 2. Печь опирается на секторы и имеет привод 11 для наклона в сторону рабочего окна для скачивания шлака или желоба для слива стали. Печь загружают при снятом своде.
Вместимость печей составляет 0,5…400 тонн.
Схема дуговой плавильной печи
Рис. 5. Схема дуговой плавильной печи
В металлургических цехах используют электропечи с основной футеровкой, а в литейных – с кислой.
В основной дуговой печи осуществляется плавка двух видов:
а) на шихте из легированных отходов (методом переплава);
б) на углеродистой шихте (с окислением примесей).
Плавку на шихте из легированных отходов ведут без окисления примесей. Шихта для такой плавки должна иметь меньше, чем в выплавляемой стали марганца и кремния, а также пониженное содержание фосфора. После расплавления шихты из металла удаляют серу, наводя основной шлак, при необходимости науглероживают и доводят металл до заданного химического состава. Проводят диффузионное раскисление, подавая на шлак измельченные ферросилиций, алюминий, молотый кокс. Так выплавляют легированные стали из отходов машиностроительных заводов.
Плавку на углеродистой шихте применяют для производства конструкционных углеродистых сталей. Плавка проводится в два периода: окислительный и восстановительный.
В печь загружают шихту: стальной лом, чушковый передельный чугун, электродный бой или кокс для науглероживания металлов и известь. Опускают электроды, включают ток. Шихта под действием электродов плавится, металл накапливается в подине печи. Во время плавления шихты кислородом воздуха, оксидами шихты и окалины активно окисляются железо, кремний, фосфор, марганец, частично, углерод. Оксид кальция из извести и оксид железа образуют основной железистый шлак, способствующий удалению фосфора из металла. После нагрева до 1500…1540 0C загружают руду и известь, проводят период «кипения» металла, происходит дальнейшее окисление углерода. Кипение металла ускоряет удаление из него газов, неметаллических включений, способствует удалению фосфора. Периодически шлак удаляют и добавляют руду и известь. Когда содержание углерода становится на 0,1 % меньше заданного, кипение прекращают. После прекращения кипения удаляют шлак.
Во время восстановительного периода плавки металл раскисляют белым шлаком (известь, плавиковый шпат, кокс и ферросилиций) и приступают к удалению серы и раскислению металла до заданного химического состава. Раскисление производят осаждением и диффузионным методом. Для определения химического состава металла берут пробы и при необходимости вводят в печь ферросплавы для получения заданного химического состава. Затем выполняют конечное раскисление алюминием и силикокальцием, и выпускают сталь в ковш.
При выплавке легированных сталей в дуговых печах в сталь вводят легирующие элементы в виде ферросплавов.
В дуговых печах выплавляют высококачественные углеродистые стали – конструкционные, инструментальные, жаростойкие и жаропрочные.
Индукционные тигельные плавильные печи
В индукционных плавильных печах выплавляют наиболее качественные коррозионно-стойкие, жаропрочные и другие стали и сплавы, к которым предъявляются повышенные требования.
Вместимость — от десятков килограммов до 30 тонн.
Индукционные печи могут оснащаться системами для создания вакуума или контролируемых атмосфер.
Так как в индукционных печах тепло возникает в металле, шлак в них нагревается только через металл.
Схема индукционной тигельной печи представлена на рис. 6.
Схема индукционной тигельной печи
Рис. 6. Схема индукционной тигельной печи
Печь состоит из водоохлаждаемого индуктора 3, внутри которого находится тигель 4 (основные или кислые огнеупорные материалы) с металлической шихтой, через индуктор от генератора высокой частоты проходит однофазный переменный ток повышенной частоты (500…2000 Гц).
При пропускании тока через индуктор в металле 1, находящемся в тигле, индуцируются мощные вихревые токи, что обеспечивает нагрев и плавление металла. Для уменьшения потерь тепла печь имеет съёмный свод 2.
Тигель изготавливают из кислых (кварцит) или основных (магнезитовый порошок) огнеупоров. Для выпуска плавки печь наклоняют в сторону сливного жёлоба.
Под действием электромагнитного поля индуктора при плавке происходит интенсивная циркуляция жидкого металла, что способствует ускорению химических реакций, получению однородного по химическому составу металла, быстрому всплыванию неметаллических включений, выравниванию температуры.
Выплавка стали из чугуна в индукционных печах распространения не получила, так как окисление и рафинирование с помощью шлака в них почти невозможно.
В индукционных печах выплавляют сталь и сплавы из легированных отходов методом переплава, или из чистого шихтового железа и скрапа с добавкой ферросплавов методом сплавления.
После расплавления шихты на поверхность металла загружают шлаковую смесь для уменьшения тепловых потерь металла и уменьшения угара легирующих элементов, защиты его от насыщения газами.
При плавке в кислых печах, после расплавления и удаления плавильного шлака наводят шлак из боя стекла (SiO2). Для окончательного раскисления перед выпуском металла в ковш вводят ферросилиций, ферромарганец и алюминий.
В основных печах раскисление проводят смесью из порошкообразной извести, кокса, ферросилиция, ферромарганца и алюминия.
В основных печах выплавляют высококачественные легированные стали с высоким содержанием марганца, титана, никеля, алюминия, а в печах с кислой футеровкой – конструкционные легированные другими элементами стали.
В печах можно получать стали с незначительным содержанием углерода и безуглеродистые сплавы, так как нет науглероживающей среды.
При вакуумной индукционной плавке, индуктор, тигель, дозатор шихты и изложницы помещают в вакуумные камеры. Получают сплавы высокого качества с малым содержанием газов, неметаллических включений и сплавы, легированные любыми элементами.
Посмотрите учебный видеофильм «Оборудование электросталеплавильного цеха».
Упоминания в популярной культуре
Дни и ночи у мартеновских печей Не смыкала наша Родина очей
- Работе сталеваров-мартеновцев посвящён роман В. Ф. Попова «Сталь и шлак» (1948), посвящённый трудовому и патриотическому подвигу донецких металлургов в годы Великой Отечественной войны, получивший Сталинскую премию второй степени (1949), а также роман-продолжение «Закипела сталь» (1955).
- В одном из самых популярных кинофильмов 1950-х годов в кинопрокате СССР «Весна на Заречной улице» один из главных героев фильма — сталевар-мартеновец, ударник труда Александр Савченко (артист Николай Рыбников). В кадрах фильма показана работа мартеновского цеха и мартеновские печи. А в ставшей всенародно любимой популярной песне из фильма есть такие строки:
Когда на улице Заречной В домах погашены огни, Горят мартеновские печи, И день и ночь горят они.
Фрагмент песни «Рабочий Квартал» (музыка и слова Юрия Шевчука):
В рабочем квартале жгут светлые дали В мартеновских лютых печах. Как небо титаны державу держали И носят её на плечах.
Стихотворение Владимира Маяковского «Рассказ Хренова о Кузнецкстрое и о людях Кузнецка»:
Здесь встанут стройки стенами. Гудками, пар, сипи. Мы в сотню солнц мартенами Воспламеним Сибирь.
Фрагмент песни «Уткина Заводь (песня)» (музыка и слова Бориса Гребенщикова)
Ты проходила мимо цеха, там взорвался мартен, Таких штучек не может даже сам Бин Ладен.
Общая информация
Везде строились огромные промышленные комплексы, разрабатывалась сложная сельскохозяйственная и производственная техника, основные усилия многих государств были направлены на увеличение промышленных мощностей и получение большого количества нужных для развития материалов.
Одним из таких материалов была сталь, так как именно она является незаменимым компонентом в очень многих сферах применения.
Ее производство было поставлено основательно и исчислялось огромными цифрами ежегодно.
Хоть многие неискушенные люди и думают, что эта технология была наработкой советских ученых, но ее автором является французский инженер П. Мартен. Разработал он эту технологию в 1865 году.
В специальную печь, нагреваемую продуктами сгорания топлива, закладываются чугун, шихта, металлический лом, различные другие компоненты стали. Все это под воздействием высокой температуры расплавляется до однородного состояния, куда добавляют еще и другие нужные примеси. Следующим шагом после формирования нужной смеси является ее выпускание в ковши и разливание по формам.
Достоинствами подобного способа создания стали выступает возможность переработки любого исходного сырья, многообразные варианты используемого для нагрева печей топлива.
Технология позволяет получать качественную чистую сталь. Типичная печь Мартена имеет вместительность от 10 до 900 тонн жидкого материала, поэтому с использованием этого способа несложно создавать детали довольно внушительного размера.
Технология
Бессемерование – процесс плавки чугуна, который позволяет получить сталь относительно высокого качества. Следует отметить, что подобная технология на сегодняшний день применяется крайне редко. Это связано с появлением довольно большого количества современных технологий, которые позволяют получить более качественную сталь за меньшие сроки.
Весь бессемеровский процесс производства стали можно разделить на несколько основных этапов:
- Выполняется заливка чугуна в конвертор через горловину. Важным моментом назовем то, что в подобном положении устройство должно находится в горизонтальном положении, так как есть вероятность заливки сопла металлом. Сопла необходимы для того, чтобы продувать шихту. Именно окисление примесей и их вывод в качестве шлаков позволяет получать сталь повышенного качества.
- Следующий этап заключается в пуске дутья и переворачивании конвертора в вертикальное положение.
- Для того чтобы обеспечить окисление вредных примесей и излишков углерода проводится продувка металла воздухом. На данном этапе происходит образование шлака, с которым и уходят ненужные химические вещества.
- После достаточно длительного периода продувки конвертор снова переворачивается в горизонтальное положение, прекращается продувка расплавленного металла.
- Выполняется слив расплавленного металла в ковш и его раскисление путем добавления специальных веществ.
На момент начала продувки состава происходит активное окисление марганца и кремния. На первоначальной стадии углерод практически не окисляется. Это связано с тем, что данный компонент реагирует исключительно на воздействие высоких температур. Кроме этого, на процесс окисления примесей оказывает влияние термодинамические факторы, которые определяют активность переноса кислорода к местам протекания бессемеровского процесса.
Рассматривая данную технологию отметим нижеприведенные моменты:
- На первом этапе происходит образование большого количества различных шлаков, который в составе имеет высокую концентрацию кремнезема. Временной интервал протекания первого этапа составляет 2-5 минут.
- На втором этапе бессемеровского процесса производства обеспечиваются наиболее благоприятные условия для окисления углерода. Примером можно назвать повышение рабочей температуры примерно до 2000 градусов Цельсия. Протяженность данного этапа составляет примерной 13 минут. В конце этого этапа температура понижается примерно до отметки 1600 градусов Цельсия.
- Добиться высокого качества стали можно различными методами бессемерования. Все зависит от особенностей состава применяемого лома, концентрации крема в составе.
- Для того чтобы исключить вероятность возникновения процесса передувки металла активная подача воздуха прекращается уже на втором этапе.
- Только на третьем этапе можно отметить активное окисление железа, что становится причиной выделения бурого дыма. Данный этап начинается на тот момент, когда концентрация углерода меньше 0,1%.
Как ранее было отмечено, бессемеровский метод изготовления стали получил большое распространение по причине высокой производительности. В литейных цехах довольно часто устанавливается оборудование, которое имеет садку около 35 тонн.
Бессемеровский метод выплавки стали
Сегодня бессемеровский метод производства стали практически не применяется, что связано с низким качеством получаемого металла и его достаточно высокой стоимостью.
Мартеновский способ производства стали — Станки, сварка, металлообработка
По конструкции мартеновские печи делятся на:
- стационарные;
- качающиеся.
Стационарные печи получили наибольшее распространение.
Качающиеся печи преимущественно распространены в литейных цехах машиностроительных заводов, когда необходимо выпускать металл отдельными порциями или скачивать большое количество шлака.
В зависимости от состава шихты, используемой при плавке, различают разновидности мартеновского процесса:
- скрап-рудный процесс, при котором шихта состоит из жидкого чугуна (55 – 75%), скрапа и железной руды. Процесс применяют на металлургических заводах, имеющих доменные печи;
- скрап-процесс, при котором шихта состоит из стального лома и чушкового передельного чугуна (25 – 45%). Процесс применяют на заводах, где нет доменных печей, но расположенных в промышленных центрах, где много металлолома.
Производство стали
Сталь является одним из самых распространенных материалов на сегодняшний день. Она представляет собой сочетание железа и углерода в определенном процентном соотношении. Существует огромное количество разновидностей этого материала, так как даже незначительное изменение химического состава приводит к изменению физико-механических качеств.
Сырье для производства стали сегодня представлено отработанными стальными изделиями. Также было налажено производство конструкционной стали из чугуна. Страны-лидеры в металлургической промышленности проводят выпуск заготовок согласно стандартам, установленным в ГОСТ.
Рассмотрим особенности производства стали, а также применяемые методы и то, как проводится маркировка полученных изделий.
Особенности процесса производства стали
В производстве чугуна и стали применяются разные технологии, несмотря на достаточно близкий химический состав и некоторые физико-механические свойства.
Отличия заключаются в том, что сталь содержит меньшее количество вредных примесей и углерода, за счет чего достигаются высокие эксплуатационные качества. В процессе плавки все примеси и лишний углерод, который становится причиной повышения хрупкости материала, уходят в шлаки.
Технология производства стали предусматривает принудительное окисление основных элементов за счет взаимодействия железа с кислородом.
Выплавка стали в электропечи
- Расплавление породы. Сырье, которое используется для производства металла, называют шихтой. На данном этапе при окислении железа происходит раскисление и примесей. Уделяется много внимания тому, чтобы происходило уменьшение концентрации вредных примесей, к которым можно отнести фосфор. Для обеспечения наиболее подходящих условий для окисления вредных примесей изначально выдерживается относительно невысокая температура. Формирование железного шлака происходит за счет добавления железной руды. После выделения вредных примесей на поверхности сплава они удаляются, проводится добавление новой порции оксида кальция.
- Кипение полученной массы. Ванны расплавленного металла после предварительного этапа очистки состава нагреваются до высокой температуры, сплав начинает кипеть. За счет кипения углерод, находящийся в составе, начинает активно окисляться. Как ранее было отмечено, чугун отличается от стали слишком высокой концентрацией углерода, за счет чего материал становится хрупким и приобретает другие свойства. Решить подобную проблему можно путем вдувания чистого кислорода, за счет чего процесс окисления будет проходить с большой скоростью. При кипении образуются пузырьки оксида углерода, к которым также прилипают другие примеси, за счет чего происходит очистка состава. На данной стадии производства с состава удаляется сера, относящаяся к вредным примесям.
- Раскисление состава. С одной стороны, добавление в состав кислорода обеспечивает удаление вредных примесей, с другой, приводит к ухудшению основных эксплуатационных качеств. Именно поэтому зачастую для очистки состава от вредных примесей проводится диффузионное раскисление, которое основано на введении специального расплавленного металла. В этом материале содержатся вещества, которые оказывают примерно такое же воздействие на расплавленный сплав, как и кислород.
Кроме этого, в зависимости от особенностей применяемой технологии могут быть получены материалы двух типов:
- Спокойные, которые прошли процесс раскисления до конца.
- Полуспокойные, которые имеют состояние, находящееся между спокойными и кипящими сталями.
При производстве материала в состав могут добавляться чистые металлы и ферросплавы. За счет этого получаются легированные составы, которые обладают своими определенными свойствами.
Способы производства стали
Существует несколько методов производства стали, каждый обладает своими определенными достоинствами и недостатками. От выбранного способа зависит то, с какими свойствами можно получить материал. Основные способы производства стали:
- Мартеновский метод. Данная технология предусматривает применение специальных печей, которые способны нагревать сырье для температуры около 2000 градусов Цельсия. Рассматривая способы производства легированных сталей, отметим, что этот метод также позволяет проводить добавление различных примесей, за счет чего получаются необычные по составу стали. Мартеновский метод основан на применении специальных печей.
- Электросталеплавильный метод. Для того чтобы получить материал высокого качества проводится производство стали в электропечах. За счет применения электрической энергии для нагрева сырья можно точно контролировать прохождение процесса окисления и выделения шлаков. В данном случае важно обеспечить появление шлаков. Они являются передатчиком кислорода и тепла. Данная технология позволяет снизить концентрацию вредных веществ, к примеру, фосфора и серы. Электрическая плавка может проходить в самой различной среде: избыточного давления, вакуума, при определенной атмосфере. Проводимые исследования указывают на то, что электросталь обладает самым высоким качеством. Применяется технология для производства качественных высоколегированных, коррозионностойких, жаропрочных и других видов стали. Для преобразования электрической энергии в тепловую применяется дуговая печь цилиндрической формы с днищем сферического типа. Для обеспечения наиболее благоприятных условий плавки внутреннее пространство отделывается при использовании жаропрочного металла. Работа устройства возможна только при подключении к трехфазной сети. Стоит учитывать, что сеть электрического снабжения должна выдерживать существенную нагрузку. Источником тепловой энергии становится электрическая дуга, возникающая между электродом и расплавленным металлом. Температура может быть более 2000 градусов Цельсия.
- Кислородно-конверторный. Непрерывная разливка стали в данном случае сопровождается с активным вдуванием кислорода, за счет чего существенно ускоряется процесс окисления. Применяется этот метод изготовления и для получения чугуна. Считается, что данная технология обладает наибольшей универсальностью, позволяет получать металлы с различными свойствами.
Российские заводы, использовавшие мартеновские печи
16 марта 1870 году на Сормовском заводе была запущена первая в Российской империи мартеновская печь. Она была предназначена для переработки передельного чугуна и лома в сталь нужного химического состава и качества. Основатель завода — греческий купец, принявший российское подданство, Дмитрий Егорович Бенардаки привёз в 1870 году молодого инженера Александра Износкова, который и построил первую в России мартеновскую печь весом в 2,5 тонны.
В 1998 году мартеновские печи на Сормовском заводе перестали действовать. В июне 2005 года было заключено охранное обязательство на здание цеха, где была установлена первая российская мартеновская печь, между ОАО «Завод „Красное Сормово“» и министерством культуры Нижегородской области, в котором собственник обязался обеспечить сохранность объекта, а также неизменность его облика и интерьера. В мае 2012 года был произведён демонтаж здания прокатного цеха в нарушение требований федерального закона «Об объектах культурного наследия (памятниках истории и культуры) народов РФ». Отдел полиции № 8 Управления МВД России по городу Нижнему Новгороду устанавливает лиц, ответственных за уничтожение объекта культурного наследия.
Информация на август 2009 г.[
источник не указан 3213 дней]
- Бежицкий сталелитейный завод
- Волгоградский металлургический комбинат «Красный Октябрь»
- Выксунский металлургический завод — последнюю мартеновскую печь закрыли в первом полугодии 2022 г.
- Гурьевский металлургический завод — две печи действуют по сей день
- Златоустовский металлургический завод — мартеновский цех выведен из эксплуатации
- Ижевский металлургический ) — мартеновское производство остановлено в 2009 году
- Кулебакский металлургический завод — остановлена 20 декабря 2011 года
- Металлургический завод Петросталь (дочернее предприятие ОАО «Кировский завод»)
- ОАО «Уральская Сталь» (бывш. Орско-Халиловский металлургический комбинат) — все печи остановлены в апреле 2013 года
- Нижнетагильский металлургический завод имени В. В. Куйбышева
- Нижнетагильский металлургический комбинат
- Омутнинский металлургический )
- Северский трубный завод — мартеновское производство остановлено в 2008 году
- Таганрогский металлургический завод — мартеновское производство прекращено в октябре 2013 года
- Челябинский металлургический комбинат
- Челябинский трубопрокатный завод
- Череповецкий металлургический комбинат — остановлен в 2011 году
- Чусовской металлургический завод — остановлен в 2013 году
- Белорецкий металлургический комбинат — 4 мартеновских печи, выведены из работы под руководством группы Мечел.
Почему нельзя останавливать мартеновскую печь?
Всегда знали, что мартеновскую печь нельзя останавливать. Дело в том, что такие сооружения работали по тридцать лет без перерыва. Их вынуждены были останавливать только несколько раз по причине проведения ремонта.
Останавливать мартеновскую печь нельзя, потому что в результате дальнейшего повторного ее нагрева разрушится футеровка.
Аналогичный процесс происходит, например, в динасовом огнеупоре коксовых батарей. Когда кирпич разогревается до тысячи градусов, он спекается и становится великолепным материалом. Однако, при охлаждении его футеровка разрушается. В печи же насчитывается около тысячи тонн таких материалов. Мало того, что стоимость их более восьмисот долларов за тонну, так еще и нужно несколько месяцев ждать, чтобы новый агрегат изготовили. Именно поэтому мартеновские печи работали беспрерывно по несколько десятков лет.