Станки для профильного шлифования
К
атегория:
Помощь рабочему-инструментальщику
Станки для профильного шлифования
Далее: Приспособления для закрепления деталей при профильном шлифовании
Для профильного шлифования применяют универсальные плоскошлифовальные и круглошлифовальные станки повышенной точности, профилешлифовальные станки с ручным и программным управлением и др.
Для изготовления инструмента наиболее удобными являются плоскошлифовальные станки с продольным ходом стола 600..800 мм, оснащенные плавно регулируемой гидравлической системой и независимым ручным продольным и поперечным перемещениями стола.
На точно настроенном плоскошлифовальном станке с правильно выбранным шлифовальным кругом для чистовой обработки можно получить точность линейных размеров ±0,01 мм, угловые величины ±1’ и шероховатость поверхности Л?а = 0,32…0,16 мкм.
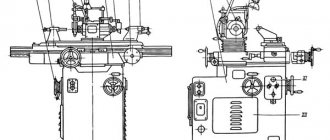
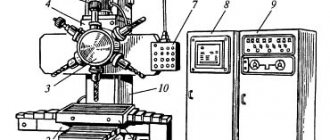
Универсальный плоскошлифовальный станок модели ЗГ71 повышенной точности с горизонтальным прямоугольным столом приведен на рис. 1. Обработка деталей производится периферией круга. Простые фасонные детали можно обрабатывать непрофилированным и профилированным кругами. К основным узлам станка относятся станина I, колонка II, крестовый суппорг III, механизм ручного продольного перемещения стола IV, механизм продольного реверса стола V, стол VI, механизм поперечного реверса стола VII и поперечной подачи VIII, шлифовальная головка IX, механизм вертикальной подачи X и сливной бак XI.
Рис. 1. Плоскошлифовальный станок модели ЗГ71.
Станина станка представляет собой жесткую коробчатую отливку, на верхней части которой закреплены стальные термически обработанные V-образные направляющие. Внутри станины размещены гидроагрегат и электроаппаратура.
На верхней части колонки установлен редуктор, предназначенный для ускоренного перемещения шлифовальной головки.
На крестовом суппорте имеются взаимно перпендикулярные направляющие. По верхним направляющим перемещается стол с рабочей поверхностью 630X200 мм. Движение в продольном направлении он получает от гидравлического цилиндра, расположенного между его направляющими. В нижней части стола размещены механизмы поперечной подачи, продольного перемещения стола, продольного реверсирования его, а также распределительная и гидравлическая панели. Шлифовальная бабка перемещается по направляющим стойки, установленной на станине.
Шлифовальный круг размером 250X25X75 мм, закрепленный на шпинделе, главное движение получает от электродвигателя с N — 2,2 кВт и м = 2860 об/мин. Частота вращения шпинделя — 2700 об/мин, а скорость резания v = 33,5 м/с. Вертикальную подачу круга можно производить вручную рукояткой 3 или автоматически рукояткой 1. Наибольшее вертикальное перемещение шлифовальной бабки 375 мм.
Поперечная подача стола также может быть ручной (с помощью маховичка) и автоматической (по лимбам). Наибольшее поперечное перемещение стола 235 мм. Цена деления лимба ручной подачи равна 0,05 мм, а автоматической—0 ,01 мм. Продольная подача стола может быть ручной и автоматической от гидравлической системы. Наименьшее перемещение стола — 70 мм, а наибольшее — 710 мм. В механизме ручного продольного перемещения предусмотрена блокировка, которая автоматически отключает зубчатое колесо от зубчатой рейки при установке рукоятки в положение «Пуск стола». При ручном перемещении стола в момент работы гидропривода рукоятка должна быть в положении «Разгрузка гидропривода».
Механизм продольного реверса стола обеспечивает переключение золотника реверса при крайних положениях стола, которые устанавливаются в зависимости от длины обрабатываемых деталей с помощью упоров.
Органы управления станка: 1 — рукоятка установки ьЬшчины автоматической вертикальной подачи; 2 — рукоятка крана регулирования подачи рабочей жидкости-3 — маховичок ручной вертикальной подачи; 4 — упоры продольного реверса стола; 5 — рукоятка скорости движения стола; 6 — рукоятка ручного продольного реверсирования стола; 7 — маховичок ручной поперечной подачи стола; 8 — лимб микрометрической поперечной подачи стола; 9 — лимб установки величины автоматической поперечной подачи; 10 — кнопка включения и реверсирования поперечной подачи; 11 — рукоятка «Пуск стола», «Стоп стола» и «Разгрузка гидропривода»; 12 — рукоятка ручного продольного реверсирования стола; 13 — кнопка «Пуск шпинделя»; 14 — кнопка «Все стоп»; 15 — кнопка-переключатель магнитной плиты; 16 — барабанный переключатель ускоренного перемещения шлифовальной головки; 17—кнопка «Стоп гидропривода»; 18 — кнопка «Пуск» гидропривода; 19 – лампочка сигнализации «Станок включен»; 20 — переключатель освещения; 21 — переключатель режима работы «С плитой» и «Без плиты»; 22 — вводный пакетный выключатель.
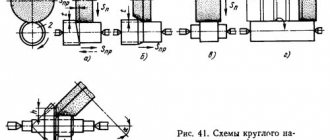
Рис. 2. Схемы шлифования угловых участков профиля плоским кругом.
Как уже отмечалось, на плоскошлифовальных станках можно обрабатывать фасонные детали непрофили-рованным, т. е. плоским, кругом. Им обрабатывают поверхности, профиль которых образован прямыми линиями, в тех случаях, когда шлифуемую поверхность можно совместить с периферией или торцем шлифовального круга. Для этой цели применяют специальные приспособления.
На рис. 2 приведены схемы обработки на плоскошлифовальном станке угловых участков профиля плоским кругом с помощью синусного кубика (рис. 2, а), синусной линейки (рис. 2,б), синусных центров (рис. 2, б), синусного магнитного столика (рис. 2, г), приспособлений для шлифования многогранных деталей (рис. 2, д), синусных магнитных призм (рис. 2, е).
Непрофилированным кругом можно обработать с одной установки любой незамкнутый профиль инструмента (детали), составленный из прямых линий и дуг окружностей, с помощью универсального приспособления для координатного шлифования. При использовании копирных приспособлений можно обрабатывать замкнутый профиль детали или отдельные криволинейные участки ее профиля.
Шлифование профилированным кругом является одним из распространенных способов воспроизведения фасонных поверхностей.
Для расширения технологических возможностей плоскошлифовальных и круглошлифовальных станков их оснащают оптическими устройствами, с помощью которых увеличенный контур детали и круга проецируется на экран. Оптическая система закрепляется на столе, станка и перемещается вместе с деталью.
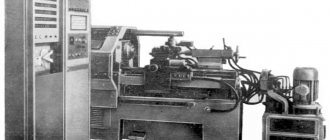
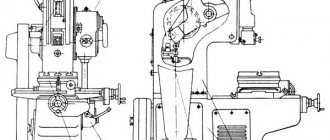
Станки для обработки профилей круглых деталей. Шлифование цилиндрических деталей со сложным профилем можно осуществлять на универсальных кругло-шлифовальных станках (рис. 3), где передняя бабки и головка с шлифовальным кругом могут поворачиваться вокруг вертикальной оси и устанавливаться под любым углом с точностью ±5’. Поскольку круг установлен под углом, наклонные участки профиля можно обрабатывать его периферией или боковыми сторонами без профилирования.
Рис. 3. Круглошлифовальный станок.
Станок имеет передвижной упор ограничения продольного перемещения стола, подставку для концевых мер длины, индикаторный указатель продольного перемещения стола, заднюю бабку. Органами управления являются: рукоятка реверса стола, рукоятка упора, маховик продольной подачи стола, маховик механизма подачи шлифовальной бабки, рукоятка переустановки лимба врезной подачи шлифовальной бабки, рукоятка отвода пиноли задней бабки и рукоятка зажима пиноли задней бабки.
Станок имеет бесступенчатое регулирование частот вращения детали. Он снабжен балансировочным механизмом, укрепленным на фланце круга. Очистка охлаждающей жидкости от металлической стружки и абразивной пыли производится с помощью магнитного сепаратора.
Обработка профиля у деталей небольшого диаметра осуществляется на специализированных станках с двусторонней шлифовальной головкой.
Модернизированные универсально-заточные станки типа ЗА64М удобны тем, что имеют поворотную шлифовальную головку с двусторонним шлифовальным шпинделем и поворотный стол. Обработку деталей на них рекомендуется осуществлять кругами диаметром 250 мм, чтобы круг выступал за пределы шлифовальной головки. Частоту вращения шпинделя следует снижать до 1900—2000 об/мин. Станок необходимо оснастить передней бабкой с приводом вращения детали и задней бабкой с центром.
Профильное шлифование можно осуществлять и на резьбошлифовальных станках. Их применяют в тех случаях, когда профиль шлифуется на небольшую глубину и имеет маленькие радиусы закругления с жесткими допусками. Шлифование производят кругом сравнительно большого диаметра, дольше сохраняющим острые кромки.
На резьбошлифовальных станках можно обрабатывать и плоские детали при наличии приспособления с возвратно-поступательным движением стола.
Профилешлифовальный станок модели 395М предназначен для обработки сложных наружных профилей пуансонов, составных матриц и других подобных деталей любого профиля.
Метод обработки профиля основан на визуальном совмещении контура обрабатываемой детали, увеличенного в 50 раз специальной оптической системой и спроецированного на экран, с чертежом заданного профиля, вычерченного на прозрачной кальке с увеличением в 50 раз и закрепленного на экране.
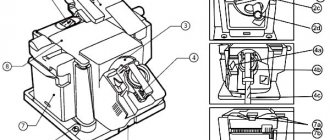
Оптическая схема профилешлифовального станка модели 395М показана на рис. 4. От источника света лучи падают на наклонно установленный отражатель, который направляет их на обрабатываемую деталь.
Рис. 4. Схема оптического профилешлифовального станка модели 395М.
От детали пучок лучей отражается в обратном направлении, проходит через щель в отражателе и систему увеличения и проецируется в прямом рабочем изображении на зеркало 6, которое отражает лучи на стеклянный экран. Чертеж закрепляется между экранными стеклами. Профиль обрабатываемой детали проецируется в виде резкого темного изображения на ярко освещенном экране.
Путем снятия припуска получают профиль детали до 7-го квалитета с шероховатостью обработанной поверхности Ra~ 1,25…0,63 мкм.
Обработка осуществляется при перемещении шлифовального круга 10 по двум взаимно перпендикулярным координатам за счет движения двух суппортов шлифовальной головки вручную или механически. Помимо вращательного и двух поступательных перемещений в горизонтальной плоскости шлифовальный круг имеет возвратно-поступательное движение, что обеспечивает обработку профиля по всей высоте детали.
Деталь устанавливается на станке так, чтобы по всему контуру или его части, подлежащей обработке, оставался припуск. Детали, изображение профиля которых не помещается на экране, шлифуются по участкам. Переход от одного участка к другому осуществляется за счет перемещения суппорта стола, на котором закреплена деталь.
В тех случаях, когда по одному чертежу обрабатываются повторяющиеся профили, перемещение суппортов стола контролируется с помощью концевых мер длины. Когда же на соседнем участке шлифуется профиль иной конфигурации, чем предыдущий, чертеж-калька передвигается или заменяется, причем на новом участке чертежа или на новом чертеже должна быть линия уже обработанной части профиля, являющаяся началом нового участка. В этих случаях перемещение суппортов стола контролируют путем совмещения части контура обработанного участка профиля с линией чертежа.
Станок дает возможность обрабатывать детали, не снимая их со стола, со значительными размерами профиля, вписывающегося в прямоугольник 150X60 мм.
Правка кругов. Метод копирования позволяет осуществлять профильное шлифование на универсальном оборудовании, например на плоскошлифовальных станках высокой точности с прямоугольным столом и горизонтальным шпинделем.
Точность обработанных поверхностей при профильном шлифовании зависит от точности правки шлифовальных кругов, которые профилируют алмазами или роликами. Профилирование алмазами производится с помощью различных приспособлений. Имеются приспособления для профилирования только наклонных или только дуговых участков, а также универсальные, которые профилируют как наклонные, так и дуговые участки. Рассмотрим некоторые из приспособлений.
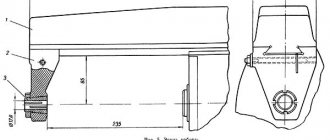
Для профилирования круга по дуге окружности применяют приспособления, у которых острие алмаза смещено относительно оси алмазодержателя на величину заправляемого радиуса. Алмаз устанавливают с помощью калиброванной оправки и концевых мер. Порядок правки круга следующий. Основанием (рис. 5) приспособление устанавливают на стол шлифовального станка. Алмаз, закрепленный винтом в алмазодержателе, подводят к калиброванной оправке диаметром d. В этом положении алмазодержатель закрепляют винтом 7. Зная радиус профиля круга, определяют величину блока концевых мер: li = d/2±R, где d — диаметр калиброванной оправки, a R— радиус шлифуемой поверхности, в мм. Если круг должен иметь вогнутость, принимают знак « + », если выпуклость — знак «—».
Блок концевых мер устанавливают между кольцом и плоскостью стойки. После этого кольцо закрепляют, винт ослабляют и алмазодержатель отводят назад для удаления блока концевых мер и калиброванной оправки. Затем алмазодержатель перемещают до соприкосновения торца кольца с плоскостью стойки и закрепляют винтом.
Рис. 5. Приспособление для правки круга по дуге окружности.
Приспособление подводят к поверхности круга и, поставив алмаз перпендикулярно его образующей, гайкой закрепляют стойку. Вначале правят круг по цилиндру до получения ровной поверхности. Затем острие алмаза устанавливают посредине круга. В этом положении стол фиксируют упором. Для профилирования круга ослабляют гайку так, чтобы стойка свободно вращалась. Поворачивая стойку с алмазом за рукоятку и сообщая алмазу поперечную подачу, производят профилирование круга по дуге окружности.
Универсальное приспособление, показанное на рис. 6, предназначено для профилирования кругов с различным сочетанием прямых и Дуговых участксз, а также одноименных и разноименных дуг. На основании располагается поворотная каретка, в пазах которой может перемещаться суппорт. По верхнему выступу суппорта передвигаются салазки со стойкой, несущей алмазодержатель. В центральном положении салазки фиксируются штифтами. При выдвинутых штифтах салазки и алмазодержатель могут свободно перемещаться в обе стороны от центрального положения. Поворотная часть приспособления может быть закреплена в требуемом положении или свободно вращаться с помощью рукоятки.
Профилирование кругов производится по элементам. Для профилирования дуговых участков алмазодержатель, закрепленный в стойке, вместе с салазками, суппортом, который застопорен штифтами и винтами, и поворотной кареткой с помощью рукоятки получает вращательное движение относительно основания приспособления. Радиус дуги устанавливается суппортом путем измерения микрометром расстояния между штифтом на каретке и планкой на суппорте. Если это расстояние будет равно постоянной величине данного приспособления, например 75 мм, а алмазодержатель будет установлен по шаблону, то величина радиуса R будет равна нулю. Если суппорт сместить вперед на размер 75 — R, то приспособление будет настроено для профилирования на круге вогнутого дугового участка профиля. При обратном смещении суппорта на величину 75 + /? будет осуществляться правка дуги выпуклого профиля.
Профилирование прямолинейных участков производится возвратно-поступательным перемещением салазок. Для профилирования прямых участков круга, наклоненных к оси профиля, суппорт устанавливают в исходное положение, а каретку на угол 90° — а и фиксируют стопорной рукояткой.
Рис. 6. Универсальное приспособление для правки круга.
Что такое металлография?
Все металлы имеют микро- и макроструктуру, которая требует тщательного исследования, проводимого с разными целями. К примеру, такие мероприятия могут быть направлены на выявление физико-химических, механических или электрических свойств материала или на определение размеров, формы и расположения кристаллов. Используя специальное оборудование, можно без труда установить химический состав металла, а также наличие в нём различных дефектов и посторонних включений.
Для работы используется электронный микроскоп, применение которого подразумевает наличие заблаговременно подготовленных образцов для исследования. Но есть и другой способ, заключающийся в изучении излома металла, чему в немалой степени способствуют физические свойства материала, к примеру, непрозрачность. Для того чтобы подробно изучить макроструктуру образца, нужно подготовить соответствующий шлиф. То есть, исследуемое изделие или деталь разрезается, а делается это при помощи специального станка.
Конечно, можно разрезать метал посредством газовой горелки, но тогда придётся дополнительно обрабатывать исследуемую поверхность, ведь вследствие нагрева пламенем происходит изменение структуры металла, а глубина этого слоя составляет примерно 1 см. Именно по этой причине образец должен подвергаться дополнительной обработке, и для этого требуется шлифовально-полировальный станок, купить который можно на сайте . С целью определения структуры материала, он подлежит травлению, и по результатам этой операции можно узнать структурные составляющие металлического сплава.
Как заказать и купить профилешлифовальный станок в “Пумори-инжиниринг Инвест”
Если Вы заинтересованы в покупке, на сайте ознакомьтесь с каталогом. Товарный список представлен тремя моделями: ACC-DXNC, UPZ-NC, UPZ-Li.
Подобрать подходящую модель Вам помогут высококвалифицированные специалисты в Екатеринбурге нашей компании. Свяжитесь по телефону или оставьте запрос на электронную почту.
Также вы можете заказать профилешлифовальный станок по цене, соответствующей качеству, через заявку на нашем сайте.
«Пумори-инжиниринг инвест» работает с японским производителем Окамото несколько лет и гарантирует точность, надежность, долговечность. Выгоды приобретения шлифовального оборудования у нас:
- Сопутствующие услуги: техаудит, обучаем операторов, поставляем ПО, запускаем в эксплуатацию, сервис;
- Лизинговые программы;
- Оперативный сервис;
- Оригинальные запчасти от производителя.
Как выбрать подходящее оборудование?
Станки для металлографической пробоподготовки исследуемого образца, представленные в интернет-магазине , отличаются высоким качеством, имеют эргономичный дизайн и наделены лучшими эксплуатационными характеристиками. Шлифовально-полировальные станки могут комплектоваться одним или несколькими дисками, следовательно, им доступна и грубая шлифовка, и мягкая полировка. Производительность оборудования зависит не только от количества дисков, но и от:
- Скорости их вращения. В большинстве представленных моделей это регулируемый параметр, а выбор скорости вращения зависит не только от вида материала, но и от его толщины и плотности. В продаже есть модели с плавной регулировкой скорости, и они надёжно защищены от разного рода перегрузок.
- Диаметра диска. Ручной шлифовально-полировальный станок имеет диск диаметром 200 мм, изготовленный из нержавеющей стали, а универсальным считается диск, имеющий диаметр 250 мм. Для обработки большого количества образцов или при их солидных размерах уместно использовать трёхсотмиллиметровые диски.
Классификация
Ручной полировальный станок довольно часто используется в быту, в домашнем хозяйстве. Если нет возможности по каким-то причинам купить, то полировальный станок своими руками можно сделать, используя обычную дрель. Для этого в патрон необходимо лишь зажать войлочный диск. Но такой самодельный полировальный станок по металлу не подходит для продолжительного времени работы.
Также есть полировальные углошлифовальные машинки, которые в отличие от известной «болгарки» имеют регулировку частоты оборотов. На таких устройствах обороты существенно ниже, чем на обычной углошлифовальной машинке. Благодаря этому факту, лакокрасочное покрытие не оплавится и не деформируется. Сменив полировальный диск на лепестковый абразивный круг, ручной точильно-полировальный станок можно использовать и для обработки различных изделий и заготовок. Посредством такого устройства можно в домашних условиях выполнить шлифовку и полировку кузова, фар, стекол автомобиля, мотоцикла т.д.
Proxxon PM 100
К настольным, но уже стационарным полировально-шлифовальным станкам, которые некоторые размещают у себя в гараже, в небольшой частной мастерской следует отнести наждак, установленный на верстаке или специальном подиуме. В общем и целом, станок полировальный настольный отличается от обычного наждака тем, что на него устанавливается иной инструмент.
Например, для работы дома отлично подойдет полировальный настольный станок JSSG-10. Благодаря достаточно богатому функционалу и невысокой цене он выгодно отличается от своих конкурентов. На станке Jet JSSG-10 v можно осуществлять заточку, правку и доводку режущего инструмента.
Также можно выделить полировальные станки по дереву и металлу. Но это выделение очень условное, так как само оборудование используется одно и то же, меняется лишь насадка.
Ленточно-полировальный станок, как правило, используется для обработки плоских поверхностей (например, брусков, досок). Для разных типов дерева, металла используется разные абразивные ленты.
В станкостроении различают полировальные станки с притирами (доводочные станки), центробежные и жидкостные.
Ювелирный полировальный станок
Что касается доводочных станков, то они их применяют для финишной тонкой шлифовки поверхностей деталей и устранения шероховатости, оставленных на них предыдущими инструментами.
Остальные 2 вида оборудования обычно используют при обработке заготовок сложной формы.
Центробежные станки имеют некую ёмкость, которую заполняют специальным раствором или абразивными порошком. При вращении ёмкости данная смесь также начинает двигаться и полирует заготовку.
В жидкостных полировальных станках обрабатываемое изделие устанавливается в камеру, и полирование происходит струей специальной жидкости, которая насыщена абразивом. Напор такой жидкости из форсунки составляет до 50 м/сек. Форсунка во время полирования сама движется вдоль заготовки.
Задачи шлифовально-полировальных машин
Полировально-шлифовальный станок, цена которого зависит и от производителя, и от его функциональности, может выполнять одну или несколько операций. Естественно, наиболее предпочтительны модели комплексного назначения. Благодаря своим малым размерам, основные операции можно проводить не только в лабораторных условиях, но и прямо на объекте. В качестве примера можно привести подготовку трубопроводов к эксплуатации.
Умные машины могут выполнять как основные свои функции, так и дополнительные. Благодаря шлифовально-полировальному станку, можно определить сопротивление исследуемого образца к истиранию. Но всё-таки главными задачами данного оборудования считается удаление частиц металла, способных исказить результаты исследований, а также придание поверхности образца нужного вида. Чтобы станок справился с возложенными на него обязанностями и оправдал надежды контроллёров, необходимо выбирать максимально подходящую модель, широкий ассортимент которых представлен на сайте .
Особенности и предназначение профилешлифовальных станков по металлу.
Высокоточные профилешлифовальные станки с ЧПУ применяются в комплексном шлифовании поверхностей заготовок с криволинейной образующей в автоматическом режиме.
Мощности для профильной обработки оснащается современными ЧПУ и дополнительными устройствами контроля шлифования.
Взаимодействие элементов оборудования обеспечено инновационной системой управления на базе ПО Fanuc.
Выбирая в качестве рабочих машинн профилешлифовальные станки с ЧПУ по металлу компании Okamoto – вы получаете эталонное оборудование высокоточного шлифования с массой преимуществ:
- Собственные комплектующие;
- Точнось до 0,6 мкм;
- Высокая скорость обработки;
- «Многопрофильность» шлифовальных машин: применение во многих отраслях промышленности;
- Простая система ЧПУ (управление одновременно по двум координатам).
395М станок профилешлифовальный оптический. Назначение и область применения
Профилешлифовальный оптический станок 395М принят к серийному производству в 1963 году, в 1978 году был заменен на более совершенную модель 395М-1.
Станок профилешлифовальный оптический 395М предназначен для шлифовки с высокой точноcтью сложных профилей, ограниченных прямыми линиями, дугами окружностей и кривыми разнообразной формы, причем материал обрабатываемого изделия может быть закаленным.
Главной особенностью станка 395М является наличие экрана, на котором в увеличенном виде 50 : 1 с помощью специального оптического проекционного устройства проектируются обрабатываемые изделия и шлифовальный круг.
На экран накладывается чертеж детали на кальке в масштабе 50 : 1. Обработка ведется совмещением изображения круга с контуром чертежа. Перемещение суппортов шлифовального круга вдоль профиля осуществляется вручную или механически при помощи электродвигателей постоянного тока, число оборотов которых регулируется с помощью реостатов.
Возвратно-поступательное движение салазок шлифовального круга осуществляется автоматически при помощи электродвигателя через кулисный механизм. После шлифовки обработанные поверхности доводятся.
Способы и особенности профильного шлифования
Профилешлифовальные станки предназначены для шлифования поверхностей, образующая которых кривая или ломаная линия. Процесс обработки на таких станках называют профильным шлифованием. Этим методом изготовляют обычно оснастку, фасонный режущий инструмент, копиры, шаблоны, лекала и т. д., значительно реже — детали машин.
В зависимости от схемы формообразования обрабатываемой поверхности профилешлифовальные станки можно разделить на две группы:
- Станки, обрабатывающие поверхность при заданном относительном движении круга и заготовки (рис. 10.12 — с кинематическим профилированием)
- Станки, обрабатывающие поверхность при копировании предварительного профилированного шлифовального круга
В первом случае профиль обрабатываемой поверхности создается при движениях круга вдоль линии а (см. рис. 10.12), называемой образующей профиля, и вдоль линии 1, называемой направляющей. Образующая воспроизводится в вертикальной плоскости при возвратно-поступательном движении шлифовального круга относительно заготовки. Линия 1 образуется в горизонтальной плоскости при взаимном перемещении круга и заготовки по заданной траектории. В профилешлифовальных станках имеется механизм формообразования направляющей, с помощью которого шлифовальный круг ведут по заданной траектории относительно заготовки или заготовку относительно шлифовального круга.
Во втором случае можно использовать специальные устройства правки, а для шлифования — плоскошлифовальные станки. Такой метод получил название глубинного шлифования, когда весь припуск снимают за один проход при медленной ползучей подаче стола. Шлифование широким профилированным кругом отличается большой производительностью. Кроме того, оператор освобождается от необходимости наблюдения и ведения круга. Поэтому плоскопрофилешлифовальные станки являются перспективными для оснащения их ЧПУ и включения в состав комплексов и систем для безлюдной обработки.
В оптическом профилешлифовальном станке (рис. 10.13) шлифовальный круг 1 перемещает оператор, воздействуя на рукоятки 3. Изображение круга 1 и заготовки 5 в увеличенном виде проектируется на экран 7, на котором нанесена направляющая профиля. Наиболее распространено 50-кратное увеличение оптической системы с размером экрана 500 х 500 мм. При такой кратности увеличения истинные размеры изображения составляют всего 10 х 10 мм.
Профильно-шлифовальные станки имеют следующие основные узлы: шлифовальный суппорт, координатный (крестовый) суппорт для детали, стол для установки чертежа и оптическое устройство.
На профильно-шлифовальных станках осуществляются следующие движения:
- вращение шлифовального круга;
- возвратно-поступательное движение суппорта со шлифовальным кругом;
- установочные перемещения координатного суппорта с обрабатываемой деталью в трех направлениях;
- перемещение шлифовальной головки.