Лучшим способом восстановления изношенных частей деталей в виде обода колеса, диска и вообще любых тел вращения является вибродуговая наплавка. Которая, в отличие от газокислородного и обычного сварочного дугового метода обеспечивает равномерность нанесения навариваемого/наплавляемого металла на объект ремонта.
Принцип устройства для нанесения равномерного нанесения металла несложен. Это совмещение детали вращения, закреплённой на валу токарного станка с необходимой для этой детали свободной зоной и вибро-электродуговой насадки, или наплавочной головки, которая размещается на месте штатного суппорта станка или крепится на нём.
Вибро-электродуговая насадка
Это несложное устройство представляет собой механический вибратор или специальную электромагнитную установку, работающую по принципу соленоида в реле, когда подаваемый переменный ток колеблет взад-вперёд внутри обмотки металлический стержень-электрод.
Вибраторы механического типа только называются так, на самом деле они тоже связаны с частотой переменного тока, и являются по сути электромеханическими. И у электромагнитных, и у механических вибраторов частота колебаний наплавной проволоки, или стержня-электрода, может быть в пределах 50-100 гц.
Перемещения стержня в обмотке вызывают кратковременные касания его к наплавляемой детали, а затем отрывы от неё. Во время касания стержня-электрода детали, зажатой и вращающейся в станке, происходит короткое замыкание, напряжение становится нулевым, а ток, наоборот, скачкообразно нарастает. Во время отрыва происходит скачок напряжения, ток прерывается, а между деталью и электродом возникает дуга. Так как в цепь включена катушка индуктивности, постоянного напряжения в цепи не хватает для постоянной дуги разряда, но импульсная подача тока и напряжения способна вызвать такую дугу, которая выглядит как серия сливающихся для глаза коротких вспышек, которые выглядят как непрерывная дуга, но на деле таковой не являющейся.
Конструктивно электродуговая насадка является частью комплекса, в который входят источник сварочного тока и наплавочная головка ВДГ-5 (или её аналоги). Главное – нет нужды применять какие-то кустарные устройства, промышленностью давно освоены разные типы таких насадок на токарные станки – с разными узлами крепления и с разными способами подачи проволоки, из которой формируется наплавочный слой.
В вибродуговую головку в качестве неотъемлемых составных частей входят также
- Ролики подачи со стандартных мотков проволоки разных типов.
- Опорные узлы.
- Вибратор с двигателем, обеспечивающим колебания электрода.
- Наконечник обеспечения подвода электрода к заготовке.
Технология электрической сварки
Дуговая сварка без перемещения (подачи) электрода. При сварке электрозаклепками дуговой процесс идет без подачи электродной проволоки в зону дуги (рис. 3-7). Стержень из электродной проволоки диаметром 3—6 мм укрепляют в специальном держателе—заклепочнике и прикасают к изделию в месте, где должна быть электрозаклепка. Пространство вокруг электрода засыпают флюсом. Напряжение от источника питания постоянного или переменного тока подводится к свариваемой детали и электродному стержню (через токоподводящее устройство заклепочника). При включении тока конец электрода в месте его соприкосновения со свариваемой деталью расплавляется. Возбуждается дуга, которая, оплавляя конец электрода и заваривая точку, удлиняется до естественного обрыва. Этот же принцип используется для заварки отверстий в металле.
Существует много типов электрозаклепочников. В серийном и массовом производстве применяют машины для сварки нескольких электрозаклепок — многоточечные машины. В зону дуги при сварке электрозаклепок может подаваться также защитный газ. Для получения электрозаклепок пригодна и тонкая электродная
проволока, закрепляемая в обычных держателях для полуавтоматической сварки. Процех сварки в этом случае отличается от процесса сварки швов только отсутствием перемещения дуги вдоль свариваемого изделия.
Как происходит вибродуговая наплавка
Нужно иметь в виду, что КПД этого процесса весьма низок. Это происходит оттого, что при условной частоте тока вибратора в 50 гц касание электрода к детали составляет 0,01 сек. То есть 65% времени процесса падает на холостой ход. Но без фазы холостого хода полноценной наплавки тоже не получится. Чтобы понять, почему так происходит, нужно рассматривать процесс с дискретностью в доли секунд.
- За период касания обрабатываемой детали и электрода в месте контакта ток возрастает до 400 А на кв. миллиметр, и проволочный электрод в месте касания от огромного скачка температуры нагревается до критических состояний..
- Вибратор отрывает электрод от заготовки, и на ней остаётся часть электрода.
- Возникающая дуга расплавляет эту каплю.
- Электрод под воздействием остаточного импульса в обмотке продолжает удаление от наплавляемой детали, расстояние увеличивается, ток падает до нуля и дуга гаснет. Наступает фаза холостого хода.
Всё это происходит от 50 до 100 раз в секунду, и именно в чередовании холостого хода и касаний с дугой между ними происходит наплавка металла на изношенную заготовку.
Введённая в цепь дуги индуктивность служит источником накопления энергии во время разомкнутого состояния электрической цепи. Она вызывает фазовый сдвиг напряжения и тока, поэтому переход тока через фазу нуля способствует возникновению ЭДС самоиндукции, совпадающей по направлению с напряжением выпрямленной сети. Что способствует повторному возникновению дуги после разрыва цепи и её устойчивому горению в короткий промежуток времени между касанием и холостым ходом.
Электроды для вибродуговой наплавки имеют толщину 1,5-2 мм, и являются, по сути, проволокой из стали определённой марки, в той или иной степени совпадающей с маркой стали ремонтируемой детали. После короткого замыкания и отрыва в результате импульса в обмотке часть этой проволоки остаётся на детали в расплавленном состоянии.
Определение и принцип действия
Вибродуговая наплавка, по сути, это разновидность автоматической сварки, только электрод вибрирует с частотой от 50 до 100 колебаний в минуту. Восстанавливаемую деталь фиксируют в патроне-держателе или на токарном станке так, чтобы можно было подвести электроток. Второй контакт выводится на неплавящийся электрод. Наплавочная проволока подается по направляющим, проходит через мундштук. При подключении питания наплавка под действием магнита начинает вибрировать, прилипает к поверхности и отрывается с определенной частотой. Чтобы металл не прогревался под действием дуги, в рабочую зону подается охлаждающая жидкость. Компонентный состав водной эмульсии регламентирован, возможно два варианта:
- 3-х или 4% раствор кальцинированной соды;
- добавляют глицерин в пропорции 15 или 20% от объема.
Технология применяется для деталей сложной конфигурации, прошедших термическую обработку. На закаленных поверхностях после глубокого прогрева возникает коробление, а вибродуговая наплавка не влияет на прочностные характеристики.
Основные достоинства вибродуговой наплавки:
- вибросваркой создают небольшой слой, толщину которого можно регулировать в диапазоне от 500 мк до 3 мм;
- детали подвергаются несущественной деформации под действием температуры;
- зона термовлияния малоглубинная, нет необходимости проводить обследование методами неразрушающего контроля;
- вибрационная сварка не изменяет твердость восстанавливаемой поверхности;
- за счет подачи жидкости происходит закалка наплавляемого слоя;
- метод применим для малоизношенных поверхностей, которые нельзя наплавить обычной сваркой, устраняется люфт механизма.
Дополнительные технические условия
Чтобы не возникало перегрева ремонтируемой заготовки и, как следствие, её деформации, наплавляемую поверхность охлаждают следующими составами:
- 10-20% раствор технического глицерина,
- 3-4% водный раствор кальцинированной соды.
Может быть также охлаждение потоками холодного воздуха.
Восстановление изношенных в результате долгой эксплуатации деталей имеет под собой вполне оправданную экономическую подоплёку. Дело в том, что восстанавливают обычно старые, незаменимые части изделий (чаще всего уникальные по характеристикам валы вращения), которые давно сняты с производства и не выпускаются в виде запасных частей.
Охлаждения деталей растворами или воздушной струёй направленного действия выглядит в этих условиях не только оправданной, но и остро необходимой мерой, предохраняющей поверхность изделий и от деформаций и оберегая их габариты.
Точка подачи охлаждающих растворов не должна совпадать с местом горения дуги, иначе может пострадать качество наплавки. Для этого одновременно с вибраторами устанавливают магистраль, по которой подаётся охлаждение, с регулировочными механизмами подачи глицериновой или водной смеси, или воздушный вентиль. Но у охлаждающего раствора есть ещё одна функция — предохранение навариваемого металла от процессов азотирования, от которого он сделается чрезмерно хрупким, и кислородного окисления.
Стабильность процесса
О стабильности и отсутствии технологических сбоев процесса наплавки будет свидетельствовать равномерность характерного трескучего звука в момент наваривания и показания амперметра. Так как частота колебаний тока и напряжения в секунду бывает равной 50-100 гц, стрелка аналогового прибора будет не успевать колебаться туда-сюда и будет просто стоять на месте – но это как раз и будет свидетельствовать о стабильности процесса.
Если же плавление проволочного электрода сопровождается неприятным и неравномерным треском с разной частотой и периодичностью, а стрелка амперметра совершает беспорядочные колебания, это свидетельствует о неравномерности нанесения металла на заготовку, при которой могут образовываться каверны, а слой будет нервным и рыхлым.
От чего зависит толщина слоя
На толщину наплавляемого на деталь слоя металла влияют два параметра:
- Скорость вращения заготовки (окружная скорость, зависящая от диаметра вала, колеса, обода той ремонтируемой детали, что закреплена на валу станка)
- Скорость подачи сварочного проволочного электрода.
При увеличении скорости вращения будет получаться узкий и тонкий валик с медленной скоростью наращивания металла. Наоборот, снижение темпа вращения с одновременным увеличением числа и силы колебаний проволоки наплавляемая поверхность будет быстрее увеличиваться в диаметре. Но для увеличения толщины наращиваемого слоя металла нужна ещё и более толстая проволока.
Увеличения скорости вращения заготовки стараются всячески избегать и выставляют обычно минимально-возможную скорость – иначе в наращиваемом слое неизбежно появление каверн. И чем быстрее вращается деталь – тем большее количество каверн будет образовываться.
Пористый некачественный металл наплавки получается также в случае загрязнения детали маслами и смазками.
Наплавка под слоем флюса
Наплавка металла — это нанесение металла на поверхность детали с помощью сварки.
По техническим признакам различают следующие виды наплавки:
- по степени механизации процесса — ручная, механизированная, автоматизированная, автоматическая;
- по способу защиты металла в зоне сварки — под слоем флюса, под расплавленной обмазкой электрода в вакууме и в защитном газе;
- по характеру протекания процесса — непрерывные и прерывные.
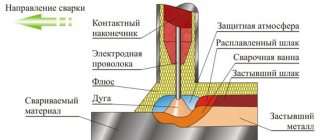
Сущность наплавки под слоем флюса состоит в том, что сварочная дуга, возникающая между электродом и изделием, защищается от окисления кислородом воздуха слоем расплавленного гранулированного флюса толщиной 20—40 мм. Флюс, поступающий в зону сварочной дуги, плавится под действием выделяемого ею тепла.
Принципиальная схема полуавтоматической электродуговой наплавки деталей под слоем флюса показана на рис. 17.
Сварочный ток от источника тока по проводам подводится к контактам, касающимся сварочной проволоки и медной шины, расположенной на патроне.
Для наплавки деталей под слоем флюса выпускаются наплавочные головки различных конструкций: ПШ-5, ПШ-54, ПДШ-500, ПДШМ-500, АБС, А-409, А-580, ПАУ-1, ОСК-1252М. Наплавочная головка устанавливается на суппорт токарно-винторезного станка и перемещается при наплавке деталей с помощью ходового винта токарно-винторезного станка.
Рис. 17. Схема установки для полуавтоматической электродуговой наплавки деталей под слоем флюса:
1 — патрон токарно-винторезного станка; 2 — восстанавливаемая деталь; 3 — слой шлака; 4 — наплавленный металл; 5 — флюс; 6 — электродная проволока; 7 — контакт провода от источника тока с электродной проволокой; 8 — наплавочная головка; 9 — бункер с флюсом; 10 — контакт провода от источника тока с медной шиной патрона (деталью); е — смещение электрода относительно вертикальной оси детали (эксцентриситет электрода)
Твердость наплавленного слоя порошковыми проволоками достигает HRC 52—56.
Режимы наплавки цилиндрических поверхностей при постоянном токе обратной полярности представлены в табл. 4.
4. Параметры наплавки цилиндрических поверхностей электродной проволокой диаметром 1,2—2,5 мм с вылетом 20—30 мм
| Диаметр детали, мм | Напряжение, в | Сила тока, А | Скорость подачи проволоки, м/ч |
| 50—60 | 30—36 | 120—160 | 75 |
| 65—75 | 30—36 | 150—220 | 85 |
| 80—100 | 30—36 | 200—280 | 105 |
| 150—200 | 30—36 | 250—350 | 140 |
Преимущества восстановления деталей наплавкой под слоем флюса следующие: производительность автоматической наплавки под слоем флюса выше в 3—5 раз по сравнению с ручной сваркой; высокое качество наплавленного металла и высокая его износостойкость; для выполнения работ не требуется высокой квалификации наплавщика.
К недостаткам наплавки деталей под слоем флюса относятся большая зона термического влияния, значительный нагрев деталей малых размеров, снижение усталостной прочности деталей на 20—40 %.
Расходные материалы для наращивания металла
Это в первую очередь проволока для наплавки. Используют два её основных типа:
- СВ-15 для наплавки металла на изделия из чугуна (придаёт поверхности особую твёрдость при определённой хрупкости)
- Св-08А Св-18ХГСА, Нп-50 (65Г), Нп-30ХГСА – для наплавки стальных слоёв.
- Проволока пружинного типа по ГОСТу 9389–75.