Что такое наплавка металла
Это процедура, которая применяется для восстановления формы и материала изношенных изделий и механизмов. С помощью технологии наплавки можно создать упрочняющий слой металла на поверхности и биметаллических структур.
Наплавление – это один из видов сварочных технологий. Она основана на одних и тех же принципах, что и классическая сварка. Для обработки и защиты поверхностей изделий используют различные виды наплавки, которые отличаются друг от друга способами наплавления и состава сварочной среды.
При помощи этой технологии можно работать с конструкциями различного состава: медью, бронзой, чугуном, а также сплавами (никелями, хромовыми, кобальтовыми).
Особенности технологии наплавки
Преимущества наплавки в том, что она позволяет получить надежное сцепление металла с основой, а также необходимые физические и технологические параметры. Первое достигается благодаря качественной подготовке изделия, а второе – корректным подбором материалов для работы.
Сущность наплавки заключается в том, что необходимо равномерно нанести узкие полосы расплавленного металла на поверхность, чтобы они соединились в сплошной толстый слой, размером от десятой доли миллиметра до десяти миллиметров.
Технологические особенности наплавки
Наплавлять можно металл или одинаковый по составу, структуре и свойствам с основным металлом, или значительно отличающийся от него. В последнем случае на основной металл часто предварительно наплавляют промежуточные слои. При выполнении наплавки необходимо ограничивать перемешивание наплавляемого металла с основным для обеспечения заданного химического состава наплавленного слоя и предупреждения появления трещин. Протяженность зоны термического влияния при наплавке должна быть минимальной — это позволяет предотвратить возникновение значительных сварочных напряжений и деформаций.
Виды наплавки
Технология наплавки должна обеспечивать качество наплавленного слоя и минимальное воздействие на металл, чтобы избежать ее деформации. Разные виды процедуры имеют различные способы обработки и расход материала. Рассмотрим основные виды наплавки металла по деталям.
1. Зубьев шестерни.
Шестерня – это деталь многих механизмов и машин, применяемых в различных сферах. Наиболее часто встречаются следующие дефекты этой детали: изнашивание по длине и толщине, образование трещин или царапин, выкрашивание, поломка зубцов.
Наиболее эффективным способом восстановления является наплавка металла. Она выполняется в несколько этапов:
- Сначала необходимо вырезать детали с дефектами.
- Затем нужно просверлить несколько отверстий и в зазоре сделать резьбу.
- Сделать шпильки и вставить их в посадочные места.
- Сделать наплавление электросваркой и сформировать из металла зубец.
Отремонтировать зубья можно при помощи присадки в виде порошковой проволоки, автоматическим путем. Перед работой изделие необходимо очистить от загрязнений.
2. Концов рельсов.
Высокоскоростные поезда нуждаются в качественных рельсовых путях. Удары или неправильная эксплуатация приводят к деформации, изгибам и появлению вмятин. Вернуть рельсы в исходное положение можно при помощи наплавления.
Для начала берут сломанный рельс, удаляют с него весь отслоившейся и расплющенный материал при помощи наждачки или зубила. Затем нагревают концы рельсов. Для этого используют различные методы наплавки:
- Ручной дуговой. Он выполняется путем наложения валиков на рельсы вдоль, по диагонали или поперек. Или второй вариант – используют наплавление пучка электродов.
- Полуавтоматический электродуговой. Он предполагает использование самозащитной порошковой проволоки. Этот метод отличается высоким качеством и производительностью труда.
3. Плоскости и цилиндры.
Для восстановления изделий используют следующие методы наплавки:
- Электроды с обмазкой. Этот способ предполагает применение валиков вдоль, по замкнутым окружностям или винтовой линии. Первый вариант подходит для длинных изделий малого диаметра. Второй – подразумевает переворот изделия в процессе работы. Третий – удобен в случае механизированной наплавки и равномерного вращения детали.
- Автоматической наплавкой под флюсом. В результате получается слой, устойчивый к износу. Метод осуществляется при помощи сварочной или порошковой проволоки. Наплавление происходит по винтовой или образующей линии.
Плоскости – это простые поверхности большой площади. Они восстанавливаются при помощи узких валиков методом напайки в несколько слоев или располагая их так, чтобы они перекрывали 30-40% ширины предыдущего.
4. Штампы и металлорежущий инструмент.
Восстановление изделий осуществляется тремя способами: ручной, автоматической или полуавтоматической дуговой наплавкой. В первом случае используют электроды. Во втором и третьем – паст, флюс и легированную проволоку.
5. Нержавеющая сталь.
В этом случае используют стержни из высоколегированной проволоки. Они позволяют получать стык, устойчивый к образованию ржавчины, который не собирает задиры. Метод требует предварительного разогрева детали и последующей термической обработкой.
6. Чугун и его сплавы.
Для наплавки чугуна и его сплавов используются электроды различных марок. Некоторые из них являются универсальными и подходят для всех видов сплавов.
7. Медь и ее сплавы.
Наплавления изделий из чистой меди осуществляется при помощи электродов Комсомолец-100 или присадочных прутков. Изделия предварительно нагревают до температуры от 300 до 500 градусов. Если температура достигает более чем 500 градусов, то наплавленный слой подвергают проковке. Наплавка осуществляется при помощи применения постоянного тока. В результате получается материал с повышенной устойчивостью к износу.
Виды дуговых наплавок и их преимущества
Универсальные, простые методы металлообработки, к которым относятся сварка и наплавка, относительная дешевизна расходников и оборудования имеет широкое распространение при восстановлении деталей. Определённый способ работы с металлом выбирают с учётом:
- поломок;
- типа металла;
- свойства поверхности;
- других параметров.
Рассмотрим, какие виды обработки осуществляет дуговая наплавка:
- Автоматическую и полуавтоматическую сварку под флюсом. Процесс наплавки осуществляют порошковыми или сплошными проволоками, имеющими ленточное или круглое сечение. Применение данного способа обеспечивает качество сварного соединения и высокую производительность труда;
- С защитным газом. Изделия погружают в среду с водородом, азотом. В таких же условиях проводится наплавка аргоном. Дуговую сварку производят неплавящимися вольфрамовыми или плавящимися электродами. Струи газа выталкивают воздух из зоны дуги для исключения процесса окисления;
- Вибродуговую. На электрод воздействуют колебания с амплитудой 0,75-1 его диаметра, для ускорения процесса наплавки и получения равномерно восстанавливающегося слоя. Для этой технологии используется постоянный ток с обратной полярностью и напряжение от 12 до 20 В;
- Электрошлаковую. Покрытие деталей формируют в принудительном порядке за один проход. Считается очень производительным методом металлообработки;
- Плазменную. Обработку изделия проводят с помощью: сжатого высокотемпературного источника тепла, попадающего на поверхность детали, присадки в виде ленты, проволоки, мелкозернистого порошка;
- Открытую дугу. Используют для вогнутых или выпуклых поверхностей. Детали, усиленные таким способом, могут быть подвержены стабильно высоким нагрузкам.
Методы наплавки металла
Способ наплавки должен быть максимально простым, быстрым и безопасным в осуществлении, а также предотвращающим деформацию металла. Рассмотрим основные методы, наиболее распространенные.
1. Электродуговая.
Для нее чаще всего используют классическое электродуговое оборудование. Она бывает ручной и механизированной. Первый вариант подразумевает использование обычных инверторов и выпрямителей постоянного тока, в которых плюс подключается на электрод, а минус – на само изделие. Такая простая сборка снижает уровень общего нагрева и проплавляет основной слой неглубоко. Если добавить специальную смесь-присадку, можно равномерно увеличить прочность поверхности.
Механизированная наплавка осуществляется при помощи сварочных полуавтоматов со сплошной или порошковой проволокой. Основные преимущества такого способа – высокий уровень производительности и качество стыка. Если предварительно отшлифовать и зачистить участок, то шов получится идеально ровным.
2. Вибродуговая.
Этот метод применяется для работы с цветными металлами толщиной до 1мм и практически без нагрева верхнего слоя изделия. В ходе процедуры электрод движется с амплитудой 0,3-3мм и частотой до 100 Гц. В результате создается дуга на протяжении одной пятой от общего времени и на поверхности оказывается небольшое количество металла. Глубина и тепловое воздействие на деталь получаются минимальными.
Для вибродугового наплавления применяют полуавтоматы со специальными электромеханическими устройствами с прерывистой подачей проволоки (1,6-2 мм). Процедуру нужно осуществлять в безопасной среде, состоящей из газа, раствора или пены, безопасной для здоровья.
3. Газопламенная.
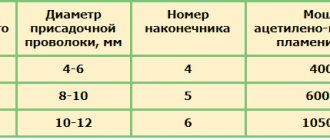
Этот способ считается наиболее простым и доступным. В качестве теплового источника используют ацетилен или пропан-бутановую смесь; в роли присадки – прутки или проволока; для флюсов – смесь из борной кислоты или буры.
Мелкие детали привариваются сразу, а крупные сначала разогреваются до температурного режима в 500 градусов. В качестве полезных добавок можно использовать порошки, их можно вводить в струю пламени, которые могут оседать на поверхности мелкими каплями.
Для газопламенного наплавления необходимы плазмотроны – специальные сварочные аппараты, снабженные мощной горелкой. Присадки подаются только автоматизированным способом, так как это небезопасно для человека. В роли присадок могут использоваться не только порошки, но и гранулы.
Преимущества метода – неглубокая сварка и однородная структура слоя стыка. Недостаток заключается в высокой стоимости способа и разогрева плазмы до высоких температур.
4. Плазменная.
Она выполняется на специальных аппаратах, снабженных газовой горелкой. В ней формируется поток, достигающей температуры в несколько десятков тысяч градусов. В качестве присадки также могут использоваться порошковые или гранулированные смеси.
5. Электрошлаковая.
При данном термическом процессе используется шлаковая ванна – емкость с катализатором, которая передвигается вдоль заготовки. В этот сосуд помещается электрод или присадка в виде гранулированного состава. Затем под флюсом и шлаком осуществляется повышение температуры. Материалы в этом случае становятся неким защитным щитом, который предохраняет рабочую зону от вредного газового воздействия.
Шлаковая ванна располагается вертикально: таким образом, воздушные пузырьки не успевают образовывать поры и не всплывают. В результате не бывает потерь тепла и разбрызгивания. Преимущества метода в том, что это вариант, доступный по стоимости. А недостаток в трудоемкости и неспособности работы с деталями малого размера и сложной конфигурации.
6. Лазерная.
В качестве присадки используют флюс или порошок, их расплавление происходит при помощи сфокусированного луча лазера. Лазер испускается из специальной головки при помощи сопла (нагревает газовый поток) или инжектора (впрыскивает полезную добавку).
Способ позволяет обеспечить максимально точный результат, стабильное качество покрытие. Метод используется только в очень ответственных случаях, так как наиболее дорог в применении.
7. Индукционная.
Принцип метода заключается в том, чтобы расплавить присадочный материал и верхнего металлического слоя при помощи вихревых потоков, которые наводятся на поверхность. Для этого на участок изделия наносится присадка с флюсом. Затем над ним располагается индуктор из нескольких витков трубки с высокоточным напряжением.
Глубина наплавления зависит от частоты тока индуктора: чем она выше, тем ниже глубина. Этот способ считается наиболее производительный и обеспечивает минимальный нагрев металла.
8. Электроискровая.
Процедура осуществляется благодаря воздействию кратковременных разрядов тока и нанесению ультратонкого покрытия. Наплавка осуществляется при помощи специальной установки. Электрод необходимо установить на плюс, а заготовку – на знак минуса. При разрядах тока частицы вырываются и свариваются в плотный мелкопористый шов.
Метод считается доступным по цене и удобным, благодаря почти полному отсутствию нагрева поверхности. Окисления и деформации в ходе процедуры не наблюдается. Таким образом, изделие получает длительный эксплуатационный срок.
Схема дуговой наплавки цилиндрических поверхностей деталей
1 — наплавочная головка; 2 — электродная проволока; 3 — бункер; 4 — флюс; 5 — деталь
повышения производительности труда в 6—8 раз за счет увеличения скорости сварки (из-за повышенных сварочных токов).
Кроме того, это наименее энергоемкий и экономичный в части электродного материала способ наплавки, позволяющий получить слой наплавленного металла большой толщины (1,5—5 мм и более).
К недостаткам способа следует отнести: значительный нагрев детали; невозможность наплавки изделий диаметром менее 40 мм из-за стекания наплавленного металла и трудности удержания флюса на поверхности детали; определенная трудность удаления шлаковой корки и возможность возникновения трещин и образования пор в наплавленном металле.
Режимы наплавки зависят от таких параметров, как сила тока, напряжение, скорость наплавки, материал электродной проволоки, ее диаметр и скорость подачи, марка флюса, шаг наплавки и т.д. Сила сварочного тока определяется по таблицам или формуле
где d3 — диаметр электродной проволоки, мм.
Наплавку обычно ведут постоянным током обратной полярности с напряжением сварочной дуги в пределах 25—35 В, подачей проволоки 75—180 м/мин при скорости наплавки 20—25 м/ч. Вылет электрода и шаг наплавки зависят от диаметра проволоки и определяется по формулам
где d —
вылет электрода, мм; S — шаг наплавки, мм.
Процесс наплавки плоских поверхностей осуществляется путем перемещения наплавочной головки вдоль детали со смещением электродной проволоки на 3—5 мм поперек движения после наложения шва заданной длины.
Таблица 1
Основные параметры наплавки плоских поверхностей
| Износ, мм | Сила тока, А | Проволока | |
| Скорость подачи, м/ч | Диаметр, мм | ||
| 2-3 | 160-220 | 100-125 | 1,6-2,0 |
| 2-4 | 320-350 | 150-200 | 1,6-2,0 |
| 4-5 | 350-460 | 180-210 | 2,0-3,0 |
| 5-6 | 650-750 | 200-250 | 4,0-5,0 |
Характеристики наплавленного слоя (твердость и износостойкость) в основном зависят от марки применяемой электродной проволоки и флюса. В случае наплавки деталей с большим износом обычно применяют автоматическую наплавку порошковой проволокой, в состав которой входят феррохром, ферротитан, ферромарганец, графитовый и железные порошки. При этом используют два типа порошковой проволоки: для наплавки под флюсом и для открытой дуги без дополнительной защиты. Режим наплавки в этом случае зависит от марки проволоки и диаметра детали. Для уменьшения разбрызгивания электродного материала во время наплавки используют постоянный ток низкого напряжения (20—21 В).
В условиях АРП при ремонтном восстановлении деталей транспортных средств наплавку под флюсом применяют для восстановления шеек коленчатых валов, шлицевых поверхностей на различных валах и других деталей.
Наплавка в среде углекислого газа принципиально мало чем отличается от наплавки под флюсом (в качестве защитной среды здесь используется С02) в части применяемого оборудования для закрепления детали и подачи электродной проволоки. Ток к электродной проволоке подводится через мундштук и наконечник, расположенные внутри газоэлектрической горелки. При наплавке металл элект7 79
рода и детали перемешивается, а в зону горения дуги под давлением 0,05—0,2 МПа по трубке подается углекислый газ, который, вытесняя воздух, защищает расплавленный металл от вредного действия кислорода и азота воздуха. При движении сопла горелки вдоль детали за сварочной ванной образуется слой наплавленного металла. Особенностью процесса наплавки в среде С02 является то, что углекислый газ при выходе из баллона резко расширяется и переохлаждается. Для подогрева его пропускают через электрический подогреватель. Содержащуюся в углекислом газе воду удаляют с помощью осушителя, представляющего собой патрон, наполненный обезвоженным медным купоросом или силикагелем. Давление газа понижается с помощью кислородного редуктора, а расход его контролируется расходомером.
При наплавке в среде углекислого газа наблюдается меньший нагрев деталей и имеется возможность обработки деталей диаметром менее 40 мм. Отсутствует трудоемкая операция по отделению шлаковой корки, а наплавка может производиться при любом пространственном положении детали. Производительность процесса по площади покрытия на 20—30% выше.
Недостатками процесса являются повышенное разбрызгивание металла и необходимость применения легированной проволоки для получения наплавленного металла с требуемыми свойствами.
Наплавку в среде углекислого газа производят на постоянном токе обратной полярности. Тип и марку электродной проволоки выбирают в зависимости от материала ремонтируемой детали и требуемых физико-механических свойств наплавленного металла. В зависимости от силы сварочного тока выбирается скорость подачи проволоки, устанавливаемая с таким расчетом, чтобы в процессе наплавки не было коротких замыканий и обрывов дуги.
Скорость наплавки определяется в основном толщиной наплавляемого металла и качеством формирования наплавленного слоя. Наплавку валиков осуществляют с шагом 2,5—3,5 мм при условии, что последующий валик перекроет предыдущий не менее чем на Уз его ширины.
Марка и тип электродной проволоки определяют твердость наплавленного металла (200—300 НВ). Ее диаметр влияет на расход углекислого газа. На этот же параметр влияют также скорость наплавки, конфигурация изделия и наличие движения воздуха.
Электродуговая наплавка вольфрамовым электродом в среде аргона широко используется для восстановления деталей из алюминиевых сплавов и титана. Источником тепловой энергии в этом случае служит электрическая дуга, которая горит между неплавящимися вольфрамовым электродом и деталью. Защитным газом служит аргон, а присадочным материалом — проволока. Аргон надежно защищает расплавленный металл от окисления воздухом. В результате наплавленный металл получается плотным, без пор и раковин. Добавление к аргону 10—12% С02 и 2—3% кислорода способствует повышению устойчивости горения дуги и улучшению формирования наплавленного металла. Расход аргона можно сократить в 3—4 раза благодаря защите дуги струями аргона внутри, а углекислого газа снаружи.
Электродуговая наплавка неплавящимся электродом обеспечивает: повышение производительности процесса в 3—4 раза по сравнению с газовой сваркой; высокую механическую прочность сварного шва; небольшую зону термического влияния; снижение потерь энергии дуги на световое излучение (аргон задерживает ультрафиолетовые лучи).
Недостатком процесса являются использование аргона и высокая стоимость (в 3 раза выше, чем при газовой сварке).
Режим наплавки зависит от силы тока и диаметра электрода. Последний обычно составляет 4—10 мм, а сила сварочного тока — в пределах 100—500 А.
Устойчивость процесса наплавки и хорошее формирование наплавленного металла позволяют вести обработку на высоких скоростях — до 150 м/ч и выше.
Вибродуговая наплавка, как разновидность дуговой наплавки металлическим электродом, осуществляется при вибрации электрода с подачей охлаждающей жидкости на наплавленную поверхность.
Вибродуговая наплавка обеспечивает: небольшой нагрев восстанавливаемой детали за счет ограниченной зоны термического влияния; высокую производительность процесса; минимальную деформацию детали, не превышающую полей допусков посадочных мест.
Существенным недостатком данного способа наплавки является снижение усталостной прочности детали после наплавки на 30—40%.
Рекомендуемая толщина наплавляемого слоя равна 2,5 мм (0,5— 3 мм). Структура и твердость последнего зависят от химического состава электродной проволоки и количества охлаждающей жидкости. В случае использования проволоки Нп-80 валик в охлаждающей жидкости закаливается до высокой твердости (порядка 26—55 HRC). Низкоуглеродистая проволока Св-08 дает твердость поверхности наплавки в пределах 14—19 HRC.
Рациональный режим наплавки: напряжение — 28—30 В, сила тока — 70—75 А при диаметре проволоки 1,6 мм, скорость подачи проволоки — 1,3 м/мин, скорость наплавки — 0,5—0,6 м/мин, амплитуда вибраций — 1,82 мм.
Широкослойная наплавка — это наплавка тел вращения за один оборот детали с поперечным колебанием электрода, а не по винтовой линии. Процесс наплавки осуществляется отдельными участками с целью исключения коробления детали.
Плазменно-дуговая наплавка выполняется одиночным валиком (при наплавке цилиндрических деталей по винтовой линии), а также с применением колебательных механизмов, на прямой и обратной полярности. К наиболее простому способу такой наплавки следует отнести наплавку по заранее насыпанному на наплавляемую поверхность порошку. В ремонтной практике для получения износостойких покрытий применяют хромборникелевые порошки, твердосплавные порошки на железной основе, а также смеси порошков.
Лазерная наплавка представляет собой способ получения покрытий с заданными физико-механическими свойствами путем нанесения порошка, фольги, проволоки и др. (наплавочный материал) на восстанавливаемую поверхность с последующим оплавлением этого материала лазерным лучом.
Способы подачи порошка на поверхность детали могут быть самые разнообразные: с помощью дозатора (непосредственно в зону лазерного луча); предварительной обмазкой поверхности клеящим составом с последующей обсыпкой порошком; в виде коллоидного раствора (смесь порошка и раствора целлюлозы). В первом случае имеет место увеличенный расход порошка (в 5—7 раз) и ухудшение физико-механических свойств покрытия, хотя энергоемкость процесса наплавки наименьшая.
КПД наплавки увеличивается с ростом толщины обмазки (увеличивается поглощение излучения). Одновременно растет твердость нанесенного слоя, которую можно регулировать в пределах 34— 65 HRC путем подбора скорости наплавки и грануляции порошка материала. Увеличение размеров частиц порошка приводит к росту твердости и износостойкости покрытия. Рациональной является смесь различных фракций: 40—100 мкм — 10%; 100—280 мкм — 80%; 280 мкм и более — 10%.
На качество покрытия влияют скорость перемещения лазерного луча, толщина наплавляемого слоя и перекрытие валиков. Характеристики покрытия, нанесенного лазерной наплавкой, следующие: толщина слоя (наплавка за один проход) — до 0,8 мм; толщина дефектного слоя — не более 0,1 мм; прочность сцепления — до 35 кг/мм2; потери наплавляемого материала — не более 1%; глубина зоны термического влияния — не более 1 мм.
Толщина нанесенного слоя может достигать 40—50 мкм. Лазерной наплавкой восстанавливают тарелки клапанов, кулачки распределительных и кулачковых валов и других деталей.
1 — наплавочная головка; 2 — электродная проволока; 3 — бункер; 4 — флюс; 5 — деталь
повышения производительности труда в 6—8 раз за счет увеличения скорости сварки (из-за повышенных сварочных токов).
Кроме того, это наименее энергоемкий и экономичный в части электродного материала способ наплавки, позволяющий получить слой наплавленного металла большой толщины (1,5—5 мм и более).
К недостаткам способа следует отнести: значительный нагрев детали; невозможность наплавки изделий диаметром менее 40 мм из-за стекания наплавленного металла и трудности удержания флюса на поверхности детали; определенная трудность удаления шлаковой корки и возможность возникновения трещин и образования пор в наплавленном металле.
Режимы наплавки зависят от таких параметров, как сила тока, напряжение, скорость наплавки, материал электродной проволоки, ее диаметр и скорость подачи, марка флюса, шаг наплавки и т.д. Сила сварочного тока определяется по таблицам или формуле
где d3 — диаметр электродной проволоки, мм.
Наплавку обычно ведут постоянным током обратной полярности с напряжением сварочной дуги в пределах 25—35 В, подачей проволоки 75—180 м/мин при скорости наплавки 20—25 м/ч. Вылет электрода и шаг наплавки зависят от диаметра проволоки и определяется по формулам
где d —
вылет электрода, мм; S — шаг наплавки, мм.
Процесс наплавки плоских поверхностей осуществляется путем перемещения наплавочной головки вдоль детали со смещением электродной проволоки на 3—5 мм поперек движения после наложения шва заданной длины.
Таблица 1
Основные параметры наплавки плоских поверхностей
| Износ, мм | Сила тока, А | Проволока | |
| Скорость подачи, м/ч | Диаметр, мм | ||
| 2-3 | 160-220 | 100-125 | 1,6-2,0 |
| 2-4 | 320-350 | 150-200 | 1,6-2,0 |
| 4-5 | 350-460 | 180-210 | 2,0-3,0 |
| 5-6 | 650-750 | 200-250 | 4,0-5,0 |
Характеристики наплавленного слоя (твердость и износостойкость) в основном зависят от марки применяемой электродной проволоки и флюса. В случае наплавки деталей с большим износом обычно применяют автоматическую наплавку порошковой проволокой, в состав которой входят феррохром, ферротитан, ферромарганец, графитовый и железные порошки. При этом используют два типа порошковой проволоки: для наплавки под флюсом и для открытой дуги без дополнительной защиты. Режим наплавки в этом случае зависит от марки проволоки и диаметра детали. Для уменьшения разбрызгивания электродного материала во время наплавки используют постоянный ток низкого напряжения (20—21 В).
В условиях АРП при ремонтном восстановлении деталей транспортных средств наплавку под флюсом применяют для восстановления шеек коленчатых валов, шлицевых поверхностей на различных валах и других деталей.
Наплавка в среде углекислого газа принципиально мало чем отличается от наплавки под флюсом (в качестве защитной среды здесь используется С02) в части применяемого оборудования для закрепления детали и подачи электродной проволоки. Ток к электродной проволоке подводится через мундштук и наконечник, расположенные внутри газоэлектрической горелки. При наплавке металл элект7 79
рода и детали перемешивается, а в зону горения дуги под давлением 0,05—0,2 МПа по трубке подается углекислый газ, который, вытесняя воздух, защищает расплавленный металл от вредного действия кислорода и азота воздуха. При движении сопла горелки вдоль детали за сварочной ванной образуется слой наплавленного металла. Особенностью процесса наплавки в среде С02 является то, что углекислый газ при выходе из баллона резко расширяется и переохлаждается. Для подогрева его пропускают через электрический подогреватель. Содержащуюся в углекислом газе воду удаляют с помощью осушителя, представляющего собой патрон, наполненный обезвоженным медным купоросом или силикагелем. Давление газа понижается с помощью кислородного редуктора, а расход его контролируется расходомером.
При наплавке в среде углекислого газа наблюдается меньший нагрев деталей и имеется возможность обработки деталей диаметром менее 40 мм. Отсутствует трудоемкая операция по отделению шлаковой корки, а наплавка может производиться при любом пространственном положении детали. Производительность процесса по площади покрытия на 20—30% выше.
Недостатками процесса являются повышенное разбрызгивание металла и необходимость применения легированной проволоки для получения наплавленного металла с требуемыми свойствами.
Наплавку в среде углекислого газа производят на постоянном токе обратной полярности. Тип и марку электродной проволоки выбирают в зависимости от материала ремонтируемой детали и требуемых физико-механических свойств наплавленного металла. В зависимости от силы сварочного тока выбирается скорость подачи проволоки, устанавливаемая с таким расчетом, чтобы в процессе наплавки не было коротких замыканий и обрывов дуги.
Скорость наплавки определяется в основном толщиной наплавляемого металла и качеством формирования наплавленного слоя. Наплавку валиков осуществляют с шагом 2,5—3,5 мм при условии, что последующий валик перекроет предыдущий не менее чем на Уз его ширины.
Марка и тип электродной проволоки определяют твердость наплавленного металла (200—300 НВ). Ее диаметр влияет на расход углекислого газа. На этот же параметр влияют также скорость наплавки, конфигурация изделия и наличие движения воздуха.
Электродуговая наплавка вольфрамовым электродом в среде аргона широко используется для восстановления деталей из алюминиевых сплавов и титана. Источником тепловой энергии в этом случае служит электрическая дуга, которая горит между неплавящимися вольфрамовым электродом и деталью. Защитным газом служит аргон, а присадочным материалом — проволока. Аргон надежно защищает расплавленный металл от окисления воздухом. В результате наплавленный металл получается плотным, без пор и раковин. Добавление к аргону 10—12% С02 и 2—3% кислорода способствует повышению устойчивости горения дуги и улучшению формирования наплавленного металла. Расход аргона можно сократить в 3—4 раза благодаря защите дуги струями аргона внутри, а углекислого газа снаружи.
Электродуговая наплавка неплавящимся электродом обеспечивает: повышение производительности процесса в 3—4 раза по сравнению с газовой сваркой; высокую механическую прочность сварного шва; небольшую зону термического влияния; снижение потерь энергии дуги на световое излучение (аргон задерживает ультрафиолетовые лучи).
Недостатком процесса являются использование аргона и высокая стоимость (в 3 раза выше, чем при газовой сварке).
Режим наплавки зависит от силы тока и диаметра электрода. Последний обычно составляет 4—10 мм, а сила сварочного тока — в пределах 100—500 А.
Устойчивость процесса наплавки и хорошее формирование наплавленного металла позволяют вести обработку на высоких скоростях — до 150 м/ч и выше.
Вибродуговая наплавка, как разновидность дуговой наплавки металлическим электродом, осуществляется при вибрации электрода с подачей охлаждающей жидкости на наплавленную поверхность.
Вибродуговая наплавка обеспечивает: небольшой нагрев восстанавливаемой детали за счет ограниченной зоны термического влияния; высокую производительность процесса; минимальную деформацию детали, не превышающую полей допусков посадочных мест.
Существенным недостатком данного способа наплавки является снижение усталостной прочности детали после наплавки на 30—40%.
Рекомендуемая толщина наплавляемого слоя равна 2,5 мм (0,5— 3 мм). Структура и твердость последнего зависят от химического состава электродной проволоки и количества охлаждающей жидкости. В случае использования проволоки Нп-80 валик в охлаждающей жидкости закаливается до высокой твердости (порядка 26—55 HRC). Низкоуглеродистая проволока Св-08 дает твердость поверхности наплавки в пределах 14—19 HRC.
Рациональный режим наплавки: напряжение — 28—30 В, сила тока — 70—75 А при диаметре проволоки 1,6 мм, скорость подачи проволоки — 1,3 м/мин, скорость наплавки — 0,5—0,6 м/мин, амплитуда вибраций — 1,82 мм.
Широкослойная наплавка — это наплавка тел вращения за один оборот детали с поперечным колебанием электрода, а не по винтовой линии. Процесс наплавки осуществляется отдельными участками с целью исключения коробления детали.
Плазменно-дуговая наплавка выполняется одиночным валиком (при наплавке цилиндрических деталей по винтовой линии), а также с применением колебательных механизмов, на прямой и обратной полярности. К наиболее простому способу такой наплавки следует отнести наплавку по заранее насыпанному на наплавляемую поверхность порошку. В ремонтной практике для получения износостойких покрытий применяют хромборникелевые порошки, твердосплавные порошки на железной основе, а также смеси порошков.
Лазерная наплавка представляет собой способ получения покрытий с заданными физико-механическими свойствами путем нанесения порошка, фольги, проволоки и др. (наплавочный материал) на восстанавливаемую поверхность с последующим оплавлением этого материала лазерным лучом.
Способы подачи порошка на поверхность детали могут быть самые разнообразные: с помощью дозатора (непосредственно в зону лазерного луча); предварительной обмазкой поверхности клеящим составом с последующей обсыпкой порошком; в виде коллоидного раствора (смесь порошка и раствора целлюлозы). В первом случае имеет место увеличенный расход порошка (в 5—7 раз) и ухудшение физико-механических свойств покрытия, хотя энергоемкость процесса наплавки наименьшая.
КПД наплавки увеличивается с ростом толщины обмазки (увеличивается поглощение излучения). Одновременно растет твердость нанесенного слоя, которую можно регулировать в пределах 34— 65 HRC путем подбора скорости наплавки и грануляции порошка материала. Увеличение размеров частиц порошка приводит к росту твердости и износостойкости покрытия. Рациональной является смесь различных фракций: 40—100 мкм — 10%; 100—280 мкм — 80%; 280 мкм и более — 10%.
На качество покрытия влияют скорость перемещения лазерного луча, толщина наплавляемого слоя и перекрытие валиков. Характеристики покрытия, нанесенного лазерной наплавкой, следующие: толщина слоя (наплавка за один проход) — до 0,8 мм; толщина дефектного слоя — не более 0,1 мм; прочность сцепления — до 35 кг/мм2; потери наплавляемого материала — не более 1%; глубина зоны термического влияния — не более 1 мм.
Толщина нанесенного слоя может достигать 40—50 мкм. Лазерной наплавкой восстанавливают тарелки клапанов, кулачки распределительных и кулачковых валов и других деталей.
Применяемое оборудование
Оборудование для наплавки функционирует с применением тех же источников и методов нагрева, что и сварочное. Оно отличается тем, что имеет вспомогательные устройства, которые обеспечивают подачу и распределение присадок по поверхности изделия.
Для наплавки нередко используют сварочные устройства, которые можно дополнить необходимыми приспособлениями и оснасткой. Наплавочное оборудование подразделяется по форме рабочих поверхностей: для тел вращения, для плоских деталей, для сложных профилей.
Присадку наносят классическими методами (например, напыление, прутки, проволока) или специальными (центробежное распределение, спиральная укладка и т.д.).
Оборудование для наплавки снабжается устройствами для предварительного прогрева изделия (от 500 до 700 градусов). На рынке представлены малогабаритные установки для домашнего использования, которые работают с металлами толщиной до нескольких миллиметров.
Предотвращение возникновения напряжений
В процессе наплавки в изделии появляются значительные внутренние напряжения, которые приводят к его короблению, а иногда и к разрушению. К мерам, принимаемым для предотвращения возникновения напряжений или снятия их с целью уменьшения деформации изделия, относятся следующие: предварительный подогрев до 200…400 °С; ведение наплавки с погружением изделия в воду без смачивания наплавляемой поверхности; ведение процесса при жестком закреплении изделия в приспособлении; предварительный изгиб изделия в направлении, обратном ожидаемому изгибу; высокотемпературный отпуск после наплавки с нагревом до 650…680 °С.
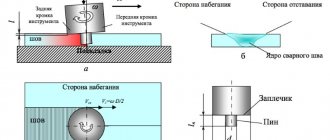
Рис. 18.2. Схемы наплавки плоских и фасонных поверхностей: а, б — отдельными валиками соответственно маленьких и больших плоских поверхностей, в, г — отдельными валиками соответственно зуба и впадин шестерни, д — челночным способом; 1…24 — последовательность наложения валиков
Рис. 18.3. Схемы наплавки тел вращения: а — по образующим, б — по окружностям, в — по винтовой линии; 1…6 — последовательность наложения валиков
Э.С. Каракозов, Р.И. Мустафаев «Справочник молодого электросварщика». -М. 1992
Расход материалов
Для определения стоимости готового изделия необходимо правильно рассчитать расход материалов, используемых в процессе наплавления. Расчеты ведутся в соответствии с нормативами, принятыми для каждого вида материала. Точное количество расходников позволит создать запасы материалов и обеспечит непрерывность процесса.
Расчет металла при сварке – это основной показатель, который определяется по специальной формуле. Масса рассчитывается из расхода 1 метра сварного шва. Пользуются формулой:
G = F * y * L, где:
F – площадь поперечного сечения сварного шва (в мм2);
y – удельная масса металла (г/см3);
L – длина сварного шва составляет 1 метр.
Мастер сможет самостоятельно рассчитать массы наплавленного в процессе сварки металла.
Расчет электродов для наплавки – значимый количественный параметр, для которого не нужно осуществлять вычисления. Каждая марка материалов имеет свой собственный показатель при 1 кг наплавки. Он варьируется от 1,4 кг до 1,8 кг.
Расчет массы наплавленного шва вычислять не нужно. Согласно государственным стандартам, каждая форма сварного шва имеет средний показатель. При этом форма должна быть из низколегированной или углеродистой стали, а также выполнятся ручным электродуговым методом.