Принцип процесса
Сварка трением с перемешиванием проводится при применении специального инструмента, который напоминает форму стержня. Среди особенностей сварки трением с перемешиванием можно отметить нижеприведенные моменты:
- Применяемое оборудование для сварки трением с перемешиванием состоит из двух основных частей: заплечика и бурта, а также наконечника.
- Инструмент выбирается в зависимости от толщины материала и его типа. Некоторые сплавы характеризуются низкой степенью обрабатываемостью.
- Длина наконечника устанавливается в зависимости от толщины детали.
- Этот метод сварки может выполняться с присадочным материалом. На момент сварки инструмент вращается с высокой скоростью в месте плавления. Оказываемое давление приводит к тому, что наконечника внедряется в заготовку на требуемую толщину. При этом заплечник должен коснуться обрабатываемой поверхности.
- Следующий шаг заключается в перемещении инструмента по линии шва с определенной скоростью. При сильном трении поверхность материалов начинает сильно нагреваться, за счет чего он начинает становится пластичным. Деформация проходит равномерно.
Процесс сварки
При помощи специальной установки можно создать прочное соединение, которое характеризуется довольно высоким качеством.
Особенности и сферы применения
СТП широко используется во многих сферах производства. В авиаракетостроении её применяют для формирования конструкций фюзеляжа или панелей с различными назначениями. Если говорить о судостроении, она служит для сварки корпуса небольших кораблей. И это далеко не все, такая популярность объясняется высоким качеством образующегося соединения.
Межатомные связи при сварке могут обеспечить прочность, которая будет равна или быть на более высоком уровне, чем основной материал. Качество таких швов обычно выдерживает большие нагрузки и надёжно служит на протяжении долгого времени.
Сварка трением соединяет металлы, находящиеся в твердом состоянии. В этом случае используется специальный вращающийся инструмент, он состоит из бурта, профилированного основания и наконечника с профилем, он перемещается вдоль стыка заготовок, подвергающихся соединению. Далее происходит тепловыделение с последующим соединением материала. Давление бурта на стыке, способствует пластической деформации и течению свариваемого металла, который перемешивается профилированным наконечником.
Основные параметры которые влияют на свойства шва
Стоит учитывать, что некоторые параметры оказывают влияние на основные качества образующегося шва. К основным можно отнести:
- Скорость перемещения инструмента определяет силу трения, возникающую между режущей поверхностью и заготовкой. От этого зависит также температура.
- Частот вращения инструмента также оказывает влияние на температуру в зоне обработке.
- Угол наклона инструмента также оказывает влияние на особенности проведения сварки трение с перемешиванием.
- Геометрические размеры применяемого прибора выбираются в зависимости от того, какой нужно получить соединение.
- Усилие прижатия и перемещения также можно считать наиболее важными параметрами.
Сварочный шов
При рассмотрении способа сварки трением отметим, что подобная технология сегодня активно развивается. Это связано с тем, что естественный процесс нагрева не приводит к появлению внутренних деформаций и иных дефектов.
«Сделано у нас» и на Яндекс.Дзен
Сборочный цех авиационного завода © cdn.iz.ru
Новая технология сварки трением позволит уйти от применения заклепок в авиастроении, сделав фюзеляжи самолетов более легкими. Это приведет к снижению топливных затрат и поможет снизить цены на перелеты. Также инновационный способ сварки планируют использовать при постройке космического корабля «Федерация», корпус которого будет создан из нового сверхлегкого сплава. В основе технологии — механическое воздействие вращающегося сверла, которое разогревает материал и перемешивает его при дополнительном воздействии ультразвука, способствующего размягчению сплава. В результате получается надежный и герметичный шов, прочность которого выше, чем у основного материала изделия.
Алюминиевые сплавы — одни из самых легких и прочных материалов, которые широко используют при создании фюзеляжей самолетов. Однако они имеют существенный недостаток — металлические детали на основе серебристого металла не получается надежно скреплять посредством традиционной сварки плавлением. В результате авиапроизводители вынуждены использовать заклепочные соединения, для создания которых им приходится накладывать элементы друг на друга, увеличивая общий вес конструкции. Как правило, такой подход негативно влияет на грузоподъемность современных самолетов, их расход топлива и в конечном счете на стоимость билетов. Решить данную проблему удалось российским ученым, которые разработали инновационный способ сварки авиационных деталей.
— В основе метода — нагрев металла соединяемых деталей до пластического состояния с помощью вращающегося инструмента из инструментальной стали, — рассказал директор Института физики прочности и материаловедения СО РАН Евгений Колубаев. — В результате воздействия материал из обеих кромок свариваемых деталей размягчается (не достигая плавления), «захватывается» сверлом и перемешивается, образуя прочное и герметичное соединение.
При этом для интенсификации процесса перемешивания и повышения качества сварных швов в процессе обработки было решено использовать мощное ультразвуковое излучение. По словам ученых, в результате исследований были подобраны оптимальные параметры вибрационного воздействия (частота 22 кГц и амплитуда до 15 мкм), при которых достигается наиболее интенсивное перемешивание сплава. Это повышает производительность оборудования, а также уменьшает вероятность появления дефектов и положительно сказывается на прочности соединения. Нововведения коснулись и инструмента для подведения ультразвука к свариваемым поверхностям — так учеными был разработан титановый резонансный волновод, который надежно соединяет источник излучения со свариваемой деталью.
В настоящее время оборудование и создаваемые с его помощью соединения успешно прошли испытания. В результате теста на разрыв пробных образцов сварные швы показали высокую надежность и оказались прочнее основного материала.
Внедрение технологии в авиастроительную отрасль может произойти в самое ближайшее время. Ученые не только создали сварочное оборудование, но и разработали программно-аппаратный комплекс для контроля соединений, которые получаются в результате его применения. По словам экспертов, система позволяет проводить ультразвуковую диагностику, цифровую рентгенографию, а также тепловизионный контроль и контроль методом вихревых токов. Инструментарий предполагается использовать как в процессе проведения сварки — для недопущения брака, так и в ходе испытаний при эксплуатации элементов фюзеляжа.
Однако этим применение технологии не ограничивается.
Макет пилотируемого транспортного корабля нового поколения «Федерация» © cdn.iz.ru
— Помимо соединения авиационных деталей с помощью новой установки можно изготавливать космические аппараты, — подчеркнул Евгений Колубаев. — В частности, нашу технологию планируется использовать при создании корабля «Федерация», поскольку его корпус будет состоять не из традиционного для отрасли сплава АМг6 (алюминий + магний), а из нового более прочного российского, который проблематично сварить с помощью классических методов.
В результате внедрения технологии внешнюю оболочку корабля получится облегчить на 20-30%.
— Сварка трением известна уже давно, однако по отношению к алюминию такой метод ранее практически не использовался, поскольку данный металл обладает очень большой теплопроводностью и его трудно размягчить механическим способом, — пояснил заведующий лабораторией физической химии металлургических расплавов Института металлургии Уральского отделения РАН Алексей Шубин. — Сочетание метода с ультразвуковым воздействием можно считать удачным решением, которое предоставит конструкторам более совершенный способ соединения деталей, чем использование заклепок и клеевых составов.
Рабочий агрегатно-сварочного цеха © cdn.iz.ru
Однако, несмотря на возможности, которые открывает применение новой техники, ее внедрение может оказаться сложным делом.
— Подвод к деталям ультразвука с указанными характеристиками требует использования уникального оборудования, поэтому новую технологию не так просто масштабировать для широкого применения на предприятиях, — считает главный научный сотрудник Инжинирингового центра быстрого промышленного прототипирования высокой сложности НИТУ «МИСиС» Александр Громов.
По мнению эксперта, использование установки начнется со сварки изделий для ракетно-космической отрасли и только затем эта практика начнет распространяться на авиацию, вытесняя традиционные заклепки.
Основные области применения
На сегодняшний день рассматриваемая технология применяется в большинстве случаев при выпуске транспортных средств. Это связано с нижеприведенными моментами:
- При применении технологии, которая предусматривает плавление металла, может появится перфорация тонких листов стали. Примером можно назвать обработку алюминия.
- Рассматриваемая технология СТП определяет выделение меньшего количества тепла. Именно поэтому вероятность появления подобных дефектов незначительна.
- Сварки трением с перемешиванием характеризуется высокой эффективностью, так как ее использование приводит к уменьшению степени энергопотребления в два раза.
- Применение технологии позволяет снизить вес получаемой конструкции.
Все приведенные выше моменты определяют то, что рассматриваемая технология получила следующее распространение:
- Судостроение.
- Аэрокосмическая промышленность.
- Электротехническая промышленность.
- Строительство.
- Пищевая промышленность.
- Железнодорожный транспорт.
Оборудование для сварки трением с перемешиванием
Чаще всего сварки трением с перемешиванием применяется при соединении медных сплавов. Примером можно назвать получение контейнеров, которые можно использовать для хранения ядерных отходов и ответственных деталей.
Преимущества
Рассматриваемый метод характеризуется довольно большим количеством достоинств. Перемешивая заготовки трением можно получить качественный шов. Качество сварки трением перемешиванием повышается при использовании различных инструментов. Преимуществами можно назвать следующие моменты:
- Заготовки не нужно тщательно подготавливать. Если рассматривать контактную и другую технологию, то перед непосредственной обработкой поверхность должна быть тщательно очищена от различных загрязнений и быть ровной. В противном случае качество шва будет низким, достигнуть требуемой герметичности не получится. В рассматриваемом случае достаточно очистить поверхность от крупных и сильно проявляющихся загрязнений.
- Не возникает необходимости в особой подготовке кромок. Некоторые технологии предусматривают снятие поверхностного слоя металла и проведение некоторых технологических операций, которые позволят существенно повысить прочность соединения.
- Есть возможность провести соединение металла, который нельзя обработать обычным способом. Примером можно назвать материалы, не подающиеся обычным методам сварки. При этом необходимость в предварительном подогреве зоны обработки практически не возникает.
- Прочность получаемого соединения достаточно высока. Именно поэтому технология может применяться для получения ответственных изделий с различной областью применения.
- Нет необходимости в использовании присадочной проволоки. Этот момент существенно снижает себестоимость проводимой работы.
- В месте соединения зернистость мелкая. За счет этого повышается плотность сварочного шва и его устойчивость к различного рода воздействия.
- Отсутствие пор также благоприятно сказывается на качестве полученного соединения. Это свойство можно связать с тем, что при сильном нагреве проводится выделение различных газов и веществ, которые и становятся причиной образования пористости.
- Практически полное отсутствие признаков коробления и термической деформации определяет то, что финишная обработка требуется крайне редко.
- После проведения сварочных работ при сварке трением с перемешивание изделие практически сразу готово к применению. При этом нет необходимости в проведении каких-либо подготовительных действий.
- Не повышается степень реакции поверхности на воздействие окружающей среды. Другими словами, материал не покрывается коррозией.
- При проведении процедуры на момент сварки трением с перемешиванием не образуется токсичных газов или других выделений. Кроме этого, более распространенные методы, основанные на воздействии тока, приводят к образованию электрической дуги, которая оказывает негативное воздействие на оператора и окружающих при условии отсутствия специальных средств индивидуальной защиты.
- Уменьшается продолжительность производственного цикла примерно на 50% в сравнении с другими распространенными способами.
- Экономия на количестве потребляемой энергии составляет 20%.
Как ранее было отмечено, получение бездефектных швов на сплавах определило широкое распространение сварки трением с перемешиванием. Примером можно назвать получение кузовных деталей.
Сварка трением перемешиванием
New method of Friction Stir Welding (FSW) is by the effective method of receipt of high-quality connections of constructions of different geometry. In the article advantages of the method and influence of basic parameters of process on quality of the weld-fabricated guy-sutures are shown, examples of the executed works are made.
Сварка трением перемешиванием (СТП) является относительно новым методом получения неразъемных соединений материалов (запатентована The Welding Institute in UK (TWI), (Великобритания)) в 1991 году [1]. На этот способ сварки имеется более раннее отечественное авторское свидетельство СССР [2].
Выполненные в последние годы исследования показали, что СТП является эффективным способом получения высококачественных соединений конструкций различной геометрии, включая листовые материалы, пространственные профильные конструкции, трубы, восстановления изношенных деталей, модифицирования и улучшения структуры материалов, залечивания трещин и литейных дефектов. Обладая широкими технологическими возможностями по получению неразъемных соединений деталей узлов, она может быть использована в качестве альтернативы заклепочным соединениям, контактной, шовной электродуговой, электроннолучевой и лазерной сваркам, сваривания разнородных материалов. Таким образом, СТП становится универсальной технологией, имеющей большие перспективы в различных отраслях производства [3]. По мнению ведущих мировых экспертов, данный процесс является революционным в области сварки листовых материалов из легких сплавов (алюминиевых и магниевых). Эту технологию считают ключевой для создания авиационной техники пятого поколения. Толщины свариваемых СТП листовых материалов достигли для алюминиевых сплавов 110 мм, а для сталей и никелевых сплавов 45 мм.
Необходимо отметить следующие ключевые преимущества СТП
- Металлургические и производственные: сварка в твердой фазе;
- низкие деформации свариваемых изделий;
- высокая размерная стабильность и повторяемость процесса;
- отсутствует «выгорание» легирующих элементов;
- высокие прочностные свойства сварного шва;
- мелкозернистая рекристаллизованная структура сварного шва;
- отсутствие усадочных трещин;
- высокая скорость сварки;
- не требуется дополнительная термическая обработка шва;
- широкая номенклатура свариваемых материалов.
- не требуются защитные газовые среды;
- низкое потребление энергии (2,5% от энергии, потребляемой при лазерной сварке, 10% от энергии, потребляемой при дуговой сварке);
СТП получает широкое применение во многих отраслях производства. В авиаракетостроении для сварки ответственных конструкций фюзеляжа, баков, панелей различного назначения (NASA, Lockheed-Martin Corp., Boeing, Airbus Integrated Company, Wisconsin Center for Space Automation & Robotics, Oak Ridge National Laboratory, MTS Systems, ГКНПЦ им. M. В. Хруничева и др.). В судостроении СТП используется для сварки корпусов маломерных судов, например, военный катер Littoral Combat Ship сваривается по технологии фирмы Friction Stir Link, Inc.. СТП является базовой технологией фирмы Hitachi Rail Systems в производстве железнодорожных вагонов A-train и японского высокоскоростного поезда (Shinkansen). Имеется опыт сварки трубопроводов. Специализированное оборудование для СТП выпускается фирмами MTS Systems Corporation, Nova-tech engineering inc.. Friction Stir Link, Inc. (США), Danish Stir Welding Technology (DanStir) (Дания), ESAB (Швеция), Osaka East Urban Area, Osaka Cast и Hitachi (Япония), TWI (Англия) и др.
Работы по СТП выполняются и курируются The Welding Institute in UK (TWI) (Великобритания), NASA, Lockheed-Martin Corp., Boeing, Wisconsin Center for Space Automation & Robotics, Oak Ridge National Laboratory MTS Systems Corporation, Thompson Friction Welding (США), Imhof Hartchrom GmbH и Klaus Raiser GmbH (Германия), Hidetoshi Fujii и исследовательским центром JWPI при Osaka University (Япония), Shanghai puda friction welder со., ltd. (Китай) и другими корпорациями и компаниями.
Расширяющееся применение сварки трением обусловлено высоким качеством получаемых сварных соединений. Перемешивание металла в твердой фазе в условиях «теплой» деформации иногда создает микроструктуры более прочные, чем основной материал. Обычно прочность на растяжение и усталостная прочность сварного шва составляет 90% от характеристик основного материала на уровне, обеспечиваемом применением дорогостоящих электронно-лучевой, диффузионной и лазерной сварок. Сварка трением может выполняться в различных позициях (вертикальной, горизонтальной, под наклоном, снизу вверх и т.д.), поскольку силы гравитации в данном случае не играют роли. Обеспечивается возможность сваривания разнородных материалов, термопластичных пластиков и композиционных материалов. При выполнении сварочных операций не требуется предварительной очистки рабочих поверхностей, отсутствует разбрызгивание расплавленного металла, нет необходимости в присадочных материалах. Немаловажен тот факт, что при наличии специальной оснастки и инструмента сварка трением может выполняться на обычном металлорежущем оборудовании универсальных фрезерных станках и станках с ЧПУ, а также с использованием робототехнических систем. При прочих равных условиях, по сравнению с традиционными процессами дуговой и контактной сварки, СТП имеет энергопотребление в 2…5 раз меньшее. Эти факторы обуславливают то, что применение СТП ежегодно возрастает на 15…20%.
В настоящее время в российских организациях накоплен опыт перемешивающей сварки трением различных алюминиевых сплавов. Такие исследования в лабораторных условиях выполнялись в ФГУП ЦНИИ КМ «Прометей», ФГУП «ВИ-АМ», МГТУ им. Н.Э. Баумана, ГКНПЦ имени М. В. Хруничева. ФГУП «НПО Техномаш», ОАО «ВНИИАЛМАЗ», ЗАО «Сеспель» и др. Они подтвердили высокую эффективность СТП. На данном этапе главной задачей является создание и организация производства универсализированного и специального оборудования и инструмента. К сожалению, в нашей стране промышленное оборудование для СТП не производится.
Сварка трением перемешиванием является процессом соединения материалов в твердом состоянии, при котором специальный вращающийся инструмент, конструктивно состоящий из плоского или профилированного основания (бурта) и расположенного на нем наконечника с различным профилем (пина), перемещается вдоль поверхностей стыка свариваемых деталей (рис.1). Трение бурта и пина в контакте со свариваемым материалом вызывает тепловыделение, за счет которого происходит размягчение материала. Процесс трения при СТП сопровождается пластической деформации тонких приконтактных слоев, в которых реализуется внутреннее трение. Основными функциями пина являются перемешивание и перенос материала путем его экструзии между поверхностью инструмента и не размягченным материалом, а бурта – создание избыточного давления в зоне сварки. Давление бурта инструмента в зоне стыка вызывает пластическую деформацию и течение пластифицированного металла, перемешиваемого профилированным наконечником. Таким образом, соединение осуществляется в условиях экструзии с проковкой материала при высоких скоростях относительной деформации.
Рис.1 Схема сварки трением перемешиванием
Силы трения и напряженное состояние деформируемого объема материала зависят от закономерностей изменения физико-механических свойств свариваемых материалов в процессе СТП, обусловленных такими факторами как температура, степень и скорость деформации, геометрия инструмента и технологические режимы.
Основными параметрами процесса СТП являются
1. Сила, действующая на инструмент в процессе сварки
Ее принято раскладывать на составляющие (рис.1) в декартовой системе координат:
| Fx | — | сила, действующая в направлении сварки (вдоль шва); |
| Fy | — | сила, действующая перпендикулярно направлению сварки в плоскости параллельной или касательной (при сварке криволинейных поверхностей) поверхностям стыкуемых элементов (плоскость сварки); |
| Fz | — | сила, действующая в направлении перпендикулярном плоскости сварки. |
Очевидно, что величины действующих сил зависят от материалов свариваемых заготовок, температур в зоне сварки, скорости сварки, геометрии сварочного инструмента и его ориентации (наклона) относительно плоскости сварки. При прочих равных условиях значения силы растут с уменьшением температуры и увеличением скорости сварки. Высокие значения сил могут привести к разрушению инструмента.
2. Скорость сварки, V
св
Определяется скоростью перемещения инструмента в направлении сварки. Малые скорости сварки могут привести к перегреву материала, изменению условий термомеханического воздействия, увеличению зоны термического влияния и, как следствие, снижению прочностных характеристик сварного соединения.
3. Частота вращения инструмента
Вращение инструмента обеспечивает нагрев материала тепловыделением при трении и его перенос в процессе движения инструмента вдоль шва от фронтальной к тыловой части зоны сварки. Увеличение частоты вращения инструмента повышает тепловыделение, интенсифицирует перенос материала и его перемешивание. Если материал недостаточно прогрет, то за пином могут образовываться свободные пространства, приводящие к несплошности шва, кроме того, на инструмент действуют большие силы, способные привести к его разрушению. С другой стороны, увеличение температуры выше определенного предела приводит к дефектам, обусловленным перегревом материала (рис. 2).
Рис.2 Зоны режимов СТП: 1 – высокие нагрузки на инструмент, дефекты в виде и непроваров из-за недостаточного разогрева; 2 – область оптимальных условий сварки; 3 – сложность поддержание условий сварки, перспективная область режимов сварки, обеспечивающая высокую производительность (высокоскоростная СТП); 4 – перегрев металла и ухудшение его структуры, образование задиров и схватывание с инструментом, заглубление инструмента
4. Угол наклона инструмента, α
Для улучшения условий формирования сварного соединения инструмент может быть наклонен относительно перпендикуляра к плоскости сварки. Обычно такой наклон производится на угол 1,5…4,5° в направлении сварки с обеспечением более низкого положения края бурта за ее зоной. Наклон инструмента способствует улучшению условий проковки шва буртом. Если угол наклона слишком мал, то это может привести к образованию дефектов в виде непроваров на наружной поверхности шва, а если угол наклона слишком велик, – возможно нарушение сплошности шва у корня с образованием тоннельного дефекта.
5. Глубина погружения бурта инструмента
Определяется как расстояние от поверхности заготовки до нижнего положения торца бурта. Практически важными являются глубина заглубления бурта и положение конца пина в корне сварного шва. Глубина погружения должна обеспечивать условия проковки шва на всю толщину свариваемого материала и исключение образования дефектов. Недостаточное заглубление бурта инструмента в свариваемый материал приводит к увеличению объема, который должен заполняться пластифицированным металлом при формировании шва, и, как следствие, к снижению избыточного давления и образованию несплошностей в швах. Кроме того, выделяется количество тепла, недостаточное для обеспечения требуемого уровня пластификации, необходимого для качественного формирования шва и на лицевой поверхности шва образуются дефекты в виде непровара.
6. Геометрия инструмента
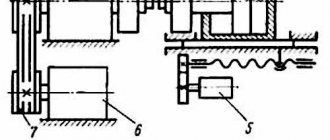
Качество сварки трением перемешиванием и ее производительность во многом определяется геометрией сварочного инструмента. Параметры геометрии инструмента, состоящего из пина и бурта, должны не только обеспечивать качество сварного соединения, создавая требуемые условия термопластической деформации и массопереноса, но и его стойкость, прочность, минимальную силу внедрения инструмента при его введении в свариваемый стык. Материал инструмента должен иметь высокую жаростойкость, твердость и жаропрочность, сопротивление изнашиванию, низкую теплопроводность. В особой мере это относится к материалам инструмента, предназначенного для сваривания сталей, титановых и никелевых сплавов и др. Для повышения качественных характеристик инструмента иногда используют технологии поверхностного упрочнения и нанесения покрытий. На поверхностях пина и бурта выполняют специальные профильные нарезки, обеспечивающие управление течением пластифицированного материала. Форма бурта может быть плоской, вогнутой или конической. Для СТП могут применяться сварочные инструменты с вращающимся буртом, со стационарным буртом, катушечные (рис.3), с конусным пином, с изменяемой длиной пина, без пина.
Рис.3 Схема «катушечной» СТП: 1 – заготовка; 2 – верхний бурт; 3 – устройство регулирования силы Fz; 4 – пин; 5 – нижний бурт
Некоторые характерные конструкции сварочных инструментов приведены на рис.4.
Рис.4 Рабочие части инструментов для СТП
При перемешивающей сварке трением сварочный инструмент испытывает интенсивное тепловое и силовое воздействие, которые лимитируют его срок службы, изменение формы рабочей части инструмента приводит к нарушению стабильности сварочного процесса. Следует отметить также, что попадание частиц износа инструмента в свариваемый материал может неблагоприятно сказываться на качестве сварного соединения.
Для сварки используют инструменты из материалов, приведенных в табл.1.
Таблица 1
| Свариваемый материал | Толщина, мм | Материал инструмента |
| Алюминиевые сплавы | <12 | Инструментальные стали, твердые сплавы системы WC-Co |
| >12 | Сплавы на кобальто-никелевой основах (MP 159)* | |
| Медь и медные сплавы | <50 | Никелевые сплавы, кубический нитрид бора (КНБ), вольфрамовые сплавы |
| Титановые сплавы | <6 | Вольфрамовые, фольфрам-рениевые сплавы |
| Нержавеющие стали | <6 | КНБ, вольфрамовые сплавы |
| Низкоуглеродистые стали | <12 | Твердые сплавы системы WC-Co, КНБ |
| Никелевые сплавы | <6 | КНБ |
| * MP 159 многофазный сплав, имеющий уникальную комбинацию прочности (1600 МПа), вязкости (* = 12%), жаропрочности и жаростойкости. Сплав получают вакуумной индукционной плавкой с контролем процесса отверждения. Сохраняет высокую прочность до температуры 650 С. Состав MP 159: Al – 0,20%; Cr – 19,0%; Co – 35,7%; Fe – 9,0%; Mo – 7,0; Ni – 25,5%; Nb, Cb – 0,60%; Ti – 3,0%. | ||
7. Предварительный нагрев или охлаждение
Предварительный нагрев зоны сварки целесообразно выполнять для материалов с относительно высокими температурами плавления, такими как стали, титановые сплавы и проч. с целью снижения действующих сил и повышения стойкости инструмента, ускорения процесса разогрева и увеличения скорости сварки. Обычно для этих целей используют индукционный нагрев.
Охлаждение зоны сварки выполняют для алюминиевых и магниевых сплавов, в первую очередь, для уменьшения роста зерна. Охлаждение выполняют потоком воздуха. Кроме того, СТП может выполняться в воде.
На рис.5,6 приведены характерные циклограммы СТП.
Рис.5 Характерная циклограмма сварки трением, отражающая изменение режимных параметров: 1 – величина внедрения инструмента h; 2 – частота вращения инструмента n; 3 – скорость сварки V
Рис.6 Характерная циклограмма сварки трением, отражающая характер изменения силовых параметров: А – врезание инструмента; Б – пауза; В – перемещение вдоль шва; Г – вывод инструмента; 1 – нормальная (осевая) сила Fz; 2 – величина крутящего момента; 4 – сила сопротивления перемещению в направлении сварки Fx
В большинстве случаев в зоне сварного шва могут быть выделены четыре различных зоны (рис.7): зона перемешивания, зона термодеформационного воздействия, зона термического влияния и базовый материал.
Рис.7 Формирование шва при СТП с указанием зон в его сечении: A – основной материал; B – зона термического влияния; C – зона термодеформационного воздействия; D – зона перемешивания
Зона перемешивания имеет мелкие равноосные зерна. Такая структура образуется в результате рекристаллизации при действии интенсивных пластических деформаций и высоких температур. Макроструктура зоны перемешивания иногда имеет так называемую «луковичную» форму (рис.8), представляющую собой характерные кольца. Механизм образования подобной структуры связан с экструзией материала в узком пространстве между инструментом и неразмягченным тепловыделением материалом. Многие исследователи считают, что «луковичная» структура является признаком высокого качества сварного соединения [4].
Рис.8 «Луковичная» макроструктура зоны перемешивания
Зоны термомеханического влияния находятся по обе стороны зоны перемешивания. Пластическая деформация и температура в этих зонах ниже, чем в зоне перемешивания. Следствием этого является образование структуры, имеющей участки мелких и сравнительно крупных зерен, поскольку эта зона рекристаллизована только частично.
В зонах термического влияния зерна имеют большие размеры, поскольку их материал подвергается только воздействию повышенных температур при отсутствии пластических деформаций, что сопровождается ростом зерна, материал в этой зоне имеет наиболее низкие прочностные свойства.
Применением СТП можно получать различные виды сварных соединений (рис.9).
Рис.9 Сварные соединения, получаемые при СТП
Следует отметить, ЧТО СТП может выполняться с присадочным материалом, с дополнительным нагревом, с применением инертных и легирующих сред, с механической и упрочняющей обработкой сварного шва.
На основе СТП разработаны технологии различного назначения: шовная сварка, точечная сварка, наплавка, устранение дефектов материала и его модифицирование, формирование внутренних каналов, пайка, наращивание материала (аддитивная технология) и др.
На рис.10…17 приведены примеры сварки, выполненные на ОАО «ВНИИАЛМАЗ», и фото установки для СТП.
Рис.10 Перемешивающая сварка трением образцов из конструкционной стали инструментом из кубического нитрида бора
Рис.11 Образец из конструкционной стали, изогнутый после сварки трением
Рис.12 3-Модель и элементы панелей из алюминиевого сплава 1163 РДТВ, сваренные СТП
Рис.13 Трубчатые детали из однородных и разнородных материалов, сваренные СТП
Рис.14 Сварка листов из алюминиевого сплава и меди
Рис.15 Элемент трубы, сваренной СТП
Рис.16 Образцы из титанового сплава ВТ20 и стали 12Х18Н10Т, сваренные точечной СТП
Рис.17 Установка для высокоскоростной сварки трением перемешиванием
Литература
- W. M. Thomas et al., 1991. US Patent No. 5,460,31 7.
- А. С. СССР 1195846, Кл. МПК В 23 К.
- Влияние параметров процесса сварки трением с перемешиванием на формирование швов соединений алюминиевых сплавов толщиной 1,8…2,5 мм / Покляцкий А. Г., Ищенко А. Я., Подъельников С. В. // Автоматическая сварка. – 2008. – № 10. – С. 27-30.
- By Rajiv S. Mishra, Murray W. Mahoney: Friction stir welding and processing, ASM International. ISBN 978-0-87170-848-9. 352 р.
- Krishnan, K. N. “On the Formation of Onion Rings in Friction Stir Welds.” Materials Science and Engineering A 327, no.2 (April 30, 2002): 246-25 1. doi:10. 1016/S0921-5093 (01)01474-5.
Недостатки
У проводимой процедуры также есть несколько недостатков, которые нужно учитывать. Примером можно назвать возможность нарушения сплошности шва. Кроме этого, некоторые сплавы в меньшей степени подвержены воздействию силы трения.
Совершенствование рассматриваемого способа определило то, что на поверхности шва образуются дефекты в самых крайних случаях. Чаще всего это случается при нарушении технологии и использовании низкокачественного инструмента.
Технологические возможности у рассматриваемой процедуры довольно обширны. Примером назовем следующие моменты:
- Автоматизация процесса.
- Получение качественных изделий при несущественных финансовых затратах.
- Получение шва без сильного наплыва металла.
Сварка меди и стали
Как ранее было отмечено, сварка трением с перемешиванием сегодня активно развивается. Именно поэтому в будущем может появится оборудование с более высоким показателем производительности.
Достоинства и недостатки метода
Достоинствами сварки трением являются:
- более низкое энергопотребление по сравнению с другими видами сварки;
- малое количество дефектов (пор, раковин);
- равномерная структура сварного шва;
- возможность точно контролировать процесс;
- малое количество вредных выбросов;
- высокий коэффициент использования металла;
- возможность автоматизации процесса.
Недостатки метода:
- ограниченная применимость;
- громоздкое оборудование;
- ограниченная поверхность соединения.
Применение метода затруднено при сваривании неоднородных деталей разной толщины, кроме того, из-за сложности используемых механизмов сварку трением практически невозможно использовать на выездных работах и при срочном ремонте.
Особенности формирования соединений при применении СТП
Как ранее уже было отмечено, сварка трением с перемешиванием характеризуется достаточно большим количеством особенностей. Среди ключевых моментов, касающихся формирования соединения, можно отметить нижеприведенную информацию:
- Нагрев металла проводится постепенно до температуры, которая не приводит к изменению основных свойств.
- Температура повышается только в одном локальном месте. За счет этого обеспечивается высокое качество получаемого соединения.
- При соблюдении рекомендаций по проведению рассматриваемой процедуры дефекты возникают крайне редко. Именно поэтому в большинстве случаев достаточно провести визуальный осмотр места соединения для контроля качества.
Современное оборудование позволяет получать минимальный шов, которые после финишной обработки практически незаметен. Обширное распространение рассматриваемого метода также можно связать с тем, что она подходит для работы с труднообрабатываемыми металлами.
Сварка трением с перемешиванием – активно развивающаяся технология, которая сегодня все чаще внедряется в различное производство.