17.01
2020
Производство электродов – узкоспециализированный, сложный технологический процесс. Они необходимы во многих отраслях и используются в больших масштабах. Рассмотрим, как делают электроды, каковы особенности их изготовления.
Все электроды делятся на два основных вида – неплавящиеся и плавящиеся. К первым относят изделия из тугоплавких материалов – вольфрама, синтетического графита и некоторых других. Ко вторым – металлические покрытые электроды, стержни которых изготовлены из металлов и сплавов – сталей, цветмета и т. д. Наиболее распространена вторая группа, о ней и пойдет речь.
Производство стержней
Для изготовления электродов используется сварочная проволока, выполненная из низкоуглеродистой, углеродистой, легированной или высоколегированной стали. Выбирать материал необходимо, исходя из свойств свариваемой металлоконструкции.
Производство стержней происходит с использованием правильно-отрезных станков, на которых:
- проволоку нужного диаметра подвергают изгибу, а затем выпрямляют;
- выпрямленную проволоку разделяют на стержни требуемой длины.
Потом заготовки проверяет оператор станка и отсортировывает бракованные изделия.
Создание покрытия
Обмазка необходима, чтобы защитить сварочную ванну от кислорода, который может оказать негативное воздействие на металлоконструкцию. На состав покрытия влияет тип электрода. При производстве обмазку проверяют на наличие главных компонентов и примесей.
Покрытие подготавливают по следующей схеме:
- материалы разделяют на элементы среднего и большого размера;
- выполняется их дробление с использованием дезинтеграторов и шаровых мельниц;
- элементы просеивают через сито;
- частицы ферросплавов пассивируются путем вылеживания на воздухе или термообработки – в процессе вокруг элементов образуется пленка, которая не позволяет запустить реакцию с жидким стеклом;
- материалы дозируют в нужной пропорции и перемешивают до получения однородной массы;
- выполняется подготовка связующего вещества, которое добавляют в сухую шихту.
В результате получается густая обмазка.
Обзор необходимого оборудования
Линия по производству сварочных электродов должна иметь стандартный набор оборудования:
- правильно-рубильный автомат для рубки проволоки;
- гидравлический электродообмазочный пресс, работающий по принципу экструзии. Имеет цилиндр для обмазки, работающий вместе с насосом;
- устройство подачи стержней в пресс. Состоит из электродвигателя, привода и электродного бункера;
- устройство для зачистки и транспортировки стержней. Здесь же идет выбраковка электродов перед сушкой. Устройство работает вместе с ГЭП и устройством подачи электродов;
- устройство для маркировки электродов, размещаемое на транспортере для стержней до и после прокалочной печи;
Видеообзор оборудования
- брикетировочный пресс, для формирования брикетов из обмазки, смешанной на мокром смесителе;
- вибросито для разделения сыпучих материалов на фракции;
- мокрый смеситель с гидравлическим приводом для приготовления обмазки из сухой шихты и жидкого стекла;
- устройство для очистки сырых электродов;
- сухой смеситель для шихты и других компонентов;
- устройство для очистки электродов, прошедших термообработку.
Нанесение обмазки
При выполнении этого этапа применяются прессы, создающие необходимое давление. Нанесение происходит следующим образом:
- брикетирование обмазочной массы;
- уплотнение специальным поршнем;
- стержни направляют в обмазочную головку, куда в то же время подается масса для обмазки;
- они вместе проходят через отверстие калибрующей втулки, находящееся в обмазочной головке.
Благодаря соблюдению четкого алгоритма действий удается получить равномерное покрытие стержней. Главное – правильно установить калибрующую втулку. Именно с ее помощью можно получить нужную толщину обмазки, которая влияет на качество сварного шва. Если слой слишком толстый, покрытие трескается во время проведения работ по прокалке.
Сушка и прокалка
Следующий этап того, как делают электроды, – сушка. Она может происходить непосредственно после опрессовки в специальных печах. Ее выполняют, если используется рутиловая обмазка, где нужна температура до +200°C.
Если выбрана основная обмазка, то сначала изделия попадают в сушильные стеллажи, в которых остаются на несколько часов при температуре +30°C. После этого их отправляют в нагревательную печь, где их накаляют до +400°C.
После прокаливания отбираются изделия для тестирования, выполняется приемка и расфасовка электродов. Их упаковывают и складируют.
Технология изготовления покрытых электродов
Производство покрытых электродов
Технология производства покрытых сварочных электродов включает в себя несколько этапов.
Вначале подготавливаются электродные стержни и компоненты покрытий электродов. При подготовке стержней
производится сортировка сварочной проволоки по маркам, осуществляются входной контроль и химический анализ. Как правило, сварочная проволока пропускается через специальный барабан для правки. Затем она рубится на электродные стержни. Стержни очищаются и обезжириваются.
При подготовке компонентов покрытий
обычно выполняется их сушка и прокалка. Затем они дробятся в специальных дробилках до кусков размером 6-8 мм, измельчаются и просеиваются. При этом руды и минералы просеиваются через сито, состоящее из ячеек размером 0,1 мм, ферросплавы — через сито с ячейками размером 0,2 мм. Частицы ферросплавов подвергаются пассивированию — созданию прочной окисной пленки на их поверхности для предотвращения дальнейшего окисления, например, реакции ферросплавов с водным раствором щелочей, входящих в состав жидкого стекла.
В соответствии с рецептом электродного покрытия приготавливаются сухая шихта и обмазочная масса
.
Покрытие наносится на стержни
в специальных прессах.
Нанесение покрытия электрода методом опрессовки (1 — электродный стержень, 2 — подающий механизм, 3 — направляющие, 4 — электроднообмазывающая головка, 5 — калибрующая втулка, 6 — поршень)
Электроды сушат на воздухе примерно в течение 25 часов или около 3 часов при температуре 100 °С. Затем для окончательного удаления влаги подвергаютпрокалке
в специальных элетрических печах. Прокалка электродов с основным покрытием осуществляется при температуре 270-500 °С, электродов с органическими компонентами — при температуре 180-250 °С.
Для каждой партии электродов выполняется контроль качества
:
- проводится визуальная проверка качества поверхности покрытия электродов,
- эксцентричность нанесения покрытия контролируется после местной зачистки покрытия в трех местах, смещенных по длине на 50-100 мм и на 120° по окружности. Эксцентричность покрытия — один из наиболее распространенных дефектов. При плавлении электрода он приводит к образованию «козырька», который существенно затрудняет процесс сварки;
- влажность покрытия контролируют взвешиванием покрытия до и после прокалки;
- прочность нанесения покрытия контролируют взвешиванием электрода до и после падения на металлическую плиту с высоты 1 м;
- проверяются сварочно-технологические свойства электродов — легкость зажигания дуги и стабильность ее горения; разбрызгивание электродного металла; формирование шва, легкость отделения шлака; коэффициент наплавки и расплавления; наличие дефектов сварки; механические свойства и химический состав сварных швов.
Сварочные электроды: типы и покрытия
Существуют два способа изготовления электродов – путем погружения и с помощью опрессовки в экструдерных камерах. Сегодня, в производстве сварочных электродов применяется только метот опрессовки.
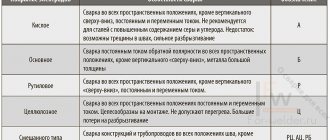
- Существует несколько типов покрытий стержневых электродов согласно DIN EN 499 для сваривания нелегированных сталей:
- A — кислое
- С — целлюлозное
- R — рутиловое
- RR — толстое рутиловое
- RC — рутилово-целлюлозное
- RA — рутилово-кислое
- RB — рутиловое основное
- B – основное
Технология производства покрытых металлических электродов
Процесс производства покрытия металлических электродов состоит из следующих основных операций: 1) подготовки сварочной проволоки; 2) высушивания сыпучих и кусковых материалов; 3) обжига компонентов покрытий с целью снижения содержания серы; 4) закалки ферросплавов для более легкого дробления; 5) крупного и среднего дробления кусковых материалов; 6) тонкого измельчения и просева молотых компонентов; 7) пассивирования ферросплавов; изготовления покрытия и нанесения его на электродные стержни; 9) воздушной сушки и прокалки покрытых электродов; 10) заточки концов, сортировки и упаковки электродов; 11) хранения электродов. Подготовка сварочной проволоки. Стальная сварочная проволока, обычно поступающая в мотках, подлежит размотке, правке, рубке и очистке поверхности. Для правки и рубки проволоки применяют правильно-рубочные станки различных типов. Правка может осуществляться пропуском электродной проволоки через ролики или через правильный барабан. Очистку проволоки от ржавчины, жиров, масла, окалины и других загрязнений производят в пескоструйных аппаратах, травлением и другими методами. Наилучшие результаты дает очистка проволоки кварцевым песком в барабанах. Высушивание сыпучих и кусковых материалов. Компоненты, содержащие влагу или химически связанную воду, такие, как гематит, титановый концентрат, титаномагнетитовая руда, марганцовая руда, мел кусковой, каолин, кусковой маршалит перед тонким помолом обычно высушивают. Сушку этих материалов можно производить на открытых подовых плитах или в сушильных печах при температуре 180—200° в течение 2—3 ч. Толщина слоя не должна превышать 40 мм. Для равномерной сушки рекомендуется производить периодическое перемешивание (два-три раза). Обжиг компонентов. Обжигают обычно титановый концентрат при температуре около 1000°С в течение 1—1,5 ч с целью уменьшения содержания серы. Обжиг производят в термических печах на противнях, изготовленных из жаростойких сталей. Толщина слоя титанового концентрата при обжиге должна быть не больше 40—50 мм. Для более интенсивного обжига титановый концентрат перемешивают 2—3 раза в течение часа. Закалка ферросплавов. Феррохром, ферромолибден, ферротитан и ферровольфрам для более легкого измельчения в шаровых мельницах подвергают закалке. Нагревают в термических печах при температуре 950—1000°С в течение 1—1,5 ч. Охлаждают в холодной проточной воде. Рекомендуется закалку производить два-три раза. Крупное и среднее дробление кусковых компонентов. Крупному дроблению обычно подвергают мрамор, плавиковый шпат, кварц, доломит, ферросилиций, ферромарганец, ферротитан, ферромолибден, феррохром, феррованадий, гранит, титаномагнетитовую руду и другие кусковые компоненты. Крупное дробление производят молотом или в челюстной дробилке. Крупное дробление нехрупких материалов можно производить фрикционным или воздушным молотом. Величина зерна после крупного дробления 10—20 мм. Среднее дробление производят на молотковых или вальцовых дробилках. Измельчение кусков при среднем дроблении производят до величины зерна 3—8 мм. Тонкое измельчение и просев измельченных компонентов производят в шаровых цилиндрических или конических мельницах периодического или непрерывного действия. Просев измельченных компонентов производят на латунных ситах. Характеристикой сетки является ее номер, диаметр проволоки и способ плетения. Сетки делятся по номерам, которые соответствуют величине стороны ячейки в свету в микронах. Распространена также нумерация Главметиза, по которой номер сетки определяется числом проволок, размещенных на одном погонном дециметре. После тонкого измельчения компоненты покрытий рекомендуется просеивать через сита. Пассивирование ферросплавов. При изготовлении покрытия и нанесения его на электроды часто наблюдается газообразование в покрытии и его последующее окаменение. Это происходит вследствие химических реакций между жидким стеклом и ферросплавами, главным образом малоуглеродистым ферромарганцем и ферросилицием. Для устранения этих реакций размолотые ферросплавы подвергают так называемому процессу пассивирования, заключающемуся в создании на крупинках размолотых ферросплавов защитных (пассивных) окисных пленок. Пассивирование ферросплавов может производиться сухим или мокрым способом. Пассивирование сухим способом производят в прокалочных печах в течение 1—1,5ч при следующих температурах: для ферромарганца — 300—350°С; для ферросилиция — 700—800 С. При мокром способе размолотые ферросплавы замачивают на противнях в чистой воде в течение суток или в водном растворе 0,25—0,50 %-ного марганцовокислого калия в течение 1—1,5 ч. Вместо водного раствора марганцево-кислого калия можно применять также водный раствор 0,5—1%-ной азотной кислоты. Пассивирование ферросплавов не только предохраняет покрытие от порчи, но также снижает склонность швов к пористости (например, при сварке электродами ЦМ-7). Изготовление покрытия и нанесение его на электродные стержни. Хорошее качество покрытия достигается тщательным перемешиванием компонентов, которое обычно производится в краскотерках, механических мешалках или вручную. Для предотвращения стекания с электрода покрытия в него вводят в небольшом количестве формовочные добавки — 1—2% бентонита (вид глины) или 3% декстрина. В процессе извлечения электродов необходимо периодически перемешивать обмазочную массу, чтобы выравнивать ее состав, так как более тяжелые компоненты обычно оседают на дно. В зависимости от толщины, густоты и свойств массы покрытия его наносят в один или два слоя. В последнем случае после первого нанесения покрытия электроды подвергаются воздушной сушке. Наиболее совершенным методом является нанесение покрытия под давлением на специальных электродообмазочных прессах высокого, среднего и низкого давления. При опрессовке электродной массы под средним (150—200 кг/см2) и высоким (свыше 200 кг/см2) давлением электродное покрытие получается достаточно прочным и упругим, и это позволяет применять механическую очистку торцов электродов. Покрытие консистенции густого теста или оконной замазки закладывают в рабочий цилиндр машины. Затем действием пресса, развивающим в рабочем цилиндре нужное давление, покрытие выжимают в обмазочное сопло, в котором через направляющие ролики строго по центру сопла подается сварочная проволока. Производительность одного пресса доходит до 300 и больше электродов в минуту. Воздушная сушка и прокалка толстопокрытых электродов. Сушка толстопокрытых электродов производится сначала на воздухе при температуре 26—28°С в течение 4—25 ч, а затем в сушильных электрических шкафах (прокалка) при температуре 150—450°С в течение 0,5— 2 ч. Электроды, содержащие газообразующие органические компоненты, прокаливаются при температуре 150—200°С, а не содержащие таких компонентов — при температуре 250—450°С. Заточка концов, сортировка и упаковка электродов. При изготовлении электродов способом окунания на их нижних концах образуются наплывы, которые снимаются на конус на наждачных кругах. Сортировка и упаковка готовых электродов производится в соответствии с ГОСТ применительно к требованиям паспорта на электроды данной марки. Хранить электроды нужно в сухих вентилируемых помещениях. В производственных условиях сварщик должен особенно бережно относиться к хранению электродов, не допускать попадания на них влаги, масла, грязи и пр. При сварке в полевых условиях сварщики должны хранить электроды в переносных закрывающихся крышкой металлических ящиках вместимостью не более 20 кг. Сушку электродов в полевых условиях можно производить над костром на листовом железе или на отходящих газах двигателей сварочных машин.
Покрытый электрод – плавящийся электрод, на поверхности которого есть покрытие, неразрывно связано с металлом электродного стержня.
1. Функции покрытых электродов:
- подводят электрический ток к дуговому промежутку;
- зажигают дугу и перемещают ее в пространстве;
- регулируют токовый режим в процессе сварки;
- расплавляют основной и присадочный материал;
- формируют сварочную ванну;
- формируют сварной шов, необходимых геометрии и качества.
2. Размеры электродов
Покрытые электроды выпускаются диаметром от 1.6….8.0 мм, длиной 150…450мм в зависимости от диаметра электрода.
3. Покрытие электрода обеспечивает:
- легкое зажигание и устойчивое горение дуги;
- получение металла шва требуемого химического состава;
- равномерное расплавление стержня и покрытия электрода;
- высокую производительность при небольших потерях электродного металла на угар и разбрызгивание;
- получение плотных беспористых швов, не склонных к образованию горячих трещин;
- легкую отделяемость шлаковой корки от поверхности шва;
- минимальную токсичность при сварке.
Основное назначение электродных покрытий
– обеспечение стабильности горения сварочной дуги и получение металла шва с заранее заданными свойствами (прочность, пластичность, ударная вязкость, стойкость против коррозии и т. п.). Стабильность горения сварочной дуги достигается снижением потенциала ионизации воздушного промежутка между электродом и свариваемой деталью.
Стабилизирующими элементами в покрытии являются щелочные и щелочно – земельные металлы (калий, кальций натрий).
Шлак, образующийся при расплавлении покрытия, создает на поверхности расплавленного металла защитный покров, а кроме того, служит для защиты капель электродного металла, переходящих через дуговой промежуток, от воздействия кислорода и азота воздуха путем образования на их поверхности шлаковых оболочек.
Шлак, покрывающий сварной шов, уменьшает скорость охлаждения и затвердения металла шва, способствуя выходу из него газовых и неметаллических включений.
Легирование металла шва производится для придания специальных свойств наплавленному металлу. Наиболее часто применяются такие легирующие компоненты, как хром, никель, молибден, вольфрам, марганец, титан и др. Чаще металл шва легируют введением легирующих компонентов в состав покрытия электрода.
Шлакообразующими компонентами являются: титановый концентрат, марганцевая руда, каолин, мрамор, мел, кварцевый песок, доломит, полевой шпат и др.
Раскислители –
вещества, способствующие восстановлению окиси железа (ферромарганец, ферросилиций, ферротитан).
Рафинирующие компоненты (соединение марганца и окись кальция), выводящие из сварочной ванны серу и фосфор в шлак.
Для повышения производительности, т. е. для увеличения количества наплавляемого металла в единицу времени, в электродные покрытия иногда вводят железный порошок, что улучшает технологические свойства электродов и повышает производительность сварки.
Для закрепления покрытия на стержне используют связывающие компоненты, наиболее распространенным из которых является жидкое стекло, которое обладает еще и стабилизирующими свойствами.
В зависимости от области применения электродов в паспорте указывается марка проволоки. Наибольшее распространение получила углеродистая проволока марок Св-08 и Св-08А, химический анализ проволоки этих марок указан в табл. 3.
Допускаемые отклонения по диаметру для проволоки диаметром от 4 до 6 мм составляют минус 0,16 мм. Овальность для указанных диаметров ‘проволоки допускается в размере 0,08 мм. Проволока поступает в электродные цехи намотанная на катушки массой до 1 т или в бухтах по 80-100кг
Контроль на этапах производства
При изготовлении электродов важен каждый этап от производства стержней до складирования, поскольку строгое соблюдение всех шагов влияет на качество сварного шва и надежности конструкции. Чтобы обеспечить надлежащее качество продукции, Магнитогорский электродный завод (МЭЗ):
- применяет качественное оборудование на всех этапах производства;
- использует материалы, соответствующие стандартам;
- осуществляет проверку качества при изготовлении продукции;
- тестирует готовые изделия, что позволяет избежать брака.
В результате это позволяет получить надежные сварочные электроды. Их качество подтверждает наличие соответствующих сертификатов.
Основные этапы производства сварочных электродов
Предпринимателю, открывающему мини завод по производству сварочных электродов, необходимо арендовать помещение, приобрести оборудование и расходные материалы. Но покупать станки и сырье можно только после того, как выбран метод изготовления продукции: обмазка или опрессовка.
В целом, технологический процесс, при котором на металлический стержень наносится тонкий обмазочный слой, не сложен и состоит из нескольких этапов:
- изготовление заготовки – металлического стержня;
- приготовление обмазочной смеси;
- нанесение обмазки на заготовку;
- сушка.