Электроды уони 13 55 прекрасно подходят для процесса дуговой сварки и важных деталей из углеродсодержащих и низколегированных металлов, в частности, используемые в местах с низким температурным режимом. Данный тип изделий здорово проявил себя при соединении серьезных металлоконструкций, где необходимо, чтобы сварной шов был с большим уровнем пластичности и ударопрочной вязкости.
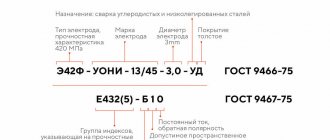
Расшифровка аббревиатуры Уони
Для начала разберемся с названием и выясним откуда берется название. Расшифровка выглядит следующим образом:
- У – Универсальная;
- О – Обмазка;
- Н – Научного;
- И – Института.
- 13- №13
Т.е. это отечественная разработка исследовательского института сварки, название и номер которого закрепились в обозначении.Встречается также обозначение УОНИИ- присутствие дополнительной буквы “И” указывает Исследовательский Институт.
Кстати! В технической документации правильным обозначением принято именно УОНИИ, требования к этому правилу прописаны в ГОСТе 9466—75, а вот название на пачке электродов может быть и УОНИ 13/55.
Марки и использование
Все электроды УОНИ используются для ручной дуговой сварки, но подразделяются на несколько марок, отличающихся маркировкой и предназначением:
- Электроды УОНИ 13/45 используются для сварки поковок и литых деталей, так как они обеспечивают неплохую вязкость и пластичность шва. В составе обмазки присутствует никель и молибден.
- 13/55 содержат в составе фосфор, кремний, углерод, серу и марганец и в основном применяются для монтажа проката и деталей из низколегированных и высокоуглеродистых сталей. Формируемый ими сварной шов отличается высокой прочностью и стойкостью к растрескиванию. Отличительная особенность – не работают в перевернутом состоянии.
- 13/65 являются наиболее универсальной маркой, позволяющей производить широкий спектр работ по сварке стальных конструкций, обеспечивая достаточно высокое качество шва. Работают во всех пространственных положениях.
- 13/85 используются для работ с участием деталей из легированных марок стали повышенной прочности. Отлично работают во всех положениях и обеспечивают чрезвычайно прочное соединение, из-за чего применяются при монтаже ответственных конструкций.
Технические характеристики
Важные параметры, характеризующие сварочные стержни уони 13/55 можно отразить в виде таблицы:
| Тип покрытия | Основное |
| Коэффициент наплавки | 9,5 г/А∙ч |
| Производительность(для электрода ∅4 мм) | 1,4 кг/ч |
| Расход (в расчете на 1 кг наплавленного металла) | 1,7 кг |
Немаловажным пунктом в ознакомлении является информация по механической прочности сварного шва и химическому составу наплавленного металла, по которым можно судить о возможности применения в той или иной конструкции.
Ну и картина не была бы полной без указания рекомендованных производителем режимов сварки в зависимости диаметра электродов и их пространственного положения.
Электроды УОНИ 13 55 основное назначение
Для данного типа сварочных электродов электродуговой сварки, основное применение ориентировано на соединение большинства видов сталей, в том числе и высокоуглеродистых видов и видов, содержащих незначительное количество углерода в своем составе в конструкционных и выдерживающих большие виды нагрузок.
Сварной шов, образуемый УОНИ 13 55 кроме всего прочего, имеет повышенную вязкость металла с его пластичностью, что обеспечивает отличные свойства сварного шва испытующего разные виды деформационных нагрузок.
Эти свойства швов сохраняются независимо от того в каких положениях проведено наложение соединения, верхнее, нижнее, вертикальное или наклонное, все эти положения одинаково формируют крепкое соединение.
Универсальность этой марки электрода, характеризует его как совместимого с трансформаторным сварочным переменного тока, так и с инвертором, имеющим постоянный сварочный ток. Единственной особенностью УОНИ 13 55 выступает необходимость работы в обратной полярности подключения сварочного прибора.
Особенности применения
Основные технические характеристики сварочных электродов уони 1355 состоят из следующих позиций:
- для сваривания данными изделиями нужно использовать ток обратной полярности;
- специальное покрытие из карбонатов и фтористых образований, посредством которых сварной шов практически не содержит газов и других излишних примесей;
- для стержня используется из низкоуглеродистой стали, способствующая большой долговечности шва;
- в покрытии отсутствуют различные органические соединения, благодаря чему у подобных электродов низкий уровень подверженности влаги;
- в процессе изготовления электродов полностью исключается образование различных неровностей, трещин или вздутий.
Рекомендуем! Технические характеристики электродов Кобелко LB 52U
Вышеперечисленные факторы способствуют созданию шва, который не подвержен старению и потере своих свойств при различных температурных режимах.
При осуществлении сварки электродами, необходимо контролировать чистоту соединяемых деталей, ведь наличие следов ржавчины или различных масел вызовет появление пор, а сам само соединение будет не надежным. Кроме того, “растягивание” дуги также негативно влияет на качество сварного шва.
Ключевым конкурентным преимуществом подобных изделий перед аналогами является то, что шов получается с низкой концентрацией водорода и более устойчив к появлению микротрещин при процессе кристаллизации. Максимально эффективный результат при проведении действий электродами уони 1355 можно получить при осуществлении сварки на малой дуге способом опирания.
Согласно нормам ГОСТ 9466-75 вес изделий в пачке не должен превышать:
- 3 кг – для диаметра изделий до 2,5 мм;
- 5 кг – для диаметра в 3,0 – 4,0 мм;
- 8 кг – для диаметра свыше 4,0 мм.
Технологические особенности электродов сварочных УОНИ 13/55
Специалисты отмечают такие важнейшие технологические и эксплуатационные особенности УОНИ-13/55:
- особое покрытие изделий на основе карбонатов и фтористых соединений, благодаря которым в составе шва практически не содержится газов, неметаллических включений и прочих нежелательных примесей;
- базовым материалом для стержня электродов является проволока с низкоуглеродистой стали Св-08 или Св-08А, которая обеспечивает долговечность и высокую вязкость шва;
- в процессе нанесения покрытия на основу электрода, ему придается дополнительная прочность, и абсолютно исключаются при этом неровности, задиры, поверхностные трещины, вздутия и поры;
- отсутствие в покрытии электродов органических включений позволяет прокаливать электроды при температуре 350-400 градусов, чем обеспечивается их низкая восприимчивость к воздействию влаги.
Эти, а также некоторые другие факторы способствуют образованию химического состава металла шва, аналогичного основному материалу, без склонности к старению и потери свойств в широком диапазоне температур.
При применении электродов сварочных УОНИ-13/55 необходимо следить за чистотой свариваемых деталей, так как наличие на поверхности ржавчины или технических масел, ведет к образованию пор и недолговечности сварного соединения. Удлинение дуги, также отрицательно сказывается на качестве шва.
Процедура прокалки сварочных электродов уони 13/55
Основная задача прокалки электродов – уменьшение концентрации влаги в обмазке.
Абсолютно каждая упаковка с электродами должна реализовываться вместе с сертификатом качества и инструкцией, в которой довольно подробно расписана процедура прокаливания. Отхождение отданных рекомендаций может ухудшить качество самих изделий, и как следствие, качественные характеристики сварного шва.
В ситуации, когда инструкции по самым разным причинам не оказалось, необходимо следовать нижеописанным рекомендациям:
- Для обеспечения стабильного процесса горения сварочной дуги, и соответственно, достойного уровня шва, процедуру прокаливания необходимо проводить только перед использованием.
- Если сварочные электроды уони не были использованы в течение 8 часов после прокаливания, данный процесс необходимо повторить.
- Допускается прокаливать один и тот же электрод не более 3-х раз, а общее количество времени прокалки не должно превышать 4-х часов.
- Для осуществления правильного процесса прокаливания, электроды сначала помещают в специальные коробки, а лишь затем ставят в печь. Диапазон температуры в печи должен составлять 250 – 300С.
Внимание! В случае нарушения хотя бы одного условия, изделие становится непригодным для работы.
Для чего предназначены электроды УОНИ
В торговой сети представлены четыре вида электродов. Первые из них – УОНИ 13/45 – применяются для работы со стальными заготовками. Сваривать можно любой вид стали, независимо от ее состава. Эта марка подходит и для соединения литьевых деталей. Швы отличаются высокой эластичностью в сочетании с прочностью. В состав расходников данной марки входит никель и молибден.
Марка 13/55 станет оптимальным выбором для работ с низколегированной сталью. Не имеет значение пространственное расположение сварного шва. Не рекомендуется только выполнять работы по направлению сверху-вниз при стандартных настройках аппарата: постоянный ток в сочетании с обратной полярностью. УОНИ 13/55 имеют основной тип покрытия, который горит менее устойчиво по сравнению с рутиловым. Несмотря на это, качество шва не вызывает нареканий даже у опытных пользователей. Обращается внимание на стойкость наплава к возникновению трещин.
Применять в своей работе УОНИ 13/65 новичкам вряд ли придется. По той причине, что они предназначены для сваривания особо ответственных конструкций, которые неопытным специалистам делать просто не доверяют. Электродами можно работать в любом направлении и положении. Качество сварного соединения намного лучше, чем у ранее рассмотренных марок электродов.
И последняя рассматриваемая марка 13/85 предназначена для работы с легированной сталью. Использовать их в другой ситуации не оправдано, поскольку качество шва останется таким же, как от более дешевых аналогов. допускается сварка деталей в любом пространственном положении.
Производители
Технология изготовления и химический состав может незначительно меняться, в зависимости от производителя, среди которых можно выделить следующие крупные компании, гарантирующие качественные материалы:
- ESAB;
- ЛЭЗ;
- Monolit;
- СЗСМ;
- Спецэлектрод;
- Inforce.
Внимание! При покупке обязательно требуйте сертификат соответствия электродов требованиям нормативов, в частности ГОСТ 9466-75, либо свидетельство об аттестации сварочных материалов в соответствии с РД 03-613-03. Выдаются они органом по Федеральным Агентством по Tехническому Регулированию, либо аттестуются Национальным Агентством Контроля Сварки.
Технические характеристики УОНИ
Среди множества параметров, которые касаются свойств электродов, наиболее важными считаются:
- покрытие – основное;
- производительность наплавки – 1,4 кг/ч;
- расход на наплавку одного килограмма – 1,7 кг;
- ток – постоянный;
- полярность – обратная.
Стоит отметить, что данный тип электродов имеет внутреннюю дополнительную классификацию. Всего существует 4 группы:
- УОНИ 13-45. Чаще всего применяют для соединения деталей, которые были изготовлены путем литья или поковки. Швы пластичные, а также имеют достаточно высокую вязкость.
- УОНИ 13-55. Данный тип электродов тоже предназначается для сваривания деталей из низколегированных сталей, но с высоким содержанием углерода. Отличительной особенность является то, что такую марку нельзя использовать при проварке шва сверху вниз. В качестве обмазки используется композитный материал, состоящий из серы, марганца, кремний и фосфора. Использование таких электродов способствует изготовлению высокопрочного шва с высокой стойкостью к образованию трещин и разломов.
- УОНИ 13-65. Могут использоваться для особо ответственных работ, а также на тех металлоконструкциях, к качеству которых выдвигаются повышенные требования. Согласно ГОСТ данные электроды выпускаются диаметром 2 мм, 3 мм, 4 мм и 5 мм. Вне зависимости от того, будет это производитель ЭСАБ (ESAB), ЛЭЗ или какой-то другой. Разные производители могут предлагать свою продукцию по разной цене, в этом и будет отличие. Стоит отметить, что повышение толщины неизбежно влечет за собой повышение силы тока. Поэтому те, кто используют инвертор, могут быть немного ограничены, так как более слабые модели не могут выдавать ток нужной величины.
- УОНИ 13-85. Позволяют работать с металлическими конструкциями повышенной прочности, в том числе и с теми, которые выполнены из легированной стали. Как и модель 13-65, их можно использовать при сваривании деталей во всех пространственных направлениях.
О прокаливании сварочных электродов.
Дата публикации: 03/07/2014
Если сварочные электроды хранились на складе более трех месяцев, их необходимо подвергнуть прокаливанию. Данные изделия, даже если при визуальном осмотре в их покрытии не наблюдается отклонений, обязательно проходят через эту процедуру. Прокалку электродов УОНИ-13/55, ОЗС-12, АНО-21 и прочих необходимо проводить в тех случаях, когда они пролежали на рабочем месте более 5 дней.
Каждая упаковка электродов ОЗС-12, АНО-21, УОНИ-13/55 и всех остальных снабжается инструкцией, описывающей режим и технологию сушки (температура, время…). Без соблюдения условий, изложенных в этом документе ждать нужного эффекта не приходится.
Сушка электродов УОНИ-13/55, ОЗС-12, АНО-21 и любых других разновидностей приводит их в рабочее состояние. Применять сварочные материалы без прохождения данной процедуры запрещается. Профессиональные сварщики отлично осведомлены об этом, ведь без сушки электрода создать качественный шов без наплавок и трещин не получится.
Для прокаливания сварочных электродов в заводских условиях используют специальные печи, в другой ситуации — обычные электрические. Электрические печи мощность 10 квт с напряжением 36 вольт позволяют добиваться нужных результатов. В бытовых условиях прокалку можно произвести в электрическом духовом шкафу на 250 градусах.
Производители оборудования для прокалки и сушки сварочных электродов готовы предложить множество моделей печей, среди которых:
- простая электропечь для сушки электродов,
- электропечь для прокалки электродов (с функцией сушки) с микропроцессорным программируемым регулятором,
- термопеналы для сушки электродов,
- пенал-термосы.
Каждый вид оборудования рассчитан на разную массу сварочных электродов для одновременного прокаливания и работает при разной температуре. Печи от 100 до 400С, пенал-термосы — 150С. В простую печь единовременно можно загрузить 10-50 кг электродов, в оборудование с функцией сушки — 50 -160 кг, в термопенал — 5-10.
Время прокалки составляет не менее двух часов. Загрузку сварочных электродов лучше производить в специальных коробках, превысить указанное время допускается не более чем на полчаса. Допускается лишь трехразовое прокаливание материалов после их заводской прокалки. После такого количества операций они становятся непригодными к использованию даже в том случае, если внешне покрытие осталось практически неизменным.
Пламенные печи для прокалки электродов ОЗС-12, АНО-21, УОНИ-13/55 и других применять нельзя. Разные типы электродов требует разной температуры прокалки: Э42-Т, например, обрабатываются при 180 градусах в течение часа, а Э42А-Ф-Э55-Ф уже при 400-450 градусах на протяжении двух часов.
При какой температуре прокалить электроды?
Все зависит от типа электрода и типа обмазки.
- С рутиловым покрытием, общего назначения (Э-38, Э42, Э-46) – 150… 270 °С в течение 1–1,5 часа.
- С основным покрытием, общего назначения (Э42А, Э-46А, Э50 и другие) – 300… 450 °С в течение 1-2 ч.
- С кислым покрытием – 185… 190 °С, 1 ч.
- С целлюлозным покрытием – 155… 160 °С, 15 минут.
- Специального назначения – 300… 450 °С, 1–2 ч.
Для наглядности на примере наиболее известных марок покажем, как и сколько прокаливать электроды, в виде таблицы.
| Марка | Температура прокалки (+/- 20 °С) | Время выдержки, ч. |
| УОНИ-13/45 | 400°С | 3 |
| УОНИ-13/55 | 465°С | 3 |
| АНО-4 | 200°С | 2 |
| АНО-9 | 360°С | 2 |
| ОЗС-6 | 200°С | 2 |
| ОЗС-12 | 200°С | 2 |
| МР-3 | 200°С | 2 |
| ЦУ-7 | 360°С | 2 |
| НЖ-13 | 250°С | 1 |
| ЦЛ-17 | 380°С | 2 |
| ОЗЛ-7 | 250°С | 1 |