Содержание
- Основные особенности электродов МР-3
- Технические характеристики электродов
- Преимущества электродов
- Особенности сварки электродами
- Применение электродов для сварки
- Каталог электродов для сварки
Электроды для сварки МР-3 для ручной дуговой сварки являются одними из самых востребованных на современном рынке. В списке ответственных конструкций, которые ими варят – трубопроводы и трубная арматура, котлы и цистерны, практически весь спектр подъемно-транспортного оборудования. Широко используются они и в быту, не вызывая особых трудностей в работе для непрофессиональных сварщиков.
Преимущества
Электроды ЛЭЗ МР-3С имеют характеристики, благодаря которым они обладают несомненными достоинствами:
- Получаемое соединение обладает высокой прочностью.
- Легким является поджог дуги, также как и ее повторное зажигание.
- Дуга может быть короткой и средней длины.
- Образуемый шов отличается ровностью, имеет хороший внешний вид.
- Отсутствуют четко выраженные переходные зоны между наплавкой и основным металлом.
- Рутиловое покрытие осуществляет защиту шва от попадания в него шлака и образования на поверхности окисления.
- Разбрызгивание металла при сварке является незначительным.
- Легкое отделение шлаковой корки.
- Имеется возможность соединять детали значительной толщины.
- Соединение влажных поверхностей, а также имеющих следы коррозии.
- Отсутствие выделения вредных веществ при сгорании обмазки.
- Шов обладает стойкостью к возникновению коррозии.
- Сварочный процесс обладает высокой производительностью.
- Электродами можно осуществлять не только длинный шов, но и короткие прихватки.
Эти достоинства являются причиной широкого распространения электродов этой марки.
Основные особенности МР-3
Электроды для сварки МР-3 предназначены для соединения деталей преимущественно из низкоуглеродистых (с содержанием С до 0,25%) и низколегированных сталей. Временное сопротивление таких сталей разрыву не превышает 50 кгс/мм², то есть, предел прочности составляет 490 МПа. На изготовление стержней идет проволока Св-08, диапазон диаметров варьируется от 2 до 6 мм. Производство электродов для сварки регламентируется государственным стандартом 9466 и ГОСТ 9467.
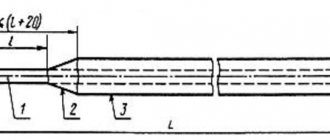
Изделия имеют рутиловое покрытие (диоксид титана), благодаря чему обеспечен мгновенный первый и повторный поджиг, а сварочная ванна надежно защищена от вредного воздействия азота и кислорода. Основные характеристики продукции указываются в маркировке, например: Э46-МР-3-4-УД2, где
- Э-46 – тип, к которому относится электрод;
- МР-3 – марка изделия (Р – рутиловое покрытие);
- 4 – диаметр стержня;
- У – состав свариваемого металла (углеродистые стали);
- Д2 – покрытие толстое, второй группы.
Длина электрода МР-3 зависит от диаметра: при d=2…3 мм она составляет 350 мм, при d=4… 6 мм – 450 мм. Варить можно детали толщиной от 3 до 20 мм.
Технические характеристики
Технические условия производства МР 3 регламентируются ГОСТ 9466 и 9467. В этих документах также есть описание порядка проведения контроля качества и приемочных испытаний и применимости изделия.
МР-3 относятся к группе сварочных материалов Э46. Они рекомендованы для соединения низколегированных, углеродистых и конструкционных сплавов, механическое сопротивление разрыву которых менее 50 кгс/мм2. Толщина деталей может составлять от 3 до 20 мм.
Сопротивление на разрыв материала шва должно составлять 46 кгс/мм2. Коэффициент наплавки сварного соединения определяется равным 8,5 г/А*ч. Производительность наплавки приблизительно 1,7 кг в час. Для получения 1 кг наплавленного материала уходит до 1,7 кг электродов.
Чтобы сваривать металлоконструкции большой толщины в нижнем сварочном положении, следует наклонять электрод в сторону движения держателя. Сварка большими токами требует особой внимательности сварщика и строгого соблюдения технологических указаний, поскольку на этих режимах велик риск появления пористости шовного материала и других дефектов шва.
Изделия расфасовываются по коробкам со следующими параметрами (для длины 30 см):
| Диаметр, мм | Вес одного электрода, г | Количество в коробке, шт. | Вес коробки, кг |
| 3 | 30 | 83 | 2,5 |
| 4 | 60 | 41 | 2,5 |
| 5 | 92 | 54 | 5,0 |
Для длины в 45 см вес больше в полтора раза.
Хранить изделия следует в сухом теплом складе, температура не должна опускаться ниже +15оС. Условия хранения должны исключать возможность повреждения упаковки и увлажнения стержней.
Увлажненные изделия применять для сварки недопустимо, они должны быть прокалены в специальном шкафу или муфельной печи при температуре 170о С не менее одного часа.
Преимущества МР-3
Сварка электродами МР-3 с рутиловой обмазкой считается наиболее экологичной и безопасной с точки зрения выделения в воздух токсичных соединений, поэтому выполнять работы можно в закрытых, слабо проветриваемых помещениях. В ряду других плюсов:
- хороший первый и повторный поджиг;
- стабильное горение электродуги (дуга – средняя, короткая или предельно короткая);
- беспрепятственное отделение шлаковой корки;
- низкий процент разбрызгиваемого металла;
- возможность варить детали большой толщины;
- качественный, прочный, стойкий к межкристаллитной коррозии шов.
Как и любые другие, электроды с рутиловым покрытием марки МР-3 должны храниться в сухом помещении при температуре не ниже +15 °C. Допустимое содержание влаги в покрытии составляет 1%. При превышении этого показателя электроду требуется прокаливание в течение часа при температуре 150-180 °C.
Особенности
Присадочный материал этой марки можно использовать для соединения конструкций как длинной другой, так и при помощи коротких прихваток. С их помощью можно может выполняться без предварительной подготовки соединение металла, который может иметь:
- влажную поверхность;
- следы окислов и загрязнений;
- признаки ржавчины.
Сварочные элементы МР-3 подходят и для соединения элементов по зазорам, но при использовании тока минимальной величины. В противном случае в шве могут появиться поры. Присутствие в маркировке сварочных элементов буквы «м» (МР-3м) указывает на наличие рутилово-ильменитового покрытия, а буква «с» (МР-3с) говорит об использовании производителем рутилового покрытия с содержанием особых ионизирующих добавок.
Если сравнивать эти два вида электродов по характеристикам, то это те же самые электроды МР-3.
Сварной материал МР-3 упрощает процесс зажигания дуги благодаря наличию в покрытии специальных добавок при использовании сварочных аппаратов малой мощности с напряжением порядка 50 В. К тому же они более предпочтительны, нежели обычные электроды МР-3 из-за более высоких санитарно-гигиенических показателей. Сварка, проводимая с использованием таких элементов, сопровождается выделением не более 0,6 г марганца. При применении обычных электродов МР-3 выделяется 1,25 г вещества.
Дополнительно к этому элементы МР-3 позволяют выполнять более однородные швы, что положительно сказывается на механических характеристиках соединения.
Особенности сварки МР-3
Сваривать детали можно как переменным, так и постоянным током обратной полярности. При использовании трансформатора необходимо, чтобы напряжение холостого хода составляло 65 (+/-5) Вольт. Сварка возможна как длинными, так и короткими швами.
Для выполнения РДС допустимы любые пространственные положения за исключением вертикали на спуск.
- Стандартное нижнее (горизонтальное) положение. Таким образом варят детали больших и средних толщин. Диаметр электрода МР-3 при этом, как правило, не менее 6 мм. Стержень располагается под острым углом к плоскости шва в сторону направления сварки. Варят на средней и короткой дуге на повышенных токах.
- Сварка «в лодочку» – в нижнем положении свариваются угловые швы (углы 30 °, 45 °, 60 °), сварка производится на максимально короткой дуге вертикально расположенным стержнем. При «симметричной лодочке» (электрод условно разбивает прямой угол соединения на два по 45%) обычно варят на повышенных токах. «Несимметричная лодочка» подразумевает разделение стержнем угла на 60 ° и 30 °, в этом случае более вероятны наплывы и подрезы сварного шва.
Электродом этой марки также выполняют сварку горизонтального шва на вертикальной плоскости, вертикального шва – на подъем, а также шва в потолочном положении.
Еще раз отметим, что стержень должен находиться под острым углом к поверхности, поскольку при другом положении возможно повышенное выделение шлака с попаданием его в сварочную ванну.
Общая информация
Для чего они предназначены? Электроды МР3 применяются для сварки деталей из сплавов с содержанием углерода до 0,25%. Они могут работать в самых сложных условиях, при повышенной влажности заготовок и даже при наличии налета ржавчины. Такое свойство особенно полезно при выполнении ремонтных работ на трубопроводах.
Варить допускается во всех сварочных положениях, кроме вертикального. Сварку можно производить как при тесном контакте деталей, так и с некоторым зазором между ними. При этом следует снизить значение сварочного тока во избежание появления трещин.
Чем отличаются: легким розжигом электродуги и высокой стабильностью ее горения. Разбрызгивание капель расплава из сварочной ванны сведено к минимуму. Состав обмазки подобран таким образом, что в ходе сварки она выделяет мало токсичных веществ. Образующуюся корку шлака легко отделить от материала шва при зачистке.
В качестве источника рабочего тока можно использовать как традиционные сварочные трансформаторы, таки современные инверторы. Они должны обеспечивать напряжение от 50 вольт и выше. Электроды для сварки углеродистых сплавов МР 3 годятся для работы как переменным, так и постоянным током. Они позволяют сваривать заготовки различной толщины.
При правильной разделке кромок они осуществляют качественный глубокий провар. Следует уделять особое внимание правильному выбору значения рабочего сварочного тока. Он зависит как от диаметра электрода, таки от сварочного положения. Завышенный ток не позволит в полной мере воспользоваться преимуществами изделия.
Для получения прочного и долговечного шва сами электроды должны быть качественно просушены и прокалены.
Применение электродов МР-3
Электроды позволяют варить детали механизмов и конструкций самого широкого спектра оборудования.
- Станы различного типа (листопрокатные, сортопрокатные, обжимные и т. д.).
- Краны, лифты, конвейеры, эскалаторы, лебедки и другое подъемно-транспортное оборудование.
- Газовые, нефтяные трубопроводы, резервуары для хранения нефти.
- Контейнеры, цистерны для перевозки опасных грузов.
- Паровые котлы и другое котельное оборудование.
Также электродами осуществляется сварка металлических строительных конструкций, включая арматуру и другие закладные элементы для ЖБИ.
Характеристики
Регламентируют производство электродов MP-3 Государственные стандарты под номерами 9467 и 9466 от 1975 года. По классификации, утвержденной положениями первого нормативного документа, эти изделия относятся к типу, который принято обозначать так: Э46. В тексте ГОСТа 9467-75 указано, какие стали конструкционные допускается сваривать такими электродами. Это, в частности, металлы:
- с большим – до 99 процентов – содержанием железа (элемент Fе), углерода (элемент С) до 2,07 процента и не имеющие легирующих примесей. Это – сплавы углеродистые;
- в которых суммарное содержание легирующих добавок– не считая элемента С – меньше 2,5 процента. Это уже стали малолегированные.
Но основной тезис, касающийся применимости электродов типа Э46, формулируется в данном стандарте следующим образом: использовать их нужно, когда металлическая основа сварочного шва должна соответствовать повышенным требованиям к показателю ударной вязкости и уровню пластичности. Кроме того, эти металлы должны удовлетворять еще одному важному условию: величина их временного сопротивления воздействию нагрузки на разрыв должна быть ниже отметки 50 кгс/кв. мм (приблизительно 490,3 МПа).
Можно осуществлять электродами MP-3 сварку пластин толщиной (обозначение W), принимающей значение из диапазона 3,0 мм≤W≤20,0 мм. Производятся данные изделия из стальной холоднотянутой проволоки марки Cв-08 диаметром (обозначение Д), изменяющимся в пределах 3,0 мм≤Д≤6,0 мм. На основе значения диаметра стрежня (D) проводится классификация самих электродов. Он тоже изменяется в диапазоне 3,0 мм≤D≤6,0 мм. В соответствии с данным параметром варьируется длина изделий (L). Так, при:
· 2,0 мм≤D≤3,0 мм длина электрода L=350,0 мм;
· 4,0 мм≤D≤6,0 мм длина изделия L=450,0мм.
Эксплуатационные характеристики электродов MP-3 определяются свойствами нанесенного на них покрытия, состоящего, преимущественно, из двуокиси титана (формула ТіО2). Его общепринятое название – рутиловое.
Электроды УОНИ
Данный вид электродов применяется в тех случаях, когда к сварке предъявляются особые требования. Конструкция, сваренная посредством электродов УОНИ, отличается хорошей ударопрочностью, а сварные швы при этом остаются пластичными и качественными. Это самое большое преимущество электродов УОНИ, которое заключается в том, что при их использовании сварные швы способны выдерживать низкие температуры.
Наиболее популярные марки этих электродов, это УОНИ 13/55 и УОНИ 13/45. Первые используются для сварки конструкций, которые будут подвергаться в процессе эксплуатации динамическим нагрузкам, а вторые, при эксплуатации в условиях сильного холода. Главное требование при работе с электродами УОНИ, это хорошая подготовка поверхности для сварки, на ней не должно быть какой-либо ржавчины или жирных пятен от масла.