Современное строительство, монтаж многих видов оборудования, ремонтные работы и другие виды деятельности не могут обойтись без сварочных работ. Среди всех способов сварки газовая занимает передовые позиции, поскольку ей подвержены практически все виды металлов и сплавов, многие из которых в большей степени, чем дуговой.
Необходимым оборудованием для газосварочных работ являются газовые баллоны для сварки. Магазины «Все Для Сварки» реализуют качественные баллоны с кислородом, пропаном, пропан-бутановой смесью и специальной смесью для сверхбыстрой сварки. Если вы решили купить газовые баллоны, предлагаем вам детальнее ознакомиться с их содержимым.
Виды газов
Применяемые в сварке газы подразделяют на активные и инертные, среди активных есть реагирующие и нейтральные. Причем активный газ при одних условиях и видах сварки может быть реагирующим, при других – нейтральным.
Все они закачиваются в специальные сварочные баллоны. Прежде чем заказывать газ для работы, следует ознакомиться с видами стандартной маркировки, возможностью последующей заправки баллонов сварочной смесью, их оснащением.
Все газы закачиваются в баллоны под давлением. Поэтому делают емкости из стали, не имеющей швов. Только при давлении меньше 3 МПа газовые емкости могут быть сварными, иметь шов.
В практике сварочного дела такие виды не встречаются. Газы для сварки поставляют только в баллонах без швов со специальными запорными вентилями. Для разных газов предназначены принципиально отличающиеся вентили.
Баллоны с газообразными легко воспламеняющимися углеводородами – ацетиленом, пропаном, бутаном и прочими – оснащены вентилями с левой резьбой.
Баллоны со всеми остальными газами, включая кислород, азот, углекислый и инертные газы, оборудован вентилями с правой резьбой.
Разница в направлениях вращения вентиля исключает возможность случайных ошибок, аварий при сварке или ином применении газа.
Какие газы используются для сварки полуавтоматом
Надежную защиту сварочных ванн при полуавтоматической сварке обеспечивают активные газы (метод MAG) и инертные газы (метод MIG), а также их смеси. Они формируют среду, непроницаемую для атмосферного воздуха, и удерживают ее с момента начала плавления до кристаллизации ванны. Выбор конкретного защитного материала определяется составом и характеристиками заготовок, режимом сварки, требуемым качеством шва. Рассмотрим самые востребованные газы.
Аргон
Одноатомный инертный газ аргон (Ar) нашел широкое применение как в чистом виде, так и в составе газовых смесей. Он тяжелее воздуха, бесцветен, не пахнет и не ощущается в воздухе, но опасен в больших концентрациях. Чаще всего аргон используют для соединения заготовок из цветных металлов и их сплавов, в том числе хрупких и химически активных.
Среди достоинств газа:
- предотвращение всех посторонних химических реакций;
- глубокое проплавление при малой ширине шва;
- быстрый поджиг и стабильное горение дуги;
- относительно малый расход.
Главным недостатком аргона является его дороговизна. Кроме того, в некоторых случаях газ может способствовать повышенному разбрызгиванию металла из сварочной ванны, а также не всегда обеспечивает достаточную энергию дуги.
Так, соединение толстых заготовок из тугоплавких материалов чаще проводится не чистым аргоном, а аргоносодержащими смесями.
Гелий
«Главный инертный газ» гелий (He) намного легче воздуха, не имеет цвета и запаха. Чаще всего чистый гелий используют для ответственной сварки заготовок из алюминия и его сплавов. При работе с другими цветными металлами могут использоваться смеси Ar-He и Ar-He-CO2 с различными пропорциями компонентов. Применение чистого гелия в MIG- и TIG-сварке дает такие преимущества:
- высокая теплопроводность и, как следствие, возможность наложения широких швов;
- высокая энергия дуги, незначительно изменяющаяся при изменении ее длины;
- надежная изоляция сварочной ванны от любого химического воздействия.
Однако важно помнить, что гелий дорого стоит и быстро расходуется. Ему свойственно усиливать разбрызгивание расплавленного материала, а с поджигом дуги в гелиевой среде у неопытного сварщика могут возникнуть большие сложности.
Углекислый газ
Углекислота относится к активным газам, она в 1,5 раза тяжелее воздуха, бесцветна и имеет едва различимый запах. Является единственным неинертным газом, который можно применять в чистом виде. Чаще всего углекислый газ используют для защиты сварочной ванны при работе порошковыми электродами и/или на короткой дуге. Это связано с такими его преимуществами:
- крайне высокая энергия дуги;
- быстрое и глубокое проплавление;
- очень низкая стоимость.
Углекислый газ не полностью исключает посторонние химические реакции, поэтому не рекомендуется к использованию в чистом виде с активными металлами.
Кроме того, он делает дугу нестабильной и провоцирует разбрызгивание расплавленного вещества, что затрудняет сварку.
Пиролизный газ
При нагревании древесных и некоторых других волокон до температуры не менее 450℃ выделяется несколько газов (водород, метан, этан, пропилен и т. п.), которые, смешиваясь, образуют пиролизный газ с температурой горения до 1100℃. По сравнению с другими средами пиролизная обладает такими преимуществами:
- простота синтеза;
- относительная дешевизна;
- щадящая проработка сварочной ванны без риска прожогов заготовок.
При этом материал не исключает вероятность возникновения окислительных реакций при работе с химически активными металлами. Его совместное использование с другими газами не рекомендуется, а вот обеднение путем удаления лишних фракций может улучшить качество пиролизного газа.
Водород
Одноатомный газ водород – самое распространенное и самое легкое вещество в мире. При его горении выделяется до 140 кДж тепла на каждый грамм, что в 2,5 раза превышает энергоотдачу природного газа и в 1,5-2 раза – инертных веществ. При использовании в качестве защитной сварочной среды водород гарантирует:
- равномерное проплавление ванны;
- формирование относительно узкого аккуратного шва;
- легкий поджиг и стабильное горение дуги;
- защиту от подавляющего большинства окислительных реакций.
Газ дешев и легко синтезируется в промышленных условиях. Использовать его рекомендуется для сваривания толстых заготовок, в том числе из тугоплавких металлов.
Главный риск здесь связан со взрывоопасностью сжатого водорода и водородно-кислородной смеси (т. н. гремучий газ). Поэтому к условиям заполнения, хранения и использования водородных баллонов предъявляются особые требования.
Коксовый газ
Материал выделяется при нагреве каменного угля до температуры 900-1100℃. Его основными компонентами являются водород, метан и оксиды карбона, кроме того, могут содержаться смолы, сероводород, аммиак. Наличие этих примесей делает коксовый газ непригодным для сварки большинства цветных металлов. При работе со стальными заготовками коксовая среда гарантирует:
- осторожную проработку стыка без перекала и прожига;
- стабильное горение дуги;
- низкое разбрызгивание.
Для улучшения свойств шва проводится физико-химическое очищение коксового газа, в процессе которого частично улавливаются и связываются механические примеси, удаляются нежелательные газовые фракции.
Окраска
С целью безопасности внедрена строго определенная окраска емкостей и надписи на нем. Наиболее применяемые в варке газы имеют следующую цветовую маркировку:
- баллон с аргоном высокой степени очистки имеет серую окраску, на него нанесена надпись зеленого цвета. Черный баллон с техническим аргоном имеет синюю надпись. Существует еще так называемый сырой аргон со своей маркировкой. В сварке такой газ не применяют;
- углекислотные баллоны покрашены в черный цвет, надпись на них выполнена желтым цветом;
- кислородные баллоны для сварки всегда имеют голубой цвет, а надписи на них черные. Так окрашен и медицинский, и технический сорт газа. В медицине кислород применят очень часто. Его транспортируют на тележках, затем при необходимости устанавливают баллон в специальный футляр;
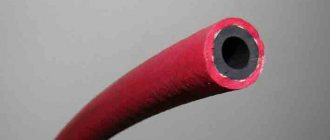
- емкости с ацетиленом, весьма востребованным в сварке, имеют черную окраску. Ацетилен очень легко взрывается. Поэтому его закачивают не в пустые объемы, а содержащие специальные наполнители с большим количеством пор. Такой способ заполнения значительно уменьшает вероятность взрывов.
Начинающим сварщикам полезно запомнить цветовую маркировку газов на отечественном рынке. Не стоит удивляться, если на импортной продукции окраска будет иной. Международная маркировка несколько отличается от отечественной.
Давление газа при резке металла лазером
Итак, на станке есть два гнезда подключения вспомогательного газа — нерегулируемый тракт для азота или воздуха и кислородный тракт с регулятором давления.
Первый идёт напрямую в рабочую голову: то есть как на баллоне на редукторе выставил давление, так оно и работает.
А второй – кислородный тракт требует очень точной регулировки давления, поэтому здесь и стоит специальный регулятор производства японской фирмы SMC. Он позволяет выставлять точные параметры давления резки напрямую из программы.
Когда мы режем материал, его необходимо сначала пробить. В момент этого пробоя давление должно быть 0,15-0,2 МПа, а в процессе резки – достаточно 0,5-0,6 МПа и станок должен регулировать это расхождение в давлении.
Если кислородом пробивать материал с таким же давлением, с каким режешь, то полетят брызги расплавленного металла, т.к. кислород, как мы выяснили выше – катализатор горения. С азотом таких заморочек нет, можно поставить условные 2 МПа и пробивать и резать на одном и том же давлении.
Регулятор давления газа в металлорезе
Возвращаясь к регулятору давления — на него нельзя подавать более 1 МПа, в лучшем случае он просто будет спускать переизбыточное давление и у вас будет перерасход кислорода, в худшем случае — просто выйдет из строя.
Для резки азотом нормальное давление — 1,6-1,8 МПа, а с кислородом — 0,5-0,6 МПа, т.е. расход газа практически в три раза меньше.
Однако, несмотря на то, что кислородная резка дешёвая – она сложная и требует опыта в настройке параметров.
Чуть-чуть отклонение по давлению, не тот диаметр сопла – и у тебя будет плохой рез.
Но если уметь работать с кислородом, то он получается эффективнее и дешевле, чем азот или воздух.
Кстати про воздух: в чём здесь подвох?
Элементы устойчивости и объем
Сверху на всех баллонах обязательно крепится колпак. Он предохраняет вентиль от случайных повреждений при транспортировке. На нижнюю часть плотно насажена основа квадратной формы.
Она позволяет устойчиво выставлять емкость в вертикальное положение, что важно при сварке. Во время эксплуатации перемещать баллон вместе со сварочным полуавтоматом можно на специальной тележке. Это удобный метод обслуживания сварочного места в любой рабочее зоне.
В продаже представлены емкости от 10 л до 40 л. Соблазнительным кажется вариант приобретения для сварки меньшего объема. Цена его меньше, но после использования газа заправить новый будет не так просто.
Большинство заправочных станций приспособлено для заполнения 40 л. Исключение составляет углекислота. В связи с тем, что ее закачивают в огнетушители, возможности заправочных станций позволяют заполнять маленькие объемы.
Редуктор
Для работы с любым газом нужен редуктор. Существуют модели, просто показывающие давление в баллоне и с функцией регулирования газового потока.
Последние виды называют регуляторами. Они адаптированы к определенному газу, окрашены в соответствии с цветом баллона. В продаже есть регуляторы со стрелочной шкалой и ротаметрами.
Если планируется провести аргонодуговую сварку, надо взять регулятор с двумя ротаметрами. При работе с нержавейкой нужен поддув с обратной стороны, который сможет контролировать только такая модель регулятора.
В остальных ситуациях вполне подойдет стрелочный регулятор, который к тому же стоит дешевле. Практики считают стрелочную модель более экономной. Она позволяет при грамотном пользовании избежать сброса давления в начале работы. На регуляторах с ротаторами сбрасывание давления вначале практически неизбежно. Это сопровождается некоторыми потерями газа.
Все регуляторы имеют прокладки из инертных полимеров. Загрязнение газов от контакта с ними абсолютно исключается. При сварке приходится пользоваться различными газами. Для таких производственных случаев целесообразно иметь регуляторы, приспособленные для нескольких типов резьбы.
Критерии и особенности выбора газа
Выбор типа защитной среды для полуавтоматической сварки осуществляется на основе сведений о виде и марке металла заготовок, что, в свою очередь, указывает на их физико-химические особенности. В случае сваривания разнородных материалов основным считается менее стабильный и/или более тугоплавкий. Кроме того, должны учитываться:
- Геометрические параметры заготовок и способ их подготовки под сварку.
- Наличие и вид термообработки заготовок.
- Технологические особенности сварочного процесса, требования к качеству шва.
- Технические характеристики используемого оборудования и расходных материалов.
- Внешние условия, в том числе: температура, влажность, наличие и сила ветра, удобство доступа к стыку.
- Экономические показатели (стоимость и расчетный расход газа).
В таблице ниже приведены популярные виды металлов, а также газы и газовые смеси, рекомендуемые в качестве защитной среды для их сварки.
| Материал | Сталь низкоуглеродистая | Сталь легированная, средне- или высокоуглеродистая | Алюминий и алюминийсодержащие сплавы |
| Ar | Да | Да | Да |
| He | Нет | Нет | Да |
| CO2 | Да | Да, ограниченно | Нет |
| Ar+CO2 | Да | Да | Нет |
| Ar+O2 | Да | Да, ограниченно | Нет |
| Ar+He | Нет | Да | Да |
| Ar+CO2+O2 | Да | Да, ограниченно | Нет |
| Ar+H2 | Да, ограниченно | Да | Нет |
| Ar+He+CO2 | Да | Да | Нет |
| He+Ar+CO2 | Нет | Да | Нет |
Для MIG- и MAG-сварки подходят все указанные газы, для метода TIG рекомендуются аргон или гелий в чистом виде, а также их смесь. Иногда при работе с плавящимся электродом используют смесь аргона с водородом. Важно учитывать, что от правильного выбора защитного газа зависят:
- качество и аккуратность шва;
- безопасность проведения работ;
- финансовые и трудовые затраты.
Не допускается смена защитной среды в процессе сварки, даже если она проходит послойно с полной кристаллизацией. Подача газа должна начинаться за 15-30 секунд до поджига дуги и завершаться после затвердевания ванны.
Безопасность
Особенность отечественного менталитета заключается в склонности к экономии, игнорировании многих нормативных требований. В отношении оборудования для сварки пренебрежение правилами безопасности чревато тяжелыми последствиями.
Особенно это касается допустимых сроков использования баллонов. Они должны быть указаны заводом-изготовителем. Если вдруг этой информации нет, то максимальный период эксплуатации составляет 20 лет.
Экспертизу состояния обычных баллонов с объемом до 50 л не проводят. Для больших объемов аттестация может быть проведена. Превышать максимальный срок категорически нельзя. Все модели, выпущенные до 1997 года, не прошедшие аттестацию можно смело сдать в металлолом.
К покупке газовых баллонов для сварки нужно отнестись очень серьезно. Лучше всего найти авторитетного поставщика, убедиться в наличии разрешительных документов, проверить качество маркировки, всей сопроводительной информации. После этого можно смело оформлять заказ.
Правила техники безопасности при эксплуатации газовых баллонов
Нельзя использовать газовый баллон дольше положенного ему срока эксплуатации. По возможности металлические баллоны для газа следует заменить композитными. Таким баллоном не страшна коррозия и большие перепады температур.
Для хранения баллонов лучше использовать нежилое помещение, которое хорошо проветривается изнутри и имеет достаточную вентиляцию. Ни в коем случае нельзя использовать газовый баллон без редуктора. В противном случае может возникнуть обратная тяга, которая приведёт к возникновению взрыва.
Также, во избежание печальных последствий, не следует заправлять газовый баллон на полный объем. Особенно это касается старых металлических баллонов, которые уже прослужили 10 и более лет. В таком случае баллон заправляется на 60-70% газом от общего объёма.
Баллон с углекислотой, по всем правилам безопасности, должен иметь черный цвет. Также на баллоне должна иметься чёткая надпись «Углекислота». Буквы наносятся строго жёлтой или белой краской.
В баллон стандартного объёма 40 литров помещается порядка 25 кг углекислоты. В нормальном состоянии углекислота занимает собой около 67-70% всего объёма газового баллона. При этом следует знать, что в верхней части баллона углекислота всегда скапливается в виде газа.