Шланги для сварки газом применяют для передачи сред, находящихся под давлением и использующихся в сварочном процессе. Они рассчитаны для выполнения сварочных работ в разных климатических районах при Т воздуха на рабочей площадке от – 55.0 до + 70.0 С. В сварочном процессе применяют рукава для газовой сварки 2-х видов топлива, при этом используют один для кислорода, а другой для сжиженного газа. Правилами безопасного проведения сварочных работ длина использования шлангов ограничена — выше 9.0 и не более 30.0 м.
Назначение и область применения
Технология сварки востребована, особенно при выполнении крупногабаритного монтажа, например, строительства ГЭС и АЭС. Это объясняется надежной и эффективной технологией. Газ обеспечивает высокую Т плавления, при которой кромки материала плавятся, образуя сварочную ванну. Сварочный комплект довольно прост, он включает в себя рукав для газовой сварки и резки металлов, газовые баллоны, горелочное устройство или резак. Особая нагрузка лежит на шлангах, по которым транспортируются топливная смесь и О2. Они выпускаются не только качественными, но и соответствующими государственным стандартам.
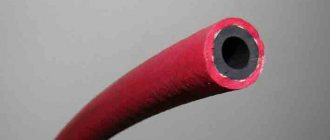
Изделие для газосварочных работ выполняется в виде многослойной конструкции. Основным материалом является эластичная резина или каучук. Между внешним и внутренним слоем из резины установлен нитяной каркас, отвечающий за обеспечение расчетной прочности конструкции. Армирование выполняется нитью или стекловолокном.
Как выглядят рукава для газовой сварки
Все рукава резиновые для газовой сварки по назначению отнесены к классам:
- 1 – применяют для транспортировки пропана-бутана и ацетиленовой газовой среды, под высоким напором.
- 2 – используется для перемещения бензинового или другого энергоносителя в жидкой фазе.
- 3 – монтируется в схемах по организации сварочного процесса для движения кислорода с высоким давлением до 20 атм.
Техническая характеристика шлагов по классам:
| Допустимый диаметр (мм) | Допустимое давление (атм) | Классификация | Протяженность в бухте (м) | Цвет | |
| 6.30 | 6.30 | 1 | 50.0 | Черный + красная полоса | |
| 9.0 | 6.30 | 1 | 50.0 | Черный + красная полоса | |
| 12.0 | 6.30 | 1 | 50.0 | Черный + красная полоса | |
| 6.30 | 6.30 | 2 | 50.0 | Черный + желтая полоса | |
| 9.0 | 6.30 | 2 | 50.0 | Черный + желтая полоса | |
| 12.0 | 6.30 | 2 | 50.0 | Черный + желтая полоса | |
| 6.30 | 20.0 | 3 | 50.0 | Черный + голубая полоса | |
| 9.0 | 20.0 | 3 | 50.0 | Черный + голубая полоса | |
| 12.0 | 20.0 | 3 | 50.0 | Черный + голубая полоса | |
| 16.0 | 20.0 | 3 | 50.0 | Черный + голубая полоса | |
Рукав кислородный ГОСТ 9356-75
| ООО «ЭКО-РТИ-Холдинг», 141307, г. Сергиев Посад, ул. Гефсиманские пруды, д. 4, оф. 25,, +7 (495) 721-26-33,, https://ecorti.ru | ||||
В апреле 2022 г. мы полностью перешли на производство надувных заглушек из синтетической ткани с ПВХ-покрытием, пневматических заглушек универсальных ПЗУ – D и пневматических заглушек проточных ПЗП — D, предназначенных для оперативного и надежного перекрытия трубопроводов при проведении ремонтных работ и монтаже, в том числе и при строительстве больничных комплексов.Заглушки могут эксплуатироваться при температуре окружающего воздуха от минус 30 до плюс 60 ⁰С и имеют улучшенные характеристики по прочности – значительно увеличено рабочее давление в заглушке.Работаем на удаленном доступе!Уважаемые партнеры! С 16 марта 2022 г. в связи с эпидемией коронавируса мы работаем в удаленном доступе из дома.Оплаченные заказы отправляются транспортными компаниями или выдаются на нашем складе в бесконтактном режиме (без контактов людей).Отгрузочные документы отправляются по электронной почте и почтой России. Все новости | ЭКО-РТИ-Холдинг предлагает в Москве рукава для газовой сварки по цене от 50 руб. Доставка по России, качественные товары. Звоните: +7 (49654) 9-25-2550 RUBРукава для газовой сварки ГОСТ 9356-75 (в обиходе — кислородные шланги) применяются для подачи под давлением газов, жидкого топлива, кислорода к приборам для газовой сварки и резки металлов. Рукава ГОСТ 9356 производятся трех классов:
Условное обозначение кислородного рукава: Рукав III-9-2,0-У ГОСТ 9356-75
Рукава для газовой сварки и резки металлов используются при температуре окружающего воздуха от -35 0С до +70 0С в умеренном и тропическом климате и от -55 0С до +70 0С в холодном климате. | Рабочее давление,МПа | Диаметр(внутр),мм | Длина,м |
| I | Ацетилен, пропан, бутан, городской газ | 0,63 | 6,3; 8,0;9,0;10,0; 12,0;16,0 | 40-70, до150; до100 |
| II | Бензин А-72, уайт-спирит, керосин или их смеси | 0,63 | 6,3; 8,0;9,0;10,0; 12,0;16,0 | 40-70, до150; до100 |
| III | Кислород | 2,0 | 6,3; 8,0;9,0;10,0; 12,0;16,0 | 40-70, до150, до100 |
Оптовые цены на рукава 01.12.2020 г.
| Наименование | Ед. изм | Цена,руб/п.м. |
| Рукaв кл. I ацетил. Ф 6,3 мм (6,3 атм) ГОСТ 9356-75(мин.партия 50 м) | м | 50.80 |
| Рукaв кл. I ацетил. Ф 9 мм (6,3 атм) ГОСТ 9356-75 (мин.партия 50 м) | м | 53.20 |
| Рукaв кл. I ацетил. Ф 9 мм (6,3 атм) ХЛ ГОСТ 9356-75(мин.партия 50 м) | м | 65.50 |
| Рукaв кл. I ацетил. Ф 12 мм (6,3 атм) ГОСТ 9356-75 (мин.партия 50 м) | м | 68.30 |
| Рукaв кл. II жидк.топл. Ф 6,3 мм (6,3 атм) ГОСТ 9356-75(мин.партия 50 м) | м | 53.30 |
| Рукaв кл. II жидк.топл. Ф 9 мм (6,3 атм) ГОСТ 9356-75(мин.партия 50 м) | м | 73.70 |
| Рукaв кл. II жидк.топл. Ф 12 мм (6,3 атм) ГОСТ 9356-75(мин.партия 50 м) | м | 88.10 |
| Рукaв кл. III кислор. Ф 6,3 мм (20 атм) ГОСТ 9356-75(мин.партия 50 м) | м | 51.30 |
| Рукaв кл. III кислор. Ф 9 мм (20 атм) ГОСТ 9356-75 (мин.партия 50 м) | м | 58.60 |
| Рукaв кл. III кислор. Ф 9 мм (20 атм) ХЛ ГОСТ 9356-75(мин.партия 50 м) | м | 61.10 |
| Рукaв кл. III кислор. Ф 12 мм (20 атм) ГОСТ 9356-75(мин.партия 50 м) | м | 77.60 |
| Рукaв кл. III кислор. Ф 16 мм (20 атм) ГОСТ 9356-75(мин.партия 50 м) | м | 119.10 |
Цены на продукцию необходимо уточнять у менеджеров компании по тел.,.
НазадÞ
В апреле 2022 г. мы полностью перешли на производство надувных заглушек из синтетической ткани с ПВХ-покрытием, пневматических заглушек универсальных ПЗУ – D и пневматических заглушек проточных ПЗП — D, предназначенных для оперативного и надежного перекрытия трубопроводов при проведении ремонтных работ и монтаже, в том числе и при строительстве больничных комплексов.
Заглушки могут эксплуатироваться при температуре окружающего воздуха от минус 30 до плюс 60 ⁰С и имеют улучшенные характеристики по прочности – значительно увеличено рабочее давление в заглушке.
Конструктивные особенности
Рукав для О2, самый высокостойкий соответствует параметрам ГОСТа 9356-75 и состоит из внешнего и внутреннего покрытия из резины, обеспечивающего целостную конструкцию хлопчатобумажного основания. По параметрам ГОСТа 9356-75 все шланги должны кроме маркировки иметь цветную полоску, для О2 она голубая. Также имеются отличия для применения в климатических условиях, для того чтобы обеспечить их морозоустойчивость при минимальной расчетной температуре наружного воздуха. Кислородные шланги выполнены с особой герметичностью, гарантирующую целостность конструкции даже при давлении среды выше допустимого. При разрыве, конструкции шланга обеспечивает 3-кратный запас защиты, препятствующего движению газа в районе выполнения работ.
Требования для всех классов газосварочных изделий имеют допуски и установленную гибкость. Но есть общие требования — на внешнем покрытии должны отсутствовать трещины, складочки, любые пузыри, которые в последствие становятся причиной разрыва структуры материала. При соблюдении государственных требований, срок службы газовых рукавов по ГОСТам установлен в 1.5 года. После этого, специалисты в Москве советуют заменить его, даже если внешне они имеют приемлемый вид.
Рукава осуществляющие подвод О2 и пропана к горелке изготавливают из вулканизированной резины, защищенной прокладками из бумаги или льна. Для прокачки керосинового или бензинового топлива используется дюритовый 4.0 мм рукав, выполненный из спецрезины, стойкой к этим веществам.
Все шланги подлежат контролю и специальным методам измерений согласно требованиям ГОСТ 8.051.
Виды измерения:
- Морозостойкость, шлаг измеряют после охлаждения при расчетной Т в течение 4 часов, при двойном изгибе на 180 градусов вокруг установки определенного диаметра, при этом на поверхности должны отсутствовать трещины.
- Герметичность с опрессовкой давлением выше расчетного.
- Бензиностойкостьвнутреннего слоя по ГОСТ 9.030 на очищенных от клея и нитей образцах шланга.
- Прочность и разрыв по ГОСТ 6768. после испытания проверяют деформацию образцов.
Все рукава для газовой сварки подлежат контролю и специальным методам измерений согласно требованиям ГОСТ 8.051.
Длина шлангов для газовой резки и сварки — Металлы, оборудование, инструкции
Шланг кислородный для газовой сварки
— является незаменимым элементом в работе с химическими веществами на производстве. Они полностью поддерживают в тонусе весь рабочий процесс. их функция заключается в том, что устройство обеспечивает приборы газовой сварки, а также приборы для резки металлов различными газами.
Как правило, транспортируются только те газы, представляющие собой необходимость при работе данных устройств. К таким видам газов входят: кислород, азот, аргон, углекислый газ, а также пропан бутан и другие. Кроме этого, рукава для газосварки могут подавать сжатый воздух.
Стоит отметить тот факт, что температура воздуха достаточно активно влияет на различные газы, учитывая климатические условия, проводить рабочий процесс нужно по следующим параметрам:
- В районах с тропическим и умеренным климатом для целостной работы температура воздуха должна достигать не менее — 35°С, при максимальной температуре + 70°С.
- Районы, которые характеризуются холодным климатом минимальная температура должна быть — 55°С, а максимальная + 70°С.
Согласно основным стандартам ГОСТ 9356-75, длина всех классов рукавов для газовой сварки должна составлять от 50 — 100 метров. Разница в длине может колебаться, в зависимости от договоренностей между производителем и потребителем.
Кислородные шланги цена которых невысока, изготавливаются длинномерами в бухтах 50-100 погонных метров цельным куском. По просьбе специалисты могут изготовить устройство соответствующей длины. В ходе проведения различных работ рукава для газовой сварки ГОСТ 9356-75 делятся на три основных класса:
Рукав для газовой сварки ГОСТ 9356-75 класс I
Рукава резиновые для газовой сварки и резки металлов ГОСТ 9356-75 класс I применяются для подачи под давлением: ацетилена, городского газа, пропана и бутана. Рабочее давление — 0,63 МПа. На внешнем слое наносится красная полоса по всей длине рукава.
| Внутренний слой | SBR, BR, NBR |
| Внешний слой | SBR |
| Прокладка | Нитяная навивка |
| Температура | -35°C / +70°C |
| Предел прочности | не менее 3Р |
| Диаметр внутренний (мм) | Диаметр внешний (мм) | Давление (МПа) | Длина (м) | Вес (кг/м) |
| 6,3 | 13 | 0.63 | 100 | 0,14 |
| 9 | 18 | 0.63 | 100 | 0,24 |
| 12 | 22 | 0.63 | 100 | 0,36 |
Рукав для газовой сварки ГОСТ 9356-75 класс II
Рукава резиновые для газовой сварки и резки металлов ГОСТ 9356-75 класс I применяются для подачи под давлением жидкие горючие вещества: бензин, керосин, уайт-спирит и их смеси. Рабочее давление — 0,63 МПа. На внешнем слое наносится желтая полоса по всей длине рукава.
| Внутренний слой | SBR, BR, NBR |
| Внешний слой | SBR |
| Прокладка | Нитяная навивка |
| Температура | -35°C / +70°C |
| Предел прочности | не менее 3Р |
| Диаметр внутренний (мм) | Диаметр внешний (мм) | Давление (МПа) | Длина (м) | Вес (кг/м) |
| 6,3 | 13 | 0.63 | 100 | 0,14 |
| 9 | 18 | 0.63 | 100 | 0,24 |
| 12 | 22 | 0.63 | 100 | 0,36 |
Рукав для газовой сварки ГОСТ 9356-75 класс III
Рукава резиновые для газовой сварки и резки металлов ГОСТ 9356-75 класс I применяются для подачи под давлением: кислорода к приборам для газовой сварки и резки металлов. Наиболее часто используемый в промышленности это рукав кислородный 9 мм. Рабочее давление — 2,0 МПа. На внешнем слое наносится синяя полоса по всей длине рукава.
| Внутренний слой | SBR, BR, NBR |
| Внешний слой | SBR |
| Прокладка | Нитяная навивка |
| Температура | -35°C / +70°C |
| Предел прочности | не менее 3Р |
| Диаметр внутренний (мм) | Диаметр внешний (мм) | Давление (МПа) | Длина (м) | Вес (кг/м) |
| 6,3 | 13 | 2.0 | 100 | 0,14 |
| 9 | 18 | 2.0 | 100 | 0,24 |
| 12 | 22 | 2.0 | 100 | 0,36 |
Рукав кислородный 9 мм изготавливается на основе разработанного регламента ГОСТ 9356-75, согласно всем нормам и стандартам качества, кислородный шланг состоит из:
- резинового слоя, который образовывает внутреннюю основу,
- каркаса из х/б волокна.
- внешнего слоя из пропитанных химических волокон.
Так, как рукава для газовой сварки делятся на классы, в них существует соответствующая цветовая гамма, что позволяет быстро отличить один класс от другого:
- рукава для пропана I класса имеют полосу красного цвета;
- рукава для керосина II класса имеют полосу желтого цвета;
- рукав кислородный III класса имеет полосу синего цвета.
По ГОСТ 9356-75 довольно часто добавляется к цветному оснащение независимый черный цвет, который можно встретить во всех видах которые включают в себя шланги кислородные.
Согласно климатическим аспектам, кислородные шланги для отдельных регионов имеют соответствующую морозостойкость до той температуры, которая является допустимым пределом каждого вида. Кроме этого, шланг кислородный 9 мм имеет достаточно высокую герметичность при гидравлическом давлении.
В случае разрыва основных элементов, в составе рукавов имеются трехкратный запас прочности, который не приведет к распространению транспортирующего газа в помещении. Приборы всех классов имеют соответствующую гибкость.
На всей поверхности внешнего слоя полностью отсутствуют трещинки, складки, различные пузыри, которые в дальнейшем могут привести к разрушению всей структуры. При правильном выполнении всех стандартов, срок службы рукава для газовой сварки и резки металлов ГОСТ 9356-75 составляет 1,5 года.
После того, как срок эксплуатации заканчивается, эксперты советуют изменить его на другой. Шланг кислородный, цена за метр которого, не превышает 60 рублей, не та позиция на которой стоит экономить и использовать по истечению срока годности.
С другой стороны, можно обратиться за консультацией к специалистам, которые дадут точную оценку работы данного механизма. В свою очередь, производитель гарантирует высокое качество материала. При выполнении всех норм и стандартов эксплуатации дополнительных проблем возникнуть не должно. В случае, если случаются определенные неполадки, производитель может быстро их удалить или заменить продукцию.
Что такое сварочный рукав и зачем он нужен при газосварочных работах? — Сварка
Для подвода газа от баллона к горелке или резаку используют гибкие сварочные рукава с нитяным каркасом, изготовление которых регламентируется требованиями ГОСТа 9356-76. Такие рукава хорошо переносят перепад температур от -35°С до +70°С. Состоят такие рукава из внутреннего резинового слоя, хлопчатообумажной оплетки и наружного резинового слоя.
Сварочные рукава могут быть следующих типов:
- тип I — для ацетилена и городского газа, рассчитанные на рабочее давление не более 0,63 Мпа;
- тип II — для жидкого топлива (бензина, керосина), рассчитанные на рабочее давление не более 0,63 МПа;
- тип III — для кислорода, рассчитанные на рабочее давление не более 2 Мпа.
Внутренний диаметр рукавов может быть 9, 12 и 16 мм, а облегченных — 6,3 мм. Для того чтобы сварочные рукава можно было различить, применяют систему маркировки.
Для этого по всей длине рукава проставляют тисненую надпись с обозначением типа рукава, его внутреннего диаметра и ГОСТа, регламентирующего качественные показатели. Кроме того, в маркировке рукава может стоять буквенный индекс, обозначающий климатический район, для которого он предназначен.
Так, индекс «ХЛ» означает, что рукав предназначен для работы в районах с холодным климатом, а индекс «Т» — указывает на тропический климат. Цифровой индекс обычно проставляют перед словом ГОСТ.
Наружный слой рукавов имеет цвет в зависимости от вида газа, для которого он предназначен: синий — для кислорода; красный — для ацетилена; желтый — для жидкого топлива. Наружный цвет рукава не обязательно должен иметь расцветку, указывающую на вид газа.
Для этого достаточно выполнить подкраску в местах маркировки. Подкраску наносят в виде цветных колец или полос. На кислородных рукавах с черным наружным слоем, предназначенных для работы во всех климатических районах, цветовую маркировку обычно не наносят.
Классификация классов, параметры и размеры кислородных рукавов
В настоящее время выпускаются 2 класса специзделий, в виде простого рукава или как многофункциональный кабель в комплекте с газовой горелкой. Последние, универсальны по назначению и комплектуются: шлангом со встроенной сварочным пистолетом-горелкой и специальным соединительным разъёмом. Такой комплект подходит для полуавтоматического процесса, требующего подачу проволоки к месту обработки вдоль направляющего канала со сжатой спиралью. Внутренняя поверхность которого, обычно, упрочняется для защиты конструкции специальной трубкой, выполненной из износостойких материалов, например, тефлона.
Кроме традиционного одноканального способа передачи, шланги способны функционировать и по параллельному принципу подачи. В этом случае в одном коаксиальном кабеле размещается одновременно несколько каналов. Допустимая длина сварочных шлангов — от 8.0 до 20.0 м, запрещено использовать при работе шланги короче 9.0 и длиннее 30.0 метров. Определенные допуски по увеличению длины разрешены для крупных стапельных конструкций до 40 м, а свыше 40 м — потребуется специальный допуск на производство работ в присутствии ответственного лица по технике безопасности.
Допустимо удлинять рукава ниппелями из стали или латуни, при этом во избежание срыва и утечек дополнительно закрепляют рукава с ниппелями мягкими видами проволоки. Длина соединяющих участков не может быть меньше 3 м. Запрещено использовать для соединения конструкции гладкоствольных трубок.
Перед подключением шлангов с резаком требуется выполнить их продувку рабочими средами: кислородные, соответственно, О2, а пропановые — пропаном. Запрещено в процессе сварки перетягивать рукава или наступать на их участки и размещать рядом с открытым огнем или высокотемпературным источником. Также они обязаны быть защищёнными от воздействия искр. По завершению процесса, шланги осторожно собирают на бабину и размещают на креплениях или укладывают на специально подготовленное для хранения место.
Условные обозначения и маркировка
На каждом шланге производитель зашифровывает информацию, содержащую технические возможности продукта:
- Назначение и допуски к применению;
- диаметр сечения внутреннего свободного пространства;
- допустимое максимальное давление среды.
Для изделий способных работать в средах с отрицательными Т в маркировке будет присутствовать обозначение «ХЛ».
Пример: III-9-2,0-У ГОСТ 9357-76:
- Шланг 3-го класса, диаметром 9.0 мм;
- давление газа 20 атм (2.0 мПа);
- «У» для средней полосы РФ, с диапазоном Т окружающей среды -36 С : +72 С.
Маркировка обязательно наносится на каждом шланге с определенной периодичностью методом тиснения, цветным обозначением или другим видимым и прочным способом. На обозначении должна присутствовать информация:
- Данные о заводе-изготовителе;
- классификация шланга;
- размер внутреннего диаметра, мм;
- даты выпуска изделия, в формате месяца и года, с указанием двух последних цифр;
- наибольшее допустимое давление среды, МПа;
- действующий стандарт.
На обозначении рукавов для газовой сварки присутствует информация об заводе-изготовителе, дате выпуска
Далее наносится цветовая маркировка, цвет белый на цветных шлангах или просто указываются цветные полоски. Шланги, которые будут примениться в условиях высокой температуры наружного воздуха, например, тропического климата, обозначают по требованиям ГОСТа 15152, а в условиях севера по НТД. На рифлёной поверхности рукавов обозначают маркировку с применением метода тиснения, в том числе для «ХЛ» и «Т».
Все рукава собирают в бухты, с внешним размером по диаметру не менее 0.300 м и связывают в трех местах широкой 40мм лентой из миткаля, гарантирующей сохранность бухты. На каждой устанавливают ярлык с обязательной технической информацией:
- Данные завода-изготовителя;
- длина шланга в бухте, м;
- номера и дата выхода партии;
- буква для изделий из непропитанных нитей;
- ответственный за упаковку и штамп ОТК.
Рукав для сварочных работ
Рукава резинотканевые для газопламенной обработки материалов.
Рукава (шланги) служат для подвода газа в горелку или резак. Они должны обладать достаточной прочностью, выдерживать давление газа, быть гибкими и не стеснять движений сварщика. Газовые рукава для сварочных работ изготовляют из вулканизированной резины с прокладками из ткани.
В зависимости от назначения резиновые рукава для газовой сварки и резки металлов подразделяют на следующие классы (ГОСТ 9356-751):
• I — для подачи ацетилена, городского газа, пропана и бутана под давлением 0,63 МПа (6,3 кгс/см2);
• II — для подачи жидкого топлива: бензина А-72 по ГОСТ 2084-77, уайт-спирта по ГОСТ 3134-78; керосина или их смеси под давлением 0,63 МПа (6,3 кгс/см2);
• III — для подачи кислорода под давлением 1,96 МПа (20 кгс/см2), 3,92 МПа (40 кгс/см2).
• Рукава работоспособны в районах с умеренным и тропическим климатом при температуре окружающего воздуха от -35 до +70 °С и в районах с холодным климатом при температуре от -35 до +70 °С2.
Основные размеры рукавов для газовой сварки и резки металла приведены в таблице
ГОСТ 9356-75 распространяется на резиновые рукава с нитяным каркасом, применяемые для подачи под давлением ацетилена, пропана, природного газа, бутана, гелия, аргона, жидкого топлива и кислорода к приборам для газовой сварки и резки металлов. Стандарт не распространяется на рукава специального назначения.
Для более низких температур необходимо заказывать шланги по отдельным ТУ, согласно которым шланги изготовляют из морозостойкой резины, неокрашенные. Например, резина марки 14К-10 по МРТУ 38-5-11-66-64 может выдерживать температуру до-65 °С.
Длина рукавов должна быть согласована между изготовителем и потребителем. Предельное отклонение по длине должно быть не более ±1%.
Отклонение от круглости (овальности) рукавов не должно быть боле. предельных отклонений наружных диаметров, указанных в таблице.
Разнотолщинность стенок рукавов не должна быть более 0,5 мм.
Примеры условного обозначения:
• рукава класса I с внутренним диаметром 16 мм на рабочее давление 0,63 МПа, работоспособного в районах с умеренным климатом:
Рукав I- 16-0,63-ГОСТ 9356-75;
• то же, для рукава, работоспособного в районах с тропическим климатом (Т):
Рукав 1-16-0,63-Т ГОСТ 9356-75;
• то же, для рукава, работоспособного в районах с холодным климатом (ХЛ):
Рукав I -16-0,63-ХЛ ГОСТ 9356-75.
Для малых горелок применяют кислородные и ацетиленовые рукава с внутренним диаметром 6,3 мм, для горелок и резаков нормальной и повышенной мощности — рукава с внутренним диаметром 9, 12 и 16 мм.
Технические требования. Рукава для газовой сварки и резки металлов должны изготовляться в соответствии с требованиями ГОСТ 9356-75 по технологическому регламенту, утвержденному в установленном порядке.
Рукава должны состоять из внутреннего резинового слоя, нитяного каркаса из хлопчатобумажного волокна или на основе непропитанных и пропитанных химических волокон и наружного резинового слоя.
В зависимости от назначения наружный слой рукава должен быть следующего цвета:
• красный — рукава класса I для ацетилена, пропана и др.;
• желтый — рукава класса II для жидкого топлива;
• синий — рукава класса III для кислорода.
Допускается наружный слой черного цвета для рукавов всех классов, работоспособных в районах с тропическим, умеренным и холодным климатом. а также обозначение класса рукава двумя резиновыми цветными полосами на наружном слое для всех климатических районов или группами из двух примыкающих друг к другу рифов или рисок.
Высота рифов или глубина рисок — от 0,2 до 0,3 мм, ширина — от 0,4 до 0,5 мм. Расстояние между группами рифов или рисок — от 3 до 4 мм. Рукава класса I обозначаются одиночной группой рифов или рисок, рукава класса II — двумя группами рифов или рисок, рукава класса III — тремя группами рифов или рисок.
Для рукава класса III для подачи кислорода под давлением 3,92 МПа с наружным слоем черного цвета обозначение класса рукавов в виде цветных полос или рифов не наносится.
Рукава, работоспособные в районах с умеренным и тропическим климатом. должны быть морозостойкими при температуре не ниже минус 35 °С.
Рукава, работоспособные в районах с холодным климатом, должны быть морозостойкими при температуре не ниже минус 55 °С.
Рукава всех классов должны быть герметичными при гидравлическом давлении, равном 2р+^цо %, где р — значение рабочего давления в МПа (кгс/см2).
Рукава должны иметь не менее чем трехкратный запас прочности при разрыве гидравлическим давлением.
Рукава II класса должны быть бензостойкими.
Концы рукавов должны выдерживать без разрыва растяжение в радиальном направлении при надевании на соответствующий ниппель редуктора, резака или горелки.
Рукава должны быть гибкими.
Поверхность внутреннего резинового слоя должна быть без складок, пористости, пузырей и трещин.
Поверхность наружного резинового слоя должна быть гладкой или рифленой без пузырей, отслоений и оголенных участков силового каркаса.
Средний срок службы рукавов устанавливается один год шесть месяцев.
Маркировка рукавов. На каждом рукаве по всей длине или с интервалами, равными заказанной длине рукава, методом тиснения, цветной краской или другим способом должна быть нанесена маркировка с указанием:
• наименования или товарного знака предприятия-изготовителя;
• класса рукава;
• внутреннего диаметра, мм;
• даты изготовления: месяц и год (две последние цифры);
• рабочего давления, МПа;
• обозначения ГОСТ 9356-75.
Цвет краски для маркировки должен быть белым на рукавах с цветным наружным слоем или цветными полосами.
На рукавах с черным наружным слоем цвет маркировки должен соответствовать классу рукава.
Допускается на рукавах с рифленой поверхностью наносить маркировку методом тиснения, включая буквы «ХЛ» и «Т».
Рукава свертывают в бухты диаметром не менее 300 мм и связывают в трех местах тканевой ленточкой шириной 30-40 мм из миткаля (ГОСТ 1104-691) или другими перевязочными материалами, обеспечивающими сохранность упаковки. Применение перевязочных материалов из хлопчатобумажного волокна допускалось до 01.01.87 г.
К каждой бухте прикрепляют ярлык с указанием:
• наименования предприятия-изготовителя;
• общей длины рукава, м;
• номера партии;
• подписи упаковщика.
На одном конце каждого рукава или на ярлыке должен быть штамп технического контроля, а также буква «Н» для рукавов, изготовленных с применением непропитанных нитей на основе химических волокон.
‘ ГОСТ 1104-69. Ткань хлопчатобумажная доместик. Технические условия.
Рукава транспортируют в крытых транспортных средствах всех видов в соответствии с правилами перевозок грузов, действующими на транспорте данного вида.
Хранение рукавов. Рукава должны храниться в помещении при температуре от -20 до +25 °С. Рукава должны храниться в бухтах высотой не более 1,5 м или в расправленном виде и размещаться на расстоянии не менее 1 м от теплоизлучающих приборов.
Перед монтажом рукава, хранившиеся при отрицательной температуре, должны быть выдержаны при комнатной температуре не менее 24 ч.
Рукава должны быть защищены от воздействия прямых солнечных и тепловых лучей, от попадания на них масла, бензина, керосина или действия их паров, а также от кислот, щелочей и других веществ, разрушающих резину и нитяной каркас.
Не допускается хранение рукавов вблизи работающего радиоэлектронного и другого оборудования, способного выделять озон, а также искусственных источников света, выделяющих ультрафиолетовые лучи.
Гарантийный срок хранения рукавов устанавливается два года с момента изготовления.
Гарантийный срок эксплуатации рукавов в пределах гарантийного срока хранения рукавов — один год.
Эксплуатация рукавов. Наружный слой рукавов, применяемых для подачи ацетилена, пропана и бутана, должен быть красного цвета, кислорода — синего. Допускается наружный слой рукава черного цвета обозначать двумя резиновыми цветными полосами. Ширина цветных полос и расстояние между ними наносятся на рукава в произвольной форме, но единообразно для всех шлангов, имеющихся на предприятии. Нанесение на рукава цветных полос производится на их концах длиной не менее 1 м.’
Длина каждого рукава, как правило, должна быть 8-20 м, так как при длине более 20 м сильно возрастают потери давления в шлангах. При работе на жидком горючем длина рукава не должна превышать 10 м. Разрешается применять рукава длиной не более 30 м в цеховых условиях и 40 м — на монтаже.
Рукав должен состоять не более чем из трех отдельных кусков, соединенных между собой специальными двусторонними ниппелями. Концы рукавов должны надежно закрепляться на присоединительных ниппелях аппаратуры (горелок, резаков, редукторов) специальными хомутами.2 Применять гладкие
‘ На рукава для подачи кислорода под давлением 4 МПа (40 кгс/см2) с наружным слоем черного цвета цветные полосы не наносятся.
2 Не следует применять ниппели для соединения шлангов, по которым проходит керосин или бензин, так как при отсутствии герметичности в месте соединения вытекающий керосин (или бензин) может загореться. Допускается вместо хомутов закреплять рукава мягкой отожженной (вязальной) проволокой не менее чем в двух местах по длине ниппеля. На ниппели водяных затворов шланги должны плотно надеваться, но не закрепляться.
ниппели или отрезки гладких труб запрещается. Ниппели для кислородных и ацетиленовых рукавов изготовляют из латуни или стали соответственно. Запрещается соединять концы ацетиленовых рукавов медными ниппелями. Минимальная длина отрезка стыкуемых рукавов для пропан-бутана должна быть не менее 10 м, рукавов для остальных газов — не менее 3 м.
Запрещается применять рукава для кислорода вместо рукавов для горючих газов или жидкостей и наоборот. Необходимо постоянно контролировать, чтобы рукава для горючих газов повторно не использовались для подачи кислорода. Запрещается продувать рукав для горючих газов кислородом и кислородный рукав — горючим газом, а также взаимозаменять рукава при работе.
Применение резинотканевых рукавов, имеющих трещины, надрезы, вздутия и потертости, не допускается. На наружной поверхности рукавов не должно быть отслоений, пузырей, оголенных участков оплетки, вмятин и других дефектов, влияющих на их эксплуатационные качества.
Места присоединения рукавов должны тщательно проверяться на плотность перед началом и во время работы. На ниппелях водяных затворов рукава должны плотно надеваться, но не закрепляться.
Перегибать и натягивать рукава во время работы запрещается. Рукава должны быть защищены от всевозможных повреждений, огня и т. п.; пересечение рукавов со стальными канатами (тросами), кабелями и электросварочными проводами запрещается.
Применять дефектные рукава, а также заматывать их изоляционной лентой или другим подобным материалом запрещается. Поврежденные участки должны быть вырезаны.
Рукава следует хранить на специальных вешалках в отведенных для этих целей местах. Во время работы рукава нельзя класть на плечи, колени или между ног. При укладке рукавов не допускается их сплющивание, скручивание, соприкосновение с электрическими проводами и перегибание. Рукава следует предохранять от загрязнения маслами или жирами, от искр и воздействия высоких температур.
При использовании ручной аппаратуры запрещается присоединение к одному рукаву вилок, тройников и т. д. для питания нескольких горелок (резаков). В местах проходов и проездов рукава должны быть уложены в защитные короба (уголок, швеллер), чтобы избежать возможных повреждений.
Рукава, находящиеся в эксплуатации, должны периодически, не реже одного раза в месяц, подвергаться освидетельствованию наружным осмотром и испытанию на герметичность. Периодичность проверки и испытания рукавов, порядок их проведения и фиксирования результатов устанавливаются в инструкции, действующей на предприятии.
Рукава должны подвергаться гидравлическому испытанию на прочность 1 раз в 3 мес. Давлением равным 1,25 Р, где Р — рабочее давление, МПа (кгс/см2). Рукава выдерживают это давление не менее 10 мин. При наличии замасленных вод допускается заменять гидравлическое испытание пневматическим (воздухом или азотом, очищенным от масла и механических примесей) методом погружения в ванну с водой. На рукаве не должно быть разрывов, просачивания воды в виде росы и местных вздутий или выделения пузырьков воздуха (азота).
Результаты испытания должны заноситься в журнал.
При обнаружении дефекта рукава в период испытания дефектные места следует вырезать, а отдельные куски соединить двусторонними ниппелями.
Отремонтированный рукав должен быть подвергнут повторному испытанию на герметичность.
Для удаления со стенок рукавов сажевого налета рукава после испытания на герметичность следует продувать сухим азотом под давлением 5-6 кгс/см2. Время продувки в зависимости от засаживания рукава 5-10 мин.
Новые рукава перед применением необходимо продуть: для горючих газов — инертным газом, для кислорода — кислородом, азотом или воздухом, не содержащим следов масел.
Транспортировка и хранение
Транспортировку упакованных в бухту продукции выполняют любыми крытыми машинами с соблюдением требований перевозок грузов, распространяющихся на автомобильный и железнодорожный транспорт. Если будет особое соглашение между заводом и покупателем груза, его могут упаковать в мягкой таре либо выполнить транспортировку в пакетах .
Для перевозки рукавов применяется транспортное обозначение с указанием дополнительных данных по классу шланговых изделий, длины упаковки и действующего стандарта.
Шланги хранят в помещениях с температурой внешней среды от – 20.0 С до +25.0 С. Они размещаются в бухтах с предельной высотой до 1.5 м или в разложенном виде. Шланги не должны подвергаться воздействию прямых солнечных лучей или открытого огня. Их надо защищать от масла или бензиновых растворителей, а также химических агрессивных растворов в виде кислот и щелочей, разрушительно действующих резину и защитный каркас.
Запрещено хранить изделия рядом с функционирующим радиоэлектронным или другим оборудованием, способным вырабатывать озон, и также источников освещения, с выделением ультрафиолетовых лучей.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РУКАВА РЕЗИНОВЫЕ ДЛЯ ГАЗОВОЙ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 9356-75
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО УПРАВЛЕНИЮ КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
| РУКАВА РЕЗИНОВЫЕ ДЛЯ ГАЗОВОЙ СВАРКИ И РЕЗКИ МЕТАЛЛОВ Технические условия Rubber hoses for gas welding and metal cutting. Specifications | ГОСТ 9356-75 |
Срок действия с 01.01.77
до 01.01.94
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на резиновые рукава с нитяным каркасом, применяемые для подачи под давлением ацетилена, городского газа, пропана, бутана, жидкого топлива и кислорода к приборам для газовой сварки и резки металлов.
Рукава работоспособны в районах с умеренным и тропическим климатом при температуре окружающего воздуха от минус 35 до плюс 70 °С и в районах с холодным климатом при температуре от минус 55 до плюс 70 °С.
Стандарт не распространяется на рукава специального назначения.
(Измененная редакция, Изм. № 4).
1.1. В зависимости от назначения резиновые рукава для газовой сварки и резки металлов подразделяют на следующие классы:
I — для подачи ацетилена, городского газа, пропана и бутана под давлением Р 6,3 кгс/см2 (0,63 МПа);
II — для подачи жидкого топлива: бензина А-72 по ГОСТ 2084-77, уайт-спирита по ГОСТ 3134-78; керосина или их смеси под давлением Р 6,3 кгс/см2 (0,63 МПа);
III — для подачи кислорода под давлением Р 20 кгс/см2 (2 МПа), 40 кгс/см2 (4 МПа).
(Измененная редакция, Изм. № 2).
1.2. Основные размеры н минимальный радиус изгиба рукавов должны соответствовать указанным в таблице.
Размеры, мм
| Рабочее давление, МПа (кгс/см2) | Внутренний диаметр | Наружный диаметр | Масса 1 м, г (справочная) | Минимальный радиус изгиба | ||
| Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| 0,63 (6,3) | 6,3 | +0,20 -0,80 | 13,0 | ±0,5 | 140 | 60 |
| 2,00 (20,0) | 8,0 | ± 0,50 | 16,0 | ± 1,0 | 190 | 80 |
| 9,0 | ± 0,50 | 18,0 | ± 1,0 | 240 | 90 | |
| 10,0 | ± 0,50 | 19,0 | ± 1,0 | 260 | 100 | |
| 12,0 | ± 0,65 | 22,0 | ± 1,0 | 360 | 120 | |
| 12,5 | ± 0,65 | 22,5 | ± 1,0 | 370 | 120 | |
| 16,0 | ± 0,65 | 26,0 | ± 1,0 | 430 | 160 | |
| 4,00 (40,0) | 6,3 | + 0,20 — 0,80 | 16,0 | ± 1,0 | 260 | 60 |
| 8,0 | ± 0,50 | 19,5 | ± 1,0 | 420 | 80 | |
Примечание. Допускается до 01.01.91 изготовлять рукава внутренним диаметром (12,0 ± 1,0); (12,5 ± 1,0); (16,0 ± 1,0) мм.
(Измененная редакция, Изм. № 4).
1.3. Длина рукавов должна быть согласована между изготовителем и потребителем.
Предельное отклонение по длине должно быть ± 1 %.
1.4. Отклонение от круглости (овальности) рукавов не должно быть более предельных отклонений наружных диаметров, указанных в табл. .
1.5. Разнотолщинность стенок рукавов не должна быть более 0,5 мм.
Пример условного обозначения рукава класса I с внутренним диаметром 16 мм на рабочее давление 0,63 МПа, работоспособного в районах с умеренным климатом:
Рукав I-16-0,63 ГОСТ 9356-75
То же, для рукава, работоспособного в районах с тропическим климатом (Т):
Рукав I-16-0,63-Т ГОСТ 9356-75
То же, для рукава, работоспособного в районах с холодным климатом (ХЛ):
Рукав I-16-0,63-ХЛ ГОСТ 9356-75
1.3-1.5. (Измененная редакция, Изм. № 4).
2.1 Рукава для газовой сварки и резки металлов должны изготовляться в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.2. Рукава должны состоять из внутреннего резинового слоя, нитяного каркаса из хлопчатобумажного волокна или на основе непропитанных и пропитанных химических волокон и наружного резинового слоя.
В зависимости от назначения наружный слой рукава должен быть следующего цвета:
красный — рукава класса I для ацетилена, городского газа, пропана и бутана;
желтый — рукава класса II для жидкого топлива;
синий — рукава класса III для кислорода.
Допускается наружный слой черного цвета для рукавов всех классов, работоспособных в районах с тропическим, умеренным и холодным климатом, а также обозначение класса рукава двумя резиновыми цветными полосами на наружном слое для всех климатических районов или группами из двух примыкающих друг к другу рифов или рисок (канавок).
Высота рифов или глубина рисок — от 0,2 до 0,3 мм, ширина рифов или рисок — от 0,4 до 0,5 мм. Расстояние между группами рифов или рисок — от 3 до 4 мм. Рукава класса I обозначаются одиночной группой рифов или рисок, рукава класса II — двумя группами рифов или рисок, рукава класса III — тремя группами рифов или рисок.
На рукава класса III для подачи кислорода под давлением 4 МПа (40 кгс/см2) с наружным слоем черного цвета обозначение класса рукавов в виде цветных полос или рифов и рисок не наносится.
(Измененная редакция, Изм. № 1, 2, 3, 4).
2.3. Рукава, работоспособные в районах с тропическим климатом, должны соответствовать группе I по ГОСТ 15152-69 категориям размещении 1, 2, 3, 4, 5 по ГОСТ 15150-69.
2.4. Рукава, работоспособные в районах с умеренным и тропическим климатом, должны быть морозостойкими при температуре не ниже минус 35 °С.
2.5. Рукава, работоспособные в районах с холодным климатом, должны быть морозостойкими при температуре не ниже минус 55 °С.
2.2-2.5. (Измененная редакция, Изм. № 4).
2.6. Рукава всех классов должны быть герметичными при гидравлическом давлении, равном %, где Р — значение рабочего давления в МПа (кгс/см2).
(Измененная редакция, Изм. № 2, 4).
2.7. Рукава должны иметь не менее чем трехкратный запас прочности при разрыве гидравлическим давлением.
2.8. Рукава II класса должны быть бензостойкими. Изменение массы резины внутреннего слоя рукавов после воздействия объемной смеси 70 % изооктана (ГОСТ 12433-83) и 30 % толуола (ГОСТ 5789-78, ГОСТ 14710-78) в течение (24 ± 1) ч при температуре (23 ± 2) °С не должны быть более 40 %.
(Измененная редакция, Изм. № 1).
2.9. Прочность связи между элементами рукава должна быть не менее 2,0 кН/м (2,0 кгс/см). Допускается прочность связи между элементами рукава из непропитанных нитей на основе химических волокон не менее 1,5 кН/м (1,5 кгс/см).
Рукава из непропитанных нитей на основе химических волокон обозначают буквой Н.
(Измененная редакция, Изм. № 1).
2.10. Концы рукавов должны выдерживать без разрыва растяжение в радиальном направлении при надевании на соответствующий ниппель. Концы рукавов с внутренним диаметром 8 и 10 мм должны выдерживать без разрыва растяжение до 30 % от фактического внутреннего диаметра рукава.
(Измененная редакция, Изм. № 1, 4).
2.11. Рукава должны быть гибкими. Изменение наружного диаметра рукава при минимальном радиусе изгиба не должно быть более 10 % фактического размера наружного диаметра рукава.
2.12. Нити, применяемые для изготовления рукавов, должны соответствовать требованиям технической документации, утвержденной в установленном порядке.
2.13. Физико-механические показатели резины, применяемой для изготовления рукавов, приведены в приложении.
(Измененная редакция, Изм. № 4).
2.14. Поверхность внутреннего резинового слоя должна быть без складок, пористости, пузырей и трещин.
2.15. Поверхность наружного резинового слоя должна быть гладкой или рифленой без пузырей, отслоений и оголенных участков силового каркаса.
Допускаются отпечатки рисунка нитей каркаса.
(Измененная редакция, Изм. № 4).
2.15а. Для уточнения показателей внешнего вида, указанных в пп. 2.14 и 2.15, допускается применять контрольные образцы, утвержденные в установленном порядке.
(Введен дополнительно, Изм. № 4).
2.16. Средний срок службы рукавов устанавливается одни год шесть месяцев.
(Измененная редакция, Изм. № 4).
3.1. Рукава принимают партиями. Партией считают рукава одного класса и размера в количестве не более 2000 м, сопровождаемые одним документом о качестве.
Документ о качестве должен содержать:
товарный знак или товарный знак и наименование предприятия-изготовителя;
наименование рукавов, класс, внутренний диаметр, рабочее давление и общую длину;
номер партии;
месяц и год изготовления;
обозначение настоящего стандарта;
штамп отдела технического контроля.
(Измененная редакция, Изм. № 1, 4).
3.2. Для проверки соответствия качества партии рукавов требованиям настоящего стандарта их подвергают приемо-сдаточным испытаниям по следующим показателям: конструкции, цвету, размерам и внешнему виду — 100 % рукавов, герметичности при гидравлическом давлении, прочности при разрыве гидравлическим давлением, бензостойкости внутреннего слоя рукавов класса II после воздействия контрольной смеси, прочности связи между элементами рукава, состоянию внутренней поверхности — на трех рукавах от партии.
3.3. Испытание рукавов на морозостойкость, изменение наружного диаметра при минимальном радиусе изгиба и растяжение концов в радиальном направлении изготовитель проводит периодически не реже одного раза в 3 месяца на двух рукавах от партии, прошедшей испытания по п. 3.2.
3.2, 3.3. (Измененная редакция, Изм. № 2).
3.4. (Исключен, Изм. № 4).
3.5. При получении неудовлетворительных результатов приемосдаточных испытаний хотя бы по одному из показателей, кроме испытаний на герметичность, по нему проводят повторные испытания на удвоенной выборке образцов, взятых от той же партии.
При получении неудовлетворительных результатов периодических испытаний изготовитель проверяет каждую партию или закладку до выяснения и устранения причин несоответствия их требованиям настоящего стандарта до получения положительных результатов испытаний на трех партиях или закладках подряд.
При неудовлетворительных результатах испытаний на герметичность подвергают проверке каждый рукав партии.
(Измененная редакция, Изм. № 2, 4).
4.1. Контроль размеров до 500 мм осуществляют средствами измерений с погрешностью измерений в соответствии с требованиями ГОСТ 8.051-81.
(Измененная редакция, Изм. № 4).
4.1.1. Для измерения внутреннего диаметра рукава применяют калибры или штангенциркуль ШЦ-1, ШЦ-11 с ценой деления не более 0,1 мм по ГОСТ № 166-80.
Измерения проводят при положении рукава, удобном для проведения измерений.
Измерения проводят в торце рукава не менее, чем в трех направлениях. Для рукавов бездорновой конструкции — в четырех направлениях, с предварительно нанесенными метками.
Не допускается деформировать рукава при переходе от одного направления к другому.
Губки штангенциркуля доводят до касания со стенками рукава.
Для контроля контактного усилия необходимо уменьшить расстояние между губками на 0,2 мм. При этом штангенциркуль должен свободно под действием собственного веса проходить в отверстие.
При увеличении размера на 0,2 мм штангенциркуль должен зависать на рукаве при вертикальном расположении оси рукава. При проведении измерений штангенциркуль погружают в контролируемый рукав на всю длину. За результат измерений принимают среднее арифметическое значение показаний.
4.1.2. Наружный диаметр рукавов измеряют штангенциркулем по ГОСТ 166-80 в двух взаимно перпендикулярных направлениях. За результат измерения принимают среднее арифметическое значение двух измерений.
4.1.3. Длину рукавов измеряют рулеткой по ГОСТ 7502-89 с верхним пределом измерения 10 м, 3-го класса точности, ценой деления 1 мм, линейкой по ГОСТ 427-75 или счетчиком метража с погрешностью ± 1 %.
4.1.4. Разнотолщинность стенок рукавов определяют косвенным методом штангенциркулем по ГОСТ 166-80, ШЦ-1, 11 с отсчетом по нониусу 0,05 мм или стенкомером по ГОСТ 11353-89, измеряя толщину стенок в шести равномерно распределенных по торцу рукава точках. За результат измерения принимают разность между максимальным и минимальным значением толщины.
4.1.5. Отклонение от круглости (овальность) определяют штангенциркулем по ГОСТ 166-80, измеряя наружный диаметр рукава по торцу в двух взаимно перпендикулярных направлениях.
За результат измерения принимают значение половины разности диаметров, которое должно быть не более 0,5 допуска на указанный наружный диаметр.
4.1.1-4.1.5. (Введены дополнительно, Изм. № 4).
4.2. Внешний вид, цвет и маркировку при помощи рифов и рисок проверяют осмотром или сравнением с контрольным образцом.
(Измененная редакция, Изм. № 2).
4.3. Для определения морозостойкости от двух отобранных рукавов отрезают по одному образцу длиной не менее 300 мм и помещают его в холодильную камеру при температуре, указанной в пп. 2.4 или 2.5, на 4 ч. По истечении 4 ч образец, не вынимая его из холодильной камеры, изгибают на 180° два раза в противоположном направлении вокруг оправки диаметром R, где R — минимальный радиус изгиба.
После замораживания и изгиба на внутренней и наружной поверхностях образца не должно быть трещин. Для осмотра внутренней поверхности образец разрезают вдоль оси.
4.4. Для испытания рукавов на герметичность гидравлическим давлением от трех из отобранных рукавов отрезают но одному образцу длиной не менее 2 м. Один конец образца присоединяют к источнику давления и медленно наполняют рукав водой (или другой испытательной жидкостью) до полного удаления из него воздуха.
После этого второй конец рукава заглушают, постепенно повышают давление до испытательного, равного %, и выдерживают рукав при этом давлении не менее 10 мин.
На рукаве не должно быть разрывов, просачивания воды в виде росы и местных вздутий.
Испытания проводят на стенде, аттестованном по ГОСТ 24555-81.
Давление контролируют манометром по ГОСТ 2405-88: для рабочего давления 0,63 МПа диапазон измерения от 0 до 4, класс точности 1,5, для рабочего давления 2,0 и 4,0 МПа диапазон измерения от 0 до 16 МПа, класс точности 1,5.
Время контролируют секундомером по ГОСТ 5072-79 3-го класса точности или сигнальными часами.
4.5. Для определения прочности рукавов при разрыве гидравлическим давлением от каждого из отобранных рукавов отрезают по одному образцу длиной не менее 2 м и испытывают по методу, указанному в п. 4.4, плавно повышают давление до значения 3Р.
Для определения прочности рукавов при разрыве гидравлическим давлением допускается использовать образцы, прошедшие испытания на герметичность по п. 4.4.
Испытания проводят на стенде, аттестованном по ГОСТ 24555-81.
Давление контролируют манометром по ГОСТ 2405-88: для рабочего давления 0,63 МПа диапазон измерения от 0 до 4, класс точности 1,5, для рабочего давления 2,0 и 4,0 МПа диапазон измерения от 0 до 16 МПа, класс точности 1,5.
Время контролируют секундомером по ГОСТ 5072-79 3-го класса точности или сигнальными часами.
4.4, 4.5. (Измененная редакция, Изм. № 2, 4).
4.6. Бензостойкость внутреннего слоя резины определяют по ГОСТ 9.030-74 на образцах резины (по одному от каждого рукава), изготовленных из отслоенного от рукава внутреннего слоя, тщательно очищенного от клея и нитей.
4.7. Прочность связи между элементами рукава испытывают по ГОСТ 6768-75. Для испытания вырезают из каждого отобранного рукава в продольном направлении один образец на расстоянии не менее 100 мм от конца. Для рукавов внутренним диаметром свыше 10 мм ширина образца должна быть (15,0 ± 0,5 мм). Допускается заготовлять образец шириной (25,0 ± 0,5) мм и симметрично надрезать наружный слой в продольном направлении (черт. 1), соблюдая указанную ширину.
Ширину образца измеряют линейкой по ГОСТ 427-75.
Прочность связи между элементами рукава для рукавов внутренним диаметром до 10 мм не определяют, а обеспечивается технологией изготовления.
Черт. 1
(Измененная редакция, Изм. № 1, 4).
4.8. Растяжение концов рукавов в радиальном направлении определяют, надевая рукав на коническую оправку с максимальным диаметром, равным наружному диаметру соответствующего ниппеля, или 130 % внутреннего диаметра испытуемого рукава. Отсутствие разрыва проверяют осмотром рукава.
4.9. Для проверки изменения наружного диаметра рукава при минимальном радиусе изгиба от каждого из отобранных рукавов отрезают не менее одного образца длиной 0,7 м и определяют наружный диаметр, изгибая образец рукава на приспособлении, схема которого приведена на черт. 2.
Черт. 2
Изменение наружного диаметра (X) рукава при изгибе в процентах вычисляют по формуле
,
где D — наружный диаметр рукава до изгиба, мм;
О — длина наименьшей оси эллипса рукава при изгибе, мм.
Длину наименьшей оси эллипса измеряют штангенциркулем по ГОСТ 166-80.
(Измененная редакция, Изм. № 1, 4).
4.10. Состояние внутренней поверхности проверяют осмотром образцов длиной 300 мм, разрезанных вдоль оси, по одному от каждого рукава.
5.1. На каждом рукаве по всей длине или с интервалами, равными заказанной длине рукава, методом тиснения, цветной краской или другим способом должна быть нанесена маркировка с указанием:
а) наименования или товарного знака предприятия-изготовителя;
б) класса рукава;
в) внутреннего диаметра, мм;
г) даты изготовления: месяц и год (две последние цифры);
д) рабочего давления, МПа;
е) обозначении настоящего стандарта;
ж) изображения государственного Знака качества для рукавов высшей категории качества.
Для рукавов диаметром 6,3 мм допускается наносить изображение государственного Знака качества на ярлыке.
Цвет краски для маркировки должен быть белым на рукавах с цветным наружным слоем или цветными полосами.
На рукавах с черным наружным слоем цвет маркировки должен соответствовать классу рукава.
(Измененная редакция, Изм. № 2, 4).
5.2. Рукава, предназначенные для эксплуатации в условиях тропического климата, должны маркировать в соответствии с ГОСТ 15152-69, разд. 8.
Рукава, предназначенные для эксплуатации в условиях холодного климата, должны маркировать в соответствии с нормативно-технической документацией, утвержденной в установленном порядке.
Допускается на рукавах с рифленой поверхностью наносить маркировку методом тиснения, включая буквы «ХЛ» и «Т».
5.3. Рукава свертывают в бухты диаметром не менее 300 мм и связывают в трех местах тканевой ленточкой шириной 30-40 мм из миткаля (ГОСТ 1104-69) или другими перевязочными материалами, обеспечивающими сохранность упаковки. Применение перевязочных материалов из хлопчатобумажного волокна допускалось до 01.01.87.
К каждой бухте прикрепляют ярлык с указанием:
а) товарного знака или товарного знака и наименования предприятия-изготовителя;
б) общей длины рукава, м;
в) номера партии;
г) подписи упаковщика.
На одном конце каждого рукава или на ярлыке должен быть штамп технического контроля, а также буква Н для рукавов, изготовленных с применением непропитанных нитей на основе химических волокон.
(Измененная редакция, Изм. № 1, 2, 3, 4).
5.4. (Исключен, Изм. № 2).
5.5. Рукава транспортируют в крытых транспортных средствах транспортом всех видов в соответствии с правилами перевозок грузов, действующими на транспорте данного вида.
(Измененная редакция, Изм. № 4).
5.6. По согласованию между изготовителем и потребителем бухты упаковывают в мягкую тару.
(Измененная редакция, Изм. № 3).
5.6а. Транспортирование рукавов пакетами — по Правилам перевозки грузов.
(Введен дополнительно, Изм. № 4).
5.7. Транспортная маркировка — по ГОСТ 14192-77 с нанесением следующих дополнительных обозначений: класса рукавов, диаметра, общей длины, обозначения настоящего стандарта.
(Измененная редакция, Изм. № 3).
5.8. Рукава должны храниться в помещении при температуре от минус 20 до плюс 25 °С. Рукава должны храниться в бухтах высотой не более 1,5 м или в расправленном виде и размещаться на расстоянии не менее 1 м от теплоизлучающих приборов.
Перед монтажом рукава, хранившиеся при отрицательной температуре, должны быть выдержаны при комнатной температуре в течение не менее 24 ч.
Рукава должны быть защищены от воздействия прямых солнечных и тепловых лучей, от попадания на них масла, бензина, керосина иди действия их паров, а также от кислот, щелочей и других веществ, разрушающих резину и нитяной каркас.
Не допускается хранение рукавов вблизи работающего радиоэлектронного и другого оборудования, способного выделять озон, а также искусственных источников света, выделяющих ультрафиолетовые лучи.
(Измененная редакция, Изм. № 2).
6.1. Изготовитель гарантирует соответствие рукавов требованиям настоящего стандарта при соблюдении потребителем условий эксплуатации, хранения и транспортирования.
6.2. Гарантийный срок хранения рукавов устанавливается два года с момента изготовления.
Гарантийный срок эксплуатации рукавов в пределах гарантийного срока хранения рукавов — одни год.
Приложение исключено, Изм. № 1.
Справочное
| Наименование показателей | Норма для резины | Метод испытания | |||||
| внутреннего слоя | наружного слоя | ||||||
| умеренный климат | тропический климат | холодный климат | уверенный климат | тропический климат | холодный климат | ||
| 1. Условная прочность при растяжении, МПа (кгс/см2), не менее | 5 (50) | 9 (90) | 7 (70) | 5 (50) | 9 (90) | 9 (90) | ГОСТ 270-75 Образец типа I или II толщиной (2,0 ± 0,2) мм |
| 2. Относительное удлинение при разрыве, %, не менее | 200 | 200 | 200 | 300 | 250 | 250 | ГОСТ 270-75 Образец типа I или II толщиной (2,0 ± 0,2) мм |
| 3. Изменение относительного удлинения при разрыве при старении в воздухе при температуре (100 ± 1) °С в течение (24,0 ± 0,5) ч, %, не более | 40 | 30 | 30 | 40 | 30 | 30 | ГОСТ 9.024-74 |
| 4. Твердость в единицах по Шору А, в пределах | 55-85* | 55-75 | 55-75 | 45-75* | 55-75 | 55-75 | ГОСТ 263-75 |
__________
* Норма твердости конкретной марки резины должна быть в пределах 20 условных единиц. Норма по п. 3 обязательна до 01.01.90 только для набора данных.
(Введено дополнительно, Изм. № 4).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством нефтеперерабатывающей и нефтехимической промышленности СССР
РАЗРАБОТЧИКИ
А.Ф. Семенов, И.И. Леонов, А.Т. Сухарев, В.А. Злобина, Г.П. Абакумова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 29.07.75 № 1979
3. Стандарт соответствует международному стандарту ИСО 3821-77
4. ВЗАМЕН ГОСТ 9356-60
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
| ГОСТ 8.051-81 | 4.1 |
| ГОСТ 9.024-74 | Приложение |
| ГОСТ 9.030-74 | 4.6 |
| ГОСТ 166-80 | 4.1.1, 4.1.2, 4.1.4, 4.1.5, 4.9 |
| ГОСТ 263-75 | Приложение |
| ГОСТ 270-75 | Приложение |
| ГОСТ 427-75 | 4.1.3, 4.7 |
| ГОСТ 1104-69 | 5.3 |
| ГОСТ 2084-77 | 1.1 |
| ГОСТ 2405-88 | 4.4, 4.5 |
| ГОСТ 3134-78 | 1.1 |
| ГОСТ 5072-79 | 4.4, 4.5 |
| ГОСТ 5789-78 | 2.8 |
| ГОСТ 6768-75 | 4.7 |
| ГОСТ 7502-89 | 4.1.3 |
| ГОСТ 11358-89 | 4.1.4 |
| ГОСТ 12433-83 | 2.8 |
| ГОСТ 14192-77 | 5.7 |
| ГОСТ 14710-78 | 2.8 |
| ГОСТ 15150-69 | 2.3 |
| ГОСТ 15152-69 | 2.3, 5.2 |
| ГОСТ 24555-81 | 4.4, 4.5 |
6. ПЕРЕИЗДАНИЕ (декабрь 1989 г.) с Изменениями № 1, 2, 3, 4, утвержденными в июле 1978 г., феврале 1983 г., ноябре 1985 г., июне 1988 г. (ИУС 7-78, 6-83, 2-86, 11-88)
7. Срок действия продлен до 01.01.94 (Постановление Госстандарта СССР от 28.06.88 № 2461)
СОДЕРЖАНИЕ
| 1. Классы, основные параметры и размеры.. 1 2. Технические требования. 2 3. Правила приемки. 3 4. Методы испытаний. 4 5. Маркировка, упаковка, транспортирование и хранение. 6 6. Гарантии изготовителя. 7 Приложение Физико-механические показатели резины, применяемой для изготовления рукавов. 7 |