| Рукав кислородный 12 мм. ГОСТ 9356-75 | руб. 65.00 | Подробнее |
| Рукав кислородный 6 мм. ГОСТ 9356-75 | руб. 38.00 | Подробнее |
| Рукав кислородный 6,3 мм. ГОСТ 9356-75 | руб. 38.00 | Подробнее |
| Рукав кислородный 9 мм. ГОСТ 9356-75 | руб. 48.00 | Подробнее |
| Рукав пропановый 9 мм. для газовой сварки ГОСТ 9356-75 | руб. 48.00 | Подробнее |
Шланг кислородный, рукава для газовой сварки ГОСТ 9356-75
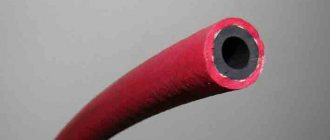
Резиновые напорные рукава, предназначенные для газовой резки и газосварочных работ, часто называются кислородными рукавами. Основное назначение сварочных рукавов – подача под давлением рабочих газов: ацетилена, природного газа, бутана, пропана, кислорода, а также жидкого топлива к оборудованию, используемому для газовой резки и сварки. Рукава и шланги газовые или кислородные широко используются в промышленных и бытовых целях – на заправочных станциях, производстве, для подачи природного газа в жилых домах, в медицинских учреждениях и так далее.
Нормативным стандартом, устанавливающим основные технологические параметры на резиновый рукав для сварки и резки (шланг кислородный и пропановый) является ГОСТ 9356-75. Рабочая температура окружающей среды таких шлангов допускается в пределах от -50°С до +65°С.
Кислородные шланги выпускаются для эксплуатации в районах с холодным, умеренным и тропическим климатом.
Диапазон рабочих температур РТИ зависит от их климатического исполнения и составляет:
- от -55 до +70°C – морозостойкие рукава, имеющие специальную маркировку ХЛ, которые предназначены для районов с холодным климатом;
- от -35 до +70°C – для умеренного и тропического.
В зависимости от того, для каких целей предназначен рукав кислородный, изделия подразделяются на три класса:
- I класс: для газов (пропан, бутан, природный газ, ацетилен) под давлением Р 6,3 кгс/см2 (0,63 Мпа); Шланг красного цвета.
- II класс: для подачи под давлением Р 6,3 кгс/см2 (0,63 Мпа) горючих жидкостей (бензин, керосин, уайт-спирит или их смеси). Шланг желтого цвета.
- III класс: для кислорода под давлением, две модификации: Р 20 кгс/см2 (2 Мпа) и (4 Мпа). Шланг синего цвета.
Классификация и сфера применения кислородных рукавов
Кислородный шланг — это гибкий рукав, изготовленный по специальной технологии. В основе конструкции лежит кордовая нить, которая покрыта с обеих сторон несколькими слоями специальной резины. Кордовые нити представляют собой армирующий слой, защищая шланг кислородный от трещин и повреждений. Чаще всего применяется во время работы со сварочным аппаратом. Несмотря на узкую сферу применения, это одно из самых популярных резинотехнических изделий.
Назначение и сфера применения кислородных рукавов
Рукав подаёт газы в промышленные установки. Это необходимо в ходе проведения промышленных работ на производстве. Основная особенность кислородного шланга, который используется в сварочных работах, способность выдерживать высокое давление, которое создаётся газом.
Сфера применения кислородных шлангов:
- Транспортировка и подача кислорода, воздуха, пропана и ацетилена
- Обустройство кислородных магистралей от баллонов к промышленным установкам
- Доставка сжиженных газов в места проведения промышленных работ
- Подача кислорода в медицинские установки, аппараты ИВЛ
Основные требования, предъявляемые к кислородным рукавам:
- Работа в условиях высокого давления
- Возможность эксплуатации от -35 до + 70
- Работа в условиях холодного климата
Классификация кислородных рукавов
В зависимости от условий эксплуатации, выбирается необходимая модель. Они отличаются своей конструкцией, особенностями производства. Особенность кислородных шлангов в том, что они выдерживают высокое давление.
Прочность шланга — это основное требование, так как даже небольшая трещина может привести к образованию взрывоопасной смеси. Для того, чтобы обеспечить достаточную прочность, изделия изготавливают из специальной вулканической резины. Именно поэтому подобные устройства берегут от воздействия солнечных лучей. При эксплуатации шланга от компании Zetflex запрещено воздействовать на него различными жидкостями, а также активными химическими растворами. При выполнении сварочных работ, рукав не должен содержать перегибов и заломов. Чтобы содержать устройство в рабочем состоянии, его необходимо регулярно тестировать, с применением газа и воды под высоким давлением. Испытания осуществляются раз в 4 месяца.
Классификация кислородных шлангов:
- С внешним слоем красного цвета. Применяются для подачи газов, которые воспламеняются
- С покрытием жёлтого цвета. Основное назначение — это подача горючих жидкостей к промышленным установкам
- Покрытые синей краской. Основная задача — это подача кислорода от баллона
Цвет покрытия имеет существенное значение, ведь резина, которая используется для изготовления изделий, отличается эластичностью, прочностью и толщиной.
Новости партнеров — 09 сентября 2022 1113
Будем весьма признательны, если поделитесь этой новостью в социальных сетях
Условное обозначение и маркировка кислородного рукава
Каждый шланг кислородный ГОСТ 9356-75 имеет маркировку, нанесенную несмываемой краской или рельефным способом. Метод нанесения маркировки должен обеспечивать ее сохранность и читаемость на всем сроке эксплуатации резино-технического изделия. Для газосварочных шлангов диаметром 6,3 мм. допускается нанесение маркировки на бирку, а не на сам шланг.
Маркировка шлангов кислородных ГОСТ 9356-75 содержит:
- условное обозначение изделия;
- товарный знак или наименование фирмы-производителя;
- номер партии и дату выпуска;
- штамп ОТК, свидетельствующий о соответствии продукции требованиям Государственного Стандарта.
На цветные рукава кислородные маркировка наносится белой краской. Для черных рукавов цвет маркировки зависит от принадлежности рти к классу.
Сварочный рукав с продольной маркировкой (Рис.)
Маркировка наносится в виде продольной линии на всей длине шланга кислородного (допускается наличие интервалов).
Основные технические и эксплуатационные характеристики рукавов кислородных шифруются в условном обозначении, которое содержит следующую информацию:
- наименование изделия;
- принадлежность к классу;
- значение проходного диаметра, мм.;
- максимальное рабочее давление (расчетное), МПа;
- климатическое исполнение (для рукавов кислородных, предназначенных для эксплуатации в холодном и тропическом климате, – ХЛ и Т, соответственно);
- номер Государственного Стандарта, в соответствии с требованиями которого изготовлен сварочный рукав.
Ювелирное обозрение
| Рукав кислородный 12 мм. ГОСТ 9356-75 | руб. 65.00 | Подробнее |
| Рукав кислородный 6 мм. ГОСТ 9356-75 | руб. 38.00 | Подробнее |
| Рукав кислородный 6,3 мм. ГОСТ 9356-75 | руб. 38.00 | Подробнее |
| Рукав кислородный 9 мм. ГОСТ 9356-75 | руб. 48.00 | Подробнее |
| Рукав пропановый 9 мм. для газовой сварки ГОСТ 9356-75 | руб. 48. | Подробнее |
Резиновые напорные рукава, предназначенные для газовой резки и газосварочных работ, часто называются кислородными рукавами. Основное назначение сварочных рукавов — подача под давлением рабочих газов: ацетилена, природного газа, бутана, пропана, кислорода, а также жидкого топлива к оборудованию, используемому для газовой резки и сварки.
Рукава и шланги газовые или кислородные широко используются в промышленных и бытовых целях – на заправочных станциях, производстве, для подачи природного газа в жилых домах, в медицинских учреждениях и так далее.
Нормативным стандартом, устанавливающим основные технологические параметры на резиновый рукав для сварки и резки (шланг кислородный и пропановый) является ГОСТ 9356-75. Рабочая температура окружающей среды таких шлангов допускается в пределах от -50°С до +65°С.
Кислородные шланги выпускаются для эксплуатации в районах с холодным, умеренным и тропическим климатом.
Диапазон рабочих температур РТИ зависит от их климатического исполнения и составляет:
- от -55 до +70°C – морозостойкие рукава, имеющие специальную маркировку ХЛ, которые предназначены для районов с холодным климатом;
- от -35 до +70°C – для умеренного и тропического.
В зависимости от того, для каких целей предназначен рукав кислородный, изделия подразделяются на три класса:
- I класс: для газов (пропан, бутан, природный газ, ацетилен) под давлением Р 6,3 кгс/см2 (0,63 Мпа); Шланг красного цвета.
- II класс: для подачи под давлением Р 6,3 кгс/см2 (0,63 Мпа) горючих жидкостей (бензин, керосин, уайт-спирит или их смеси). Шланг желтого цвета.
- III класс: для кислорода под давлением, две модификации: Р 20 кгс/см2 (2 Мпа) и (4 Мпа). Шланг синего цвета.
Условное обозначение и маркировка кислородного рукава
Каждый шланг кислородный ГОСТ 9356-75 имеет маркировку, нанесенную несмываемой краской или рельефным способом. Метод нанесения маркировки должен обеспечивать ее сохранность и читаемость на всем сроке эксплуатации резино-технического изделия. Для газосварочных шлангов диаметром 6,3 мм. допускается нанесение маркировки на бирку, а не на сам шланг.
Маркировка шлангов кислородных ГОСТ 9356-75 содержит:
- условное обозначение изделия;
- товарный знак или наименование фирмы-производителя;
- номер партии и дату выпуска;
- штамп ОТК, свидетельствующий о соответствии продукции требованиям Государственного Стандарта.
На цветные рукава кислородные маркировка наносится белой краской. Для черных рукавов цвет маркировки зависит от принадлежности рти к классу.
Сварочный рукав с продольной маркировкой (Рис.)
Маркировка наносится в виде продольной линии на всей длине шланга кислородного (допускается наличие интервалов).
Основные технические и эксплуатационные характеристики рукавов кислородных шифруются в условном обозначении, которое содержит следующую информацию:
- наименование изделия;
- принадлежность к классу;
- значение проходного диаметра, мм.;
- максимальное рабочее давление (расчетное), МПа;
- климатическое исполнение (для рукавов кислородных, предназначенных для эксплуатации в холодном и тропическом климате, — ХЛ и Т, соответственно);
- номер Государственного Стандарта, в соответствии с требованиями которого изготовлен сварочный рукав.
Например, кислородный шланг ГОСТ 9356-75 класса I, диаметром 16 мм., рассчитанный на подачу газов под давлением до 0,63 МПа и предназначенный для эксплуатации в тропических районах, будет обозначен как: Рукав I-16-0,63-Т ГОСТ 9356-75.
Типоразмеры, конструктивные особенности
Внутренние диаметры выпускаемых шлангов, как правило, колеблются от 6,3 до 16 мм. (допускается погрешность в ±0,5 мм.). Однако наиболее пользуется спросом рукав кислородный 9мм. диаметра. При этом наружный диаметр составляет 18 мм. (погрешность допустима в ±1 мм.). У подобного изделия, масса одного метра составляет примерно 240 г., а минимальный радиус изгиба 90° согласно ГОСТу. Длина рукава при этом может быть любой, ГОСТы допускают это. Длина согласовывается между заказчиком и производителем.
Источник: https://uvelirobzor.com/kakoe-davlenie-derzhit-kislorodnyj-shlang/
Типоразмеры, конструктивные особенности
Внутренние диаметры выпускаемых шлангов, как правило, колеблются от 6,3 до 16 мм. (допускается погрешность в ±0,5 мм.). Однако наиболее пользуется спросом рукав кислородный 9мм. диаметра. При этом наружный диаметр составляет 18 мм. (погрешность допустима в ±1 мм.). У подобного изделия, масса одного метра составляет примерно 240 г., а минимальный радиус изгиба 90° согласно ГОСТу. Длина рукава при этом может быть любой, ГОСТы допускают это. Длина согласовывается между заказчиком и производителем.
Рукав кислородный 9мм. как и пропановый имеет три слоя и изготавливается из высококачественных материалов – внешний и внутренний слои производятся из резины, промежуточный – из нитяного каркаса. В результате кислородный шланг имеет особый трёхкратный запас прочности.
Согласно ГОСТу при изгибе, минимально допустимом диаметр рукава не должен изменяться на величину больше 10% от его значения и не должны появляться внутри трещины, морщины. Срок службы одного изделия в среднем 18 месяцев, после этого в идеале требуется замена рукавов.
Купить рукав кислородный в Омске
Цены на кислородные шланги, предлагаемые нашим предприятием, регламентированы заводом изготовителем и являются оптимальными на рынке. Купить рукав кислородный Вы можете в нашем магазине в г. Омск (офис и склад находятся в одном месте) или позвоните нам по телефону и забронируйте нужный вам типоразмер.
К нам приходят по запросам:
капролон купить, капролон цена, капролон омск, капролактан, капролактан листовой, фторопласт купить, фторопласт листовой, купить текстолит, текстолит листовой, текстолит омск, фум лента, фум лента цена, асбошнур, асбошнур купить, асбокартон купить, паронит купить, паронит цена, оргстекло купить, омск оргстекло, техпластина цена, техпластина омск, конвейерная лента купить, конвейерная лента омск, дорожки резиновые купить, резиновая дорожка цена, резиновые плиты купить, смазочные материалы омск, купить литол, солидол купить, купить циатим, плита животноводческая, клей 88са, поливочный шланг купить, купить рукав пвх, полиуретан купить, полиуретан омск, джутовая веревка где купить, сальниковая набивка цена
2001-2011 © ООО «Промпоставка» – технические и промышленные материалы. Все права защищены. Создание сайта – рекламная группа Benefito Advertising & Marketing Group.
Кислородные рукава ГОСТ 9356-75 применяются для подачи под давлением ацетилена, городского природного газа, пропана, бутана, жидкого топлива и кислорода к приборам, используемым для газовой сварки и резки металлов. Согласно ГОСТ 9356-75 шланги кислородные подлежат эксплуатации в районах с умеренным и тропическим климатом при температуре окружающей среды от -35 о С до +70 о С, а в районах с холодным климатом – от; -55 о С до +70 о С.
Классы газовых рукавов
В зависимости от назначения и области применения рукава кислородные согласно ГОСТ 9356-75 подразделяются на следующие классы:
- I – рукава кислородные, предназначенные для подачи под давлением ацетилена, городского газа, пропана и бутана. Рабочее давление, на которое рассчитан шланг кислородный первого класса составляет 6,3 кгс/см2 (0,63 МПа).
- II – шланги кислородные, используемые для подачи жидкого топлива: бензина А-72, уайт-спирита, керосина или смесей указанных жидкостей при рабочем давлении 6,3 кгс/см2 (0,63 МПа).
- III – шланги кислородные, эксплуатируемые с целью подачи кислорода под давлением 20 кгс/см2 (2,0 МПа) и 40 кгс/см2 (4,0 МПа).
Рукав кислородный 9мм, ГОСТ 9356-75
Данный государственный стандарт устанавливает нормы и требования, предъявляемые к такому виду изделий. Из технических требований можно выделить следующие:
- Состоять они должны либо из резинового внутреннего слоя и хлопчатобумажного каркаса, либо быть на основе пропитанных и непропитанных химических волокон, наружный слой — резиновый.
- Этот же ГОСТ устанавливает и требования к цветам данного изделия относительно его рабочей среды.
- Высота рифов у шланга должна быть от 0,2 до 0,3 мм, а вот их ширина — от 0,4 до 0,5 мм. Расстояние между группами черточек — от 3 до 4 мм.
- Можно отметить, что если рукав относится к третьему классу, работает с кислородом, и он выкрашен в черный цвет, то при рабочем давлении до 4 МПа, то есть 40 кгс/см2, нанесение цветных полос или черточек необязательно.
Условные обозначения на газовых рукавах
Условное обозначение шланга кислородного согласно ГОСТ 9356-75 содержит:
- наименование изделия,
- указание класса,
- значение внутреннего иаметра в миллиметрах,
- значение величины расчетного давления в МПа,
- при необходимости, климатическое исполнение,
- а также указание ГОСТ 356-75.
Пример условного обозначения кислородного рукава I класса с внутренним диаметром 16 мм, рассчитанного на рабочее давление 0,63 МПа, работоспособного в районах с тропическим климатом: Рукав I-16-0,63-Т ГОСТ 9356-75.
Рукава кислородные, предназначенные для эксплуатации в районах с холодным климатом имеют в обозначении символы «ХЛ». Исполнение шлангов кислородных для умеренного климата, согласно ГОСТ 9356-75, дополнительного маркировочного символа не предусматривает.
Цвета газовых рукавов
В зависимости от назначения и области применения кислородные рукава имеют различную окраску.
- Красный цвет рукава свидетельствует о том, что изделие относиться к I классу, и предназначено для подачи ацетилена, городского газа, пропана или бутана
- Желтый – шланги II класса, для подачи жидких видов топлива
- Синий – изделия III класса для подачи кислорода.
- Допускается черный цвет наружной поверхности кислородного рукава, при этом обозначение класса изделия наносится в виде двух цветных полос.
Конструкция
Состоит кислородный рукав из двух компонентов. Первый элемент — это внутренний слой резины, второй элемент — это кордовый каркас, который изготавливают из хлопчатобумажного волокна или же из пропитанных или непропитанных волокон наружного резинового слоя. Также важно отметить, что при обнаружении любого видимого повреждения рукава его использование строго запрещается. Стоит отметить, что эти изделия обладают разной окраской. В зависимости от цвета шланга изменяется область его применения:
- рукав красного цвета применяется для работ с ацетиленом, пропаном, бутаном, а также городским газом и имеет класс 1;
- второй класс — это рукав желтого цвета, который предназначается для транспортировки жидкого топлива;
- синий кислородный рукав обладает третьим классом, а используется для транспортировки кислорода.
Но важно заметить, что разрешается красить данные изделия и в черный цвет, причем независимо от того, к какому классу они принадлежат. При этом используется цветная риска (канавка), которая определяет принадлежность этого шланга к какому-либо классу.
Для обозначения используются:
- одна черточка — это первый класс;
- второй класс — это, соответственно, две черточки;
- третий класс — три.
Стандартные технические характеристики этих шлангов такие:
- внутренний диаметр кислородного рукава — 9 мм;
- внешний диаметр шланга — 22 мм;
- рабочее давление внутри изделия может достигать 6,3 МПа;
- ГОСТ, по которому изготавливается этот продукт — 9356-75.
Оценка качества газовых рукавов
Рукава кислородные являются гибкими изделиями, и при минимальном радиусе изгиба изменение наружного диаметра изделия не превышает 10%.
Критерии визуального контроля качества шланга кислородного
- Шланги кислородные, изготовленные в соответствии с требованиями ГОСТ 9356-75 не должны иметь на поверхности внутреннего резинового слоя складок, пористостей, пузырей и трещин.
- Наружная поверхность кислородного рукава не должна содержать пузырей, отслоений и оголенных участков силового каркаса.
- Для уточнения критериев визуальной отбраковки изделий используют контрольный образец, утвержденный в установленном порядке.
Прием газовых рукавов
Рукава кислородные принимаются партиями. Под партией понимают изделия одного класса и размера в количестве общей длиной не более 2000 метров. Каждая партия шлангов кислородных сопровождается документом о качестве, содержащем следующую информацию:
- товарный знак или товарный знак и наименование предприятия – изготовителя
- наименование кислородных рукавов,
- класс,
- внутренний диаметр
- рабочее давление и общую длину
- номер партии
- месяц и год изготовления
- обозначение ГОСТ 9356-75
- штамп секции технического контроля, подтверждающий соответствие качества рукавов кислородных требованиям ГОСТ 9356-75.
Для проверки соответствия качества шлангов кислородных требованиям ГОСТ 9356-75 изделия подвергают приемо-сдаточным испытаниям по внешнему виду (конструкция, цвет, размер), испытанию на герметичность при гидравлическом давлении, на прочность при разрыве гидравлическим давлением, испытанию на бензостойкость внутреннего слоя (для рукавов кислородных II класса), испытанию прочности связей между элементами изделия, контролю состояния внутренней поверхности.
Контроль качества
Кислородные шланги производятся и подлежат приемке отделами технического контроля партиями. В каждой — рукава одного класса и размера общей длиной не более 2000 м.
По внешнему виду резинотехнические изделия принимаются визуально, оптические приборы контроля использовать не нужно. Основные критерии, по которым определяется качество рукавов:
- внутренний резиновый слой — на его поверхности не допускаются пузыри, пористость, трещины и складки;
- внешний слой — на его поверхности не допускаются пузыри, а также отслоения от силового каркаса или его оголенных зон.
Для визуального контроля качества кислородного рукава применяется метод сравнения фактической продукции с контрольными образцами.
Кроме приемки по внешнему виду (конструкции, цвету, размеру) сварочный рукав подвергается испытаниям на герметичность под гидростатическим давлением, на прочность при разрыве от гидравлического давления, испытаниям на устойчивость к бензину (резинотехнические изделия II класса), а также испытаниям на прочность связи резинового слоя с текстильным армированием.
Маркировка
Каждый шланг кислородный подлежит маркированию. Каждое изделие по всей длине, либо с интервалами, подлежит нанесению методом тиснения, несмываемой краской или другим методом, гарантирующим четкость и сохранность обозначения, маркировки Маркировка рукава кислородного содержит:
- наименование или товарный знак предприятия-изготовителя,
- класс изделия,
- обозначение внутреннего диаметра, дату изготовления (месяц и две последние цифры года),
- величину расчетного давления,
- обозначение ГОСТ 9356-75.
Условия хранения
- Шланги кислородные подлежат хранению в помещениях при температуре от -20С до +25С
- Изделия должны храниться в бухтах высотой не более полутора метров, либо в расправленном виде и размещаться на расстоянии не менее одного метра от теплоизлучающих приборов.
- В случае хранения шлангов кислородных в условиях отрицательных температур, изделия перед монтажом должны быть выдержаны при
- комнатной температуре не менее 24 часов.
- При хранении рукава кислородные должны быть экранированы от попадания прямых солнечных и тепловых лучей, быть надежно защищены от попадания на изделия масел, бензина, керосина или их паров, а также от кислот, щелочей и других веществ, способных разрушать резину или нитяной каркас.
- Запрещено хранение кислородных рукавов вблизи работающего электронного и другого оборудования, способного к выделению озона, а также вблизи искусственных источников света, выделяющих ультрафиолетовые лучи
Гарантии
Изготовитель гарантирует соответствие кислородных рукавов требованиям Государственного Стандарта – ГОСТ 9356-75. При соблюдении условий транспортированияи хранения гарантийный срок хранения кислородных рукавов составляет два года с момента их изготовления. Гарантийный срок эксплуатации, при условии правильного монтажа изделий, находится в пределах гарантийного срока хранения кислородных рукавов и составляет один год.
Дополнительную информацию можно посмотреть на странице » Рукава и шланги » и в » Статьях » Минимальная цена на рукава для газовой сварки – 30 руб/пог.м. У нас Вы можете приобрести необходимые товары, а мы обеспечим доставку их в кратчайшие сроки. Стоимость доставки: по г. Сергиев Посад – бесплатно, в другие города – 20 руб/км.
Рукава для газовой сварки ГОСТ 9356-75 (в обиходе – кислородные шланги) применяются для подачи под давлением газов, жидкого топлива, кислорода к приборам для газовой сварки и резки металлов.
Рукава ГОСТ 9356 производятся трех классов: 1 класс – ацетилен 2 класс – бензин 3 класс – кислород
Условное обозначение кислородного рукава: Рукав II I-9-2,0-У ГОСТ 9356-75
II I – кислородный рукав II I класса, 9 – внутренний диаметр 9 мм, 2,0 – рукав рассчитан на рабочее давление 2,0 МПа, У – кислородный шланг предназначен для использования в умеренном климате.
Рукава для газовой сварки и резки металлов используются при температуре окружающего воздуха от -35 0 С до +70 0 С в умеренном и тропическом климате и от -55 0 С до +70 0 С в холодном климате.
Длина шлангов для газовой резки и сварки
Вопрос 1. Газовые шланги (рукава) (назначение, классификация, требования техники безопасности).
Рукава служат для подвода газа к горелке или резаку. Рукава, применяемые при газовой сварке и резке, должны обладать достаточной прочностью, выдерживать определенное давление, быть гибкими и не стеснять движений сварщика. Согласно ГОСТу 9356-75, рукава делают из вулканизированной резины с тканевыми прокладками. Кислородные рукава имеют внутренний и наружный слой из вулканизированной резины и несколько слоев из льняной или хлопчатобумажной ткани. В зависимости от назначения резиновые рукава для газовой сварки и резки металлов подразделяют на следующие классы: • I — для подачи ацетилена, городского газа, пропана и бутана под давлением до 0,63 МПа; • II — для подачи жидкого топлива (бензина, уайт-спирита, керосина или их смеси) под давлением до 0,63 МПа; • III — для подачи кислорода под давлением до 2 МПа. Внутренний диаметр рукавов равен 6,3; 8,0; 9,0; 10,0; 12,0; 12,5; 16,0 мм. Рукава поставляют длиной 10 и 14 м. В зависимости от назначения наружный слой рукава окрашивают в следующие цвета: • красный — рукава I класса; • желтый — рукава II класса; • синий — рукава III класса. Рукава предназначаются для работы при температуре от +50 до -35°С (238°К), для более низкой температуры изготовляют рукава из морозостойкой резины, выдерживающей температуру до -65°С (208°К). Все рукава должны иметь не менее чем трехкратный запас прочности при разрыве гидравлическим давлением. Рукава II класса должны быть бензостойкими. Для нормальной работы горелкой или резаком длина рукавов не должна превышать 20 м, при использовании более длинных рукавов значительно снижается давление газа. В монтажных условиях рукава можно удлинять до 40 м, на использование более длинных требуется специальное разрешение. Для удлинения кислородных рукавов служат латунные, а ацетиленовых — стальные ниппели, снаружи закрепляющиеся специальными хомутами. Запрещается применение ниппелей для соединения рукавов, по которым проходит бензин или керосин, так как горючее может просочиться в соединение. Количество соединений рукавов не более трех. Рукава необходимо надежно крепить на горелках, резаках, редукторах, бачках жидкого горючего. Хранят рукава в помещении при температуре от 0 до +25°С.
Вопрос 2. Сварка чугуна (газовая, дуговая).
Чугуном называется железоуглеродистый сплав с содержанием углерода более 2,14%. Сварка чугуна производится при ремонтно-восстановительных работах, исправлениях дефектов в чугунных отливках. Сварка чугуна затруднена по следующим причинам: 1. При быстром охлаждении расплавленного чугуна происходит отбеливание чугуна, т. е. образование белого чугуна, очень хрупкого и твердого. Механическая обработка чугуна, имеющего отбеленные зоны, очень трудна. 2. Неравномерность нагрева в свариваемой детали приводит к появлению трещин. Поэтому необходимо замедлить процесс остывания шва и прилежащих к нему участков свариваемой детали. 3. Сварку ведут только в нижнем положении, так как чугун не имеет пластического состояния при переходе из твердого состояния в жидкое. 4. Образование пористости шва за счет интенсивного выгорания углерода и быстрого затвердевания расплавленного металла. 5. Образование пленки окислов кремния на поверхности ванны, имеющих высокую температуру плавления. Чугун сваривается как дуговой, так и газовой сваркой. В том и другом случае возможна: • горячая сварка с предварительным и сопутствующим подогревом изделия; • холодная сварка без предварительного подогрева изделия. Выбор способа сварки определяется составом чугуна, конструкцией детали, характером дефекта и условиями работы.
Материал для сварки. Используют чугунные прутки Ø 4, 6,8, 10,12,16 мм длиной 250, 350 и 450 мм. По назначению прутки делятся на следующие марки: • А — для горячей газовой сварки (с торца маркированы белой краской); • Б — для газовой сварки с местным нагревом и для электродных стержней; • НЧ-1; НЧ-3 — для низкотемпературной газовой сварки тонкостенных и толстостенных отливок. Горячая газовая сварка чугуна. С общим подогревом.
Наиболее надежный способ, обеспечивающий лучшее качество сварного соединения. Процесс газовой сварки разбивается на ряд операций. К ним относится: 1. Подготовка детали под сварку. 2. Предварительный подогрев детали. 3. Сварка деталей. 4. Охлаждение деталей после сварки. Трещины засверливают, разделку ведут механическим способом. При толщине свыше 5 мм выполняют разделку кромок под углом 70-90°. Детали, подготовленные под сварку, подвергают нагреву до 500-700°С. Общий подогрев ведется в электрических и газовых печах, специальных термических печах, горнах. При отсутствии специальных печей сооружают временные печи. При этом деталь обкладывают древесным углем и закрывают асбестом. После того как деталь нагреется, ее подают на рабочее место сварщика и закрывают асбестовым листом, оставляя открытым только место сварки. Сварку выполняют нормальным пламенем или с небольшим избытком ацетилена. В качестве присадки применяют чугунные прутки марки А. Им необходимо перемешивать сварочную ванну для облегчения выделения газа. При горячей газовой сварке применяют флюс, способствующий улучшению процесса сварки и удалению образовавшихся окислов. В этом качестве используют буру. Для получения качественного сварного соединения необходимо после сварки уменьшить скорость охлаждения, наплавленный металл подогревают пламенем в течение 1-1,5 мин. Массивные детали для снятия внутренних напряжений подвергают вторичному нагреву до 600-750ºС.
С местным подогревом.
Применяется при сварке массивных деталей. Нагревают участок так, чтобы в детали создавались тепловые деформации, равнозначные деформациям, которые возникают на участке сварки. Местный подогрев выполняют до 300-500° сварочными горелками или другими способами. Пламя нормальное, в качестве присадочного материала выбирают пруток марки Б.
Холодная газовая сварка чугуна. Процесс сварки без предварительного нагрева аналогичен процессу горячей сварки, но со своими особенностями. Перед заваркой дефекта необходимо подогревать пламенем горелки участки, прилегающие к дефекту. По окончании заполнения дефекта горелку в течение 2-3 минут медленно отводят, направляя пламя на участки, прилегающие к дефекту. Деталь или часть детали, на которой находится заваренный участок, для медленного охлаждения засыпают песком или покрывают асбестом.