Аргоновая сварка своими руками: схемы, как варить
Для соединения термическим путем цветных металлов необходимо использовать специальную технологию. С такой целью выполняется аргоновая сварка, которую можно произвести и своими руками.
Что это такое
Аргоновая или аргонодуговая сварка ГОСТ 14771 – это методика температурного воздействия на металлические соединения, которая позволяет не использовать металлическую проволоку в качестве наполнителя места соединения. Аппарат для аргоновой сварки производит двойную дугу, за счет чего шов не образовывается. Холодная дуговая сварка аргоном считается одной из самых сложных процесс обработки металла, но зато она дает возможность обработать любые сплавы и цветные металлы без образования на них шва.
Фото — ручная аргоновая сварка
Аргон – это газ, который считается одним из самых распространенных соединений на земле. Вредность сварки этим элементом сама по себе низкая, аргон – это благородный газ. Но он может образовывать ядовитые соединения, если работает с другими газами или металлами.
Нельзя сказать, что шов не образовывается совершенно. Он есть, но если сварочные швы от классической дуговой сварки зачастую очень широкие, то после аргона место соединения практически не выделяется на общей поверхности металла.
Преимущества такого типа сварки:
- Высокое качество соединений;
- Этот вид обработки используется для нержавеющей стали, чугуна, меди, алюминия и сплавов этих металлов;
- Помимо соединения сложных металлических конструкций, аргоновая ручная сварка позволяет скреплять между собой детали одного механизма, выполненные из разных материалов. Благодаря этому аргоновой сваркой можно варить редуктор, различные металлические трубы. Технология также часто применяется для соединения литых станочных деталей, головок блока, автомобильных радиаторов, поддона картера и электрических приспособлений;
- Если в процессе сварки возникли какие-либо трещины – то они очень быстро устраняются повторным проходом без видимых дефектов;
- Поверхность после работы поддается окраске;
- Аргон подходит для устранения поломок в климатической технике, тонких автомобильных деталях и т. д.
Одним из главных составляющих процесса является вольфрамовый электрод для аргоновой сварки. Это специальный пруток, который представляет собой сердце сварочного процесса. Как известно, вольфрамовое оборудование считается очень тугоплавким, для большей прочности вокруг электрода есть керамическое сопло. Именно из этого отверстия выдувается аргон. Благодаря такой конструкции, место обработки защищено от воздействия кислорода, что предотвращает трещины и вздутия на сварочном шве.
Фото — конструкция аргонового инвертора
Аргоновая горелка также называется рукавом и является самым важной составляющей сварочного аппарата. От качества горелки зависит весь процесс сварки, точность работы и геометрические параметры шва. В бытовых условиях часто используется самодельная горелка, но она не всегда отличается прочностью и качеством, поэтому лучше отдельно покупать рукава для сварки различных материалов. В профессиональных установках часто используется горелка, выполненная из того же металла, что и обрабатываемая поверхность.
Как варить аргоном
Принцип варки этим газом довольно сложный, понадобится не одна неделя практики, чтобы соединить металл идеальным и тонким швом. Рассмотрим пошагово, как варить аргоновой сваркой поверхность из алюминия или нержавейки:
- Вначале на поверхность, которую будут варить, подается масса, также, как и при электрической сварке;
- Схема работы: в одну руку берется горелка, которой будет производиться аргоновая газовая сварка, а в другую – электроды, которыми будет обрабатываться покрытие (для нержавеющих деталей – нержавейка, для алюминиевых – проволока из алюминия);Фото — аргоновая сварка
- Далее, инвертором начинается производиться подача тока. Сварочный аппарат (полуавтомат и автомат), образовывает между свариваемой деталью и электродом дугу, именно в этот момент и образовывается припой;
- Принцип работы аргонового сварочного аппарата представляет собой что-то среднее между электрической сваркой и газовой. Высокая температура дуги плавит присадочную проволоку и деталь, образовывая между ними тонкий и прочный шов.
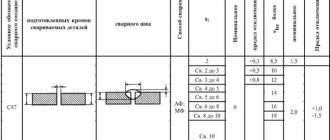
Диаметр электрода и время обработки зависят от толщины металла. В частности, если Вы работаете с листом алюминия толщиной в 3 мм, то его можно обработать за один проход электродами 3 мм при токе 180 А. Но если нужно сварить алюминий, толщиной 6 мм, то необходимо использовать двойной проход и большее время обработки при аналогичной силе тока. Для того, чтобы ускорить рабочий процесс, можно сделать трехфазную сварочную дугу.
Если Вы хотите производить аргоновую сварку своими руками – то обязательно просмотрите видео. Это поможет избежать грубых ошибок. Нужно понимать, что качество шва прямо пропорционально опыту сварщика, поэтому как можно больше тренируйтесь.
Фото — аргоновый сварочный инвертор
Работа на аргоновых сварочных аппаратах – это всегда повышенная опасность здоровья. Вам обязательно нужно использовать защитные приспособления: сварочные маски, перчатки и очки для сварки, специальную одежду.
Фото — защита при сварке
Дешевле всего данной услугой пользоваться на различных автосервисах, СВАО и СТО – там можно не только подобрать нужные электроды и размеры горелок, но и быстро произвести ремонт сломанных приспособлений.
Продажа аппаратов производится в официальных магазинах известных компаний, а также отечественных сварочных предприятиях. Купить инвертор для аргоновой сварки можно также в интернет-магазине.
Источник: https://www.asutpp.ru/argonovaya-svarka.html
Вредность
Составил: Главный внештатный специалист-эксперт Главного управления здравоохранения Курганской области главный профпатолог Лукина Марина Васильевна.
Основные профзаболевания К основным, чаще всего развивающимся профзаболеваниям газоэлектросварщиков относятся: 1. Интоксикация марганцем (нейротоксикоз) 2.
Пневмокониоз электросварщиков 3. Профессиональная экзема 4. Пылевой бронхит 5.
Бронхиальная астма. Интоксикация марганцем Марганец относится к числу нейротропных ядов, способных вызвать развитие наиболее тяжелой формы профессионального нейротоксикоза. Марганец – хрупкий металл, легко соединяется с кислородом, растворим в кислотах, имеет жизненно важное значение, входит в состав ферментов, является кофактором для ряда ферментов, необходим для эритропоэза, синтеза гемоглобина, аскорбиновой кислоты, гликогена, образования хрящевой ткани.
Марганец ускоряет выработку антител и синтез витамина С.
Влияет на деятельность гипофиза и желез внутренней секреции, на функционирование мышц и нервов. В производственных условиях марганец встречается в виде пыли, паров, аэрозолей, содержащих оксиды или соли марганца. Марганец входит в состав качественных электродов, используемых для сварки, и в процессе работы выделяется в окружающую среду в составе сварочного аэрозоля.
Т.о., марганец в виде аэрозоля проникает в организм через легкие, в меньшей степени через желудочно-кишечный тракт и кожу. Депонируется марганец в костях, головном мозге и паренхиматозных органах.
В крови в норме содержится 0,012 – 0,050 мг% марганца.
Опасные и вредные производственные факторы при выполнении электросварочных работ и защита от их воздействия
При выполнении электросварочных работ возникают следующие опасные и вредные производственные факторы: При отсутствии защиты возможны следующие воздействия на людей: Возникновение пожаров и взрывов при нарушении требований безопасности.
Требования безопасности, предъявляемые к электросварочным установкам, следующие.
Сечение проводов выбирается в зависимости от силы сварочного тока. Если работы выполняются на высоте, то рабочее место должно иметь ограждение.
Вблизи рабочего места или площадки, на которых выполняются эти работы, не должны находиться посторонние люди.
При резке элементов конструкций должны быть приняты меры против случайного обрушения отрезанных элементов. Таблица 3.20 – Перечень опасных и вредных производственных факторов при сварочных работах Опасные и вредные производственные факторы в зоне пребывания рабочего Вид сварки и наплавки Дуговая под флюсом Дуговая в защитных газах с подогревом изделия или многопроходная автомат. с подогревом или многопроходная 1.
Физические факторы 1.1. Движущиеся машины и механизмы, передвигающиеся изделия, заготовки и материалы 1.2. Повышенная запыленность и загазованность воздуха рабочей зоны 1.3. Повышенная температура поверхностей оборудования, материалов Продолжение таблицы 3.20 1.4. Повышенная температура воздуха рабочей зоны 1.5.
Повышенный уровень шума на рабочем месте 1.6.
Опасный уровень напряжения в электрической цепи, замыкание которой может произойти через тело человека 1.7. Повышенный уровень электромагнитных излучений 1.8.
Сварка алюминия полуавтоматом с газом (аргоном) и без
Устройства, в которых выступающая в качестве электрода проволока и защитный газ подаются в сварочный пистолет при нажатии на кнопку или курок, появились уже довольно давно. Их изначально высокая цена постепенно снизилась. Они появились не только в арсенале крупных предприятий, но и стали доступны людям, желающим приобрести подобное оборудование для собственных нужд. И все же, несмотря на значительное количество размещенных в сети статей и видео, условия, в которых протекает этот процесс, для многих остаются не слишком понятными.
Первая помощь
При обнаружении у работников симптомов длительного воздействия небольших концентраций азота необходимо вывести пострадавшего на открытый воздух, обеспечить покой и обильное теплое сладкое питье. При признаках воздействия аргона в больших концентрациях (потеря сознания, хрип) выполняют следующие действия:
- Пострадавшего выносят на свежий воздух.
- Снимают тесную одежду, расстегивают воротник и брючный ремень.
- Выполняют искусственное дыхание.
- Вызывают скорую помощь.
Если быстро вынести отравленного аргоном человека на воздух невозможно, следует максимально проветрить помещение – открыть и закрепить все окна и входные группы. Важно при этом предотвратить дальнейшее наполнение помещения аргоном – закрутить краны на баллонах и вызвать службу газа.
Положена ли электрогазосварщику льготная пенсия
Специфика данных работ предопределяет высокую нагрузку на здоровье сотрудника. Из профессиональных заболеваний нужно выделить хроническую астму, бронхит, падение зрения. Поэтому сварщики отнесены к списку №2 вредных профессий, а также правомерны претендовать на льготную пенсию раньше других граждан.
В Пенсионном фонде могут потребовать подтверждение записи в трудовой книжке, если возникнут вопросы. Например, если запись о приеме на работу сопровождается одной печатью, а при увольнении – другой. Такое может произойти, если за время стажа заявителя произошла реорганизация предприятия.
Электрогазосварщик — льготная профессия
Согласно Инструкции о порядке ведения трудовых книжек, утвержденной Постановлением Правительства РФ от 16.04.2003г. № 225 «О трудовых книжках», наименования профессий в них должны вносится в соответствии с ЕТКС (Единый тарифно-квалификационный справочник), а наименования должностей – с Единой номенклатурой должностей служащих. Списки льготных должностей и профессий также составлены в строгом соответствии с этими документами. Поэтому, основанием для представления пенсионной льготы является работа в конкретной профессии (должности) прямо предусмотренной Списками № 1, 2 производств, работ, профессий и должностей дающих право на льготное пенсионное обеспечение.
Не редки случаи внесения предприятиями в штатные расписания произвольных наименований и должностей которые не соответствуют характеру выполняемых работ и Спискам льготных профессий в соответствии с которыми определяется право застрахованного лица на назначение досрочной трудовой пенсии.
Вам может понравиться => Ставка Налога На Землю В 2022 Году Для Юридических Лиц В Татарстане
Электрогазосварщик Вредные Или Тяжелые Условия Труда
Еще одним документом, подтверждающим такие льготы, является Постановление РФ №10 от 1991 года. В 23 разделе говорится, что определен ряд профессий, которые позволяют раньше общего срока выйти на пенсию. В этом списке значатся такие профессии, как газосварщик и электросварщик.
- Работать только по официальному договору;
- Следить, чтобы работодатель оформлял документацию по закону: проводил регулярно аттестацию места (полагается раз в пять лет);
- использовал в приказах правильное наименование профессии (с распорядительным документом знакомят труженика по подписи, так же как с записью в трудовой);
- перечислял в бюджет ПФР повышенный взнос (можно узнать в бухгалтерии).
- описание особенностей технологического процесса газовых сварок;
- ознакомление с рабочим оборудованием;
- обучение основам механизированной сварки;
- теория и практика в работе с системами газопламенной обработки материалов;
- ознакомление с техникой безопасности при выполнении прямых обязанностей;
- обучение основам охраны труда;
- ознакомление с основами электробезопасности.
15 Апр 2022 polrostov 790
Поделитесь записью
- Похожие записи
- Льготы в великом новгороде
- Технические Требования По Выбору Офисных Помещений
- Какие Документы Должен Предоставить Продавец Квартиры Покупателю После Подписания Договора Купли Продажи
- Сколько стоит 1 лошадиная сила налог 2022