О чем статья:
Почему полуавтомат плохо варит и что можно сделать
Нередко при сварке полуавтоматом шов получается плохим, а проволока, то и дело прилипает к металлу. Если токовых клещей нет, чтобы проверить ампераж, то можно попробовать заменить газ для сварки или использовать проволоку меньшего диаметра.
Очень часто именно китайские полуавтоматы страдают данной проблемой. Эти аппараты ну никак не хотят выдавать заявленный производителем сварочный ток, и тогда приходится действовать в обход инструкций.
Почему полуавтомат плохо варит. Что можно сделать?
В первую очередь попробуйте измерить напругу, выставьте её на максимум, а подачу проволоки на минимум. Очень часто многое зависит от напряжения в гараже. Если оно меньше 220 Вольт, то плохой китайский полуавтомат варить нормально не будет. Точнее он будет пытаться нагревать сварочную проволоку, но та так и останется прилипшей к металлу, лишь немного покраснев.
Также стоит всё-таки проверить, какая именно полярность выставлена. Кроме того, не лишним будет посмотреть, куда именно подключены провода. Очень часто начинающие сварщики допускают ошибки именно на этапе подключения полуавтомата. В результате этого они подключают провода на режим сварки «без газа» и пытаются при этом варить углекислотой.
Какая существует защита от сварочных брызг
Если нужно варить в труднодоступном месте или по техническим причинам нет возможности механического удаления сварочных брызг с металла, то, рекомендуется:
— Использовать специальные жидкости от брызг сварки. Это могут быть как спреи, так и специальные составы, которые наносятся на поверхность металла при помощи кисточки. Также существуют пасты от сварочных брызг.
В нынешнее время хорошо себя зарекомендовали уже готовые средства, которые производят такие популярные компании, как WELD, ESAB, BINZEL и другие.
— Использовать мел для защиты от брызг.
Что касается мела, то рекомендуется делать раствор на воде с применением данного компонента. Для этого мел растворяется в небольшом количестве воды, чтобы получилась паста. Далее уже готовый защитный раствор от брызг сварки наноситься на поверхность металла перед его соединением.
При этом чтобы сохранить контакт, раствор не наносится на кромки свариваемых заготовок. Такой способ защиты металла от брызг сварки отличается практичностью и экономичностью. Стоимость мела не высокая, да и удаляется он достаточно быстро и легко с поверхности металла.
Проблемы при сварке порошковой проволокой
Сварка порошковой проволокой востребована в тех случаях, когда нет газа. Но и с ней, как оказывается, время от времени, возникают различного рода проблемы. Самая частая проблема связана с тем, что полуавтомат «плюётся», плохо или вообще не проваривает металл. Порошковая проволока просто прилипает к поверхности металла и оставляет на ней окалины.
В первую очередь нужно возвратиться ко всем предыдущим причинам. То есть, проверить напряжение в сети, поиграть с настройками, поменять полярность, и, конечно же, досконально изучить инструкцию производителя сварочного полуавтомата. Возможно, именно в неё и получится отыскать те многочисленные ответы на свои вопросы. Никогда нельзя лениться и просто откладывать инструкцию в сторону.
Итак, проблем, когда сварочный полуавтомат «плюётся» может быть несколько:
- Во-первых, заедание проволоки;
- Во-вторых, плохой газ;
- В-третьих, неподходящая для сварки проволока или неправильно выставленная полярность;
- В-четвёртых, отсутствует или плохой контакт проволоки с носиком горелки;
- Проблемы с напряжением питания или со сварочным током.
Однако чаще всего проблема оказывается именно в неподходящей или плохой по качеству сварочной проволоке. Поэтому прежде чем осуществлять ремонт полуавтомата, следует в первую очередь попробовать поменять проволоку на другую, более дорогую и качественную. Если дело именно в ней, то полуавтомат будет варить как новенький.
Ну и, конечно же, стоит попробовать при наличии данной проблемы полностью отключить газ. Если проблема не исчезнет, то есть, полуавтомат так и будет продолжать «плеваться», то нужно искать решение в другом месте.
Всем спасибо за внимание. С вами был сайт «Сварка полуавтоматом». Подписывайтесь, ставьте лайки, и удачных вам выходных дней. Пока, пока.
Блог
Сварочные брызги не только визуально непривлекательны, но также влияют на эффективность сварочной операции. В большинстве случаев брызги необходимо удалить, чтобы пройти проверку качества в компании. Компании также должны учитывать затраты на приобретение шлифовального оборудования и абразивов для удаления брызг, а также на техническое обслуживание и связанные с этим процессом риски безопасности при использовании шлифовальных машин. Состав, предотвращающий налипание сварочных брызг, может предотвратить скопление брызг на детали, однако это должно быть крайней мерой. Компаунд (термоактивная, термопластическая полимерная смола) предотвращающая налипание, увеличивает эксплуатационные расходы и может вызвать дефекты сварного шва, к примеру пористость. Он также очень грязный и может прилипать к оборудованию, инструментам и полу. Есть несколько способов уменьшить разбрызгивание, которые позволяют улучшить внешний вид сварных швов и повысить эффективность без использования специальных составов.
№ 1: Отрегулируйте параметры проволоки и сварки.
Диаметр используемой проволоки, а также параметры источника питания, в частности, напряжения, влияют на образование брызг. Например, проволока большего диаметра, работающая при более низких параметрах сварки (меньшее напряжение), склонна к образованию более высоких уровней разбрызгивания. В этой ситуации комбинация типа и размера проволоки вместе с определенными параметрами сварки будет работать при передаче короткого замыкания. В этом режиме сварочная проволока вступает в электрический контакт, поскольку она касается основного материала несколько раз в секунду. Или комбинация может перейти в режим глобулярного переноса, заставляя большие капли сварочного металла (больше диаметра проволоки) перемещаться по дуге. Оба варианта могут вызвать разбрызгивание. При сварке с использованием проволоки большего диаметра с неподходящими настройками, может оказаться целесообразным уменьшить размер проволоки — например, с 1.2 мм до 1.0 мм. Проволока меньшего размера с более оптимальными настройками позволяет использовать режим распыления, при котором крошечные капли сварочного металла распыляются по дуге. В результате дуга становится более гладкой и уменьшается разбрызгивание. Выбор защитного газа также влияет на возможность достижения плавного режима распыления. При сварке сплошной проволокой необходимо использовать минимум 80% аргона в смеси защитных газов. Для трубчатой проволоки, как и для проволоки с металлическим сердечником, требуется минимум 75% аргона с балансом CO2. Есть компромисс с более высоким уровнем аргона: он обеспечивает глубокое и узкое проникновение в стык, которое может быть менее прощающим ошибки, чем более широкое проникновение, но менее глубокое. Сварочные технологи должны будут определить, является ли это более серьезной проблемой и фактором затрат, чем устранение брызг.
№ 2: По возможности избегайте прокатной окалины.
Наличие прокатной окалины — распространенная проблема при сварочных работах. Эта шелушащаяся поверхность горячекатаной стали состоит из смешанных оксидов железа и плавится при более высокой температуре, чем фактический основной металл, по существу блокируя электрический ток дуги во время сварки. В результате получается более холодный сварочный налет, который имеет тенденцию «комковаться», а не плавно смачиваться, и вызывает сварочные брызги. Если возможно, приваривайте к основному материалу, на котором нет окалины. Этого можно добиться, купив уже очищенный металлопрокат или прибегнув к механической зачистке с помощью шлифовальной машины или лепесткового диска. Оба варианта увеличивают затраты на сварку, но могут помочь избежать простоев из-за удаления брызг.
Если сварка материалов без окалины невозможна, обязательно надежно заземлите источник питания на зачищенной поверхности. Заземление поверх окалины может вызвать прерывание зажигания дуги, что приведет к разбрызгиванию. Использование некоторых присадочных металлов, таких как порошковая проволока, также может помочь минимизировать проблемы с прокатной окалиной и разбрызгиванием.
№ 3: Рассмотрите возможность использования порошковой проволоки.
Когда это возможно и целесообразно для сварочного применения, переход от сплошной проволоки к порошковой проволоке является хорошим способом контролировать уровень разбрызгивания. В отличие от сплошной проволоки с твердым поперечным сечением, порошковая проволока является трубчатой и наполнена металлическими порошками, сплавами и стабилизаторами дуги. Эти проволоки пропускают ток через внешнюю металлическую оболочку, которая создает более широкую конусообразную дугу для более широкого профиля проплавления с минимальным разбрызгиванием или без него вовсе. Порошковая проволока также работает в режиме распыления, описанном ранее, и может хорошо сваривать через прокатную окалину без предварительной очистки.
№ 4: Соблюдайте надлежащую подготовку сварщиков и передовой опыт.
Менее опытные сварщики часто могут производить сварные швы с большим количеством брызг. Как и в любом другом сварочном процессе, ключевым моментом является обучение сварщика и соблюдение некоторых передовых методов. Использование соответствующих рабочих углов и углов перемещения в зависимости от области применения, типа проволоки и конфигурации соединения, а также поддержание надлежащего вида контактного наконечника также может уменьшить разбрызгивание и должно быть включено в программы обучения для начинающих сварщиков. Кроме того, использование подходящих расходных материалов и их замена при необходимости могут помочь уменьшить разбрызгивание. Принятие мер по уменьшению разбрызгивания при сварке может помочь компаниям оптимизировать сварочные процессы и повысить их эффективность.
№ 5: Используйте импульсную сварку MIG.
Если для сварочной операции используется источник питания, способный выполнять импульсную сварку MIG, или если есть возможность приобрести его, создаваемые им формы сигналов могут помочь уменьшить разбрызгивание. Импульсная сварка MIG осуществляется путем переключения между высоким пиковым и низким фоновым током примерно от 30 до 400 раз в секунду. Когда происходит переключение, капля металла отрывается от проволоки во время пикового тока и перемещается в сварочную ванну. Фоновая сила тока отвечает за поддержание дуги во время этого процесса, но при низком тепловложении, что предотвращает перенос металла. Импульсная сварка MIG хорошо сочетается со сплошной проволокой и проволокой с металлическим сердечником, чтобы уменьшить разбрызгивание и помочь при сварке в нерабочем положении. Поскольку при использовании порошковой проволоки разбрызгивание практически отсутствует, уменьшение разбрызгивания более заметно при использовании импульсной сварки MIG сплошной проволокой. Импульсная сварка MIG также относительно проста для освоения начинающими сварщиками, что является дополнительным преимуществом для создания однородных сварных швов с низким разбрызгиванием, и этот процесс часто позволяет сваривать через прокатную окалину.
Поддержка производительности, качества и экономии средств.
Принятие мер по сокращению разбрызгивания при сварке может помочь компаниям оптимизировать сварочные процессы и повысить их эффективность. Это особенно актуально для заказов, требующих окраски деталей. За счет уменьшения или устранения разбрызгивания деталь можно быстрее переместить на следующий технологический уровень. Уменьшение разбрызгивания также может улучшить качество сварки, увеличить производительность и минимизировать ненужные затраты.
Статья основана на мировом опыте и знаниях ITW Welding.
Оригинал статьи
Разбрызгивание при ручной дуговой сварке покрытыми электродами и способы его снижения
За последние 20 лет в промышленно развитых странах доля металла, наплавляемого ручной дуговой сваркой, снизилась почти в 3 раза. Есть основания полагать, что в недалеком будущем доля ручной дуговой сварки (по наплавленному металлу) в промышленных странах стабилизируется на уровне 15—25 %, а в мире в целом снижение будет идти в основном за счет развивающихся стран и Китая. Преимущественное применение этого способа сварки в строительстве (не менее 85—90 % общего объема сварочных работ) сохранится и в ближайшие годы.
Настройка напряжения сварочного полуавтомата
p, blockquote 9,0,0,0,0 –>
- Правильное напряжение важно для формирования прочного сварочного шва. Используя слишком низкое напряжение для конкретного металла с определённой толщиной, качество сварочного шва будет низким, так как проникновение сварки будет плохим. Таким образом, шов даже может выглядеть нормально, но будет не прочным. В конце статьи мы рассмотрим примеры сварочных швов на листовом металле при разном напряжении.
Влияние оборудования и технологии
Для защиты от сварочных брызг в первую очередь необходимо обратить внимание на использование качественного оборудования и электродов. Хороший результат может дать использование инверторных полуавтоматов.
Эти аппараты при работе дают очень ровный по значениям ток, который позволяет получать стабильную дугу.
Стоимость инверторных полуавтоматов достигает больших значений, но не всегда более дорогое оборудование полностью устраняет сварочные брызги.
Улучшение качества сварки происходит и при переходе на использование трехфазного тока.
Практически полностью устраняет сварочные брызги работа в среде газа. Для этого используют смесь аргона с углекислым газом в пропорциях 95% аргона к 5% углекислого газа.
При выборе параметров необходимо обращать внимание на величину сварочного тока. Именно завышенное его значение способствует возникновению и разбросу расплавленного металла.
Электроды должны применяться в соответствии с режимом сварки, характеристики их должны отвечать свойствам свариваемых материалов, что обеспечивает защиту от образования брызг. Не допускается использование влажных, отсыревших электродов, а также стержней с потрескавшейся или отслаивающейся обмазкой.
При подготовке изделий к сварке следует тщательно очистить их от грязи, ржавчины, копоти. Замасленные детали должны обезжириваться. Разделку кромок швов необходимо производить в соответствии с требованиями технологии работ.
При выполнении вышеперечисленных советов удается значительно снизить количество брызг. Но небольшие брызги все равно образовываются, налипая на металл.
Если конструкция или сооружение невысокой степени ответственности, и к ее внешнему виду не предъявляют жесткие требования, на применении этих мер можно было бы и остановиться. В противном случае приходится устранять последствия.
Причины появления
Сварочные брызги возникают, как правило, в момент зажигания дуги, пока ток имеет наибольшее значение. При касании электродом соединяемых деталей в момент короткого замыкания металл электрода, подвергаясь электродинамическому удару, разлетается и каплями в виде шариков оседает на поверхности.
В некоторых случаях сваривание капель с основным металлом бывает очень прочным. Дефект отлично заметен. Устранение его производится срубанием застывших капель или шлифовкой специальными инструментами.
Кроме этого случая, наиболее часто сварочные брызги возникают при сварке полуавтоматом с применением однофазного тока во время скачков напряжения.
Количество брызг очень сильно увеличивается, если сварка производится по ржавой и грязной поверхности металла.
Таким образом, основными причинами возникновения сварочных брызг являются:
- некачественные электроды;
- неправильный выбор режима и параметров сварки;
- низкое качество подготовки изделий к сварке;
- отсутствие защиты изделия от налипания.
Устранив полностью или частично эти проблемы, можно обеспечить высокое качество работы с минимальным количеством сварочных брызг.
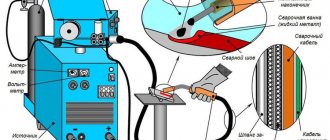
Вылет проволоки
Вылет проволоки – это расстояние между концом наконечника и концом проволоки. При использовании углекислоты или смесей, сохраняйте вылет от 0.6 мм до 1 см. Слишком длинный вылет ослабит арку. Чем меньше вылет проволоки, тем стабильнее электрическая дуга и тем лучшее проникновение будет получаться даже с низким напряжением. Таким образом, лучший вылет проволоки – как можно более короткий. Однако, вылет проволоки может зависеть от того, насколько наконечник горелки углублен внутрь газового сопла. Чем больше наконечник углублён в сопло, тем длиннее должен быть вылет проволоки.