Вальцевание листового металла
Заготовки такого типа легко поддаются обработке. В результате вальцовки листам можно придать любую форму: цилиндра, конуса, трубы, желоба. В процессе работы заготовка пропускается между специальными валами, равномерно деформируется и принимает форму цилиндра. В таком виде она подходит для дальнейшей обработки на станке.
Для работы мы применяем специальные гибочные вальцы с различным типом привода. Наши технологии позволяют нам изготавливать даже нестандартные изделия больших диаметров.
Вальцовочные работы по металлу
Вальцовкой называется процесс деформации заготовок из металла с целью приданиям им требуемой формы и размеров. Это могут быть как готовые изделия, так и промежуточные этапы работы с заготовками и элементами. Наиболее востребована вальцовка листового металла и вальцовка труб, она применяется чтобы изменить диаметр, сделать трубу с квадратным или прямоугольным профилем, придать необходимый радиус кривизны, создать изделия овальной, конической, цилиндрической формы.
Обрабатываем:
- Металлические изделия (трубы, профиль, арматура, уголки, обечайки, балки, кольца, конуса, швеллеры)
- Листовому металлу
- Черным металлам (сталь, нержавейка, чугун, железо)
- Цветным металлам, Сплавам (алюминий, медь, латунь, титан)
Какие материалы подходят для вальцевания
Мы работаем со стальными сплавами, например, с нержавеющей сталью, цветными металлами, различными видами черных металлов, оцинкованного листа, профильного и трубного проката.
Как проходит работа?
Заключению договора предшествует обращение к нашим менеджерам и создание заявки. Для работы по проекту необходимы чертежи. Вы можете предоставить их самостоятельно или доверить это нашим мастерам. Во втором случае вам необходимо предоставить на выбор:
- эскиз;
- фотографию изделия;
- техническое задание.
Учтите, что создание чертежей не входит в основную услугу.
Следующий этап — это заключение договора, в котором будет зафиксирована конечная стоимость работ и срок их сдачи. Если заказ срочный, вы также можете указать это, и мы максимально сократим сроки работы.
После этого начинается работа наших специалистов. Мы изготавливаем изделие, соответствующее предоставленным параметрам. Мы используем высокотехнологичное оборудование и контролируем производство на каждом этапе.
Когда вальцовка металла завершена, мы доставляем готовый продукт, и вы осуществляете его прием.
Заказывайте наши услуги с помощью заявки на сайте или позвоните нашим специалистам по телефонам в Москве +7(495)730-222-4, +7(985)540-01-00.
| 350089, г.Краснодар, ул.Думенко 2 оф.16 р.Адыгея, п.Энем, ул. Перова 46А |
| [email protected] |
Предлагаем вальцовку профильного и листового металла по выгодным ценам в Краснодаре, исполняем заказы любой сложности как на серийные детали, так и штучные образцы.
Вальцовка – равномерное деформирование различных видов сплавов под давлением или операция холодной формовки металлоизделий (листового, профильного металла, труб, стального прута) в целях приведения изделий к радиальной или цилиндрической форме. Технологически процесс представляет собой постепенное протягивание металла в движущихся валках на специальном оборудовании — вальцах. С помощью вальцовки можно осуществлять обработку стальных сплавов, например изделий из нержавеющей стали, цветных металлов, различных видов черных металлов, оцинкованного листа и профильного и трубного проката. Для гибочного процесса могут использоваться заготовки следующих форм: стальная полоса, плоский лист, профилированный лист, швеллер, двутавр, уголок, профильные и круглые трубы, арматура, пруты и пр.
- Вальцовка листового металла
- Вальцовка труб
- Преимущества
- Вальцовка конусов
- Цены на вальцовку в Краснодаре
Читать также: Групповая ведомость покупных изделий
Наше предприятие осуществляет вальцовку различных видов металла, в том числе:
- нержавеющая сталь;
- оцинкованная сталь;
- цветные сплавы;
- изделия из черного метала.
Вальцовка листового металла
Вальцевание листового металла это равномерное деформирование стального листа под давлением. С помощью данного метода можно создавать как заготовительные элементы, подлежащие сварке и соединению в цельную конструкцию, так и готовые изделия. Изготовление деталей осуществляется на современном оборудовании, отвечающем новым стандартам качества и необходимым для работы требованиям. Процесс осуществляется с помощью ковочных или листогибочных вальцов. Лист металла пропускается между вальцами и под воздействием давления постепенно приобретает необходимую форму. Достаточно трудновыполнимым процессом является гибка листовой нержавеющей стали, поскольку главной задачей при этом является сохранение свойств защитного покрытия листа.
Данный метод используется для изготовления изделий цилиндрической формы. Наше предприятие осуществляет вальцевание листов нержавеющей стали, оцинкованной стали, алюминия и пр. Обработка таким способом листового проката используется для последующего изготовления промежуточных форм со сборкой в готовые конструкции, такие как цистерны, котлы, емкости, трубы нестандартного диаметра.
Вальцовка осуществляется на станках, обладающих большими радиусами скругления. В процессе обработки листа на станке металл подвергается равномерной деформации с назначенным радиусом скругления, и в результате на выходе получается конус либо цилиндр из листового металла, в зависимости от заданных углов скругления. Каждый станок имеет собственные характеристики и ограничения по обрабатываемому металлу, как то – толщина, размеры и радиус сгибания. В зависимости от толщины металла на выходе и тем больше должны быть радиусы валков установленных на вальцах, но увеличение радиуса валков приведёт к уменьшению минимального радиуса гиба при вальцовке тонко-листовых металлов. Процесс вальцевания выполняется на специальных станках (листогибочных вальцах).
Вальцуем листовую сталь с размерами:
- ширина изгибаемого листа — до 2000 мм
- толщина листа — от 1 до 20 мм
- наименьший радиус вальцовки — 120 мм
Вальцовка труб
Вальцовка профильных труб осуществляется путем их обработки на трубогибочном или вальцовочном оборудовании. Стоимость услуг по гибке профильного проката формируется в зависимости от характеристик используемого металла, сложности выполнения заказа и требуемого количества изделий, так как для изготовления каждого индивидуального изделия производится наладка оборудования.
Гибка профильной трубы вальцеванием
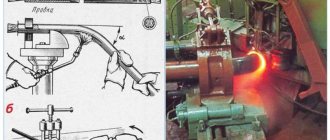
Одним из способов холодной обработки металла является вальцовка труб. Обработка профильного металла осуществляется на самых простых и распространенных станках трехвалковых трубогибах. На станках данного типа можно производить гибку профильного металла из разных видов стали: черная, нержавеющая, различные сплавы цветных металлов и пр. Главным механизмом, осуществляющим, собственно вальцовку, является узел, состоящий из трех роликов-валков, один из которых является ведущим, либо это функция переходит на два крайних валка. Профильная труба прокатывается через валки и деформируется с образованием изделия заданного радиуса кривизны. Вальцовка позволяет изготовить либо гнутый отрезок трубы, либо длинный гнутый профиль различной длины вплоть до создания круговой заготовки.
Читать также: Ключ трубный цепной своими руками
Сам процесс гибки профильного металла подразделяется на два этапа. Первый – предварительное натяжение для задания угла скругления, путем создания давления от среднего валка на профиль, опирающийся на крайние валки, либо наоборот, прикладывания усилия от крайних валков при упоре на средний.
Вальцовка сечения труб
Процесс разделяется на три этапа:
- Начальный этап – привальцовка – расширения под воздействием температуры или механической силы. Профильный металл помещается в отверстие, после этого начинается расширение, первый этап позволяет избавиться от зазора между трубой и краем отверстия.
- Второй этап – вальцевание заключается в уплотнении соединения и формирование загиба, для данного процесса необходимо применение наиболее больших усилий, на этом этапе за счет деформации изменяется и геометрия профильного отверстия, создавая плотное соединение.
- Третий этап – развальцовка – на этом этапе соединение становится полностью герметичным.
Для вальцовки труб наше предприятие использует трехроликовые трубогибные станки, которые обеспечивают точность радиуса гиба порядка 4% от номинального размера. Используемое оборудование позволяет исполнять гибку профильного металла по требуемому радиусу без образования дефектов на внутренней стенке заготовки. Данное оборудование позволяет выдерживать радиус гиба до 250 мм, а также производить обработку других видов профильного металлопроката – швеллера, двутавра и уголка.
Преимущества вальцевания
- простота обработки;
- сохранение свойств металла;
- равномерная деформация по всей площади заготовки;
- отсутствие трещин, заломов, царапин, заусениц и прочих дефектов по внутренней плоскости готового металлоизделия.
- возможна обработка пластичных металлов;
- большой диаметр гибки;
- гибка в одном направлении,
Вальцовка конусов из листового металла
Вальцовка конусов обычно сложнее, чем гибка труб, т.к. предполагает применение четырехвалковых станков, поскольку трехвалковые станки не обладают необходимой для такой работы точностью. Кроме того, предполагается наличие определённого опыта у оператора данного станка. При применении четырехвалковых станков оператор обладает возможностью производства протяжки листового металла на холостом ходу, в таком случае с помощью оборудования производится разворачивание листа под углом к крайней стороне наклоненного валка. В процессе протяжки листа между валками, металл равномерно деформируется и получает изгиб под заданным радиусом без нарушения технических характеристик металла. Таким образом производятся изделия цилиндрической или конической формы.
Конструкция четырехвалкового станка помогает производить изделия, более точно соблюдая радиус изгиба, прокат зажимается между вальцами и сверху, и снизу. Обечайки обрабатывают боковыми валками, подгиб кромок осуществляется одновременно. В числе прочих усовершенствований четырехвалкового станка – присутствие добавочного прижимного приспособления, помогающее уменьшить величину плоского края, способность изгибать листовой металл за один проход и возможность горизонтальной подачи прокатного металла.
При обработке лист изгибается постепенно по заданному оператором станка радиусу и в итоге металл приобретает коническую форму. Вальцовочные станки обладают различными техническими характеристиками, накладывающими определенные ограничения на диаметр изделий, подвергаемых обработке, а также на толщину обрабатываемых листов металла.
Читать также: Как устроен баллон с монтажной пеной
При наличии вальцовочного оборудования, соответствующего стандартам и при наличии в штате операторов станков с соответствующим опытом, предприятие способно производить конусные изделия с изгибом правильной формы и углом вальцевания до сорока пяти градусов.
Приблизительная стоимость вальцовки металла
Изготовление трубы из металлического листа — от 50 рублей за единицу Цена вальцовки профильной трубы по назначенному радиусу — от 100 рублей за единицу продукции. Цена вальцовки конусов — от 200 рублей за вальцевание одного изделия Стоимость вальцовки обечайки — от 50 руб. за шт. Стоимость вальцовки полуобечайки — от 50 руб. за шт.
Оставить заявку Задать вопрос
| Виды вальцовки | Цена (руб.) | ЕД. ИЗМ. | |||||||
| Вальцовка листового металла толщиной до 1,0 мм | 500 | м.кв | |||||||
| Вальцовка листового металла толщиной до 1,2 мм | 600 | м.кв | |||||||
| Вальцовка листового металла толщиной до 1,5 мм | 700 | м.кв | |||||||
Процесс холодного деформирования листового материала в линейном или радиальном направлении называется вальцеванием. Для создания металла нужной формы используются прокатные станы с тремя или четырьмя прессовочными валами. После такой обработки стальное изделие не теряет своих изначальных свойств, сохраняет структурную целостность и прочность.
Гибка металла на вальцах
07 Дек 2013 Рубрика: Механика |
За последнее время ко мне было несколько обращений от читателей блога за помощью в решении одной и той же задачи: как при работе на трехвалковых листогибочных вальцах и профилегибах определить окончательное местоположение среднего ролика (валка)…
…относительно положения крайних роликов (валков), которое обеспечит гибку (вальцовку) заготовки с определенным заданным необходимым радиусом? Ответ на этот вопрос позволит повысить производительность труда при гибке металла за счет уменьшения количества прогонов заготовки до момента получения годной детали.
В этой статье вы найдете теоретическое
решение поставленной задачи. Сразу оговорюсь – на практике я этот расчет не применял и, соответственно, не проверял результативность предлагаемого метода. Однако я уверен, что в определенных случаях гибка металла может быть выполнена гораздо быстрее при использовании этой методики, чем обычно.
Чаще всего в обычной практике окончательное местоположение подвижного центрального ролика (валка) и количество проходов до получения годной детали определяется «методом тыка».
После длительной (или не очень) отработки технологического процесса на пробной детали определяют координату положения центрального ролика (валка), которую и используют при дальнейших перенастройках вальцев, изготавливая партию этих деталей.
Метод удобен, прост и хорош при значительном количестве одинаковых деталей – то есть при серийном производстве.
При единичном или «очень мелкосерийном» производстве, когда необходимо гнуть разные профили или листы разной толщины разными радиусами, потери времени на настройку «методом тыка» становятся катастрофически огромными.
Особенно эти потери заметны при гибке длинных (8…11м) заготовок! Пока сделаешь проход…, пока проведешь замеры…, пока перестроишь положение ролика (валка)… — и все сначала! И так десяток раз.
Особенности и проблемы гибки металла на вальцах
Да, как было бы всё красиво и просто – надавил, прогнал – деталь готова, но есть несколько «но»…
1.
При вальцовке деталей с малыми радиусами в целом ряде случаев нельзя получить необходимый радиус R
за один проход по причине возможности возникновения деформаций, гофр и надрывов в верхних (сжимаемых) и нижних (растягиваемых) слоях сечения заготовки. В таких случаях назначение технологом нескольких проходов обусловлено технологической особенностью конкретной детали. И это не исключительные случаи, а весьма распространенные!
2.
Одномоментная без прокаток подача среднего ролика (валка) на большое расстояние
H
может быть недопустимой из-за возникновения значительных усилий, перегружающих сверх допустимой нормы механизм вертикального перемещения вальцев. Это может вызвать поломку станка. В аналогичной ситуации перегрузки при этом оказаться может и привод вращения роликов (валков)!
3.
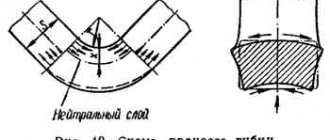
Концы заготовки, если их предварительно не подогнуть, например, на прессе, останутся прямолинейными участками при гибке на трехвалковых вальцах! Длина прямолинейных участков
L
чуть больше половины расстояния между нижними роликами
А
/2.
4.
При движении среднего ролика (валка) вниз в сечении заготовки, подверженном изгибу, постепенно нарастают нормальные напряжения, которые вызывают вначале пружинную деформацию.
Как только напряжения в крайних верхних и нижних волокнах сечения достигнут предела текучести материала детали σт
, начнется пластическая деформация – то есть начнется процесс гибки.
Если средний ролик (валок) отвести обратно вверх до начала возникновения пластической деформации, то заготовка отпружинит следом и сохранит свое первоначальное прямолинейное состояние! Именно эффект обратного пружинения вынуждает увеличить размер вертикальной подачи Hрасч
на величину
x
, так как участки заготовки отпружинивают и частично распрямляются, выходя из зоны гибки, расположенной между роликами (валками).
Мы нашли эту поправку x
опытным путем. Обратное пружинение или остаточную кривизну детали можно рассчитать, но это непростая задача. Кроме величины предела текучести материала
σт
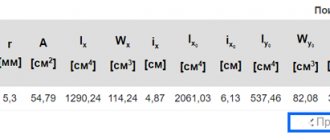
значимую роль при решении этого вопроса играет момент сопротивления изгибу поперечного сечения вальцуемого элемента
Wx
.
А так как часто профили особенно из алюминиевых сплавов имеют весьма замысловатое поперечное сечение, то расчет момента сопротивления Wx
выливается в отдельную непростую задачу.
К тому же и фактическое значение предела текучести σт
часто значительно колеблется даже у образцов, вырезанных для испытаний из одного и того же листа или одного и того же куска профиля.
В предложенной методике сделана попытка уйти от определения обратного пружинения «методом научного тыка». Для пластичных материалов, например алюминиевых сплавов, значение x
будет очень небольшим. Для сталей – в зависимости от марки, конечно, немного больше.
Вопросы, касающиеся гибки металла, рассматриваются так же в целом ряде весьма популярных у читателей этого блога статей: «Расчет усилия листогиба», «Расчет длины развертки», «Изготовление гнутого швеллера», «Всё о гнутом швеллере», «Всё о гнутом уголке».
Для получения информации о новых статьях и для скачивания рабочих файлов программ прошу Вас подписатьсяна анонсы в окне, расположенном в конце каждой статьи или в окне вверху страницы.
Не забывайтеподтвердитьподпискукликом по ссылке в письме, которое тут же придет к вам на указанную почту (может прийти в папку «Спам»)!!!
Особенности и преимущества услуги
Вальцовка металла обеспечивает равномерное деформирование. Исключено образование царапин, выбоин и вмятин на поверхности листа. Достигается высокая точность изготовления. Механические нагрузки валков равномерно распределяются по всей зоне трения.
Конечным продуктом вальцевания являются незамкнутые цилиндрические элементы или пространственные конические изделия. Этот метод имеет массу других преимуществ:
- можно обрабатывать сталь разной толщины (максимальный радиус закругления напрямую зависит от этого показателя);
- работы выполняются без больших затрат энергии;
- удается достичь равномерного лоска;
- можно деформировать нержавеющие, оцинкованные и алюминиевые материалы.
Вальцовка листового металла может производиться на разных скоростях. Чем они выше, тем меньше усилий оказывается на контактную поверхность изделия.
Вальцовка изделий из металла
Прайс на Вальцовку изделий из металла
| вальцовка труб | от 118 руб. |
| вальцовка конуса | от 190 руб. |
| вальцовка обечаек | от 194 руб |
| вальцовка уголка | от 148 руб |
| вальцовка швеллера | от 150 руб. |
| вальцовка круга | от 90 руб руб |
| вальцовка листа от 50 шт | от 190 руб. |
| вальцовка двутавра | от 150 руб |
| вальцовка балки | от 150 руб |
| вальцовка арматуры | от 30 руб |
| вальцовка колец от 50 шт | от 198 руб |
| вальцовка профиля | от 30 руб. |
Процесс вальцевания
Если толщина стали больше 7 мм, ее предварительно разогревают для создания необходимой пластичности. Сама процедура может реализовываться в нескольких вариациях: при винтовой, продольной или поперечной подаче.
Сначала к захватной зоне станка подносят металлический лист. Затем настраивают размер зазоров между валками. Задают направление деформации и выполняют прокатку. Для достижения более равномерного радиуса кривизны производят закатку кромок изделия. Все деформирования происходят за счет крутящего момента, а не механического усилия. Купить готовые согнутые материалы по доступной цене можно в Москве. Оптимальные цены на услуги вальцевания установлены в компании WENSA.