Когда требуется заточка?
Если свёрла по дереву могут эксплуатироваться длительное время и при этом оставаться острыми, то инструмент по металлу приходит в негодность очень быстро. Конечно, опытный мастер определяет тупое сверло на глаз или по первому же его соприкосновению с поверхностью металла. Если же вы новичок, определить потребность инструмента в заточке можно по следующим признакам:
- в процессе сверления возникает скрип и свист;
- инструмент нагревается гораздо быстрее, чем обычно;
- качество отверстия получается низким – имеются зазубрены и заусенцы;
- стружка выходит только из одной спиральной канавки (этот признак может свидетельствовать еще и о неправильной заточке).
Имейте в виду, что, работая тупым наконечником, вы подвергаете себя опасности, так оно может сломаться. При этом разлетающиеся его части способны причинить серьезную травму. Кроме того, сверло может «закусить». В такой ситуации, если дрель мощная или вы работаете на станке, деталь вырывает из рук, что зачастую тоже заканчивается травмой. Поэтому затягивать с заточкой или заменой наконечника ни в коем случае нельзя.
Как правильно заточить сверло в домашних условиях
Для стали угол составляет 140 градусов.
120 градусов это оптимальный угол большинства сверл.
Угол заточки сверла по дереву
Ознакомимся со сверлением дерева. Для ручного сверления материалов из дерева применяют сверлилку и коловорот, используя патроны (зажимные) определённых форм.
Отметим, что ручная винтовая сверлилка зачастую применяется при высверливания отверстий диаметром в пределе 5 мм.
При сверлении необходимо принимать во внимание твёрдость древесины, размещение трещин, глубину сверления, присутствие гвоздей и других посторонних материалов
Если диаметр отверстия большого размера, то лучше центры заранее засверлить тонкими сверлами чтобы сверло не изменило направление, а если дерево непрочное целесообразно сделать зенкование.
Если имеются сквозные отверстия, нужно при выходе сверла сделать определённую преграду, например, из кусочка дерева.
Помните! Что при сверлении направлять инструмент на свою сторону нельзя. Внимательно рассмотрите состояние сверла, центровку сверла в патроне. Используйте эти правила в целях личной безопасности и эффективности работы с материалами.
Если же в процессе работы в глаз попали частички затачиваемого материала немедленно обратитесь к врачу.
Если сверление происходит по дереву, то об остроте сверла не стоит переживать, ведь сверло служит долго без систематической заточки.
Однако, при работе с металлом, острота сверла играет важную роль, поскольку просверлить металл возможно исключительно при наличии острого сверла.
Таким образом, угол заточки сверла по дереву
будет составлять 140 градусов.
Угол заточки сверла по металлу
Например, для металлов твёрдого типа, приемлем угол заточки сверла
приблизительно 120 градусов, для более мягкий металлов – 90.
Если работать придётся с мягкой бронзой, то угол при вершине будет равен 120—130 градусам красная медь – 125 алюминий -140 пластмассы – 90-100 хрупкие материалы –140.
Угол заточки не может быть одинаковый для всех материалов!
Таким образом, угол заточки сверла устанавливается в зависимости от характеристики материала (при этом учитывается его пластичность и состояние).
Так, чем мягче материал, тем больше угол наклона.
Однако этот принцип применяется на производстве.
В домашних условиях, когда одно и тоже сверло применяется для многих материалов, угол наклона зависит от диаметра сверла и меняется от 19 28° для сверл, которые имеют диаметр от 0,25- 10 мм.
Как заточить перьевое сверло
Дерево — это материал, который легко обрабатывается различными инструментами. Одним из их видов может быть сверло. Использовать сверло приходится при обработке материала довольно часто.
Отверстия, которые необходимо просверлить, могут быть разного диаметра, а также глухие или сквозные.
- Витое, или односпиральное
- Балеринка
- Коронка
- Сверло Форстнера по дереву
- Перьевое сверло
- Что представляет собой сверло?
- Особенности использования
- Как заточить перьевое сверло?
Для малого размера обычно применяют инструмент по металлу, а вот для увеличенного диаметра используют специализированное сверло по дереву большого диаметра.
Существует несколько их типов:
Существуют, но редко используются, буры для нарезания конусных шипов, пробочные и т. д. и т. п. Рассмотрим некоторые из них.
Сверло по дереву: как выбрать и заточить правильно?
Современный рынок предлагает покупателям огромное количество сверл разных типов.
Одни из них используются исключительно для деревянных конструкций, давайте разберемся как их правильно выбрать и как заточить сверло по дереву наилучшим способом.
Разновидности сверла для дерева
Обычно качественными сверлами пользуются опытные мастера, которым в работе требуются различные типы изделий для создания отверстий в дереве. Это могут быть отверстия, к примеру, под шипы, болты или нагели. Причем сам процесс сверления может быть очень разнообразен по качеству, что понесет за собой мысли о том, как правильно заточить после эксплуатации сверло и придется ли его вообще затачивать.
Самыми распространенными типами сверл на сегодняшний день можно назвать: винтовые, спиральные, перовые, центровые, кольцевые и сверла Форстнера.
Винтовые
Если требуется сверлить дерево поперек волокон, не задаваясь при этом лишний раз вопросом как правильно заточить сверло по дереву, то пригодится винтовое сверло с мелкой резьбой на окончании. В диаметре они могут достигать до 50 миллиметров. Специальная винтовая форма поможет вовремя отводить от места работы стружку и не перегревать тем самым стержень. В зависимости от требуемой глубины отверстия можно приобрести сверла длиной более сантиметра, при этом минимальный размер – 400 миллиметров.
Винтовые сверла по дереву
Спиральные
Спиральное изделие сразу же можно отличить по идеально отшлифованной фрезерованной спирали с острием, позволяющим не допустить какое-либо передвижение стержня в сторону при работе. Именно благодаря спиральной форме с легкостью просверливают отверстия в конструкциях из шпона. По диаметру соответствующие сверла достигают 52 миллиметров, а самый маленький можно найти на 3 миллиметра. Чтобы точно прицелится на намеченное место сверление, хвостик изделия оборудован конической формой, что придает немало удобства.
Если при закупке выбор пал именно на спиральные сверла, то всегда следует помнить о взаимосвязи диаметра изделия от максимального количества оборотов, которое оно может выдавать. Иначе срок службы изделия будет резко сокращен. Если требуется обрабатывать твердые деревянные поверхности, то лучше установить максимум 900 оборотов в минуту при диаметре сверла в 14 и меньше миллиметров. А вот для мягкой древесины можно установить на сверлящем инструменте 1800 оборотов.
Набор спиральных сверл для дерева
Перовые
Наиболее распространенным типом сверла является перовое. Именно оно наводит на мысли как заточить перьевое сверло по дереву, и чаще всего используется при ремонтных и строительных работах. Оно наиболее удобное и имеет различные варианты в диаметре.
У него есть лишь единственный важный недостаток: подобная форма сверла не способствует отведению стружки и процесс сверления значительно осложняется, особенно когда необходимо отверстие с большой глубиной. Именно поэтому специалисты рекомендуют использовать подобный тип сверл при работе с древесными плитами или толстыми досками, где процесс сверления будет происходить максимально эффективно.
Исправить ситуацию может особый вид наконечника у перового сверла или же подобное изделие с удлинителем. Такой удлинитель имеет шестигранную форму, и вполне может использоваться для иных типов сверл. При этом диаметр итогового отверстия может достигать до 52 миллиметров.
Перьевые сверла для дерева
Центровые и кольцевые
А вот центровые сверла пригодятся для создания идеально ровных сквозных отверстий в деревянной поверхности. Обычно такие изделия имеют вид 50-миллиметрового (минимум – 12 мм) стержня с режущей кромкой внизу, достигая длины до 150 миллиметров. Конечно же, достаточно глубоких отверстий проделать не получится. Для этого подойдут кольцевые сверла, на вид схожие с короной или кольцом с зубьями. Обычно они продаются целым набором в виде насадок с центровочным сверлом и единой основой.
Сверла Форстнера
Когда речь заходит о ремонте или создании мебели, а не о мыслях с вопросом как заточить перьевое сверло по дереву, то сразу же можно смело идти за сверлами Форстнера, которые подходят для этого дела лучше всего. Они позволяют высверливать полностью глухие отверстия с идеально ровным дном. При этом диаметр изделия достигает от 10 до 50 миллиметров. Само же сверло покрыто специализированным сплавом, служащим защитой и увеличивающим срок эксплуатации.
Сверло по дереву Форстнера
Как заточить перьевые сверла по дереву видео
Для того, чтобы просверлить в металлической или деревянной детали отверстие, используют сверла. Однако, они в процессе эксплуатации нуждаются в заточке. Если не заточить сверло, то работа с ним будет длительной, а качество отверстия — неудовлетворительным. О способах заточки сверл по дереву и металлу поговорим далее.
Особенности выбора сверла по дереву и по металлу
В процессе выбора того или иного сверла, прежде всего следует его визуально осмотреть. На его поверхности не должны присутствовать трещины, сколы или другие деформации, она должна быть гладкой и ровной. В соотношении с цветом данного приспособления определяется тип его конечной обработки, которая сказывается на прочности и длительности эксплуатации сверла.
Черные сверла имеют отличные эксплуатационные характеристики, так как они обрабатываются с помощью пара. Если цвет сверла желтый или золотой, то оно обработано титановым напылением. Данный процесс позволяет сверлу сбрасывать излишнее напряжение. Кроме того, длительность эксплуатации сверла значительно возрастает.
Сверло серого цвета свидетельствует о том, что его обработка не проводилась, поэтому эксплуатационные свойства такого инструмента находятся на низком уровне. Покупая дрель, вы получаете в комплектации к ней набор сверл, различающихся по диаметру, длине и типу использования.
Чаще всего, сверла подразделяются на инструменты, используемые ля сверления отверстий:
- на бетонных поверхностях;
- на деревянных поверхностях;
- на металлических поверхностях.
Каждая разновидность сверл отличается индивидуальными показателями внешнего вида и цвета. Для сверления деревянных поверхностей используются сверла в виде пера, змеи или спирали.
Самый распространенный диаметр сверла по дереву винтового составляет от трех до пятидесяти двух миллиметров. Данный инструмент имеет двойную ленту, которая обеспечивает точность сверления отверстия.
При этом соскальзывание сверла в процессе работы исключено. Для удаления стружки сверло имеет отверстия в спирали, через которые она выходит.
Оно подходит для сверления отверстия под дюбеля, монолитные и деревянные плиты, фанерные листы и т.д.
Змеевидный вариант сверла отличается наличием тщательно отшлифованной и фрезерованной спирали. С ее помощью делают отверстия в деталях, выполненных из шпона.
Сверло перовое по дереву отличается широкой сферой применения. Оно отличается удобством эксплуатации, а также имеет различные диаметры. Используется как для сверления мягкого дерева, так и для более твердых пород древесины. Сверло перьевое по дереву — отличный и универсальный вариант для сверления практически любых отверстий.
Винтовые сверла обеспечивают сверление против волокон древесины. Диаметры сверл по металлу и по дереву винтового типа бывают от одного до пяти сантиметров. Длина такого сверла составляет от четырех до десяти сантиметров.
Качество полученного отверстия определяется прежде всего правильность выбора сверла для того или иного материала, а также уровень заточки данного сверла.
Заточить сверло по дереву: схема выполнения работ
В ответе на вопрос как заточить сверло по дереву, существует множество нюансов, которые следует учитывать. Прежде всего, следует определить действительно ли сверло затупилось, возможно причина в его поломке иди износе.
Признаками того, что сверло по дереву нуждается в дополнительной заточке является прежде всего тот факт, что работа по просверливанию отверстия протекает намного дольше, отверстия получаются неровными и некачественными.
Также, такое сверло очень быстро нагревается и под воздействием слишком большой температуры деформируется.
Если опыт работы по заточке сверла по дереву у вас отсутствует, то рекомендуем изначально потренироваться на старых и уже изношенных сверлах. Если выполнить заточку неправильно, то дальнейшая эксплуатация или восстановление сверла будет невозможным.
Сверло по дереву большого диаметра поддается заточке лучше, нежели сверла, используемые для сверления металлических поверхностей. Так как сверла по дереву изготавливаются из более податливых и мягких материалов.
В данном случае, для заточки такого сверла достаточно домашних подручных инструментов.
В процессе заточки потребуется наличие заточного станка и емкости с водой, используемой для охлаждения сверла. Вода не допустит перегрев стали и деформацию сверла в процессе его заточки.
Если станок для заточки сверл у вас отсутствует, то используйте обычный напильник. Однако, в таком случае, процесс заточки будет длиться в несколько раз дольше.
Главное правило качественной заточки сверла по дереву длинного, соблюдение правильный пропорций и геометрических форм. То есть, форма сверла должна быть точно такой же, как и после его покупки.
Сверло по дереву кольцевое должно быть заточено с соблюдением определенного угла заточки.
В процессе использования станка для заточки, то в таком случае, следует аккуратно приставлять сверло к точильному диску. Для того, чтобы необходимые величины были максимально точными используйте дополнительные приспособления. Это может быть устройство, во внутрь которого устанавливается сверло и зажимается в нем.
Таким образом, сверло находится в специальном механизме и снижается риск получения ожогов, в следствие его нагревания. Кроме того, для того, чтобы не повредить руки, в обязательном порядке перед заточкой оденьте перчатки.
После выполнения предварительной заточки, кромка постепенно доводиться до гладкой формы и идеального состояния.
Это делается с помощью такого же станка, но на низких оборотах, После выполнения доводки сверло может эксплуатироваться по назначению.
Если заточка выполнена правильно, то срок эксплуатации сверла значительно увеличивается.
Заточка сверла по дереву видео в конце статьи.
Технология заточки сверла по дереву подразумевает выполнение таких действий:
1. Угол заточки сверла по дереву составляет девяносто пять градусов. Данное значение, в обязательном порядке выдерживается.
Перьевые свёрла по дереву
Так как у нас кровельный портал, нас интересуют перьевые свёрла предназначенные для работы с пиломатериалами и прочими материалами из дерева.
По качеству и точности работы данные свёрла несовершенны и имеют свои преимущества и недостатки. Применяются они в основном для проведения грубых операций.
Перьевые свёрла выделяются в работе своей высокой производительностью. Конечно лёгкость сверления напрямую зависит от твёрдости древесины и не все породы деревьев легко поддаются сверлению. Но с пиломатериалами широко применяемыми в строительстве, перьевое сверло легко справляется со сверлением. Оно часто используется для сверления отверстий большого диаметра, при работе с клеёной древесиной и даже можно применять в работе с гипсокартоном и пластиком.
Перьевые свёрла по дереву бывают односторонние и двусторонние. Соответственно предназначаются они для работы с вращением в одну и две стороны соответственно. Угол среза у резца одностороннего пера составляет 75-90°, а у двухстороннего – 120-135°.
Качество изготовления
Как и у любого другого инструмента, качество сверла и срок его эксплуатации напрямую зависит от сырья и метода его обработки. Визуально качество обработки сверла можно определить по его цвету:
- Стальной серого оттенка — Деталь сверла не подвергалась обработке (может быть окрашено цветной краской);
- Тёмный — Сверло обработано острым паром, для увеличения прочности металла (так же может быть окрашено цветной краской);
- Золотой — Применяется спец-технология обработки детали сверла;
- Ярко-золотистый — Поверхность сверла имеет слой нитрида титана, увеличивающий срок эксплуатации и прочностные характеристики.
В настоящее время существует большое кол-во производителей перьевых свёрел
Чтобы не ошибиться в выборе сверла, при покупке стоит обратить внимание на:
- форма – перо сверла должно быть симметричным;
- резцы на сверле должны быть идеально ровными;
- отсутствие сколов и неровностей на сверле;
- материал и производственная обработка изделия.
Перьевое сверло по дереву: видео как заточить
Дерево — это материал, который легко обрабатывается различными инструментами. Одним из их видов может быть сверло. Использовать сверло приходится при обработке материала довольно часто.
Отверстия, которые необходимо просверлить, могут быть разного диаметра, а также глухие или сквозные.
- Витое, или односпиральное
- Балеринка
- Коронка
- Сверло Форстнера по дереву
- Перьевое сверло
- Что представляет собой сверло?
- Особенности использования
- Как заточить перьевое сверло?
Для малого размера обычно применяют инструмент по металлу, а вот для увеличенного диаметра используют специализированное сверло по дереву большого диаметра.
Существует несколько их типов:
Существуют, но редко используются, буры для нарезания конусных шипов, пробочные и т. д. и т. п. Рассмотрим некоторые из них.
Витое, или односпиральное
Спиральный, или винтовой, бур по дереву, выпускается с рабочими наконечниками двух типов: коническими и специальными подрезателями. Основой является цилиндрический стержень, рабочая часть которого образована винтовыми спиральными канавками. Канавки эффективно отводят стружку при работе.
Применяются для выполнения глубоких отверстий. Отверстия с помощью этого инструмента получаются ровные, гладкие и аккуратные.
Балеринка
Представляет собой регулируемое устройство с резцами. Буравчик в центре осуществляет предварительное высверливание, а резцы прорезают по окружности. При настройке нужного диаметра резцы передвигаются по направляющей на одинаковое расстояние от буравчика и надёжно фиксируются.
Из-за особенностей конструкции глубокие отверстия сделать не получится. Максимальный размер отверстия не превышает 300 миллиметров.
Коронка
Применяется для сверления неглубоких сквозных отверстий. В качестве основы используется диск, в центре которого устанавливается спиральный буравчик. В специальные места устанавливаются полотна для пила. Обычно выпускаются наборами с полотнами разного размера до 100 мм.
Сверло Форстнера по дереву
Бур Форстнера в основном применяется при мебельном производстве, для высверливания отверстий точного диаметра. Он позволяет легко выполнить несквозное отверстие. Фрезы выпускаются с разными диаметрами рабочей поверхности: 10, 16, 24, 27, 32, 36, 38, 40, 45, 50 (мм). Цена зависит от диаметра, чем больше он, тем больше и цена.
Он представляет собой бур, состоящий из цилиндрического хвостовика с двумя режущими кромками и окружным краем. Для резца характерны идеально ровные края отверстия и длительный срок службы.
Перьевое сверло
Для сверления любой породы дерева, довольно часто, применяют перьевые свёрла.
Перьевое сверло предназначено для выполнения сквозных отверстий разного диаметра. Конечно, можно сверлить и другими типами свёрл, но преимущество перьевого бура в следующем:
- невысокая цена;
- хороший шаг выбора диаметра;
- простота в работе, не требуется предварительного кернения;
- высокая производительность;
- возможность применения удлинителя.
К недостаткам относят качество работы и довольно быстрый износ режущих частей, а потому обычно используются для проведения грубых операций, не требующих чистоты поверхности.
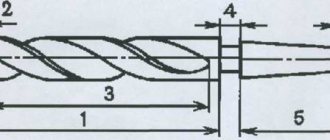
Что представляет собой сверло?
Конструктивно сверло выполняется в виде стержня. Верхняя часть стержня представляет собой шестигранник, предназначенный для зажима в сверлильную головку.
Нижняя часть, рабочая, имеет вид лопатки, у которой с боковых сторон заточены два режущих лезвия специальной формы. Благодаря этой форме лопатка врезается в древесину, снимая стружку по окружности.
Для того что сверло было устойчиво при работе, по самому его центру ниже лопатки, делается центрирующее остриё.
По своему виду буры могут быть односторонние и двухсторонние. Угол скоса резца, для одностороннего составляет 70−90 градусов, а для двухстороннего 115−135 градусов.
Сверло имеет стандартную длину 150 мм. Применяя специальный удлинитель, глубину можно увеличить до тридцати сантиметров.
Итак, можно выделить следующие части инструмента:
- шестигранный хвостовик;
- лопатка;
- режущее лезвие;
- подрезатель;
- центрирующее остриё.
В точках продаж можно приобрести как набор перьевых свёрл по дереву, так и одиночные. Производятся они разных размеров диаметра.
На лопатке указано число, обозначающее диаметр отверстия в миллиметрах, которое им может быть выполнено, например, 50. Максимально используемый диаметр шестьдесят миллиметров.
Больше не выпускается, так как инструмент будет просто ломаться при такой нагрузке. Наиболее популярный набор состоит из диаметров: 10, 12, 16, 18, 20, 25 (мм).
Инструмент различают по цвету:
- Золотистый. Материал был обработан со снятием внутренним давлением.
- Тёмный. Проводилась обработка нагретым паром для увеличения прочности материала.
- Ярко-золотой. На поверхность нанесено напыление нитрида титана, увеличивается эксплуатационный период инструмента.
- Стальной. Без дополнительных обработок.
Особенности использования
Использовать такой бур лучше с дрелью, имеющей регулировку скорости оборотов. Их надо выставлять на средний режим, так как при работе на больших оборотах вероятность поломки сверла увеличивается. Необходимо отметить правило, что чем больше диаметр сверла, тем меньше скорость вращения нужно выставлять.
Во время работы середина бура должна устанавливаться строго перпендикулярно к обрабатываемой заготовке, сила нажатия небольшая. Стружку, которая появляется в создаваемом отверстии, из-за конструкции сверла, необходимо периодически удалять. Если этого не делать, то станет невозможно контролировать процесс сверления, при этом также увеличиться нагрузка на сверло и инструмент.
Хочется выделить такой интересный инструмент, как регулируемое перьевое сверло. Этот инструмент позволяет выполнять отверстия диаметром от 22 до 76 мм. Такое устройство очень удобно использовать для нестандартных диаметров, например, 23 мм, 52 мм и т. п. Работы исключительно осуществляются на пониженных скоростях вращения, электроинструментом.
Как заточить перьевое сверло?
Как было сказано выше, недостатком перьевого инструмента является быстрый износ режущих кромок, но в то же время заточить их самостоятельно не составляет труда.
Для заточки можно использовать любой абразивный материал. Точить можно вручную или на станке. Резцы затачивать лучше всего по образцу, а остриё стараться выточить по центру. Выполняя заточку перьевого сверла для работ по дереву, необходимо быть очень внимательным, чтобы случайно не повредить это остриё.
После окончания процесса заточки необходимо выполнить пробное сверление и при необходимости поправить режущие лезвия или центровку.
Подведя итоги, нужно отметить: выбор инструмента в первую очередь будет зависеть от требований к качеству работы при обработке материала, а также технологических условий.
Для одноразовых работ можно использовать и дешёвый инструмент, в то время как при постоянных работах лучше применять буры, выпущенные известными производителями Bosch, Makita, DeWalt, Heller.
Они выполняются из качественных материалов, что обеспечит чистоту реза и больший срок эксплуатации.
Как правильно заточить сверло спирального типа
О заточке сверла по дереву можно не беспокоиться, таким сверлом можно работать многие месяцы и даже годы без всякой заточки. К сожалению, такого нельзя сказать о сверле по металлу, которое должно быть обязательно острым. То есть, сверлить металл можно исключительно острым, хорошо заточенным сверлом.
Для потери остроты сверла характерен резкий скрип в начале сверления. Не заточенное вовремя сверло сильнее выделяет тепло и таким образом, изнашивается еще быстрее, чем острое.
Заточить сверло можно на специальных станках или с помощью приспособлений. Естественно, при наличии возможности, предпочтительнее сделать это на специальном оборудовании. Но в домашней мастерской таких станков, как правило, нет, поэтому приходится использовать обычный электрический точильный станок с камнем.
Основные составные части спирального сверла.
Вид заточки зависит от формы, которую следует придать задней поверхности сверла и может быть одноплоскостным, двухплоскостным, коническим, цилиндрическим и винтовым.
Заточка сверла проводится по задним граням. Оба зуба (пера) сверла следует заточить абсолютно одинаково. Вручную сделать это нелегко. Также непросто вручную выдержать нужную форму задней грани и нужный задний угол.
1. Одноплоскостная заточка сверла характерна тем, что задняя поверхность пера выполнена в виде одной плоскости. Задний угол при этом колеблется в пределах 28-30°. Сверло просто приставляется к кругу, таким образом, чтобы режущая часть шла параллельно кругу и не вращая, не перемещая сверла производится заточка.
При такой заточке во время сверления могут выкрашиваться режущие кромки сверла, что является недостатком данного способа заточки. Это самый простой способ ручной заточки, который можно применять для тонкого сверла диаметром до 3 мм.
2. Сверла диаметром более 3 мм предпочтительно затачивать конически. Вручную без навыков такую заточку выполнить сложно, но возможно. Сверло берется левой рукой за рабочую часть как можно ближе к заборному конусу, а правой рукой за хвостик.
Сверло прижимается к торцу шлифовального камня режущей кромкой и поверхностью задней части, и слегка покачивается правой рукой, создавая при этом на задней перьевой грани конусную поверхность. Сверло в ходе заточки не отрывается от камня, движения руки медленные и плавные. Для второго пера все повторяется аналогично.
Подводи сверло режущей кромкой к шлифовальному кругу.
Покачиваем сверло в низ, а потом опять вверх.
При заточке нужно постараться максимально выдержать первоначальную форму заводской поверхности задней части, чтобы сохранить нужные задние углы. Если заточка сделана правильно, то на сверлах диаметром до 10 мм она вполне достаточна. При диаметрах выше 10 мм данную заточку можно улучшить, подточив переднюю поверхность, как показано на фото:
Подточка передней поверхности.
В чем смысл подточки? За счет уменьшения переднего угла и увеличения угла режущей кромки возрастает стойкость к выкрашиванию, что увеличивает ресурс сверла. Кроме того, ширина поперечной кромки становится меньше. Поперечная кромка не сверлит, а скоблит металл в центральной части отверстия. На втором рисунке хорошо видно, что здесь она укорочена, что облегчает сверление.
Для сверл с выбранным маленьким задним углом можно дополнительно подточить заднюю поверхность. Сверло при этом меньше трет в отверстии сверления задней поверхностью. См. фото:
Подточка задней поверхности.
В производственных условиях после заточки, как правило, делается доводка, которая сглаживает поверхность, убирая мелкие зазубрины. Сверло, на котором сделана доводка, меньше изнашивается, чем просто заточенное сверло. Если есть возможность, делать доводку следует обязательно.
Для доводки нужно использовать шлифовальные круглые камни из карбида кремния зеленого (марка 63С, зернистость 5-6, твердость М3-СМ1) на бакелитовой связке, а также круги из эльбора ЛО (зернистость 6-8) на бакелитовой связке.
Ниже представляем вашему вниманию отличную подборку обучающих видеороликов посмотрев которые вы точно сможете заточить свои сверла.
Как заточить сверло по металлу
Сам процесс заточки сверл по металлу не сложен и выполняется за пару минут, но только при наличии подходящего инструмента после беглого изучения теории и небольшой практики.
Немного теории
Для начала нужно разобраться с конструкцией инструмента и понять, каких его характеристики нужно будет восстановить, какие сохранить не испортив. В процессе понадобится инструмент для проверки углов и длин режущих кромок.
Конструкция сверла
Сверло по металлу состоит из: хвостовика и рабочей части. Эти две части изготавливаются из разных металлов, которые соединяется в одну заготовку с помощью сварки. Хвостовик выполнен из стали, не подвергшейся закалке.
Рабочая часть выполняется из быстрорежущей закаленной инструментальной стали. Её можно условно разделить на несколько частей: калибрующую и режущую. На рабочей части находятся следующие элементы конструкции:
- две режущие кромки;
- две задние поверхности (затылок), идущие назад под наклоном от режущих кромок;
- две передние поверхности, находящиеся под режущей кромкой и переходящие в канавку для отвода стружки;
- перемычка на вершине между режущими кромками и задними поверхностями;
- две канавки для отвода стружки;
- две спинки, образующие внешнюю поверхность сверла;
- две ленточки, находящиеся на спинках.
Основные части спирального сверла по металлу
Режущая кромка образуется на пересечении поверхностей передней части (канавки) и задней части (затылка). Для восстановления остроты режущей кромки на точиле или другим инструментом обрабатывается именно задняя поверхность.
В процессе работы тупятся именно режущие кромки. При заточке нужно восстановить их остроту, геометрию, а так же угол при вершине между задней и передней частью.
Параметры, которые нужно восстановить
При правильной заточке сверла по металлу нужно восстановить следующие его параметры:
- Угол при вершине. Его образуют режущие кромки на пересечении с перемычкой. Значение угла должен быть, в пределах 116° — 118°. Но это значение не строгое, для работы с материалами разной твердости и вязкости оно может быть в пределах от 60° до 150°. Есть и частные случаи, при которых он достигает 180°.
- Угол между режущей кромкой и осью. Он составляет половину значения угла при вершине, т.е., примерно, 58° — 59°, если значении угла при вершине 116° — 118°. Он должен быть одинаковым для каждой из двух режущих кромок. Это очень важно, т.к. при его несимметричности работать будет только одна кромка, сверло будет быстро изнашиваться неравномерно, сильнее греться, хуже врезаться в материал.
- Форма и длина режущих кромок. Длины режущих кромок должны быть равны с двух сторон. Длина кромки измеряется от центра перемычки до края (боковой вершины). Если длины режущих кромок будут разными, то появится биение при сверлении, а диаметр отверстия будет больше номинала, указанного на сверле. В редких случаях режущие кромки намеренно делают разной длины, чтобы получить отверстие немного больше номинального диаметра.
- Задний угол резания. Один из важнейших параметров при восстановлении, если его не соблюсти, то производительность сверления может уменьшиться несколько раз, вплоть до полной потери работоспособности. В зависимости от обрабатываемого материала он может изменяться в пределах от 7° до 17°.
Угол при вершине сверла
Значение заднего угла резания Угол между кромкой и перемычкой
Зависимость угла заточки от обрабатываемого материала
Значение угла заточки при вершине и заднего угла резания при работе с металлом и другими материалами может отличаться в большую или в меньшую сторону. Чем меньше угол при вершине – тем длиннее режущая кромка, что положительно сказывается на теплоотводе, стойкости сверла. С уменьшением угла снижается прочность, а при его увеличении будет сложнее удерживать инструмент по центру в начале сверления.
Значение угла при вершине необходимо выбирать, отталкиваясь от твердости материала, который нужно обрабатывать. Чем материал тверже — тем больше должен быть угол при вершине.
Угол при вершине 118° ±2° с задним углом от 7° до 12° считается универсальным, их имеют в виду, когда говорят о спиральном сверле по металлу без указания материала для обработки. Именно эти углы именно эти углы мы будем рассматривать в данной статье для примера, как типовые.
Таблица с углами заточки сверла по металлу, рекомендованными при работе с разными материалами:
| Обрабатываемые материалы | Углы при вершине | Задний угол резания |
| Мягкие породы дерева, резина, мягкие волокнистые материалы, пластмассы | 60° | 12°-15° |
| Твердые сорта дерева, бакелит, твердые резины, твердые волокнистые материалы, мягкий чугун (ковкий чугун) | 90° | 12°-15° |
| Жаропрочные и коррозионностойкие стали и их сплавы, нержавейка | 127° | 12°-14° |
| Инструментальная сталь | 118°-150° | 7°-15° |
| Медь | 100°-118° | 12°-15° |
| Медные сплавы | 118°-150° | 12°-15° |
| Алюминиевые сплавы | 90°-140° | 12°-17° |
| Магниевые сплавы | 70°-118° | 12° |
| Титановые сплавы | 135°-140° | 12° |
| Конструкционные и мягкие стали, чугун, твердая бронза. При работе с чугунным литьем на сверлах диаметром от 12 мм выполняется двойная заточка с углом переходной кромки 70°-75°. | 118° ±2° | 7°-12° |
Инструменты для проверки правильности заточки
Для проверки правильности углов и длин пользуются разными измерительными инструментами: транспортиром, угломером, штангенциркулем линейкой и т.д. Так же можно использовать шаблон для заточки сверл, на котором уже есть все правильные углы и нанесена шкала для проверки дин кромок. Такие шаблоны для проверки можно купить в магазине, но найти их в продаже будет сложно.
Шаблон для проверки заточки можно изготовить своими руками из листовой стали, жести или нержавейки по образцам шаблонов из магазина на изображениях выше, нанести на него разметку метчиком или алмазным карандашом. Либо сделать самый простой шаблон из двух или трех гаек. Гайка идеально подходит для этих целей, т.к. она является правильным шестиугольником, каждый внутренний угол которого равен 120 градусам. При соединении двух гаек угол между их гранями так же будет равен 120 градусам.
Такое приспособление подойдет только чтобы проверить угол при вершине. Гайки можно скрепить на сварку или на термоклей. Для этого гайки нужно нагреть, чтобы об них плавился термоклеевой стержень, намазать термоклеем, плотно прижать друг к другу и держать их так, пока они не остынут. Несмотря на кажущуюся хлипкость, скрепленные термоклеем гайки будут держаться очень крепко.
Сверла и гайки
Углы гайки и связки гаек
Проверка угла заточки при вершине сверла связкой гаек
Способы заточки по выведению задней плоскости
Существует несколько основных способов правильной заточки свёрл. Они отличаются по способу выведения задней плоскости, ее геометрией, сложности выполнения и итоговым характеристикам инструмента:
- Одноплоскостная заточка. Способ, при котором вся задняя поверхность образует одну плоскость под углом равным заднему углу резания. Применяется для свёрл диаметром до 3 миллиметров включительно, для которых сложно выполнить заточку по двум плоскостям. При этом задний угол резания выбирается в диапазоне от 15° до 25°. Если сделать его меньше, то задняя часть начинает задевать обрабатываемый материал и препятствовать сверлению. Его можно применять для сверл диаметром более 3 мм, при этом задний угол резания выбирается в зависимости от обрабатываемого материала 7° — 17°. Но придется удалить затылочную часть, сделав дополнительный скос под углом 15° — 25°.
- Двухплоскостная (двухгранная). На задней поверхности зуба по отдельности затачиваются две плоскости под разными углами. Первая прилегает к режущей кромке и образует задний угол резания под углом 7° — 17°, выбираемым для обрабатываемого материала. Вторая плоскость стачивается под углом от 25° до 40°. Ребро пересечения плоскостей проходит через ось сверла под углом от 0 до 40° к главной кромке. Большой задний угол второй плоскости уменьшает осевую силу и увеличивает точность сверления, но резкий наклон ослабляет режущий клин, уменьшает его жёсткость и ухудшает теплоотвод. Поэтому для работы с высокопрочными материалами выбирают угол 25° — 30°, для средней и низкой прочности 35° — 40°.
- Коническая (криволинейная). Наиболее распространенный способ, который мы и будим рассматривать далее. Задний угол при такой заточке плавно увеличивается от режущей кромки и по всей задней поверхности. Т.е. задняя поверхность становится не одной прямой плоскостью, а приобретает криволинейную форму. У режущей кромки угол должен соответствовать значению от 7° до 17°, выбранному для обработки конкретных материалов. Выполнить коническую заточку сложнее, чем прямолинейные, потребуется больше практики чтобы «набить руку». В процессе слегка подкручивают хвостовик сверла сверху вниз, за счет чего на задней поверхности создается округлая форма, по форме напоминающая конус.
Способы выведения задней плоскости при заточке сверла
Есть и другие способы заточки, они отличаются как оборудованием, на котором их можно выполнять, так и получающейся в итоге формой задней части зуба:
- винтовой и его подвиды: винтовой с заострением, сложно-винтовой;
- цилиндрический;
- эллиптический;
- фасонный.
Винтовые способы применяются в станках для изготовления и заточки сверл на производстве. Описывать механизм их выполнения нет смысла, т.к. вручную этот процесс повторить не получится. Цилиндрический способ является частным случаем конической заточки и используется очень редко.
Эллиптический способ один из самых простых, но для него нужны полые абразивные камни специфической формы, которые очень быстро изнашиваются. Для фасонной заточки так же нужны абразивные круги разной формы не прямого профиля. Поэтому в данной статье мы их рассматривать не будем.
Способы заточки по количеству скосов на режущей кромке
Способы заточки разделяют по количеству образующихся режущих кромок. При этом угол при вершине будет не постоянный – он будет изменяться шагами от большего у центральной вершины к меньшему на боковых вершинах. Делается это для того, чтобы равномерно распределить отвод тепла и уменьшить нагрев инструмента по мере увеличения его диаметра, т.к. режущая кромка греется не равномерно — в центре греется меньше, чем на краях.
Выделяют следующие способы:
- Одинарную (нормальную). Самый распространенный способ, который мы будем рассматривать далее. При нормальной заточке геометрия режущей кромки не меняется – она остается ровной на всем ее протяжении.
- Двойную (двухугловую). Применяют для свёрл диаметром от 12 миллиметров для обработки твердых сталей и чугунных отливок. Заточка выполняется под двумя углами при вершине. Сначала на угол 116° — 140° по всей поверхности режущей кромки, как при нормальной (одинарной). После уменьшаем его на 40° — 50° на длине, соответствующей 1/5 диаметра сверла от внешнего края. При этом образуются две режущих кромки: главная или зона первой заточки и переходная – зона второй заточки. Режущая кромка становится длиннее, за счет чего улучшается теплоотвод, улучшается отвод стружки из-за ее дробления, значительно возрастает стойкость.
Виды заточки по количеству углов при вершине
В интернете можно встретить такой термин, как трехугловая заточка свёрл, но это, по сути, двухугловая с подточкой ленточки со снятием фаски по всей внешней кромке. Данный способ подточки ленточки применяется как при двухугловой, так и при нормальной заточке.
Подточка перемычки и ленточки
Дополнительно к основной заточке можно подточить перемычку и ленточку. Не обработанная перемычка создает значительное сопротивление сверлению – продвижению сверла вглубь обрабатываемого материала. Чтобы уменьшить сопротивление перемычку подтачивают с двух сторон, но не полностью. Полное стачивание перемычки недопустимо, при этом заточку инструмента придется начинать заново, чтобы ее восстановить.
Есть несколько типов подточки перемычной кромки:
- с канавкой для отвода стружки;
- с увеличением передних углов на кромке перемычки;
- с увеличением передних углов на кромке перемычки и подрезанием задней части зуба;
- со стачиванием части перемычки;
- со стачиванием части перемычки и подточкой режущих кромок;
- с прорезкой перемычки.
Типы подточки поперечной кромки сверла
Мы будем рассматривать только один способ с увеличением передних углов на кромке перемычки, но выполнять его будем абразивным кругом с прямоугольным профилем, при этом немного будут подтачиваться задние кромки, как в способе с подрезанием задней части зуба.
Подточку перемычки нужно выполнять со стороны канавок по очереди с двух сторон. Сверло устанавливается так, чтобы угол между его осью и подручником был примерно равен 45 градусам. Угол, относительно плоскости боковой поверхности диска выбирается в диапазоне от 0 до 10 градусов в зависимости от обрабатываемого материала, чем мягче материал – тем он больше.
Положение сверла в горизонтальной плоскости для стачивания перемычки Положение сверла в вертикальной плоскости для стачивания перемычки
Перемычку стачивают на глубину 0.1 — 0.15 диаметра инструмента. В результате повышается стойкость, инструмент лучше врезается в материал, повышается производительность сверления, уменьшается усилие подачи. Перемычку можно подточить на сверле любого диаметра, но для диаметров менее 5 миллиметров понадобятся специальные инструменты, например, алмазный надфиль.
При выполнении двухплоскостной заточки подточка перемычки не потребуется, т.к. она при этом уже будет подточена по условию выполнения двухплоскостной заточки.
Ленточка, а точнее ее боковая вершина — это самое уязвимое место сверла и её так же можно подточить, сделав небольшую фаску, что увеличит стойкость инструмента, продлит срок его службы. Подточка происходить по всей длине внешней кромки начиная от боковой вершины на ленточке. Кромка подрезается под углом 6° — 8°, фаска при этом получается шириной 0.1 – 0.2 мм и больше, это зависит от диаметра сверла. Этот способ применяется при диаметре инструмента более 12 мм для обработки твердых и неоднородных материалов.
Снятие фаски на ленточке Фаска, снятая со стороны ленточки
При работе с материалами, требующими повышенной остроты сверла подрезание фаски на боковой грани и ленточке не выполняется. Для таких работ ленточку нужно подточить со стороны канавки, т.е. передней грани.
Подточка ленточки со стороны канавки
Ленточка, подточенная со стороны канавки
Правила заточки
Для заточки сверл в мастерских и на производстве, чаще всего, используют точило, реже специальное оборудование. В процессе восстановления режущей грани нужно придерживаться следующих правил:
- чем твёрже материал, из которого изготовлено сверло, тем с меньшей скоростью следует его обрабатывать;
- нужно соблюдать короткие циклы заточки, за одно касание круга снимать незначительный слой материала, не давая инструменту нагреваться;
- сверло не прижимается сильно к точильному кругу — это увеличит его нагрев;
- периодически охлаждайте сверло, например, в, заранее приготовленной, баночке с холодной водой.
Во время заточки нельзя допускать перегрева сверла, он приведет к растрескиванию, размягчению металла, снижению стойкости инструмента. Понять, что металл сильно греется можно по изменению его цвета.
При заточке поверхности зачищают до тех пор, пока не исчезнут все сколы и зазубрины. Нужно стремиться сделать их идеально гладкими, контролируя при этом все необходимые углы и длины граней.
Заточка сверла на точиле
Спиральные сверла по металлу, чаще всего, точат на точиле, его еще называют наждаком, точильно-полировальным, обдирочно-заточным или просто станком для заточки. Точило используют для обработки металлических заготовок и деталей, их шлифовки и заточки. Оно прекрасно подходит для заточки спиральных и других видов свёрл.
Станок для заточки Makita
Станок для заточки Elitech
Станок для заточки Patriot
Для заточки понадобится абразивный круг из белого электрокорунда прямого профиля. Его марка должна быть 14А (A) или 25А (WA). Они предназначены для обработки углеродистых, легированных, быстрорежущих и нержавеющих марок сталей, заточки стального закаленного инструмента.
Абразивные круги так же называют наждачными и шлифовальными кругами. Реже их называют наждачными и шлифовальными камнями.
Белые абразивные круги
Рабочая поверхность камня должна быть ровной, без закруглений, выбоин и впадин. Если на поверхности есть дефекты, то их нужно устранить правилом, это процесс называется правкой шлифовального круга. При этом его поверхность стачивается, приобретая нужную форму, в данном случае – плоскую.
Для правки шлифовального камня используют алмазные и эльборовые карандаши (вставки), алмазные правящие гребенки, реже пользуются шарошками, подручными материалами, отрезными кругами с алмазным и эльборовым покрытием.
Алмазные правящие гребенки Алмазные карандаши для правки шлифовальных кругов
Шарошкодержатель с шарошками
Процесс правки шлифовальных кругов разными правящими инструментами хорошо представлен в данном видео ролике:
На точиле должен быть установлен подручник, без него будет сложно выполнить качественную заточку. Подручник — это, чаще всего, металлическая регулируемая платформа, которая устанавливается перед диском для того, чтобы на нее можно было опереться или использовать как направляющую при работе с наждаком.
Подручник нужно выставить горизонтально, чтобы его верхняя плоскость была на одном уровне с осью вращения наждачного круга. Зазор между кругом и подручником нужно сделать минимально возможным, зазор в один миллиметр будет идеальным для заточки.
Выставленный подручник на точиле
Для примера рассмотрим выполнение конической одинарной заточки с подрезанием перемычки. Т.к. данный вид заточки, хоть и не самый простой, но самый распространенный и подходит для восстановления остроты свёрл диаметром от 3 миллиметров.
Убедитесь в том, что на точило установлен камень из белого электрокорунда, его геометрия выправлена, а подручник установлен на одном горизонтальном уровне с осью вращения абразивного круга и на расстоянии в 1 мм от его поверхности.
Важно! По технике безопасности у точила запрещено работать в перчатках, не важно, тканевые они или медицинские. Это актуально для любых станков, где есть вращающиеся части из-за угрозы наматывания материала и затягивания частей тела.
Для начала нужно проработать все действия с выключенным точилом. На подручнике нужно нарисовать маркером линию под углом в 60 градусов к плоскости торца наждачного круга. Это нужно, чтобы вывести угол при вершине, примерно, в 120 градусов.
Рисуем на подручнике линию под углом 60 градусов
Сверло нужно взять двумя руками, ведущей рукой за рабочую часть, второй рукой – за хвостовик. После его нужно положить на подручник так, чтобы его боковая грань при взгляде сверху совпала с линией, нарисованной на подручнике.
Между подручником и сверлом нужно положить указательный палец – он будет исполнять роль качели при конической заточке. Когда инструмент лежит на пальце, то между ним и наждачным кругом образуется угол, примерно равный 7° — 12°. Именно это значение нужно выдержать на режущей кромке.
Берем сверло в руки и кладем на подручник
Теперь нужно отработать движения, которыми будет производиться коническая заточка. Слегка придавливаем переднюю кромку сверла к наждаку, при этом кромка должна находиться в горизонтальной плоскости. Далее медленно опускаем хвостовик вниз, не ослабляя прижим, до тех пор, пока на поверхности круга не будет лежать задняя часть задней поверхности. При этом круг должен провернуться.
Отрабатываем движения для заточки на выключенном точиле
Отводим сверло назад от круга, переворачиваем его другой режущей кромкой и снова прикладываем к кругу в том же положении, которое было в первый раз. Повторяем колебательное движение хвостовиком так, чтобы наждак опять провернулся. Данное движение с поворотом наждака и переворотом сверла нужно отработать несколько раз, до тех пор, пока оно не будет выполняться автоматически.
После можно включать точило и приступать к заточке. В процессе выполняются всё те же действия:
- выравниваем сверло по нарисованной на подручнике отметке на угол 60° к точилу;
- прикладываем к точилу переднюю кромку, следя за ее горизонтальным положением;
- опускаем хвостовик до полной обработки задней грани;
- отводим и переворачиваем на 180° вокруг оси;
- повторяем весь процесс.
Процесс заточки сверла на точиле Переворачиваем сверло и точим вторую режущую кромку
После выполнения нескольких подходов, когда при визуальном осмотре, режущие кромки будут гладкие и острые, а на задней части будет закругленный скос, нужно проверить соответствие углов и длин режущих кромок. Для этого желательно иметь под рукой специальный шаблон, угломер или транспортир для измерения углов заточки и штангенциркуль для измерения длин режущих кромок.
Первая ошибка, которую можно допустить в процессе заточки и выявить при проверке – это заваливание режущей кромки вперед. Из-за чего она не будет самой высокой точкой зуба, а на задней поверхности будет своеобразна возвышенность, горка. При этом сверло работать не будет, т.к. при сверлении оно просто будет тереться задней поверхностью о материал. Ошибку нужно исправить, выполнив заточку заново.
Правильная и неправильная заточка сверла по металлу
Второе, что нужно проверить – это соответствие длин режущих кромок, измеряемое от центральной точки на перемычке до боковых вершин режущих кромок. Эти расстояния должны соответствовать с двух сторон, иначе отверстие при сверлении будет разбиваться, его итоговый диаметр будет больше номинала, указанного на сверле.
Проверка штангенциркулем соответствия длин режущих кромок
Далее проверяем угол при вершине сверла при помощи специального или самодельного шаблона. При проверке можно обнаружить, что угол получился немного больше или меньше, чем 120 градусов, в целом, на это можно закрыть глаза и оставить как есть. Но, если угол при вершине у одного зуба будет больше, чем у второго, то это нужно исправлять, иначе одна сторона сверла работать не будет, а вторая будет сильно греться и быстрее изнашиваться
Угол при вершине соответствует 120 градусам Угол при вершине немного больше 120 градусов
Финальным этапом проверки будет сверление какой-то ненужной металлической заготовки. При этом сверло должно вгрызаться в металл плавно, без биения от центра, стружка должна равномерно выходить с двух сторон из канавок в одинаковом количестве. Получившееся отверстие не должно превышать номинальный диаметр, указанный на сверле, более чем на 0.05 – 0.1 см.
Равномерный выход металлической стружки по канавкам сверла Сверление металлической заготовки
Теперь можно выполнить подточку перемычки, что должно уменьшить усилие при сверлении, инструмент будет лучше врезаться в металл, а его стойкость повысится.
Стачивание перемычки
Видео инструкция по заточке
Так же мы настоятельно рекомендуем посмотреть видео инструкцию по заточке спиральных сверл на точиле от Виктора Леонтьева. В этом видео подробно рассказывается обо всем процессе заточки, начиная с теории и заканчивая практикой.
Размеры
В зависимости от характера работ мастера приобретают отдельные экземпляры или полный набор перьев, в который обычно входят наиболее ходовые насадки следующих диаметров: 25 мм, 35 мм, 40 мм, 50 мм и 60 мм. Именно такие диаметры столярных изделий позволят справиться со стандартными задачами при формировании различных отверстий. Если вам необходимо вырезать паз диаметром свыше 60 мм, лучше отказаться от приобретения перьевых сверл, так как они не смогут охватить большую площадь материала и сверление не будет корректным.
Правила эксплуатации
Для того чтобы перовое сверло в процессе эксплуатации не деформировалось, а работа была выполнена правильно, необходимо соблюдать основные правила его использования. Прежде чем приступить к сверлению, мастера рекомендуют отметить место, где будет формироваться отверстие, и в заданной точке при помощи керна сделать небольшое углубление. По возможности, в работе со сверлами в форме пера лучше применять дрель с регулировкой оборотов. Все дело в том, что в данном случае диаметр пера находится в непосредственной зависимости от скорости резки: чем больше размер резака, тем ниже должно быть число вращения вала, и наоборот. Если пренебречь этим правилом, то можно столкнуться с неприятным моментом, когда на высокой скорости будет спровоцирован быстрый износ резцов или же сверло попросту сломается.
При необходимости высверливания глубоких отверстий изначально приобретайте специальный удлинитель. Такое вспомогательное устройство, устанавливаемое на перовые сверла по дереву, снабжено замочным элементом, который зажимается при помощи шестигранника на 3 мм, отчего сам резак и его удлинитель превращаются в единую деталь.
Для правильного очерчивания контура паза в начале сверления устанавливайте минимальный режим вращения вала дрели, для этого и рекомендовано использовать регулируемый электроинструмент. Перьевое сверло должно быть установлено на поверхность заготовки строго перпендикулярно, при этом на него оказывается умеренный нажим
Обращаем ваше внимание на то, что из-за конструкционных особенностей пера в процессе сверления опилки не выбрасываются наверх, как в случае со , поэтому не забывайте периодически останавливать работу и удалять стружку из паза
Правила выбора
Все компании, выпускающие столярные приспособления, производят перовые сверла, поэтому для подбора качественного образца не поленитесь ознакомиться со следующими параметрами изделия:
- конфигурация – должна быть симметричной;
- режущие элементы – обязательно ровные, что свидетельствует о достойном качестве заводской модели;
- отсутствие каких-либо дефектов на сверлах – обязательно, так как сколы и всевозможные неровности скорее характерны для изделий кустарного происхождения.
Помимо перечисленных выше признаков обращайте внимание и на цвет перьевого сверла, ведь он может многое рассказать о качестве металла. Если перед вами режущий элемент стального цвета с серым оттенком, то он не поддавался дополнительной обработке, улучшающей качество сверла
Темный металл свидетельствует о том, что производители усиливали изделие паром, тем самым увеличивая прочность насадки.
Если сверло произведено по особой технологии, подразумевающей снятие материала внутренним давлением, металл приобретет золотой цвет. Наиболее качественные заводские сверла имеют ярко-золотистый цвет, который характерен для изделий, покрытых слоем нитрида титана. Такое покрытие существенно увеличивает эксплуатационный период инструмента за счет усиления его прочностных характеристик, а это значит, что с его помощью вы сможете дольше сверлить пазы, и оправка для перовых сверл здесь потребуется куда реже.
Правильная заточка сверла
Перед тем, как приступить непосредственно к заточке дорогого и качественного сверла, следует испробовать свои навыки на старых, бывших в употреблении изделиях. Таким образом, при негативном результате старое сверло всегда можно пустить на расходный материал. Когда рука будет набита, то можно без страха переходить на новое сверло.
Для наиболее правильного проведения заточки сверла по дереву следует соблюдать его геометрические параметры. Это означает, что важно сохранить угол заводской заточки. Иногда результат может быть и таков – идеально заточенный для перфоратора. Само сверло можно обрабатывать как вручную, так и с помощью электроточила.
Ручная заточка
При ручной заточке используется напильник из мягкой стали. Причем начинать процесс обработки стоит с инструмента с широким шагом насечки, обрабатывая как режущую кромку, так и обратную сторону. После этого можно довести сверло до идеального состояния при помощи напильника с мелкой насечкой.
Заточка при помощи электрического точила
Когда же заточка сверла происходит в “автоматическом” режиме при помощи электрического точила, то очень важно поблизости иметь холодную воду (в емкости или проточную), так как необходимо постоянно охлаждать стержень. Это позволит сохранить изделие от перегрева и порчи.
Затачивать сверло при таком варианте следует об край диска точила.
Как только достигнута требуемая геометрия сверла, стоит провести доводку при низких оборотах.
Самодельный станок для заточки сверла
В случае, когда станка для заточки под рукой нет, его вполне можно сделать своими руками.
- Необходимо крепко установить в удобном положении болгарку. Подойдет и стационарная станина с двигателем частотой до 1500 оборотов в минуту (при мощности в 200 Вт).
- Основой для самодельного станка вполне может послужить толстая фанера или деревянный брус.
- Для более корректной заточки необходимо исключить любую вибрацию двигателя и создать условия для плавного перехода на различную скорость оборотов. Чтобы достичь такого результата, можно использовать абразивный круг.
Пошаговая инструкция заточки сверла
Итогом вышеописанных действий является определенная схема действий:
- Подводка сверла к краю диска точильного станка.
- Обязательное соблюдение заводского угла заточки, равного 95 градусам.
- Для улучшения качества заточки сверло следует закрепить в шайбу, задние кромки которой нужно подвернуть на пару миллиметров.
- Как только заточка окончена, стоит продолжить работу на более низких оборотах.
- После этого можно охладить затачиваемое изделие и протестировать на работоспособность.
При выполнении заточки сверла важно понимать, что человеку необходимо обладать очень хорошим зрением. Поэтому для лучшего результата нужно организовать качественное освещение места работы. В случае четкого соблюдения правил, заточенное сверло прослужит очень долго и всегда будет “спасением” при ремонтных или строительных работах.
Сверла по дереву, при правильном использовании, тупятся медленно и поэтому изготавливать их из тверодосплавов надобности нет. Металл используемый для изготовления сверл по дереву, достаточно мягок, по сравнению с металлом для сверл по металлу, поэтому точится довольно легко. Сверло по дереву можно поправить даже напильником для заточки пильных цепей, что собственно я и делаю если под рукой нет наждака с хорошим камнем. А на плохом (грубом или бьющем) камне вы только угробите сверло
В распоряжении многих для заточных целей используется обычное точило, с дисковым камнем.
Для заточки сверл, на таком точиле можно сделать несложное приспособление – закрепляемый под разными углами уголок, в который вкладывается сверло и подводится к камню. Угол заточки получается ровным.
Режущая кромка должна быть выше «обуха» (задней части режущей поверхности) Угол конуса сверла по дереву должен быть 95 градусов. Таким образом можно заточить любое спиральное сверло под дерево.
Не имея специального заточного станка, правильно заточить сверло по дереву с центрирующим острием, своими руками нужно иметь некоторый опыт и узкий камень нождака.
Я такие сверла, бывало правил на диске балгарки. В качестве подручника был край защитного кожуха. Но для этого нужно хорошо закрепить УШМ!
Суть такой заточки состоит в том, что диск затачивает режущую кромку, двигаясь из стороны в сторону между боковым «подрезом» и центрирующим лезвием, как бы вытачивая кромку в «ванне»
Уровень боковых подрезов должен быть на одном уровне с центрирующим либо чуть ниже, но не выше.
Инструмент, при помощи которого делают отверстия в древесине, изготавливается из относительно мягкого металла, но требует заточки очень редко, однако из-за фигурной обработки данная операция является одной из самых трудных. Для ее выполнения нужен навык.
Как заточить инструмент?
Судя по отзывам владельцев, осуществить заточку перьевых режущих инструментов несложно.
Для работы понадобится алмазный круг, установленный на точильном станке. Если подобное оборудование отсутствует, домашний умелец может воспользоваться качественным правилом. Процедура заточки пройдет легко и быстро, если придерживаться следующей последовательности:
- Приготовить неиспользованную ранее режущую насадку. Она будет применяться в качестве образца.
- В ходе затачивания нужно периодически сверять обрабатываемую режущую насадку с геометрическими параметрами неизношенного нового инструмента.
При наведении режущих кромок перьевого сверла рекомендуется быть максимально внимательным. Главное, чтобы после затачивания не был поврежден центральный выступ инструмента.
По многочисленным отзывам опытных мастеров, не всегда целесообразно затачивать такие изделия. Очень изношенные перьевые сверла с сильно сточенными режущими частями считаются уже отработанным материалом. Поскольку стоит такой инструмент не очень дорого, лучше сразу приобрести новое сверло, чем терять время и «сажать» алмазный круг.
Сверла для керамики и стекла
Керамическую плитку или стекло сверлят коронкой или специальным копьевидным инструментом. Его наконечник изготовлен либо из победита, либо из карбида вольфрама. Если специализированный инструмент для стекла или плитки отсутствует, можно использовать сверло для бетона
Только обязательно острое, и работать им нужно осторожно, поскольку его форма не совсем подходит для такой работы.
Копьевидное сверло для плитки из керамики и коронка с алмазным напылением.
Коронка для стекла и кафеля почти не отличается от коронки для камня. Только на ее режущей кромке вместо зубьев имеется алмазное напыление.
Для сверления в кафеле больших отверстий используют инструмент, называемый балериной. Он напоминает обычный циркуль. Сверление производится с изнаночной стороны плитки. Обороты дрели устанавливают на минимум.
Основные характеристики
При использовании перьевых сверл по дереву желательно знать, чем они отличаются от режущих инструментов других типов и какими обладают преимуществами.
Сравнение с инструментами других типов
Как и сверла по металлу, инструменты, предназначенные для обработки дерева, выпускаются в различном конструктивном исполнении и, соответственно, отличаются друг от друга характеристиками и функциональными возможностями. Выбирая такие инструменты, следует иметь представление о достоинствах и недостатках, которыми они обладают.
Таблица 1. Сравнение различных типов сверл по дереву
Перовые сверла, как видно из представленной таблицы, обладают целым рядом достоинств, если сравнивать их с инструментами других типов. Между тем инструмент перьевого типа не рекомендуется использовать для выполнения отверстий большого диаметра (более 60 мм), так как их края могут получиться рваными. Для таких целей лучше использовать сверла корончатого типа, которые выполнены в форме металлического стакана с режущими зубьями, расположенными на его торцевой части.
Перо с резьбовым наконечником больше подходит для работы на станке: сверлит оно быстрее, но отверстие может выйти овальной формы, если не закрепить деталь струбцинами
Благодаря невысокой стоимости перьевых сверл по дереву любой домашний мастер может приобрести их набор. Наличие такого набора в домашней мастерской позволяет легко и быстро подобрать средство для сверления отверстий разных диаметров.
Особенности конструкции
Перовое сверло отличается очень простой конструкцией, элементами которой являются рабочая и хвостовая части.
Конструкция перового сверла
Рабочая часть – это плоская лопатка, в центре которой имеется острый выступ, используемый для центровки выполняемого отверстия. На рабочей части перьевых сверл есть два режущих лезвия, располагающихся с обеих сторон от центрального выступа. Каждое из таких лезвий начинается с кончика центрального выступа и доходит до одного из краев рабочей части. Наклон заточки лезвий перьевых сверл по дереву, если посмотреть на их рабочую часть в поперечном сечении, выполняется в правую сторону. При изготовлении сверл данного типа производители придерживаются определенных соотношений между толщиной и шириной режущей части.
Таблица 2. Соотношение толщины и ширины режущего элемента сверла
Хвостовая часть выполняется в форме шестигранника. Такая форма поперечного сечения позволяет не только надежно фиксировать инструмент в патронах дрелей и шуруповертов, но и использовать для этих целей магнитные переходники и удлинители.
Простота конструкции, которой отличаются сверла, относящиеся к перьевым, отсутствие спиральных канавок, ленточек и других сложных элементов не являются показателями невысокой эффективности этого инструмента.
Перовые сверла с двумя подрезателями входят в древесину плавнее и оставляют меньше заусенцев по краям отверстий
Рекомендации по выбору
Выбирая сверло перьевого типа, предназначенное для выполнения работ по дереву, следует обращать внимание на несколько параметров:
- правильность формы (перья сверла по дереву, расположенные с правой и левой сторон от центрального выступа, должны быть симметричны и одинаковы по своим линейным размерам);
- степень остроты режущей части (заточка новых перьевых сверл должна выполняться в заводских условиях и соответствовать стандартным требованиям);
- отсутствие видимых дефектов (если на поверхности нового сверла присутствуют видимые дефекты различного характера, это является явным показателем невысокого качества такого изделия, произведенного, скорее всего, в кустарных условиях);
- цвет (по цвету металла можно определить типы дополнительной обработки, которым подвергалось уже готовое изделие).
Таблица 3. Влияние технологии изготовления на цвет перового сверла
Перьевое (перовое) сверло по дереву: виды и особенности эксплуатации
Для сверления отверстий в изделиях, изготовленных из древесины, можно использовать инструменты различных типов, различающиеся между собой конструктивным исполнением, материалом изготовления и геометрическими параметрами. Одним из таких инструментов является перьевое сверло по дереву, на особенностях конструкции и технических характеристиках которого стоит остановиться подробнее.
Перовые сверла различаются между собой формой режущей части и заточкой лезвий
В каких случаях нужен специальный инструмент для сверления древесины
Вопрос о том, как и чем лучше просверлить отверстие в изделии из ДСП, МДФ, фанеры или массива натурального дерева, актуален не только для специалистов столярного дела и тех, кто профессионально занимается изготовлением мебели, но и для домашних мастеров, предпочитающих многие работы по дому выполнять своими руками. Выбор сверл по дереву в таких случаях делают в зависимости от того, отверстия какого типа необходимо просверлить:
- глухие, не имеющие выхода с противоположной стороны изделия (предназначены для монтажа петель на межкомнатные двери или на двери, которыми оснащаются мебельные конструкции);
- сквозные (в них размещают элементы резьбовых соединений (болты и шпильки), без таких отверстий невозможно выполнить установку дверных ручек и замков).
Основное предназначение перовых сверл – быстрое выполнение сквозных отверстий небольшой глубины. При сверлении глухих отверстий помните о выступающим наконечнике сверла
Для работ по дереву можно приобрести дорогостоящий инструмент (такой, например, как дисковая фреза). Однако не во всех случаях его использование является оправданным.
Для большинства ситуаций, когда требуется просверлить дерево, подойдет более простой в эксплуатации и значительно более недорогой инструмент. Это, например, перьевые сверла, которые, несмотря на свою доступную стоимость, отличаются высокой эффективностью использования.
Применять сверло по дереву перовое можно в комплекте как с электрической дрелью, так и с обычным шуруповертом.
Основные характеристики
При использовании перьевых сверл по дереву желательно знать, чем они отличаются от режущих инструментов других типов и какими обладают преимуществами.
Сравнение с инструментами других типов
Как и сверла по металлу, инструменты, предназначенные для обработки дерева, выпускаются в различном конструктивном исполнении и, соответственно, отличаются друг от друга характеристиками и функциональными возможностями. Выбирая такие инструменты, следует иметь представление о достоинствах и недостатках, которыми они обладают.
Таблица 1. Сравнение различных типов сверл по дереву
Перовые сверла, как видно из представленной таблицы, обладают целым рядом достоинств, если сравнивать их с инструментами других типов.
Между тем инструмент перьевого типа не рекомендуется использовать для выполнения отверстий большого диаметра (более 60 мм), так как их края могут получиться рваными.
Для таких целей лучше использовать сверла корончатого типа, которые выполнены в форме металлического стакана с режущими зубьями, расположенными на его торцевой части.
Перо с резьбовым наконечником больше подходит для работы на станке: сверлит оно быстрее, но отверстие может выйти овальной формы, если не закрепить деталь струбцинами
Благодаря невысокой стоимости перьевых сверл по дереву любой домашний мастер может приобрести их набор. Наличие такого набора в домашней мастерской позволяет легко и быстро подобрать средство для сверления отверстий разных диаметров.
Особенности конструкции
Перовое сверло отличается очень простой конструкцией, элементами которой являются рабочая и хвостовая части.
Конструкция перового сверла
Рабочая часть – это плоская лопатка, в центре которой имеется острый выступ, используемый для центровки выполняемого отверстия. На рабочей части перьевых сверл есть два режущих лезвия, располагающихся с обеих сторон от центрального выступа.
Каждое из таких лезвий начинается с кончика центрального выступа и доходит до одного из краев рабочей части. Наклон заточки лезвий перьевых сверл по дереву, если посмотреть на их рабочую часть в поперечном сечении, выполняется в правую сторону.
При изготовлении сверл данного типа производители придерживаются определенных соотношений между толщиной и шириной режущей части.
Таблица 2. Соотношение толщины и ширины режущего элемента сверла
Хвостовая часть выполняется в форме шестигранника. Такая форма поперечного сечения позволяет не только надежно фиксировать инструмент в патронах дрелей и шуруповертов, но и использовать для этих целей магнитные переходники и удлинители.
Простота конструкции, которой отличаются сверла, относящиеся к перьевым, отсутствие спиральных канавок, ленточек и других сложных элементов не являются показателями невысокой эффективности этого инструмента.
Перовые сверла с двумя подрезателями входят в древесину плавнее и оставляют меньше заусенцев по краям отверстий
Рекомендации по выбору
Выбирая сверло перьевого типа, предназначенное для выполнения работ по дереву, следует обращать внимание на несколько параметров:
- правильность формы (перья сверла по дереву, расположенные с правой и левой сторон от центрального выступа, должны быть симметричны и одинаковы по своим линейным размерам);
- степень остроты режущей части (заточка новых перьевых сверл должна выполняться в заводских условиях и соответствовать стандартным требованиям);
- отсутствие видимых дефектов (если на поверхности нового сверла присутствуют видимые дефекты различного характера, это является явным показателем невысокого качества такого изделия, произведенного, скорее всего, в кустарных условиях);
- цвет (по цвету металла можно определить типы дополнительной обработки, которым подвергалось уже готовое изделие).
Таблица 3. Влияние технологии изготовления на цвет перового сверла
Правила эксплуатации
Чтобы повысить эффективность использования перьевых сверл по дереву и продлить срок их службы, при выполнении обработки необходимо придерживаться следующих рекомендаций.
- На те участки изделия, где будут располагаться будущие отверстия, надо нанести разметку.
- В качестве оборудования, которое будет использоваться в комплекте с перьевым сверлом, лучше выбрать дрель с регулятором мощности.
- Сверление дерева при помощи перьевых сверл выполняется на невысокой скорости вращения (200–500 об/мин). Конкретное значение скорости вращения сверла зависит от диаметра выполняемого отверстия: чем он больше, тем медленнее должен вращаться инструмент.
- Когда длины перьевого сверла не хватает для выполнения глубокого отверстия, нужны специальные переходники, устанавливаемые в патроне используемого оборудования. В противном случае такой переходник не требуется.
- Перед началом сверления инструмент подводят к обрабатываемой поверхности строго под углом 90°, при этом его острый выступ должен располагаться точно в центре будущего отверстия.
- Сверление следует начинать на небольших оборотах, а по мере углубления сверла в дерево скорость вращения можно увеличить.
- Стружку, которая скапливается в создаваемом отверстии, необходимо периодически удалять из него. Как только вы заметите, что стружки скопилось слишком много, надо остановить сверление, извлечь сверло из отверстия и убрать отходы обработки.
- Как только инструмент погрузится в создаваемое отверстие на требуемую глубину, процесс сверления можно останавливать.
Как затачивать перовые сверла
В отличие от сверлильных инструментов других типов, перьевые сверла, предназначенные для выполнения работ по дереву, затачиваются достаточно просто. Для выполнения этой процедуры можно использовать точильный станок, оснащенный алмазным кругом. Если такого оборудования нет в вашем распоряжении, подойдет и качественное правило. Сама процедура заточки выглядит следующим образом.
- Если у мастера есть набор перьевых сверл, из него берут новый, еще не использованный инструмент, который будет выступать в роли образца.
- Ориентируясь на геометрические параметры образца, затачивают режущую часть затупившегося сверла.
- Выполняя заточку перьевого сверла для работ по дереву, следует быть очень внимательным, чтобы случайно не повредить его центральный выступ.
Не имеет смысла выполнять заточку перьевых сверл в тех случаях, когда их режущая часть сточилась слишком сильно. Учитывая их невысокую стоимость, сильно износившиеся изделия легче заменить новыми, чем пытаться вернуть в рабочее состояние.
В качестве заключения
Несмотря на простоту своей конструкции, сверла, относящиеся к категории перьевых, позволяют создавать в дереве отверстия различных глубин и диаметров. Успешно используют сверло перовое и для работ по металлу. Естественно, для эффективной обработки изделий, изготовленных из разных материалов, необходимо правильно подбирать инструмент.
Преимущества использования сверл данного типа заключаются еще и в том, что качественно выполнить заточку и восстановление их режущей части в состоянии даже человек, не обладающий высокой квалификацией, чего не скажешь о сверлах любой другой категории.
Если восстановить работоспособность инструмента уже не представляется возможным, его можно легко заменить на новый. Невысокая стоимость сверл по дереву перьевого типа позволяет всегда иметь под рукой их набор и легко подбирать их под параметры отверстия, которое требуется выполнить.
Как сделать своими руками?
Если вы не хотите приобретать удлинитель в строительном магазине, можно сделать длинное сверло самостоятельно. Для этого сначала нужно взять длинный гвоздь подходящего диаметра. Его шляпку понадобится аккуратно расклепать. Сделать это можно при помощи простого молотка. Все края шляпки гвоздя постепенно обтачивают, понемногу придавая ей заостренную форму обычного сверла.
Если в дальнейшем вам придется проводить сверление в рыхлых деревянных поверхностях, шляпку гвоздя лучше расклепать в форме заостренного наконечника. В процессе сверления самодельной деталью происходит уплотнение стенок данного материала, что является важным условием для легкого и быстрого закручивания шурупов. Удлинить сверло самостоятельно можно и путем увеличения длины хвостовика. Чтобы сделать это, нужно в нем создать маленькое отверстие под внутреннюю резьбу. Затем ее нарезают метчиком. На жестком стержне из металла изготавливают внешнюю резьбу. Полученные детали скручивают между собой.
Хвостовик можно нарастить и другим способом. Для этого сначала нужно подготовить прочный тонкий стержень из металла. При этом его диаметр должен быть немного больше, чем диаметр хвостовика. Его поверхность должна быть абсолютно ровной, без мелких царапин и щелей. Также для работы понадобится токарное оборудование. Наращивание начинают с того, что на токарном станке немного уменьшают диаметр хвостовика. Одновременно с этим в металлическом стержне делают маленькое углубление. Оно будет выступать в качестве отверстия для вставки самого инструмента. После этого хвостовик максимально плотно и прочно закрепляется в стержне.
Место соединения рекомендуется заварить и зачистить. На заключительном этапе уравнивают диаметры старого сверла и нового удлиненного хвостовика. Сделать это также можно при помощи токарного оборудования.В некоторых случаях удлинитель делают посредством сварки нового металлического стержня и сверла. Но при этом диаметры обеих составляющих деталей должны быть одинаковыми. В конце место соединения деталей сваривают и зачищают, чтобы на поверхности не было неровностей и царапин.
О том, какой удлинитель для сверла выбрать, смотрите в следующем видео.