ОБЛАСТЬ ПРИМЕНЕНИЯ
1. Типовая технологическая карта разработана на комплекс работ по монтажу металлических ферм.
2. В состав работ, последовательно выполняемых при монтаже металлоконструкций, входят:
— геодезическая разбивка местоположения металлоконструкций;
— установка готовых металлоконструкций;
— выверка и закрепление металлоконструкций в проектном положении.
3. Работы следует выполнять, руководствуясь требованиями следующих нормативных документов:
СНиП II-23-81*. Стальные конструкции;
СНиП 3.03.01-87. Несущие и ограждающие конструкции;
РД 34.15.132-96 Сварка и контроль качества сварных соединений металлоконструкций зданий при сооружении промышленных объектов.
Технологическая карта предназначена для использования при разработке Проектов производства работ (ППР), Проектов организации строительства (ПОС), другой организационно-технологической документации, а также с целью ознакомления рабочих и инженерно-технических работников с правилами производства работ по устройству кровли из асбестоцементных листов.
При привязке карты к конкретным объектам и условиям производства работ подлежат уточнению объемы работ, потребность в материально-технических ресурсах, калькуляция затрат труда и календарный план производства работ. Технологическая карта разработана в соответствии с учётом требований следующих нормативных документов:
1. СП 48.13330.2011 «Организация строительства»;
2. ГОСТ 24297-87 «Входной контроль продукции. Основные положения»;
3. СНиП 12-03-2001 «Безопасность труда в строительстве. Часть 1. Общие требования»;
4. СНиП 12-04-2002 «Безопасность труда в строительстве. Часть 2. Строительное производство»;
5. СП 12-135-2003 «Безопасность труда в строительстве. Отраслевые типовые инструкции по охране труда».
6. ППБ 01-03 «Правила пожарной безопасности в Российской Федерации»;
7. СанПиН 2.2.4.548-96 «Гигиенические требования к микроклимату производственных помещений»
8. ГОСТ 7502-98 «Рулетки измерительные металлические. Технические условия».
9. ГОСТ 9416-83 «Уровни строительные. Технические условия».
10. ГОСТ 12.4.011-89 ССБТ «Средства защиты работающих. Общие требования и классификация»;
11. ГОСТ 12.4.103-83 ССБТ «Одежда специальная защитная, средства индивидуальной защиты ног и рук. Классификация»;
12. ЕНиР «Единые нормы и расценки на строительные, монтажные и ремонтно-строительные работы. Общая часть»;
13. «Руководство по разработке технологических карт в строительстве» (М.: ЦНИИОМТП, 2004 г.);
Исполнительная документация
Технологические карты (ТК, ТТК, ОТК) по строительству скачать.
Технологические карты (ТК, ТТК) по входному контролю скачать.
1 Технологическая карта на входной контроль материалов применяемых на объекте: Реконструкция обводного канала, пример ,
2 Технологическая карта входного контроля материалов, оборудования кабельной продукции применяемые на объекте: Установка по производству элементарной серы, демонтаж сооружений насосной установки и здания конторы, пример ,
3 Технологическая карта на проведение входного контроля МТР, пример ,
4 Технологическая карта на проведение входного контроля оборудования, основных материалов, деталей и сварных соединений, пример ,
5 Технологическая карта на проведение входного контроля материалов применяемых на объекте: КС»Порт» в составе стройки Северо-Европейский газопровод, пример ,
6 Технологическая карта на проведение входного контроля материалов поступающих на объект — кабель ВОЛС, лотки металлические, трубы металлические, трубы асбестоцементные, электроды сварные, металлоконструкции, пример ,
7 Технологическая карта на выполнение операционного входного контроля оборудования и материалов по объекту реконструкции газопромысловых сооружений ДКС, пример ,
Технологические карты на строительство зданий и сооружений, выполнение бетонных работ скачать.
1 Технологическая карта на производство бетонных работ при отрицательных температурах на объекте: «Многоквартирный жилой дом», пример ,
2 Типовая технологическая карта на бетонные и железобетонные работы (монолитный) бетон ,
3 Типовая технологическая карта на выполнение бетонных работ ,
4 Технологическая карта на ремонт бетонной поверхности ,
5 Технологическая карта на возведение железобетонного каркаса здания, пример ,
6 Типовая технологическая карта на бетонирование монолитных колонн ,
7 Типовая технологическая карта на бетонирование монолитных перекрытий ,
8 Типовая технологическая карта на бетонирование монолитных стен ,
9 Технологическая карта на строительство подпорной стены, пример ,
10 Технологическая карта на строительство подпорной стены на буро-набивных сваях, пример ,
11 Технологическая карта на изготовление свай из стальных труб, пример ,
12 Технологическая карта на погружение свай забивным способом, пример ,
13 Технологическая карта на заполнение свай ЦПС (цементно-песчаная смесь), пример ,
14 Технологическая карта на строительство подпорной стены на объекте: Лыжная трасса, пример ,
15 Технологическая карта на устройство конструкций фундаментной плиты, пример ,
16 Технологическая карта на отделочные работы, пример ,
17 Технологическая карта на электродный прогрев конструкций из монолитного бетона, пример ,
18 Технологическая карта монтаж окон и дверных проёмов, пример ,
19 Типовая технологическая карта на устройство монолитных железобетонных стен подвалов высотой до 6м и толщиной до 500мм зданий и сооружений общего назначения ,
20 Технологическая карта на кладку стен из газобетонных блоков и из мелких шлакокерамзитобетонных камней, пример ,
21 Типовая технологическая карта на кирпичную кладку наружных стен ,
21а Технологическая карта на каменные работы — кирпичная кладка, пример ,
22 Типовая технологическая карта на водоэмульсионную и масляную окраску стен и потолков ,
22а Технологическая карта на производство работ по окраске стен водоэмульсионными и масляными красками, пример ,
23 Технологическая карта на облицовку 100м2 строительных конструкций при строительстве новых и восстановлении существующих зданий и сооружений ,
24 Технологическая карта на гидроизоляцию строительных конструкций из бетона, кирпича, природного камня и др. ,
24а Техкарта на выполнение изоляционных работ покрытием Протегол ,
25 Технологическая карта на устройство гидроизоляции строительных конструкций с применением мастики битумно-латексной эмульсионной, кровельной и гидроизоляционной Профикс ,
26 Технологическая карта на устройство фасадов, пример ,
27 Типовая технологическая карта на устройство наружной скреплённой теплоизоляции зданий и сооружений различного назначения из кирпича, природного камня и бетона с применением в качестве утеплителя минераловатных, базальтовых, стекловолоконных и пенополистрирольных плит ,
28 Типовая технологическая карта по обустройству обогреваемых полов с эпоксидным мастичным покрытием ,
29 Типовая технологическая карта на устройство элементов пола в промышленном и гражданском строительстве ,
29а Технологическая карта на устройство полов из ламинат- паркета, пример ,
30 Операционная технологическая карта ОТК по контролю качества арматурных работ, пример ,
31 Операционная технологическая карта ОТК по контролю качества сварных монтажных соединений железобетонных конструкций, пример ,
32 Операционная технологическая карта ОТК по контролю качества устройства монолитных бетонных и железобетонных фундаментов, пример ,
33 Операционная технологическая карта ОТК по контролю качества опалубочных работ, пример ,
34 Технологическая карта на опалубочную систему F-euro-form system, пример ,
35 Технологическая карта на монтаж перегородок из гипсокартона ГКЛ на металлическом каркасе Кнауф, пример ,
35а Технологическая карта на монтаж перегородок из гипсокартона ГКЛ, пример ,
36 Технологическая карта на монтаж облицовок из гипсокартона ГКЛ на металлическом каркасе Knauf, пример ,
37 Технологическая карта на монтаж подвесного потолка из гипсокартона ГКЛ на металлическом каркасе Knauf, пример ,
37а Технологическая карта на монтаж подвесного потолка из гипсокартона ГКЛ, пример ,
38 Технологическая карта на теплоизоляционные работы, пример ,
39 Технологическая карта на установку и разборку лесов при выполнении работ по АКЗ резервуара, пример ,
40 Технологическая карта на оштукатуривание внутренних кирпичных поверхностей, пример ,
41 Технологическая карта на облицовку внутренних поверхностей керамической плиткой, пример ,
42 Технологическая карта на производство работ по устройству натяжного потолка, пример ,
43 Технологическая карта на устройство цементно-песчаной стяжки пола с фиброармированием, пример ,
44 Технологическая карта на геодезическую подготовку строительной площадки по объекту реконструкции газопромысловых сооружений ДКС, пример ,
45 Технологическая карта на бетонирование столбчатых фундаментов из автобетонсмесителя на объекте по реконструкции газопромысловых сооружений ДКС, пример ,
Технологические карты на газоснабжение скачать.
1 Технологическая карта на врезку газопровода, сборник примеров (Компас V15.1, cdw)
Технологические карты на устройство кровли скачать.
1 Технологическая карта на устройство кровли, пример ,
2 Типовая технологическая карта на устройство и ремонт металлической кровли ,
3 Типовая технологическая карта на устройство кровель из металлочерепицы ,
4 Типовая технологическая карта на устройство кровель из эластомерного рулонного материала КРОМЭЛ ,
5 Типовая технологическая карта на устройство кровель из наплавляемого рулонного материала ФИЛИЗОЛ ,
6 Типовая технологическая карта на устройство кровли из битумно-полимерной самоотверждающейся мастики АНТИКОР МКБ ,
7 Типовая технологическая карта на устройство кровли из цементно-песчаной черепицы ,
8 Типовая технологическая карта на ремонт рулонной кровли с применением битумно-полимерных мастичных материалов с разваркой старого кровельного ковра ,
9 Технологическая карта на теплоизоляцию скатной крыши минватой Rockwool, пример ,
10 Технологическая карта на устройство плоской кровли материалом Техноэласт, пример
Технологические карты на выполнение земляных работ скачать.
1 Технологическая карта на земляные работы, разработку котлована (производство работ нулевого цикла здания школы), пример ,
2 Технологическая карта на рытье котлована и траншеи одноковшовым экскаватором, пример ,
3 Технологическая карта на выполнение земляных работ, пример ,
4 Технологическая карта на выполнение земляных работ вручную, пример ,
5 Технологическая карта на выполнение земляных работ механизированным способом, пример ,
6 Типовая технологическая карта на устройство шпунтового ограждения котлована, пример ,
7 Технологическая карта по устройству искусственных оснований наружных сетей и малоэтажных зданий на насыщенных грунтах ,
8 Технологическая карта по устройству искусственных оснований наружных сетей и малоэтажных зданий на насыпных грунтах ,
9 Технологическая карта на устройство буронабивных свай в водонасыщенных грунтах, пример ,
10 Технологическая карта на устройство благоустройства территории, пример ,
11 Технологическая карта на устройство закрытых переходов кабелей через автомобильные дороги методом горизонтально-направленного бурения ГНБ, пример ,
12 Технологическая карта на выполнение земляных работ для прокладки кабельных линий, пример ,
13 Технологическая карта на производство работ по разработке подводной траншеи экскаватором, пример ,
14 Технологическая карта на уплотнение грунта при обратной засыпке, пример ,
15 Операционная технологическая карта по контролю качества земляных работ: разработка траншеи, котлована, пример ,
16 Операционная технологическая карта по контролю качества земляных работ: обратная засыпка, пример ,
17 Технологическая карта на выполнение земляных работ на объекте по реконструкции газопромысловых сооружений ДКС, пример ,
Заказать разработку ППР или техкарт можно на странице: «Заказ ИД»
Технологические карты на строительство линий ВЛС, ВЛ, электромонтажные работы скачать.
1 Типовая технологическая карта на бурение ям, сборку и установку железобетонных опор при строительстве воздушных линий связи ВЛС ,
2 Технологическая карта на строительство ВЛ 6-10кВ на металлических опорах из гнутого профиля ,
3 Технологическая карта на погрузку и выгрузку металлических опор ВЛ 6-10кВ ,
4 Технологическая карта на сборку на пикете металлических опор ВЛ 6-10кВ ,
5 Технологическая карта на установку металлических опор ВЛ 6-10кВ ,
6 Технологическая карта на монтаж неизолированных проводов на металлических опорах ВЛ 6-10кВ ,
7 Технологическая карта на монтаж изолированных проводов на металлических опорах ВЛ 6-10кВ ,
8 Технологическая карта на сборку и установку металлических промежуточных опор ВЛ 35кВ ,
9 Технологическая карта на разработку траншеи для прокладки кабельных линий 6-10кВ, пример ,
10 Карта технологического и трудового процессов на монтаж опор освещения, пример ,
11 Типовая технологическая карта ТТК на монтаж щитов освещения, пример ,
12 Технологическая карта ТК на монтаж кабелей по строительным основаниям в помещениях и сооружениях (открыто, в лотках, в коробах, скрыто, открыто в пластмассовых трубах) +содержание,
13 Технологическая карта на разборку дорожного покрытия к ППР Реконструкция КЛ 6-110кВ, пример ,
14 Технологическая карта на монтаж концевых и соединительных муфт для кабелей 0,4кВ и 6кВ, пример ,
15 Технологическая карта на монтаж концевых термоусаживаемых муфт для кабеля с пластиковой изоляцией на напряжение 0,4кВ и 6кВ, пример ,
16 Технологическая карта на прокладку проводов и кабелей в защитных трубах, пример ,
17 Технологическая карта на выполнение работ в действующих электроустановках ТП, ФРУ, ТПП, пример ,
18 Технологическая карта на прокладку силовых кабелей напряжением до 35кВ, пример ,
19 Технологическая карта на выполнение процесса монтажа и расключения кабелей ,
20 Технологическая карта по прокладке проводов и кабелей в защитных трубах ,
21 Технологическая карта на монтаж силовых кабелей в траншее ,
22 Технологическая карта на демонтаж электропроводки и тех средств системы пожарной безопасности включая АПС, СОУЭ, ЭЗУ ,
23 Технологическая карта на монтаж линейного извещателя, термокабеля и оборудования ,
24 Технологическая карта на монтаж силовых и контрольных кабелей ,
24а Технологическая карта на монтаж электропроводов и контрольных кабелей ,
24б Технологическая карта на прокладку кабельных линий автоматизации ,
25 Типовая технологическая карта на производство работ по прокладке кабелей ,
26 Типовая технологическая карта на производство работ по прокладке кабелей 6кВ ,
27 Типовая технологическая карта разбивка котлованов для ж/б опор типа ПБ при строительстве ЛЭП ,
28 Типовая технологическая карта сборка промежуточных железобетонных опор ПБ ,
29 Типовая технологическая карта вырубка просек для линии электропередач ЛЭП ,
30 Типовая технологическая карта земляные работы и сооружение фундаментов для ЛЭП ,
31 Типовая технологическая карта монтаж воздушных линий электропередачи. Раскатка проводов и троссов ,
32 Типовая технологическая карта монтаж проводов воздушных линий 0,4кВ на ж/б опорах ,
33 Типовая технологическая карта монтаж проводов и грозозащитных троссов ВЛ 500кВ в горных условиях ,
34 Типовая технологическая карта сборка ж/б опор воздушной линии 0,4кВ ,
35 Типовая технологическая карта сборка и монтаж опор при сооружении воздушных линий элетропередач ,
36 Типовая технологическая карта устройство свайных фундаментов под опоры ВЛ 35-500кВ на болотах ,
37 Технологическая карта на монтаж огнестойких кабельных линий, пример ,
38 Технологическая карта на монтаж и расключение кабелей, пример ,
39 Технологическая карта на монтаж силовых кабелей в траншее, пример ,
40 Технологическая карта на установку оборудования КИПиА, пример ,
41 Технологическая карта на монтаж щитов управления вентиляции и освещения, пример ,
42 Технологическая карта на монтаж внутреннего освещения помещений, пример ,
43 Технологическая карта на прокладку электропроводки распределительной сети и освещение, сетей связи и телефонии, пожарной сигнализации и КИПа, пример ,
44 Типовая технологическая карта ТТК на монтаж светильников на жилых домах и других объектах ,
45 Технологическая карта на монтаж металлических труб для электропроводок, пример ,
46 Технологическая карта на производство работ в охранной зоне ЛЭП, пример ,
Технологические карты на монтаж заземления и молниезащиты скачать.
1 Типовая технологическая карта на производство работ по монтажу наружного и внутреннего заземления ,
2 Типовая технологическая карта ТТК на монтаж молниезащиты зданий и сооружений ,
3 Технологическая карта на монтаж защитного заземления ,
4 Технологическая карта на монтаж заземления и молниезащиты, пример
5 Технологическая карта на монтаж защитного контура заземления, пример ,
6 Технологическая карта на монтаж наружного и внутреннего контура заземления, пример 1 ,
7 Технологическая карта на монтаж наружного и внутреннего контура заземления, пример 2 ,
8 Карта технологического и трудового процессов на монтаж заземления и молниезащиты, пример ,
9 Карта технологического и трудового процессов на монтаж заземляющего устройства, пример ,
10 Технологическая карта на монтаж защитного контура заземления, пример ,
11 Технологическая карта на монтаж контура заземления АВО газа ,
Технологические карты по теплоснабжению, отоплению скачать.
1 Типовая технологическая карта на установку радиаторов на кирпичные стены с подключением к стоякам отопления ,
2 Типовая технологическая карта на производство работ по монтажу и сварке тепловых сетей , .
3 Технологическая карта на монтаж внутреннего трубопровода систем отопления с запорно-регулируемой арматурой, пример ,
4 Технологическая карта на монтаж трубопровода системы отопления, вентиляции и кондиционирования
5 Технологическая карта на монтаж электрической системы обогрева трубопроводов Тепломаг с использованием саморегулирующихся нагревательных лент, пример ,
Технологические карты по водоснабжению и канализации скачать.
1 Технологическая карта на производство работ по монтажу систем водоснабжения зданий с трубами из ПВД ,
2 Технологическая карта на монтаж внутренних систем водоснабжения ,
3 Технологическая карта на монтаж внутренних систем канализации ,
4 Технологическая карта на монтаж водопроводных и канализационных колодцев ,
5 Технологическая карта на прокладку сетей водопровода из ПВХ труб ,
6 Операционная технологическая карта на монтаж сетей производственно-дождевой канализации ПДК по объекту: реконструкция систем водоснабжения, водоотведения площадки ССН ,
Технологические карты на монтаж систем вентиляции и кондиционирования скачать.
1 Технологическая карта на установку и монтаж внутренних систем вентиляции и кондиционирования, пример ,
2 Технологическая карта на монтаж трубопровода системы воздухоснабжения ,
3 Технологическая карта на монтаж трубопровода системы отопления, вентиляции и кондиционирования
Технологические карты на монтаж металлоконструкций скачать.
1 Технологическая карта на ремонт неповоротных стыков труб, пример ,
2 Технологическая карта на выполнение прямой врезки сваркой, пример ,
3 Технологическая карта на сварку арматурных сеток и каркасов, пример ,
4 Технологическая карта на сварку металлических труб, пример (Компас V15.1, cdw)
5 Технологическая карта на сборку и сварку строительных конструкций, пример ,
6 Технологическая карта на сборку и сварку стыка стенки рулонного резервуара, пример ,
7 Технологическая карта на сборку и сварку уторного шва, пример ,
8 Технологическая карта на антикоррозионную защиту металлоконструкций при строительстве, пример ,
8а Технологическая карта на антикоррозийная защита металлических поверхностей покрытием на основе преобразователя ржавчины Ортамет и грунт-эмали Северон, пример ,
9 Технологическая карта на нанесение антикоррозионного покрытия на внутреннюю и наружную поверхность РВС-5000, пример ,
10 Технологическая карта на нанесение антикоррозионной защиты на трубопроводы и металлоконструкции в зимних условиях, пример ,
10а Технологическая карта на нанесение поликсолксанового лакокрасочного материала Армокот на металлические поверхности, пример ,
10б Технологическая карта на выполнение работ по нанесению защитного противокоррозионного покрытия Базалит-Б, пример ,
10в Технологическая карта по нанесению антикоррозионного покрытия Protegol, пример ,
11 Технологическая карта на сварочные работы, пример ,
12 Технологическая карта на огнезащиту металлических конструкций, пример ,
13 Технологическая карта на монтаж кабельных металлоконструкций под прокладку кабелей эл. освещения, эл. питания, автоматизации, пример ,
14 Технологическая карта на технический надзор за монтажом кабельных металлоконструкций, пример ,
15 Технологическая карта на монтаж металлоконструкций внутриплощадочных сетей, пример ,
Технологические карты на железнодорожные объекты скачать.
1 Технологическая карта на работы по техническому обслуживанию устройств электроснабжения нетяговых железнодорожных потребителей, пример ,
Технологические карты (ТК, ТТК) по строительству разные скачать.
1 Технологическая карта на погрузочно-разгрузочные работы с применением стрелового самоходного крана на гусеничном ходу, пример ,
2 Технологическая карта на погрузочно-разгрузочные, транспортные и складские работы, пример ,
3 Технологическая карта на погрузочно-разгрузочные работы при работе по монтажу стального вертикального резервуара, пример ,
4 Технологическая карта на погрузку, разгрузку и складирование грузов, пример ,
4а Технологическая карта на организацию погрузочно-разгрузочных работ и складирование, пример ,
5 Технологическая карта на погрузо-разгрузочные работы, пример ,
6 Типовая технологическая карта на строповку и расстроповку грузов, разгрузочные работы и складирование грузов ,
7 Технологическая карта на устройство фасадных подъёмников (люлек), пример ,
8 Технологическая карта на производство верхолазных работ с применением методов промышленного альпинизма, пример
9 Технологическая карта на устройство наружных инженерных сетей: сетей электроснабжения, освещения, водоснабжения, водоотведения, сетей теплоснабжения, пример ,
10 Технологическая карта на монтаж эвакуационных знаков и указателей, пример ,
11 Технологическая карта на работу стреловых кранов вблизи линий электропередач, пример ,
12 Технологическая карта на крановые работы на приобъектном складе, пример ,
13 Технологическая карта на монтаж технических средств системы оповещения и управление эвакуацией при пожаре, пример ,
14 Технологическая карта процесса окрасочных работ, пример ,
15 Технологическая карта ограждение объектов строительства, пример ,
16 Технологическая карта на выполнение работ по визуальному и измерительному контролю сварочных соединений, пример ,
17 Технологическая карта на устройство фальшпола, пример ,
18 Технологическая карта на сварку полиэтиленовых труб, пример (Компас V15.1, cdw)
19 Технологическая карта на монтаж кабельных конструкций, пример ,
20 Технологическая карта работ по прокладке кабелей по кабельным эстакадам, лоткам, каналам, строительные основания на тросах, пример ,
21 Технологическая карта по прокладке проводов и кабелей в защитных трубах, пример ,
22 Технологическая карта на разработку сухоройного карьера при строительстве автомобильных дорог, пример ,
23 Технологическая карта на геодезические работы, пример ,
24 Технологическая карта на производство работ по укладке трубопровода в подводную траншею методом протаскивания, пример ,
25 Технологическая карта на защиту от коррозии в условиях строительно монтажной площадки, пример ,
26 Типовая технологическая карта на демонтаж нежилого производственного помещения ,
Выполню Техкарты по самой выгодной цене:
Вернуться к разделу: «Акты, схемы протокола и прочее».
Смотрите состав исполнительной в разделе: «Состав исполнительной»
Скачивайте акты, протокола и другое в разделе: «Акты и прочее»
Скачивайте полезные книги, ГОСТы, СнИПы в разделе: «ГОСТы и книги«
2.1. Требования к качеству предшествующих работ
До начала установки стропильных ферм должны быть:
— окончательно закреплены все колонны и связи
— должны быть доставлены на рабочее место: монтажное оборудование, приспособления и инструменты.
— назначение ответственного лица за качественное и безопасное производство работ;
— получена производственно-техническая документация;
— получены разрешения на производство работ у организации, эксплуатирующей данное сооружение;
— проведен инструктажа по технике безопасности и производственной санитарии;
— сооружен подъездов к месту производства работ и планирование монтажной площадки;
— установлены передвижные вагончики для хранения инструментов и бытовых нужд;
— подготовлены рабочие места и укомплектованы их защитными средствами, медицинскими аптечками и противопожарным инвентарем;
— согласованы графики поставки оборудования, изделий и материалов;
— подготовка мест для складирования материалов, инвентаря и др. необходимого оборудования;
— подобраны и завезены на объект монтажа инструменты, приспособления, инвентарь и проверено их техническое состояние;
— геодезическая разбивка оси перехода с оформлением акта со схемами расположения реперов и других геодезических знаков;
— ограждены зоны строительства предупредительными знаками, освещенными в ночное время;
— обеспечены связью для оперативно-диспетчерского управления производством работ;
— выполнено обеспечение строительной площадки противопожарным инвентарем и средствами сигнализации;
— составлен акт готовности объекта к производству работ.
— металлические фермы перед подъемом следует очистить от грязи, наледи, ржавчины, а при необходимости загрунтовать и покрасить.
— проверить соответствие геометрических размеров чертежу, отсутствие заусенцев.
— подготовка стыкуемых поверхностей заключается в их очистке от грязи, ржавчины, снега, льда, масла и пыли.
— спилить напильником или срубить зубилом заусенцы на кромках деталей, а также тщательно выправить неровности, вмятины, погнутости деталей соединения, которые могли возникнуть во время транспортировки конструкций, а также при их погрузке и выгрузке.
— представители строительной организации (прораб) и организации заказчика (технадзор) до начала производства работ по монтажу должны совместно осмотреть и подписать акт на скрытые работы (принять конструкции, изготовленные в заводских условиях).
2.1. Подготовительные работы
2.1.1. Подготовьте технические помещения, в которых будет производиться монтаж узлов металлоконструкций при помощи сварки, в соответствии с ГОСТ 12.3.003-75, ГОСТ 12.2.007-75 и оборудуйте их противопожарным инвентарем.
2.1.2. Доставьте необходимые конструкции и детали на места производства работ и разложите их в соответствии с технологической последовательностью выполнения монтажных работ.
2.1.3. Ознакомьтесь с условиями производства работ и, при необходимости, оборудуйте зону выполнения работ в соответствии с «Правилами техники безопасности и пожарной безопасности» (СНиП III-4-80, СНиП II-01-02-85).
2.1.4. Убедитесь в работоспособности приточно-вытяжной вентиляции.
2.1.5. Подготовьте документацию, инструменты и приспособления, необходимые при выполнении сварочных работ.
2.1.6. Убедитесь в исправности сварочного оборудования.
2.3. Технология производства работ
Последовательность проведения работ:
1. Металлические фермы перед подъемом следует очистить от грязи, наледи, ржавчины, а при необходимости — загрунтовать и покрасить. Проверить соответствие геометрических размеров чертежу, отсутствие заусенцев. Подготовка стыкуемых поверхностей заключается в их очистке от грязи, ржавчины, снега, льда, масла и пыли. Кроме того, необходимо спилить напильником или срубить зубилом заусенцы на кромках деталей, а также тщательно выправить неровности, вмятины, погнутости деталей соединения, которые могли возникнуть во время транспортировки конструкций, а также при их погрузке и выгрузке.
2. До подъема к ферме, крепятся оттяжки (веревки, которые позволят стропальщику управлять балкой во время подъема, находясь в безопасной зоне).
3. Стропальщик производит строповку фермы после чего, выйдя из опасной зоны, подает сигнал машинисту крана — начать подъем. Металлоконструкцию, подаваемую краном к месту установки, следует удерживать от раскачивания и разворотов пеньковыми оттяжками.
4. Фермы к месту установки в проектное положение следует подавать краном со стороны, противоположной от нахождения стропальщиков.
6. Поднятый элемент опускают над местом установки не более чем на 0,3 м выше проектного положения, после чего стропальщики подходят к месту монтажа (поднимаются на вышки-туры) и наводят ее на место установки.
7. Производится крепление элемента при помощи болтового соединения .
8. Производится расстроповка элемента металлоконструкции.
— Перед монтажом конструкции необходимо оснастить: стропильные фермы -предохранительным канатом и оттяжками.
— Для строповки ферм и балок должны применяться траверсы, оснащенные захватами с дистанционной автоматической или полуавтоматической расстроповкой.
— При подъеме фермы ее положение в пространстве регулируют с помощью оттяжек. На высоте около 0,6 м над местами опирания ферму принимают монтажники (находящиеся на монтажных площадках, прикрепленных к колоннам), наводят ее по осевым рискам и устанавливают в проектное положение. Затем сваривают закладные детали, после чего производят расстроповку фермы. Для монтажа балок и ферм часто используют передвижные и самоходные телескопические и шарнирные вышки и подъемники.
Рисунок 2 — Схема монтажа фермы.
ТРЕБОВАНИЯ К КАЧЕСТВУ И ПРИЕМКЕ РАБОТ
Входной контроль
Контроль качества используемых материалов возлагается на строительную лабораторию, производства работ — на мастера или бригадира.
Материалы, применяемые для устройства покрытий, должны соответствовать требованиям технических условий. Для этого проводится выборочная проверка (входной контроль) каждой поступившей на стройку партии материалов. В случае выявления несоответствия материалов требованиям нормативных документов, партия бракуется и возвращается поставщику.
Результаты входного контроля используемых материалов должны быть зафиксированы в протоколах испытательных лабораторий, а данные приемочного контроля фиксируются в журналах производства работ организации, выполняющей монтаж каркаса, профилированного листа и сэндвич панелей, а также в актах на скрытые работы и актах освидетельствования ответственных конструкций.
Операционный контроль
| № | Наименование операций, подлежащих контролю | Контроль качества выполняемых операций | |||
| Состав | Способ | Время | Привлекаемые службы | ||
| 1 | 2 | 3 | 4 | 5 | 6 |
| 1 | Подготовительные работы | Правильность складирования конструкций. Наличие паспортов и сертификатов качества. Комплектность конструкций. Соответствие элементов конструкций проекту. Наличие внешних дефектов. | Визуальностальной рулеткой | До начала монтажных работ | — |
| 2 | Подготовкамест установки | Отметка опорных площадок колонн и монтажной вышки. Нанесение разбивочных осей и рисок на опорные площадки колонн и монтажной вышки. | Теодолитом, стальным метром и рулеткой | До начала монтажных работ | Геодезическая |
| 3 | Укрупнительная сборка полуферм | Соответствие технологии сборки проекту производства работ. Смещение элементов фермы в опорных узлах. Соответствие размеров ферм проекту. Качество сварных швов. | Теодолитом, рулеткой и метром | В процессе монтажных работ | Геодезическая |
| 4 | Установкаферм | Правильность и надежность строповки и временного крепления. Соответствие технологии монтажа проекту производства работ. Отклонения от центров опорных площадок вышки. Вертикальность установки полуферм. Расстояние между осями ферм. Смещение нижнего пояса в стыковочном узле. Качество сварных швов. | Визуальнотеодолитом, стальной рулеткой и метром | В процессе монтажных работ | Геодезическая |
Приемочный контроль и исполнительная документация
Оценка выполненных работ, результаты которой влияют на безопасность объекта и его соответствие эксплуатационным характеристикам, но в соответствии с принятой технологией становится недоступной для контроля после начала выполнения последующих работ, должна быть произведена по актам освидетельствования скрытых работ.
Оценка выполненных работ, результаты которой влияют на безопасность объекта и его соответствие эксплуатационным характеристикам, должна быть произведена по актам освидетельствования ответственных конструкций.
При монтаже каркаса проводят промежуточную приемку законченных элементов и окончательную приемку каркаса в целом. Контроль качества используемых материалов возлагается на строительную лабораторию, производства работ — на мастера или бригадира.
Материалы, применяемые для монтажа каркаса, должны соответствовать требованиям технических условий. Для этого проводится выборочная проверка (входной контроль) каждой поступившей на стройку партии материалов. В случае выявления несоответствия материалов требованиям нормативных документов, партия бракуется и возвращается поставщику.
Результаты входного контроля используемых материалов должны быть зафиксированы в протоколах испытательных лабораторий, а данные приемочного контроля отдельных сварных швов — в журналах организации, выполняющей монтаж каркаса.
Обнаруженные при осмотре стыков конструкций, стен из сэндвич панелей, примыканий, настила из профилированного листа, дефекты или отклонения от проекта должны быть исправлены до начала работ по монтажу вышележащих, смежных или последующих конструкций.
Приемка законченной конструкции каркаса сопровождается тщательным осмотром ее поверхности, особенно мест болтовых соединений, правильность установки элементов, последовательность монтажа.
Работы считаются завершенными и подлежат оплате при подписании заказчиком, генподрядчиком и подрядчиком актов исполнительной документации.
2.3. Последовательность и методы выполнения работ
2.3.1. Произведите сборку сварочного поста (см. рис. ), для чего:
Рис. 4. Схема соединения сварочного поста для ручной сварки
а) установите сварочный трансформатор в специально оборудованном, в соответствии с «Правилами техники безопасности и пожарной безопасности», месте. Марку сварочного трансформатора выбирайте по табл. .
Таблица 2
| Марка трансформатора | Сварочный ток, А | Напряжение, В | Номинальная мощность, кВ·А | Габаритные размеры, мм | Масса, кг | ||
| номинальное рабочее | холостого хода | ||||||
| номинальный | пределы регулирования | ||||||
| ТД-306У2 | 160 | 60 — 175 | 26,4 | 70 | 11,4 | 570×325×530 | 38 |
| ТД-06У2 | 250 | 100 — 300 | 30 | 70 | 17,5 | 630×365×590 | 65 |
| ТД-251У2 | 250 | 100 — 260 | 30 | 80 | — | 420×260×450 | 49 |
| ТД-500-4У2 | 500 | 100 — 560 | 40 | 60 — 76 | 32 | 570×720×835 | 210 |
| ТДМ-317У2 | 315 | 60 — 360 | 32,6 | 80/62 | — | 585×555×818 | 130 |
| ТДМ-401У2 | 400 | 80 — 460 | 36 | 80/64 | — | 585×760×848 | 160 |
| ТДМ-503У2 | 500 | 75 — 580 | 40 | 75/65 | 135 | 555×585×888 | 175 |
| ТДМ-502У2 | 500 | 100 — 550 | 40 | 75 | 26,5 | 720×845×780 | 240 |
Примечание.
В таблице приведены серийно выпускаемые трансформаторы для ручной дуговой сварки. Допускается замена трансформаторов другими, аналогичными по применению;
б) подсоедините установленный сварочный трансформатор к сети электропитания через рубильник или магнитный пускатель при помощи проводов ПРГ (ГОСТ 20520-80), АКРПТ или АКПРТН (ГОСТ 13497-77Е);
в) заземлите корпус сварочного трансформатора при помощи проводов, указанных в п. б;
г) подсоедините одну из клемм сварочного трансформатора к свариваемой детали при помощи зажима (см. рис. ) проводами ПРГ (ГОСТ 20520-80), АКРПТ или АКПРТН (ГОСТ 13497-77Е);
Рис. 5. Зажимы для присоединения сварочного провода к свариваемому изделию:
а) наружный, б) винтовой
д) подсоедините вторую клемму сварочного трансформатора к электродержателю (см. рис. ) проводами ПРГД или ПРГДО (ГОСТ 6731-77Е);
Рис. 6. Виды электрододержателей
е) выбирайте сечение проводов для сварочных работ при их длине не более 30 м по рекомендуемым нормам:
| Наибольшее значение сварочного тока, А | 200 | 300 | 450 | 600 |
| Площадь сечения проводов, мм2: | ||||
| одинарного | 25 | 50 | 70 | 95 |
| двойного | — | 2×16 | 2×25 | 2×35 |
ж) при длине сварочных проводов до 100 — 150 м падение напряжения определяйте по формуле:
Ul = 1,73Jρl / s,
где Ul — падение напряжения, В;
J — сварочный ток, А;
ρ — удельное сопротивление проводов, Ом·м;
l — длина проводов, м;
s — площадь сечения проводов, мм2.
Если значение Ul превышает допустимое более чем на 5 %, необходимо увеличить площадь сечения проводов;
з) пользуйтесь для защиты глаз и кожи лица при выполнении сварочных работ щитками, масками или шлемами (ГОСТ 1361-69) (см. рис. ).
Рис. 7. Средства защиты от воздействия сварочной дуги и брызг металла
2.3.2. Произведите крепление в соответствии с проектной и инструктивной документацией всех необходимых настенных угольников, кронштейнов в помещениях автозала, кросса, шахты и электропитающих установок.
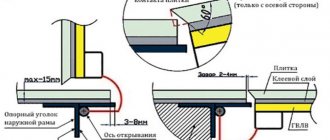
2.3.3. Уложите на прикрепленные к стенам кронштейны секции желобов открытого типа, придвиньте их друг к другу так, чтобы между ними остался зазор, равный 1 ÷ 2 мм, сварите отдельные секции желобов односторонним швом (см. рис. и приварите полученную трассу желобов к кронштейнам с двух сторон (см. рис. 9) при ширине желобов 400 ÷ 600 мм или с одной стороны в шахматном порядке — при ширине желобов 150 ÷ 300 мм.
Рис. 8. Сварка желобов в стык
К настенным угольникам концы магистральных желобов привариваются с двух сторон так, как указано на рис. .
Рис. 9. Крепление желоба к кронштейну или угольнику вдоль стены
2.3.4. Пропустите магистральный желоб через отверстие в стене помещения, придвиньте его к магистральному желобу, уложенному и закрепленному (см. п. 2.3.3) так, чтобы зазор между желобами был равен 1 ÷ 2 мм, и произведите сварку магистральных желобов в стык под углом 90° (см. рис. и рис. ). При этом каждая боковая полоса желоба проваривается со всех сторон.
Рис. 10
Рис. 11. Крепление магистрального желоба при стыке в 90°
2.3.5. Приварите магистральный желоб в проходе через стену к настенным угольникам (см. рис. ). Сварка производится с одной стороны желоба односторонним швом в шахматном порядке.
Рис. 12. Проход магистрального жалоба через стену
2.3.6. Приварите вертикальные магистральные желоба к кронштейнам, закрепленным на стене помещения (см. рис. ). Сварка производится к каждому кронштейну с трех сторон.
Рис. 13. Крепление вертикального магистрального желоба к стене
2.3.7. Смонтируйте спуски магистральных желобов в каркасном ряду (см. рис. ), при этом приварку желобов к кронштейнам каркасного ряда произведите с трех сторон каждой боковой полосы желоба.
Рис. 14. Спуск желобов в каркасном ряду
2.3.8. Смонтируйте спуски магистральных желобов в местах их прохода через перекрытие пола (см. рис. ). При производстве работ приварку магистральных желобов к обрамлению проходного отверстия произведите с обеих сторон боковых полос желоба.
Рис. 15. Проходное устройство магистральных желобов через перекрытие
2.3.9. Смонтируйте металлоконструкции в помещении шахты. Основания щелевых кронштейнов привариваются к фундаментным угольникам. В верхней части кронштейны приваривают к стальной полосе 30×4. Пример установки кронштейнов в шахте показан на рис. .
Рис. 16. Пример установки кронштейнов в шахте
Крепление рядов щелевых кронштейнов между собой и к стенам помещений производится при помощи магистральных угольников 40×50×4, которые приваривают к верхней части щелевых кронштейнов и настенным угольникам. Рядовые желоба в помещении шахты приваривают к магистральным угольникам, причем к крайним угольникам желоба приваривают с двух сторон (см. рис. ), а к остальным угольникам — с одной стороны в шахматном порядке (см. рис. и рис. ).
Рис. 17. Расположение и места сварки желобов в шахте (примерное)
Рис. 18. Расположение и места сварки желобов в шахте (примерное)
2.3.10. Магистральные угольники крепления рядов кронштейнов в шахте сращиваются методом сварки в стык (см. рис. а) или внахлест (см. рис. б).
Рис. 19. Примеры сращивания магистральных угольников
2.3.11. Произведите монтаж воздушных желобов по стенам помещения шахты. Пример расположения и места сварки желобов приведен на рис. и рис. .
Рис. 20. Расположение и места сварки желобов в шахте (примерное)
Рис. 21. Расположение и места сварки желобов в шахте (примерное)
2.3.12. Монтаж металлоконструкций в кроссе производится аналогично монтажу металлоконструкций в шахте. Ряды стативов в кроссе крепятся между собой и к настенным угольникам помещения при помощи магистральных угольников 40×50×4, которые приваривают к каркасу кросса и настенным угольникам. Крепление рядовых желобов в кроссе методом сварки производится аналогично креплению в шахте. Пример установки желобов над ячейками кросса показан на рис. .
Рис. 22. Пример установки желобов над ячейками кросса
2.3.13. Крепление магистральных желобов к рядовым осуществляется методом сварки при помощи стержня, который приваривают к боковым полосам рядовых и магистральных желобов с обеих сторон (см. рис. 23).
Рис. 23. Крепление магистрального желоба к рядовому
2.3.14. Крепление магистральных желобов Ж магистральным желобам в пролете до 2,5 м осуществляется методом сварки, причем магистральный желоб для прочности усиливают стальными стержнями, привариваемыми к обеим боковым полосам желоба (см. рис. ).
Рис. 24. Крепление желоба в пролете до 2,5 м
3.3.15. Крепление желобов для кроссировочных проводов производится аналогично креплению магистральных желобов в пролете до 2,5 м также методом сварки, только без использования стальных стержней жесткости. Пример крепления желобов приведен на рис. .
Рис. 25. Пример крепления желоба для хромировочных проводов
2.3.16. Крепление рамки с испытательными гнездами в абонентском кроссе производится методом сварки. Пример крепления рамки методом сварки показан на рис. .
Рис. 26. Крепление рамки с испытательными гнездами в абонентском кроссе
2.3.17. После окончания монтажа металлоконструкций производится очистка сварных соединений от окалины, проверка качества их выполнения и окраска серой эмалью.
2.3.18. В процессе проверки качества сварных соединений путем внешнего осмотра при помощи лупы с 10-кратным увеличением могут быть обнаружены дефекты. Виды дефектов, получившихся в процессе сварки, приведены на рис. .
Рис. 27. Виды дефектов при сварке
2.3.19. Дефекты сварных соединений исправляют подваркой с последующей очисткой от окалины и покрытием одним слоем серой эмали.
4.1. Общие положения
При производстве монтажных работ необходимо соблюдать требования следующих нормативных документов:
— СНиП 12-03-2001 «Безопасность труда в строительстве. Часть 1. Общие требования»;
— СНиП 12-04-2002 «Безопасность труда в строительстве. Часть 2. Строительное производство»;
— СП 12-135-2003 «Безопасность труда в строительстве. Отраслевые типовые инструкции по охране труда».
При работе на объекте строительства нескольких организаций необходимо предусмотреть мероприятия по безопасности труда в соответствии с «Положением о взаимоотношениях организаций — генеральных подрядчиков и субподрядных организаций».
Все вновь поступающие в организации (предприятия) рабочие могут быть допущены к работе только после прохождения вводного инструктажа и первичного инструктажа на рабочем месте по охране труда независимо от характера и степени опасности производства. Все виды инструктажа и обучения по безопасности труда следует проводить и регистрировать в соответствии с ГОСТ 12.0.004-79 «Организация обучения работающих безопасности труда».
Рабочие, руководители, специалисты и служащие должны быть обеспечены спецодеждой, спецобувью и другими средствами индивидуальной защиты, соответствующими ГОСТ 12.4.011.
Рабочие места и подходы к ним должны быть освещены в соответствии с требованиями ГОСТ 12.1.046 (см. табл. 1, раздел 2.3. «Требования к организации рабочего мета» настоящей ТТК).
При обнаружении нарушений норм и правил охраны труда работники должны принять меры к их устранению собственными силами, а в случае невозможности этого — прекратить работы и информировать должностное лицо.
В случае возникновения угрозы безопасности и здоровью работников ответственные лица обязаны прекратить работы и принять меры по устранению опасности, а при необходимости — обеспечить эвакуацию людей в безопасное место.
4.2. Техника безопасности при работе с электрическими машинами
Номинальное напряжение электрических машин I класса не должно превышать 220 В — для машин постоянного тока и 380 В — для машин переменного тока.
Применять машины следует только в соответствии с назначением, указанным в паспорте. Применение в строительстве ручных электрических машин Г класса запрещено.
До начала работ следует:
— определить места складирования и хранения материалов, оборудования, инструмента на строительной площадке;
— обеспечить всех работающих индивидуальными средствами защиты.
Во время работы с электромашинами необходимо:
— следить за состоянием изоляции кабеля, отсутствием резких перегибов шлангов, образованием петель, попаданием кабеля и шланга под колеса;
— подключение (отключение) вспомогательного оборудования (понижающих трансформаторов, преобразователей частоты тока, защитно-отключающих устройств), а также неисправностей в них должны производиться только дежурным электромонтером.
4.3. Техника безопасности при выполнении монтажных работ
Общие требования безопасности
1.1. К самостоятельным верхолазным работам допускаются лица не моложе 18 лет, имеющие профессиональную подготовку, прошедшие вводный инструктаж и на рабочем месте по охране труда, медицинский осмотр и признанные годными по состоянию здоровья к данным видам работ, имеющие стаж верхолазных работ не менее 1 года и тарифный разряд не ниже 3-го.
1.2. Не допускается выполнять монтажные работы на высоте на открытых местах при скорости ветра 15 м/с и более, при гололедице, грозе или тумане, исключающем видимость в пределах фронта работ.
1.3. С организацией рабочего места, разработанных в технологических картах, ознакомить всех работающих, согласно профилю выполняемых работ, под роспись.
1.4. При производстве строительно-монтажных работ соблюдать требования ГОСТ 12.3.002-75 и предусматривать технологическую последовательность производственных операций так, чтобы предыдущая операция не являлась источником производственной опасности при выполнении последующих.
1.5 Грузозахватные приспособления, стропы и прочий инвентарь должны быть снабжены бирками с указанием грузоподъемности. Их испытывают на двойную нагрузку не менее двух раз в год, по результатам освидетельствования выдают специальные паспорта.
1.6 На строительной площадке должны быть вывешены предупредительные плакаты и установлено сигнальное и рабочее освещение. Все рабочие места должны быть освещены в вечерние и ночные часы.
1.7 Для движения людей на строительной площадке ширина проходов должна быть не менее 1 м, если по этим проходам не переносят грузы, и не менее 2 м, если переносят грузы. В проходах, расположенных на откосах или косогорах с уклоном более 20°, устанавливают лестницы или стремянки шириной не менее 0,3 м с односторонними прочными перилами высотой 1 м.
1.8 Все проходы и проезды необходимо постоянно очищать от мусора и строительных материалов, а зимой от снега и льда и посыпать песком, шлаком или золой.
1.9 Площадки для складирования материалов должны быть тщательно спланированы и выровнены, а в зимнее время очищены от снега и льда. Для удаления поверхностных вод необходимо устраивать водоотводы.
1.10 Укладывать и разбирать штабеля следует механизированным способом.
Требования безопасности перед началом работы.
2.1. Осмотреть и надеть спецодежду, спец. обувь, каску, средства индивидуальной защиты, предохранительный пояс.
2.2. Проверить состояние рабочего места, наличие средств подмащивания, исправность грузозахватных приспособлений, их соответствие проекту производства работ, наличие и исправность инструмента.
2.3. Убедиться в наличии знаков безопасности (сигнального ограждения), указывающих опасные зоны у здания и опасные зоны вблизи мест перемещения грузов кранами в соответствии с ППР.
2.4 Провести инструктаж с записью в журнале проведения инструктажей, выполнить требования ГОСТ 24258-88 Средства подмащивания. Общие технические условия. ГОСТ 12.4.059-89 ССБТ. Строительство. Ограждения защитные инвентарные. Общие технические условия.
Требования безопасности при выполнении работы
3.1. Осмотреть готовность места под установку колонны.
3.2. Конструкцию перед подъемом следует очистить от грязи, наледи, ржавчины, а при необходимости — огрунтовать и покрасить. Подъем колонн, засыпанных снегом, землей, защемленных другими конструкциями, с находящимися на них людьми, недопустим. Нельзя проносить конструкции над людьми, кабиной водителя при разгрузке с машин.
3.3. На участке (захватке), где ведутся монтажные работы, не допускается выполнение других работ и нахождение посторонних лиц.
3.4. Строповку металлоконструкции следует производить в соответствии с проектом производства работ грузозахватными средствами.
3.5. Колонна во время перемещения должна удерживаться от раскачивания и вращения гибкими оттяжками.
3.6. На монтажной площадке должен быть установлен порядок обмена условными сигналами между лицом, руководящим подъемом, и машинистом крана. В присутствии стропальщика проверяется исправность приборов безопасности крана. Все сигналы подаются только одним лицом — бригадиром монтажной бригады, звеньевым или стропальщиком. Сигнал «Стоп» подается любым работником, заметившим опасность. Машинист крана должен быть осведомлен, чьим командам он подчиняется.
При монтаже вне поля зрения машиниста крана между ним и монтажниками должна быть установлена надежная радиосвязь. При отсутствии такой связи из числа стропальщиков назначается сигнальщик, знающий знаковую сигнализацию и умеющий правильно подавать сигналы.
Подготовка производства металлоконструкций
Отдел главного конструктора разрабатывает деталировочные чертежи (КМД), которые являются основным техническим документом, по которому производится изготовление стальных конструкций на заводе и монтаж на строительной площадке. В отдельных случаях чертежи КМД разрабатываются проектными организациями с учетом технологических указаний завода.
Разработка чертежей КМД на заводе обеспечивает полное использование технологических возможностей завода, рациональное использование металла, имеющегося на складе и заказанного на данный объект, решение конструктивных вопросов с учетом технологии изготовления, минимальную трудоемкость изготовления.
Деталировочные чертежи объекта включают заглавный лист с пояснительной запиской, чертежи конструктивных элементов, монтажные схемы. Заглавный лист с пояснительной запиской содержит наименование объекта, перечень всех номеров чертежей КМД, входящих в объект, указание массы конструкций по каждому чертежу, общего веса конструкций по объекту, пояснительную записку.
Чертежи конструктивных элементов разрабатываются на отдельные отправочные элементы (фермы, колонны, прогоны, связи), состоящие из деталей, собранных и сваренных на заводе.
Чертежи КМД конструктор разрабатывает на основании чертежей КМ в соответствии с указаниями Строительных норм и правил проектирования стальных конструкций (СНиП) и Правил производства и приемки работ (Металлические конструкции СНиП), а также дополнительных условий. Все отступления в чертежах КМД от чертежей КМ должны быть согласованы с проектной организацией, разработавшей чертежи КМ. При разработке чертежей КМ должны быть обеспечены расчетная прочность всех соединений и стыков конструкций, не предусмотренных в чертежах КМ, правильные размеры во всех элементах конструкций, монтажная увязка элементов между собой.
Конструктивные решения в чертежах КМД должны обеспечить наиболее простое: быстрое и экономичное — изготовление и монтаж конструкций за счет их технологичности, минимального расхода металла и снижения трудоемкости изготовления и монтажа.
Экономное расходование металла обеспечивается своевременным заказом металла нужных профилей, марок и размеров, использованием заказанного металла по назначению, заменами профилей без утяжеления, рациональным размещением заводских стыков, использованием деловых отходов на мелкие детали.
Перед разработкой чертежей КМД конструктор согласовывает с группой комплектации профили металла, заказанные и закрепленные за данными чертежами объекта, которые бронируются группой комплектации и оформляются в книгах учета металла.
Конструктор должен тщательно продумать размещение заводских стыков с тем, чтобы было минимальное количество отходов.
Повышение технологичности конструктивных решений при разработке чертежей КМД снижает трудоемкость изготовления и монтажа конструкций при одновременном повышении их качества, снижении себестоимости и сокращении сроков изготовления и монтажа.
Требования технологичности изготовления и монтажа предусматривают применение экономичных и рациональных профилей, сокращение числа операций и исключение малопроизводительных трудоемких процессов (клепку, горячую гибку, строжку, подгонку, рассверловку); сокращение объемов работ по резке, образованию отверстий, сборке, сварке; сокращение числа деталей; учет допусков на прокат металла, изготовление и монтаж конструкций, установление размеров конструкций с учетом их транспортабельности и максимального укрупнения на заводе, применение конструктивных решений, обеспечивающих минимальные деформации после сварки, доступность и удобство производства работ по изготовлению (по ручной и автоматической сварке, контролю швов) и монтажу конструкций, возможность строповки элементов при производстве погрузочно-разгрузочных работ при изготовлении и монтаже, а также закрепление конструкций при транспортировке, применение прогрессивных заводских и монтажных стыков, учет характеристик и возможностей технологического оборудования, максимальную типизацию деталей и элементов конструкций.
В чертежах КМД следует помещать однотипные конструкции, изготовляемые по схожей технологии, с минимальным количеством профилей. Прокатные балки, связи, сварные листовые балки, лестницы, фермы, колонны следует помещать на разных чертежах КМД. При размещении на одном чертеже конструктивных элементов из прокатных балок, швеллеров и уголков усложняется комплектация металлом и удлиняется срок изготовления конструкций.
Кроме разработки чертежей КМД в обязанность конструкторского отдела входит также разработка и составление листов готовых элементов, ведомости монтажных болтов и заклепок, чертежей погрузки конструкций с расчетами, схем контрольных и общих сборок сложных конструкций, упаковочных ведомостей.
Листы готовых элементов составляются на каждый чертеж КМД. В лист заносят номер заказа, номер чертежа, перечень всех марок, перечисленных в чертеже, наименование конструктивных элементов, вес одной марки и общий вес, габаритные размеры конструктивных элементов (длина, ширина, толщина). Лист готовых элементов составляется для склада готовой продукции и транспортного цеха, работники которых в графе «Примечание» отмечают количество и сроки принятых и отгруженных конструктивных элементов.
В ведомости монтажных метизов (болтов и заклепок) указываются диаметры, длины, количество, масса каждого типоразмера и общая масса.
Чертежи погрузки конструкций с расчетами должны составляться на все виды отгружаемых конструкций и утверждаться в отделениях железных дорог. Имеющиеся типовые чертежи погрузок, не утвержденные в отделениях железных дорог, не могут применяться.
На чертежах должны быть изображены схемы размещения конструкций в железнодорожных вагонах, указаны габаритные размеры, способ крепления и число растяжек из мягкой проволоки для крепления. Расчету подлежат габариты, устойчивость и сдвиг груза, а. также количество и сечения растяжек для закрепления конструкций в вагонах.
Схемы контрольных и общих сборок составляют на сложные конструкции согласно указаниям в примечании и чертежах КМД или СНиП .
Упаковочные ведомости составляют для мелких деталей, подлежащих упаковке в ящики, и конструкций, отгружаемых пачками. Обычно пачками отгружают линейные элементы (связи, прогоны, тяжи), реже плоские элементы (фермы, фонари и т. д.). Упаковочные ведомости конструкторский отдел составляет при перевозках на судах морского и речного транспорта. При перевозках по железной дороге пакетирование производится работниками транспортных цехов по своему усмотрению в пакетах, связанных мягкой проволокой, к которым прикрепляются бирки с надписью номера заказа, чертежа, марки и числа штук.
К основным документам технологического процесса, разрабатываемым технологическим отделом, относятся сопроводительные листы, диспетчерские листы, листы полуфабриката, листы складу, технологические карты-наряды (на сборку, сварку и клепку), чертежи и заказы на специальные инструмент и приспособления.
Сопроводительный лист устанавливает технологию изготовления полуфабриката, необходимое оборудование и металлопрокат. На некоторых заводах сопроводительный лист является также и документом для оплаты труда. В этом случае он содержит дополнительные сведения о нормах времени и расценках и называется технологической картой-нарядом. Сопроводительный лист составляется на группу деталей, имеющих общую технологию обработки. В сопроводительном листе указывается маршрут, перечисляются технологические операции обработки группы деталей в порядке их выполнения и номера позиций деталей, включенных в данный сопроводительный лист. Для каждой позиции указывается число деталей, их сечение и длина, вес одной детали, общий вес, объем работ по каждой операции (число отверстий, резов). В сопроводительном листе указываются также сведения о металле, выделяемом для изготовления всех деталей, перечисленных в данном листе: номер приемного акта, количество, сечение, длина, вес одной штуки, общий вес, марка стали. На каждый чертеж КМД может быть выдано несколько сопроводительных листов. Данные о выделяемом металле заносит в сопроводительный лист группа комплектации отдела главного конструктора после разработки и заполнения данных маршрутной технологии обработки деталей отделом главного технолога. Сопроводительные листы выделяются цеху обработки, для которого они служат требованием на подачу металла со склада, заданием на изготовление деталей и накладной для сдачи готовых сборочных деталей на склад полуфабрикатов.
Диспетчерский лист содержит перечень всех сборочных деталей на один чертеж КМД. В диспетчерском листе указывают номер сопроводительного листа, номер сборочной детали (позиции), количество деталей, сечение и длину детали, вес одной детали, общий вес деталей, объем работ по выполнению каждой технологической операции при изготовлении деталей, а также суммарные объемы работ по каждой операции. Диспетчерские листы служат основным документом для планирования загрузки Оборудования И рабочих, контроля за выполненном отдельных операций, комплектного изготовления деталей на данный чертеж.
Листы полуфабриката выдаются складу полуфабрикатов и содержат перечень всех деталей в данном чертеже КМД. Ведомость полуфабрикатов предназначена для оформления приемки деталей из цеха обработки и передачи деталей в сборочные цехи. Ведомость полуфабриката передается складом полуфабриката вместе с деталями и сборочные цехи.
Технологические карты-наряды составляются на сборочные, сварочные, клепальные работы, а в необходимых случаях — на общие и контрольные сборки на каждый чертеж заказа. В технологической карте указывают количество, массу, размеры отправочных марок, технологию их изготовления, нормы времени и расценки на каждую технологическую операцию. В одну карту вписывают все отправочные марки чертежа, имеющие одинаковую технологию изготовления. В картах даются схематическое изображение конструкций, описание последовательности выполнения операций, специальные технологические указания, перечень инструмента, оборудования и приспособлений, применяемых для выполнения работ, указания о проверке размеров и применяемом мерительном инструменте. Отдельные наряды или наряды в составе технологических карт составляются на каждую технологическую операцию и содержат данные об объемах, нормативном времени и стоимости работ. В наряде перечисляются фамилии рабочих, выполнявших работу поданному наряду, с указанием их разрядов и отработанного времени. Наряд подписывается рабочим (бригадиром), выполнившим работу, и контрольным мастером ОТК после проверки качества и объемов выполненных работ.
Чертежи специальных инструментов и приспособлений разрабатываются отделом главного технолога одновременно с технологической документацией. Чертежи передаются в производственно-диспетчерский отдел для изготовления инструментов и приспособлений до начала изготовления конструкций.
Производственно-диспетчерский отдел осуществляет оперативное планирование в составе производственных месячных программ и недельных графиков. Производственные месячные программы цехам разрабатываются на основе производственного задания, выданного заводу, с учетом обеспеченности заказов прокатной сталью и чертежами КМД. Месячные программы составляются для каждого цеха отдельно. В них перечислены номера заказов и чертежей, а также указаны масса конструкций, их стоимость и объемы работ по основным операциям для каждого чертежа КМД.
Под руководством производственного отдела каждый цех составляет свой недельный цеховой график. В графике перечислены заказы и чертежи, а также объемы работ по основным операциям.
На основании цеховых недельных графиков составляется сводный график по всему заводу, который позволяет контролировать выполнение работ по всем цехам.
Для обеспечения изготовления металлоконструкций для особо важных и срочных заказов в необходимые сроки составляются отдельные графики. В отличие от месячных планов и недельных графиков, графики на отдельные заказы составляются на срок, необходимый для выполнения заказа. В этом графике указываются номера чертежей, вес металлоконструкций и сроки изготовления по каждому чертежу КМД. Сроки изготовления устанавливаются для каждого цеха, участвующего в выполнении заказа.
При составлении планов и графиков учитывают объемы работ, возможности цехов (обеспеченность рабочими, наличие оборудования и т. п.), а также продолжительность производственного цикла (количество дней, необходимое для изготовления конструкций). За начало производственного цикла принимают дату выдачи чертежей КМД в производство, а за конец — дату сдачи конструкций на склад готовой продукции. Длительность производственного цикла для различных видов конструкций колеблется от 10 до 25 дней. При нормальной организации производства для строительных конструкций средней трудоемкости продолжительность цикла может быть принята следующая (в сутках): подача металла 1, обработка деталей 3, склад полуфабрикатов 4, сборка 3, сварка 4, огрунтовка 1; всего 16.
Выдача производственно-технической документации всем цехам осуществляется через ПДО, который из ОГК получаст чертежи КМД, листы готовых элементов, ведомость монтажных болтов и заклепок, упаковочные ведомости, ОГТ передает ПДО сопроводительные листы, диспетчерские листы, листы полуфабриката, технологические карты-наряды, чертежи инструментов и приспособлений.
- Назад
- Вперед
5.1. Обеспечение экологической безопасности
Все мероприятия по охране окружающей среды проводятся в соответствии с Федеральным законом от 10 января 2002 г. № 7-ФЗ «Об охране окружающей среды».
Для предупреждения от запыления окружающих строительную площадку территорий следует систематически вывозить строительный мусор и отходы. Складировать строительный мусор следует только в специально предназначенных для этого мусорных контейнерах.
Отходы после укладки коврового покрытия утилизируются обычным способом как все подобные материалы в специально отведенных местах. Запрещается сжигание всех сгорающих отходов, чтобы не загрязнять воздушное пространство.
Чистота воздуха рабочей зоны производственных помещений и контроль за состоянием воздуха рабочей зоны по ГОСТ 12.1.005-88*.
5.2. Обеспечение пожарной безопасности
При производстве монтажных работ следует соблюдать требования СНиП 21-01-97* «Пожарная безопасность зданий и сооружений» и ППБ 01-03 «Правила пожарной безопасности в Российской Федерации».
Места производства работ должны быть обеспечены средствами пожаротушения — огнетушителями, бочками с водой, ящиками с песком, ломами, топорами, лопатами, баграми, ведрами.
Каждый рабочий должен знать свои обязанности при возникновении пожара и его тушении, уметь пользоваться средствами пожаротушения, быстро оповещать пожарную команду, пользуясь средствами связи.
Противопожарное оборудование должно содержаться в исправном, работоспособном состоянии. Проходы к противопожарному оборудованию должны быть всегда свободны и обозначены соответствующими знаками.
Все электротехнические установки по окончании работ необходимо выключать, а кабели и провода обесточивать.
Сушка одежды и обуви должна производиться в специально приспособленных для этих целей помещениях, зданиях или сооружениях с центральным водяным отоплением либо с применением водяных калориферов. Устройство сушилок в тамбурах и других помещениях, располагающихся у выходов из зданий, не допускается.
Не разрешается накапливать на строительных площадках горючие вещества (жирные масляные тряпки, отходы пластмасс и др.), их следует хранить в закрытых металлических контейнерах в безопасном месте.
К моменту начала работ по укладке коврового покрытия должно быть обеспечено противопожарное водоснабжение от пожарных гидрантов на водопроводной сети или из резервуаров (водоемов). Колодец с пожарным гидрантом должен быть в исправном состоянии и освещен в ночное время. Подъезд к нему должен быть свободен всегда.
Для курения должны быть отведены специальные места, оборудованные урнами, бочками с водой, ящиками с песком.
Для предупреждения пожаров необходимо строго соблюдать требования противопожарной безопасности и регулярно проводить инструктаж работающих.
5.3. Обеспечение электробезопасности
При выполнении работ на производственной территории должны соблюдаться требования ГОСТ 12.1.013 и ГОСТ 12.1.030.
Устройство и техническое обслуживание временных и постоянных электрических сетей на производственной территории следует осуществлять силами электротехнического персонала, имеющего соответствующую квалификационную группу по электробезопасности.
Светильники общего освещения напряжением 127 и 220 В должны устанавливаться на высоте не менее 2,5 м от пола. При высоте подвески менее 2,5 м необходимо применять светильники специальной конструкции или использовать напряжение не выше 42 В. Питание светильников напряжением до 42 В должно осуществляться от понижающих трансформаторов, машинных преобразователей, аккумуляторных батарей. Применять для указанных целей автотрансформаторы, дроссели и реостаты запрещается. Корпуса понижающих трансформаторов и их вторичные обмотки должны быть заземлены.
Применять стационарные светильники в качестве ручных запрещается. Следует пользоваться ручными светильниками только промышленного изготовления.
Штепсельные розетки и вилки, применяемые в сетях напряжением до 42 В, должны иметь конструкцию, отличную от конструкции розеток и вилок напряжением более 42 В.
Что такое технологическая карта сварки
Стоит в деталях рассмотреть вопрос о том, что представляет собой технологическая карта сварочных работ. Простыми словами, она является своеобразной пошаговой инструкцией, где прописана вся история выполнения работ. Помимо сварщика техкартой пользуются и специалисты, контролирующие рабочие процессы и качество конструкций. В документе прописывается буквально все: от вида работы до точных размеров уже готовой конструкции.
Если исключить все специфические термины, то можно определить, что технологическая карта является сборником технических моментов, которые определяют конечный результат. Поэтому разработка данного документа является важным этапом на пути к готовому изделию, поскольку напрямую влияет на его качество. Помимо этого, он позволяет повысить продуктивность работы сварщика, эффективнее использовать рабочее время.
Типовая операционная технологическая карта в производственный процесс была внедрена в конце 80-х годов прошлого столетия. Это было вызвано развитием технологии сварки: появилось новое оборудование, стали доступными для работы многие металлы и процесс стал более сложным в исполнении.
МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ
Перечень основных инструментов и приспособлений используемых при монтаже металлоконструкций 2. При необходимости приведенные ниже инструменты могут быть заменены на аналогичные по техническим характеристикам.
Таблица 2
| № п/п | Наименование | Тип, марка, ГОСТ | Кол-во | Примечания |
| 1. | Рулетка измерительная металлическая | ГОСТ 7502-80* | 2 | Р20Н2К |
| 2. | Щетка из стальной проволоки | ОСТ 17-83-80 | 1 | |
| 3. | Молоток слесарный с квадратным бойком | ГОСТ 2310-71 | 1 | |
| 4. | Метр складной металлический | ГОСТ 7253-54 | 1 | |
| 5. | Полотна ножовочные | ГОСТ 6645-68 | 10 | |
| 6. | Рамка ножовочная ручная | ГОСТ 17270-71 Е | 1 | |
| 7. | Ножницы ручные для резки металла | ГОСТ 7210-75 | 2 | |
| 8. | Электроды | Э42 | 0,2 на 1 т | 4 мм |
| 9. | Строп | УСК 1 — 1,5 L = 1,5 м | 2 | |
| 10. | Строп | УСК 1 — 3,2 L = 1,5 м | 2 | |
| 11. | Строп двухветвевой | 2СК-3,2 L = 2000 мм | 2 | |
| 12. | Строп двухветвевой | 2СК-3,2 L = 7000 мм | 2 | |
| 13. | Строп четырехветвевой | 4СК-5 L = 7000 мм | 1 | |
| 14. | Канат пеньковый | L = 500 м | D = 22 мм | |
| 15. | Ветошь чистая обтирочная | ГОСТ 5354-79 | 4 кг | |
| 16. | Каска строительная | ГОСТ 12.4.087-84 | 18 | |
| 17. | Сапоги | ГОСТ 12.4.011-89 | 18 | |
| 18. | Рукавицы | ГОСТ 12.4.011-89 | 18 | |
| 19. | Спецодежда | ГОСТ 12.4.011-89 | 18 | |
| 20. | Очки защитные | ГОСТ 12.4.013-97 | 10 | |
| 21. | Рукавицы специальные (КРАГИ) | 8 | ||
| 22. | Маска сварщика | 4 | ||
| 23. | Тура строительная | ТТ1600 | 2 | |
| 24. | Лестница | 2 | Ширина 0,3 м, | |
| длина 1,6 м | ||||
| 25. | Лестница-стремянка | «KRAUSE» Corda | 1 | Длина в разобранном виде 8,57 (м) |
| Кол-во ступеней 3×12 | ||||
| 26. | Нивелир | 2Н-КЛ | 1 | |
| 27. | Теодолит | 2Т-30П | 1 | |
| 28. | Набор инструмента для ручной дуговой сварки | 1 | ||
| 29. | Дрель ударная электрическая | Bosch GSB 90-2Е | 1 | |
| 30. | Шуруповерт | Hammer ACD 144 Li 2.8 PREMIUM | 1 | |
| 31. | Перфоратор ударный электрический | BOSH GBH 2-24 | 1 | |
| 32. | Машина шлифовальная ручная | Bosch GWS 14-125С | 2 | |
| 33. | Ограждение леерное сигнальное | 200 п.м. | ||
| 34. | Комплект знаков по технике безопасности | ГОСТ Р 12.4.026-2001 | 1 |
2.2. Общие сведения о сварочных соединениях
2.2.1. Сварным соединением называют элемент сварной конструкции, состоящий из двух или нескольких деталей конструкций и сварного шва, соединяющего эти детали (см. ГОСТ 5264-80. «Швы сварных соединений»).
2.2.2. При монтаже металлоконструкций встречаются следующие основные типы соединений: стыковые, нахлесточные, тавровые, угловые.
2.2.3. Стыковые соединения — самые типичные сварные соединения, в которых торцы или кромки соединяемых деталей располагаются так, чтобы между ними было расстояние 1 — 2 мм. Детали толщиной до 6 мм сваривают односторонним швом, а более 6 мм — двухсторонним швом.
2.2.4. Нахлесточные соединения осуществляются путем наложения одного элемента соединения на другой. Величина перекрытия должна быть не менее удвоенной суммы толщин свариваемых кромок изделия. Детали при сварке заваривают с обеих сторон.
2.2.5. Тавровые соединения — соединения, при которых торец одного элемента примыкает к поверхности другого элемента свариваемой конструкции под некоторым углом. Для получения прочного шва зазор между свариваемыми элементами должен составлять 2 ÷ 3 мм.
2.2.6. Угловые соединения осуществляются при расположении свариваемых элементов под прямым или произвольным углом и сварка выполняется по кромкам этих элементов с одной или с обеих сторон.
2.2.7. Все описанные выше сварные соединения выполняются швом, который представляет собой затвердевший наплавленный металл, соединяющий элементы сварной конструкции. Сварные швы подразделяются по следующим признакам: по положению относительно действующего усилия (см. рис. ), по положению в пространстве (см. рис. ), по внешней форме (см. рис. ).
Рис. 1. Положение сварных швов относительно действующего усилия:
а) фланговый, б) лобовой, в) косой
Рис. 2. Положение сварных швов в пространстве:
а) нижний, б) горизонтальный, в) вертикальный, г) потолочный
Рис. 3. Внешние формы сварных швов:
а) выпуклый, б) нормальный, в) вогнутый
2.2.8. Диаметр электрода для сварки устанавливают в зависимости от толщины свариваемых кромок, вида сварного соединения и размеров шва. Для стыковых соединений приняты практические рекомендации по выбору диаметра электрода в зависимости от толщины свариваемых кромок:
| Толщина свариваемых кромок, мм | 2,3 — 5 | 6 — 8 | 9 — 12 | 13 — 15 | 16 — 20 | > 20 |
| Диаметр электрода, мм | 2,3 — 4 | 4 — 5 | 5 — 6 | 6 — 7 | 7 — 8 | 8 — 10 |
2.2.9. При выполнении угловых и тавровых соединений принимают во внимание величину катета шва: при катете шва 3 ÷ 5 мм сварку производят электродом диаметром 3 ÷ 4 мм, а при катете 6 ÷ 8 мм применяют электроды диаметром 4 ÷ 5 мм.
2.2.10. По выбранному диаметру электрода устанавливают величину сварочного тока, которая должна быть указана на заводской этикетке, приклеенной к пачке с электродами.
2.2.11. Величину сварочного тока для электродов 4 ÷ 6 мм можно определить по формуле:
Y = (40 ÷ 60) · Dэ,
где Y — величина сварочного тока, А;
Dэ — диаметр электрода, мм.
2.2.12. Величину сварочного тока для электродов диаметром менее 4 мм и более 6 мм можно определить по формуле:
Y = (20 + 6Dэ) · Dэ.
При этом следует вносить поправки, учитывающие толщину металла и положение сварного шва.
При толщине кромок от 1,3Dэ до 1,6Dэ расчетную величину сварочного тока уменьшают на 10 ÷ 15 %, а при толщине кромок более 3Dэ — увеличивают на 10 ÷ 15 %. Сварку вертикальных и потолочных швов выполняют током, на 10 ÷ 15 % меньше расчетного.
2.2.13. Металлические электроды для дуговой сварки изготавливают в соответствии с ГОСТ 9466-75. «Электроды покрытые металлические для ручной дуговой сварки и наплавки. Классификация, размеры и общие технические требования».
Установленные ГОСТом размеры:
Таблица 1
| Диаметр электрода, мм | Длина электрода, мм | ||
| из углеродистой и легированной проволоки | из высоколегированной проволоки | ||
| 1,6 | 200; 250 | 150; 200 | |
| 2,0 | 250 | 200; 250 | |
| 2,5 | 250; 300 | 250 | |
| 3,0 | 300; 350 | 300; 350 | |
| 4,0 | 350; 450 | 350 | |
| 5,0 | 450 | 350; 450 | |
| 6,0 | |||
| 8,0 | |||
| 10,0 | |||
| 12,0 | |||
2.2.14. Допустимые отклонения по длине электрода при ручном изготовлении до ±7 мм, а при машинном до ±3 мм. Допустимые отклонения по диаметру в пределах от -0,12 до +24 мм в зависимости от значения диаметра и установленной степени точности.