Рассказываем об основных технологиях обработки листового материала. Резка, гибка, принципы работы и особенности. Основы Лазерная резка Гидроабразивная резка Гибка
Обработка листового металла — процесс получения деталей, включающий технологии раскроя и пластической деформации металлического листа. Такие детали применяются в разных областях: аэрокосмическая промышленность, приборостроение, машиностроение, здравоохранение и строительство благодаря своей долговечности, лёгкости, широкому спектру доступных материалов и производственных возможностей.
1. Все начинается с плоского металлического листа, чертежа или CAD-файла с информацией о контуре детали и линиях сгиба.
2. Файлы преобразуются в машинный код – инструкцию по раскрою и формовке материала.
3. Производство может заключаться в простом сгибании или сочетании методов, когда заготовка предварительно разрезается, а затем формируется конечная геометрия детали.
4. В завершении, соединение деталей и покрытие.
Услуги металлообработки на заказ
Современная металлообработка деталей — востребованная и активно развивающаяся индустрия. Благодаря ей безликая заготовка способна приобрести практически любые формы. Для проведения этих операций всё реже применяется ручной труд: основные работы выполняет оборудование с программным управлением.
Компании-поставщики и производители металлообработки в России, Москве и Московской области
Список компаний, предлагающих услуги металлообработки, поистине безграничен. В каждом регионе за нее готовы взяться предприятия разного масштаба, опыта работы на рынке и квалификации. Информацию о них, в том числе и по обработке металла в Москве, можно найти в каталогах поставщиков и на персональных сайтах.
Методы механической обработки металла перед покраской
Подобная обработка металла осуществляется при помощи ручного или механизированного инструмента с применением разнообразных абразивных материалов и механических установок.
За счет механической обработки с поверхности снимают окалину, следы коррозии и обугливания, окислы, остатки прежнего покрытия, грубые загрязнения, песок и шлак. Кроме того, данный подход позволяет создать шероховатую поверхность, что положительно сказывается на адгезии красочного слоя.
Прежде чем заниматься механической очисткой, изделия со следами масла очищают уайт-спиритом, растворителем Р-4 либо щелочным водным раствором. Если металл имеет толщину от 6 мм, значительные органические слои загрязнений можно убрать посредством газопламенной очистки кислородно-ацетиленовой горелкой.
Ручные инструменты, такие как проволочные щетки, шпатели, скребки, идут в ход при небольшом количестве работ. Тогда как с большими объемами справляются механизированным способом, применяя щетки, шарошки, абразивные круги, бесконечную абразивную ленту, игольчатые пистолеты.
Также может использоваться галтовка и виброабразивная обработка – оба способа предполагают использование насыпных абразивов.
Галтовка
представляет собой метод обработки металла перед покраской, при котором мелкие детали очищаются во вращающихся барабанах. Существует две разновидности галтовки: сухая, то есть используется лишь абразив, и мокрая. Во втором случае абразив дополняется специальными жидкими составами. В любом случае, с поверхности изделий удаляется окалина, заусенцы, неровности, снижается шероховатость.
Виброабразивная обработка
– это механический либо химико-механический процесс, при помощи которого с обрабатываемого изделия снимают мельчайшие частицы металла и его оксиды. Немаловажно, что данный подход способствует сглаживанию небольших дефектов за счет множества микроударов абразивом.
Также сегодня активно используется струйная очистка металла
с применением абразивных материалов. Это может быть сухая или водная абразивная очистка, а также водная струйная очистка. Все названные виды обработки металла перед покраской требуют применения специализированного оборудования. Роль абразивов обычно играют металлический песок либо дробь, стеклянные шарики, шлаки.
Очистка струйным абразивным методом подходит только для металла толщиной от 3 мм. Обработка тонкостенных изделий может проводиться лишь при условии, что она не приведет к изменению геометрии предмета. По завершению сухой чистки изделия избавляют от пыли и обезжиривают, если это требуется.
После данной процедуры металл очень активен, поэтому его важно как можно скорее покрыть грунтовкой либо покрасить, чтобы не допустить формирования вторичной коррозии. По той же причине при механической очистке нужно следить, чтобы влажность воздуха не выходила за пределы 85 %, а температура изделия была выше точки росы минимум на 3 °C.
Механические методы обработки металла перед покраской выгодно отличаются от других тем, что подходят для изделий из черных и цветных металлов вне зависимости от их габаритов. Также подготовка конструкции осуществляется без ее перемещения в другие цеха – прямо на рабочем месте.
Среди минусов данного способа стоит назвать высокую цену и большие трудозатраты. Кроме того, он не может использоваться для тонкостенных изделий сложной конфигурации.
За счет механической обработки создается шероховатая поверхность, а значит, обеспечивается лучшая адгезия лакокрасочного покрытия. Однако метод не способен защитить металл от ржавчины. Добиться сразу двух целей можно химическими способами.
Услуги металлообработки в Москве
По количеству услуг металлообработки Москва, как правило, опережает Подмосковье и другие регионы России. Увы, это относится и к ценообразованию: иногда заказчику кажется, что лучше потратиться на транспортные расходы и найти обработку металла на заказ в соседней области, чем обращаться в крупные столичные компании.
Причина в том, что обработка металла по Москве часто основана на услугах посредничества. Не имея в арсенале необходимого оборудования, предприятия средней руки заказывают часть операций на других производствах. Соответственно увеличивается и стоимость работ.
gallery
Отрезка (разрезка) — разделительная операция, которая выполняется с помощью ручных ножниц для металла, гильотинных стуловых ножниц (для материала толщиной свыше 1,5 мм) или зубила. Вырубка — операция отделения какой-либо фигуры от листовой заготовки. Для осуществления этой операции на очищенную поверхность металлического листа наносят рисунок (можно через копировальную бумагу) или готовят шаблон и приклеивают его на лист.
Если рисунок симметричный, то вычерчивают его на предварительно размеченную поверхность листа и обводят чертилкой (тонкий, острозаточенный стальной стержень). После этого перемещают фрагмент на определенный угол, опять обводят и так до тех пор, пока не будет получен весь рисунок. Когда рисунок полностью нанесен на металлический лист, то ножницами начинают его обрезать. Если рисунок сложный, то в узловых местах можно предварительно просверлить отверстия диаметром 3 — 5 мм или процесс обрезки проводить частями — от наиболее простых участков к сложным. В тех случаях, когда невозможно вырезать весь контур рисунка ножницами, применяют различные по размерам и форме режущей кромки зубила, а затем дорабатывают контур надфилями.
Просечка — образование внутренних отверстий различных форм в, заготовке, обычно осуществляется зубильцами с Прямым или радиусным лезвием. Большие формы могут вырезаться специальными криволинейными ножницами. Просечка и вырубка — основные операции при изготовлении просечных железных украшений из кровельного железа или из тонкой листовой меди и даже из толстой полосы.
Просечный металл начиная с XVI в. широко применяется при украшении бытовых предметов (сундучков, подголовников, замков, осветительных приборов и т.д.), а также в сельской и городской архитектуре. Подзоры из просечного металла украшают свесы крыш и фронтонов изб, дворцов и соборов; ажурные коньковые решетки завершают гребни крыш, дымится в виде башенок и ваз прикрывают дымовые трубы. Кроме того, техника просечки широко использовалась при изготовлении, оковок сундуков, личинок и секирных замков и ключей, холодного оружия и т.д.
Рисунок просечного металла был аналогичен рисунку пропильных орнаментов на деревянных наличниках и свесах и содержал в основном растительные мотивы и повторяющиеся геометрические элементы в виде кругов, треугольников, червонок, различных завитков.
Коньковые решетки обычно завершались довольно пышной композицией из характерных для русских орнаментов «коньков», «петухов» или «драконов». Декоративность избы или здания подчеркивалась красиво оформленными водосточными трубами. Навершия труб оформлялись в виде ваз, корзин с цветами или пышной короны; сами трубы имели круглую или граненую форму сечения, а слив выполнялся в виде раскрытой пасти дракона.
Навершиями из просечного металла украшались дымовые трубы, столбы ворот и калиток. Технология изготовления различных элементов из просечного металла несложная, но требует кропотливого труда и навыков работы с жестью. Первоначально следует подобрать или придумать рисунок и форму готового изделия. При этом очень важно учитывать масштабность и удаленность. Если необходимо украсть просечным металлом дом, отдельную беседку, ворота, то надо продумать стиль рисунка всей композиции.
Плоские изделия из просечного металла уже готовы к установлению на места, а объемные — дымники, навершия и др. — предварительно собирают в единое целое, что требует высокой техники жестяных работ, а затем устанавливают на места. Отдельные элементы соединяют между собой специальным замком — фальцем: одиночным или двойным. При соединении цилиндрических и конических элементов используют кольцевые фальцы (стоячие или лежачие).
При изготовлении сливных труб используют цилиндрические звенья, а также коленные изгибы под прямым или тупым углом. Разметка воронки л коленных элементов проводится как развёртка поверхности усеченных конуса и цилиндра. При жестяных работах используют специальные молотки, киянки (деревянные молотки), ножницы для металла и толстый металлический стержень квадратного или круглого сечения, укрепленный на верстаке в горизонтальном положении.
При изготовлении дымников необходимо помнить, что кроме эстетических и декоративных они должны выполнять и основные свои функции — предохранять кирпичную трубу от разрушения в результате действия дождей и ветра; не допускать попадания влага внутрь трубы и способствовать созданию хорошей тяга. Разрубка и надрубка широко применяются при изготовлении художественных изделий. Эти операции производятся как на наковальне, так и в тисках. При разрубке листового металла на наковальне под заготовку необходимо подкладывать лист из железа или меди, чтобы не испортить лезвие зубила при соприкосновении с закаленной поверхностью наковальни.
Гибка заготовок на прямой угол может осуществляться в тисках, на ребре наковальни или в специальной оправке. Гибка завитков и спиралей может осуществляться на коническом роге наковальни или с помощью различных приспособлений. Скручивание заготовки вдоль оси осуществляется специальным воротком или просто газовым ключом при зажатом втором конце заготовки в тисках. Если необходимо получить большое число одинаково закрученных заготовок, то вначале на мерную заготовку надевают трубу и процесс закручивания идет до тех пор, пока ключ не упрется в трубу. При выполнении всех процессов, связанных с гибкой, завивкой или скручиванием, следует иметь в виду, что холодный металл пружинит (т.е. немного распрямляется или раскручивается). Поэтому необходим учитывать угол пружинения или угол раскрутки. Процесс скручивания используется и при изготовлении «фонариков», для чего полосу разрубают в одной плоскости, а квадратный пруток — в двух плоскостях В некоторых случаях фонарик можно изготовить и из четырех сваренных вместе круглых или квадратных заготовок.
Этими способами холодной обработки листовых материалов изготовляют изделия из золота, серебра, меди, железа: различные украшения, всевозможную посуду — миски, чашки, ложки, кубки, кувшины, кумганы и самовары; боевые доспехи — щиты, шлемы, брони «дощатые», наручи, рыцарские латы, различные архитектурные элементы — шары, навершия, детали оформления куполов, металлическую скульптуру. Основной инструмент при дифовке — разнообразные по форме, массе и материалу молотки, а при выколотке — и всевозможные опорные инструменты: маленькие наковальни, шпераки, всевозможные подкладные опорные инструменты, вставляемые в основную наковальню; стойны, вбиваемые в наземные чурбаки, кобылины, которые при работе сидя подкладывают под себя, а второй конец используют в качестве опорного инструмента.
Принцип дифовки заключается в том, что при ударе по листовому металлу молотком происходит местное сплющивание металла, т.е. уменьшается его толщина, но увеличивается площадь (или длина). Таким образом, если взять круглую плоскую заготовку, положить на наковальню и начать обрабатывать молотком ее центральную часть, то лист начнет изгибаться и приобретать форму сферы. Концентрируя удары в определенных местах и применяя разнообразный подкладной инструмент, можно получать изделия различной формы.
При глубокой вытяжке по краям заготовки образуются гофры, которые при последующей обработке необходимо «посадить», т.е. распрямить. Процессом образования гофр можно управлять, если предварительно наметить их круглогубцами или с помощью специальных молотков и оправок. При этом надо следить, чтобы гофры были низкими и широкими и не завалены в какую-либо сторону. Необходимо обращать внимание на чистоту рабочей поверхности и инструмента. Ударная поверхность молотка и опорная поверхность наковальни и оправок должны быть отшлифованы и отполированы, чтобы на поверхности металла не образовывались риски и вмятины, которые при дальнейшей обработке могут привести к разрыву изделия. Известно, что по мере обработки металлическим молотом лист нагартовывается (наклёпывается), т.е. поверхность его упрочняется и становится более хрупкой. Поэтому для уменьшения наклепа при работе можно применять молотки с плоским или фигурным бойком из твердых пород дерева (бук, граб, клен, самшит и др.). Для продления сроков службы деревянных молотков их обматывают тесьмой на клею и сверху покрывают лаком.
Текстолитовые и резиновые молотки, а также молотки со вставками из красной меди, алюминия или свинца не оставляют следов удара. Мастера-дифовщики используют при работе свыше 100 различных молотков, большое число опорных и подкладных инструментов: молотки-наводильники — для посадки гофров, гладильники — для выглаживания поверхности, шаровые — для создания сферических поверхностей, шеечные — для обработки «шеек» ваз, кубков и других торовых поверхностей; опорные и подкладные инструменты: наковальни, разнообразные шпераки, массивные стойки (амбузы) с выпуклой поверхностью, различные скребки для загибки, подсечки и клепки швов. При работе опорный и подкладной инструменты устанавливают в гнезда основной наковальни или зажимают в стуловых тисках, а иногда вбивают непосредственно в деревянный чурбан или землю.
Для создания монументальных скульптур, а также различных декоративных бытовых изделий применяют выколотку по моделям или1 шаблонам (металлическим, каменным или деревянным). Предварительно определяют, на какие элементы должна быть разбита вся форма, затем делают раскрой металла (с учетом вытяжки и посадки) и после отжига по модели начинают выколачивать форму молотками.
При сложных формах заготовку в процессе работы отжигают несколько раз и снова обколачивают на форме. После выколотки всех элементов формы их подгоняют друг к другу, обрезая ножницами и опиливая напильниками края, а затем сваривают их встык или соединяют фальцем. По мере выколотки и сборки изделия элементы модели удаляются, а само изделие укрепляется (если это монументальная скульптура) специальным каркасом. Следует отметить, что после окончания всей сборки необходимо обработать напильником все швы и довести поверхность до высокого качества. Выколоткой изготовлялись в старину и корпуса самоваров.
Изготовление тазов, чайников, мисок, подносов, кувшинов и кумганов значительно проще, чем самоваров. Неглубокая вытяжка с помощью разнообразных молотков и оправок не требует применения пайки, а изготовление сложных изделий, таких, как кувшины, кумганы, кубки, требует еще и пайки. Для изготовления изделий из листа применяют опорный инструмент: стойно — толстый металлический стержень, вбиваемый в деревянный чурбак или землю, на котором загибают края изделия; желобильню — чугунную плиту с углублением для выгиба краев днищ у чайников, ведер и других подобных изделий; осадку и ожимку — толстые металлические стержни длиной 200-250 мм с углублениями на концах для осадки и оформления головок заклепок. Наряду с ручной технологией изготовления существует способ обработки листовых материалов из золота, серебра, меди и других, пластичных металлов на давильных станках.
Для изготовления на давильных станках изделий, горловина которых имеет меньший диаметр, чем основание (или середина), необходимо применять разборные шаблоны и после окончания работы вынимать их поэлементно из сосуда.
Отделка — завершающая операция, которая придает изделию законченный товарный вид. Уже в XI в. кузнецы Киевской Руси владели различными художественными приемами отделки: чеканкой и гравировкой, насечкой и чернением, дамаскированием и инкрустацией, наложением эмалей.
Подробнее в статье «Художественная отделка кованых изделий» Навроцкий А.Г. «Художественная ковка»
Услуги металлообработки по видам работ
По способу воздействия на материал металлообработку под заказ можно условно разделить на:
- механическую. К ней относятся токарные, фрезерные, резальные, зуборезные, точильные, шлифовальные и прочие работы;
- обработку давлением (ковку, штамповку);
- химическую — обработку поверхности заготовки химикатами (азотом, бором, хромом и др.). Применяется для любых металлов и сплавов, в том числе для металлообработки нержавейки;
- термическую. К ней относятся операции по отжигу, закалке, старению металла;
- электрическую (анодирование);
- художественную (гравировка, литье, чеканка и пр.).
Гибка металла – важный этап технологии листообработки
Для изготовления целого ряда изделий используют листообработку. Данный процесс объединяет в себе множество действий, имеющих одну цель – превратить листовую заготовку в готовое металлическое изделие.
Наиболее важный этап листоообработки – гибка металла.
Процесс создания изделия начинается с проектирования, а завершается – его покраской и сборкой. Гибка металла – это ключевое звено при изготовлении продукта.
Для гибки металла необходимо использовать специальное оборудование, позволяющее выполнять все работы с высокой точностью, ведь именно это напрямую скажется на качестве готового изделия. Если ошибиться на каком-либо этапе листообработки, то можно напрочь испортить материал.
Гибка металла – это процесс пластической деформации листа или заготовки, для осуществления которого нужно использовать специальное оборудование, при помощи которого путем сгибания и создаются детали самых сложных форм.
По сравнению со сваркой, такой способ листообработки не образует ни швов, ни стыков, но изделие при этом получается ровное и прочное. К плюсам данного метода относятся: быстрота выполнения работ, экономичность, высокая прочность готового изделия, связанная с отсутствием стыков, швов и термической деформации во время обработки.
Гибка металла в процессе листообработки позволяет создавать самые разные изделия, включая парапеты, откосы, элементы декора, шильдики, рекламную продукцию – короба, боксы, щиты и так далее.
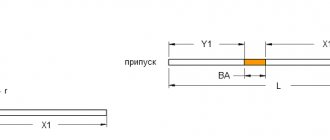
Гибка листов металла при листообработке осуществляется по следующей технологии. Для механической его гибки необходим листогибочный пресс. Это холодный метод обработки, поэтому он подходит для придания форм нехрупким металлам толщиной до 8 мм. Пресс сгибает заготовку, растягивая внешний слой листа и сжимая внутренний. Материал, находящийся на сгибе, не деформируется. Радиус сгиба будет равным толщине листа (это и объясняет требования к толщине).
Станки с ЧПУ, используемые для данного этапа листообработки, позволяют сгибать заготовки с высокой точностью, без образования дефектов. Они могут применять усилие до 100 тонн и сгибать материал до 180°.
Также используются листогибочные валковые машины, листоштамповочные прессы, станки для вальцовки и иное оборудование. Таким образом, мы видим, что оборудование, необходимое для данного этапа листообработки, существует разнообразное, поэтому у фирм появляется возможность выполнять широкий спектр работ по автоматизированной гибке металла.
Какие особенности имеет листообработка с применением различного оборудования
Координатно-пробивные прессы
Также для листообработки могут потребоваться координатно-пробивные прессы. С их помощью осуществляется вырубка, формовка, штамповка заготовок из металла. Кроме того, ими можно пробить отверстие в железном листе. Координатно-пробивные прессы отличаются хорошей производительностью и точностью выполнения работ, связанных с листообработкой. Но пробивочное оснащение можно снять в случае необходимости.
Координатно-пробивной пресс нужен для того, чтобы формовать, штамповать заготовки, пробивать отверстия в листе, выполнять вырубку в процессе листообработки. Они очень эффективны на предприятии при производстве широкого ассортимента деталей и высокой степени автоматизации. Это объясняется высокой производительностью и точностью координатно-пробивного пресса, а также тем, что существует возможность быстрой смены пробивочного оборудования.
Гибочные станки
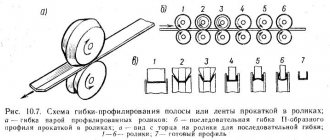
Не секрет, что металл достаточно пластичен, а значит, поддается механическим воздействиям. Листообработка путем гибки – это придание металлической заготовке необходимой формы в соответствии с чертежами детали. Данный процесс характеризуется тем, что верхний слой изделий растягивается, а внутренний – сжимается, но металл при этом не ломается. Углы при сгибании в процессе выполнения данного этапа листообработки должны получаться ровными и точными, для чего необходимо выполнять данную операцию на специальных профилегибочных станках.
Сейчас для изготовления металлических деталей используют различные трубогибы, в том числе ручные и электромеханические, сегментные и универсальные. Таким образом, для того, чтобы выбрать подходящее гибочное оборудование для листообработки, необходимо знать особенности производства, на котором оно будет работать.
Вальцовочные машины
Вальцовка представляет собой листообработку заготовки на специальном станке с целью придания ей цилиндрической формы. При помощи листосгибочных машин можно плоский лист превратить в объемное изделие: трубу, обечайку, конус, желоб круглой, овальной и конической формы. Вальцы незаменимы для изготовления водосточных труб, воздуховодов, дымоходов, кожухов систем теплоизоляции.
Вальцовка требует наличия специального оборудования – вальцевых станков. Они обычно представляют собой трехвалковые гибочные станки с ассиметрично расположенными валами. Верхний и нижний валы – приводные. Они настраиваются с зазором, толщина которого соответствует толщине формуемого листа, чтобы таким образом исключить его проскальзывание при листообработке. Для регулирования зазора необходимо перемещать нижний вал.
Выделяют вальцы с ручным приводом верхнего и нижнего валов, а также – с электрическим приводом от электродвигателя. Электропривод на вальцах всегда имеет тормоз. Без точной остановки и реверса вальцов не обойтись при вальцовке желобов и при начале формовки изделий.
Обрабатываемый лист закругляют на третьем заднем изгибающем валу. Пространственное расположение заднего вала относительно двух ведущих валов находится в зависимости от радиуса закругления и формы изделия. Задний вал может находиться параллельно ведущим валам – это будет означать, что у изделия цилиндрическая форма. Также задний вал может быть под углом к ведущим валам – это будет означать, что у детали коническая форма. Чем ближе задний вал к верхнему, тем меньше радиус закругления.
Листогибы (листогибочные прессы)
При помощи листогибочного станка можно изготавливать самые разные изделия из листового металла. В зависимости от привода данное оборудование подразделяют на ручные, механические, пневматические, электромеханические (включая станки с поворотной балкой) и гидравлические листосгибы. Такие станки нашли применение в самых разных отраслях промышленности.
При помощи листогибов можно осуществлять холодную гибку металла. У листогибов бывают следующие виды приводов:
- Гидравлические, работа которых осуществляется при помощи гидроцилиндров. Выделяют стационарные и передвижные листогибы.
- Пневматические работают благодаря пневмоцилиндрам. Они также могут быть стационарными и передвижными. Наиболее распространен тип «поворотной балки».
- Электромеханические листогибы всегда стационарны и работают от электродвигателя, редуктора и приводной системы (ремни, цепи и т. п.).
- Механические листогибы всегда стационарны, работают благодаря передаче кинетической энергии от раскрученного маховика.
- Ручные, приходящие в действие благодаря мускульной силе, как правило, это тип «поворотной балки». Человек при помощи своей физической силы и листогиба придает заготовке требуемую форму (как рычаг). В основном эти приспособления не стационарны и осуществляют листообработку там, где осуществляется процесс изготовления готового продукта.
Также оборудование, используемое для листообработки, можно разделить по способу подачи заготовки: ручная и автоматическая. Размеры могут устанавливаться вручную и автоматически (ЧПУ).
Предприятия по металлообработке в Московской области
Металлообработка в Московской области всё активнее заполняет нишу столичного рынка услуг. Производства Подмосковья готовы предложить практически те же виды работ, но по более комфортной стоимости. Однако кажущуюся экономию могут “съесть” транспортные расходы.
Кредо нашего цеха — металлообработка на заказ в Москве по выгодным для клиента ценам. Причем настолько демократичным, что в числе наших постоянных заказчиков много предприятий Московской и соседних с ней областей.
Услуги по обработке металла
Мы предлагаем полный цикл металлообработки деталей — составление технической документации, любые виды операций над заготовками и, конечно, финишные работы — такие, как нанесение покрытий. В нашем цехе имеется полный комплект техники для решения этих задач: от фрезерных и токарных машин до лазерных станков и аппаратов порошковой покраски.
Трехмерная металлопечать — будущее металлообработки
Но даже сегодняшнее современное оборудование, на котором выполняется металлообработка под заказ, — не последнее слово в индустрии. В мире всё активнее внедряется технология 3d металлопечати, при которой возможно создать любую заготовку сразу после компьютерного моделирования. Для реализации проекта требуются лишь оснащение цеха принтером, дебитером и печью. Когда эта технология внедрится в производство, может произойти настоящая революция в услугах по обработке металла.
Обработка листового металла
Спасибо за посещение нашего сайта. Мы сообщаем вам ниже следующую информацию для того, чтобы объяснить политику сбора, хранения и обработку информации, полученной на нашем сайте. Также мы информируем вас относительно использования ваших персональных данных. ЧТО ТАКОЕ «КОНФИДЕНЦИАЛЬНОСТЬ ИНФОРМАЦИИ»? Мы считаем своим долгом защищать конфиденциальность личной информации клиентов, которые могут быть идентифицированы каким-либо образом, и которые посещают сайт и пользуются его услугами (далее — “Сервисы”). Условие конфиденциальности распространяется на всю ту информацию, которую наш сайт может получить о пользователе во время его пребывания и которая в принципе может быть соотнесена с данным конкретным пользователем. Это соглашение распространяется также и на сайты компаний партнёров с которыми у нас существуют соответствующие обязательственные отношения (далее — «Партнёры»).
Получение и использование персональной информации Наш сайт получает персональную информацию о Вас, когда Вы регистрируетесь, когда Вы пользуетесь некоторыми нашими службами или продуктами, когда Вы находитесь на сайте, а также в случае использования услуг наших партнёров. Также мы можем собирать данные о вас в том случае, когда вы, согласившись с данной «Политикой конфиденциальности» на нашем сайте, не завершили процесс регистрации до конца. Типы персональных данных, которые могут быть собраны на этом сайте в ходе процесса регистрации, а также совершения заказов и получения любых сервисов и услуг, могут включать ваше имя, отчество и фамилию, почтовый адрес, email, номер телефона. Кроме того мы можем запросить информацию о ваших привычках, интересах, типах продуктов и сервисов, предлагаемых сторонними партнерами нашего сайта, которые мы можем также предложить вам на нашем сайте. Любая ваша персональная информация, полученная на сайте, остается вашей собственностью. Тем не менее, отправляя свои персональные данные нам, вы доверяете нам право использовать вашу персональную информацию для любого законного использования, включая, без ограничений: А. совершение заказа продукта или услуги B. передача вашей персональной информации третьей стороне в целях совершения заказа продукта или услуги, предоставляемой третьей стороной, на нашем сайте. C. Показ рекламных предложений средствами телемаркетинга, почтового маркетинга, всплывающих окон, баннерной рекламы. D. Отслеживание исполнения нашего «Пользовательского соглашения». E. Для проверки, подписки, отписки, улучшения контента и целей получения обратной связи. Вы соглашаетесь, что мы можем связаться с вами в любое время по вопросу обновлений и (или) любой другой информации, которую мы сочтём связанной с последующим использованием нашего сайта вами. Мы также оставляем за собой право передать информацию о настоящем или прошлом пользователе в случае, если мы сочтём, что наш сайт был использован данным пользователем для совершения незаконной деятельности. Мы можем предоставлять сторонним партнёрам нашего Сайта информацию о пользователях, которые ранее получали таргетированные рекламные кампании, с целью формирования будущих рекламных кампаний и обновления информации о посетителе, используемой для получения статистических данных.
Сторонние ссылки Мы не несём ответственности за точность, конфиденциальность и пользовательские соглашения любых сторонних партнёров, которые могут рекламироваться на нашем сайте. Любые сторонние рекламные материалы, размещаемые на нашем сайте, принадлежащие сторонним рекламодателям, никак не связаны с нашим сайтом. Наш сайт автоматически получает и записывает в серверные логи техническую информацию из Вашего браузера: IP адрес, cookie, запрашиваемые продукты и посещённые страницы. Данная информация записывается с целью повышения качества обслуживания пользователей нашего сайта. Мы также спрашиваем адрес электронной почты (e-mail), который нужен для входа в систему, быстрого и безопасного восстановления пароля или для того, чтобы администрация нашего сайта могла связаться с вами как в экстренных случаях (например, проблемы с оплатой), так и для ведения процесса деловой коммуникации в случае оказания услуг. Этот адрес никогда не будет использоваться ни для каких рассылок, кроме тех, на которые Вы явно подпишетесь. Ваш выбор использования информации В ходе процесса регистрации и (или) когда вы отправляете персональные данные нам на нашем Сайте, вы имеете возможность согласиться или не согласиться с предложением передать ваши персональные данные нашим сторонним партнёрам с целью осуществления с вами маркетинговых коммуникаций. Если с вами связываются представители любых этих сторонних партнёров, вы должны уведомить их лично о ваших предпочтениях по использованию ваших персональных данных. Несмотря на все выше сказанное, мы можем сотрудничать со сторонними партнёрами, кто может (самостоятельно или через их партнёров) размещать или считывать уникальные файлы cookie в вашем веб-браузере. Эти cookies открывают доступ к показу более персонализированной рекламы, контента или сервисов, предлагаемых вам. Для обработки таких cookies мы можем передавать программный уникальный зашифрованный или хэшированный (не читаемый человеком) идентификатор, связанный с вашим email-адресом, онлайн-рекламодателям, с которыми мы сотрудничаем, которые могут разместить cookies на вашем компьютере. Никакая персональная информация, по которой вас можно идентифицировать, не ассоциирована с этими файлами cookies. Отказаться от размещения cookies на вашем компьютере можно с помощью настроек вашего браузера.
Неидентифицирующая персональная информация Мы оставляем за собой право собирать неидентифицирующую персональную информацию о вас, когда вы посещаете разные страницы нашего Сайта. Эта неидентифицирующая персональная информация включает в себя без каких-либо ограничений: используемый вами тип браузера, ваш IP-адрес, тип операционной системы, которую вы используете, а также доменное имя вашего провайдера интернет-услуг. Мы используем эту неидентифицирующую персональную информацию в целях улучшения внешнего вида и контента нашего Сайта, а также для получения возможности персонализировать вашу работу в сети Интернет. Мы также можем использовать эту информацию для анализа использования Сайта, также как и для предложения вам продуктов и сервисов. Мы также оставляем за собой право использовать агрегированные или сгруппированные данные о наших посетителях для не запрещённых законом целей. Агрегированные или сгруппированные данные это информация, которая описывает демографию, использование и (или) характеристики наших пользователей как обобщённой группы. Посещая и предоставляя нам ваши персональные данные вы тем самым позволяете нам предоставлять такую информацию сторонним партнерам. Мы также можем использовать cookies для улучшения использования нашего сайта. Cookies – это текстовые файлы, которые мы сохраняем в вашем компьютерном браузере для хранения ваших предпочтений и настроек. Мы используем Cookies для понимания, как используется сайт, для персонализации вашей работы в Сети Интернет и для улучшения контента и предложений на нашем Сайте.
Несовершеннолетние Мы не храним сознательно информацию о несовершеннолетних лицах моложе 18 лет. Никакая информация на данном сайте не должна быть предоставлена несовершеннолетними лицами. Мы предостерегаем родителей и рекомендуем им контролировать работу детей в Интернет.
Безопасность Мы будем стремиться предотвратить несанкционированный доступ к Вашей личной информации, однако, никакая передача данных через интернет, мобильное устройство или через беспроводное устройство не могут гарантировать 100%-ную безопасность. Мы будем продолжать укреплять систему безопасности по мере доступности новых технологий и методов. Мы настоятельно рекомендуем Вам никому не разглашать свой пароль. Если вы забыли свой пароль, мы попросим Вас предоставить документ для подтверждения Вашей личности и отправим Вам письмо, содержащее ссылку, которая позволит Вам сбросить пароль и установить новый. Пожалуйста, помните, что Вы контролируете те данные, которые Вы сообщаете нам при использовании Сервисов. В конечном счёте Вы несёте ответственность за сохранение в тайне Вашей личности, паролей и/или любой другой личной информации, находящейся в Вашем распоряжении в процессе пользования Сервисами. Всегда будьте осторожны и ответственны в отношении Вашей личной информации. Мы не несём ответственности за, и не можем контролировать использование другими лицами любой информации, которую Вы предоставляете им, и Вы должны соблюдать осторожность в выборе личной информации, которую Вы передаёте третьим лицам через Сервисы. Точно так же мы не несём ответственности за содержание личной информации или другой информации, которую Вы получаете от других пользователей через Сервисы, и Вы освобождаете нас от любой ответственности в связи с содержанием любой личной информации или другой информации, которую Вы можете получить, пользуясь Сервисами. Мы не можем гарантировать и мы не несем никакой ответственности за проверку, точность личной информации или другой информации, предоставленной третьими лицами. Вы освобождаете нас от любой ответственности в связи с использованием подобной личной информации или иной информации о других.
Согласие Используя данный Сайт и (или) соглашаясь получать информацию средствами email от нас, вы также соглашаетесь с данной «Политикой Конфиденциальности». Мы оставляем за собой право, по нашему личному решению, изменять, добавлять и (или) удалять части данной «Политики Конфиденциальности» в любое время. Все изменения в «Политике Конфиденциальности» вступают в силу незамедлительно с момента их размещения на Сайте. Пожалуйста, периодически проверяйте эту страницу и следите за обновлениями. Продолжение вами использования Сайта и (или) согласие на наши email-коммуникации, которые последуют за публикацией изменений данной «Политики Конфиденциальности» будут подразумевать ваше согласие с любыми и всеми изменениями.