Гибка листового металла 6 метров
Возможности технологии во многом зависят от длины листа и потенциала оборудования. Гибка листового металла 6 метров без его разделения — сложный процесс. Но если предприятие обладает необходимыми мощностями, собственной производственной базой, а его оборудование имеет высокий технический уровень изготовления проката, обработка листов такой длины не является проблемой. Потенциал нашего гибочного производства очень широк, и если у вас есть шестиметровый листовой прокат, задача будет выполнена.
Гибка уголка из разных материалов
Современное оборудование для гибки металлических уголков — станки, оснащенные чпу, — могут обрабатывать изделия из любых материалов. В первую очередь это черная и нержавеющая сталь. Операция проводится настолько аккуратно, что через валки может быть пропущен даже прокат с нанесенной оцинковкой или полимерным защитным слоем.
Реже, но тоже пользуется спросом гибка сплавов алюминия. Очень редко, но всё же выполняются такие работы для изделий из меди, бронзы и латуни. Эти работы почти всегда носят декоративный характер.
Гибка листа
Суть листогибочных работ заключается в том, что они превращают плоское изделие в пространственное, “живущее” уже в трех плоскостях, и придают ему разнообразные формы. Гибка 6-метрового листа обычно выполняется без нагрева, холодным способом. Термическое воздействие может потребоваться только в случаях, если прокат имеет большое сечение. Или когда сырье, из которого он изготовлен, обладает низкой пластичностью. Самыми сложными в обработке сгибанием считаются титановый прокат, дюралюминий и стальные сплавы с включениями марганца и кремния.
Гибка листового металла листогибочным станком
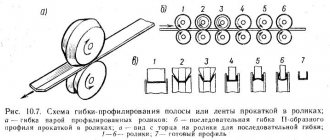
Промышленным способом гибка листа 6 м длиной проводится на специальных устройствах — листогибочных станках. Эти устройства значительно различаются по функционалу и способу воздействия на заготовку. Главными составляющими ротационного станка являются валки. Они помогают заготовке приобрести скругленную форму. На простейших машинах валки могут приводиться в движение ручным способом, в более сложных этот процесс осуществляет автоматика. Для несложных видов гибки можно использовать устройство с более простым механизмом Оно включает две плиты — статичную и поворотную — и прижимную балку. Однако обработать листы большой длины на этих устройствах затруднительно. Простой сгиб, и опять же для заготовки небольших размеров, может выполнить пресс, работа которого основана на пневматическом или гидравлическом усилии. Изгиб листа осуществляют две рабочие части — матрица (неподвижный элемент) и пуансон (подвижный). Таким станочным способом можно обрабатывать листы большой толщины.
Гибка полосы в кольцо
Более сложная операция — гибка полосы на кольцо. Здесь необходим небольшой и несложный в изготовлении станок, например, как показанный на видео . Он состоит из опорной плиты на которой закреплены три ролика — два опорных и один приводной, на рукоятке длиной 30-40 мм. Приводной ролик может перемещаться вдоль горизонтальной оси и прижимать полосу к опорным. Один из опорных роликов должен иметь возможность сдвигаться перпендикулярно направлению прижима. Таким образом регулируется диаметр получаемого кольца.
Полоса помещается между роликов и прижимается с помощью винтового механизма. При вращении приводного ролика полоса начинает двигаться между ним и опорными и загибаться в сторону привода. После полного прохода полосы получается практически идеальное кольцо. Если сделать рукоятку телескопической, чтобы можно были сделать длиннее плечо, то можно выполнять гибку на кольцо полосы практически любой толщины без особых физических усилий.
Такой самодельный станок для гибки полосы практически ничем не отличается от заводского. При правильном выборе металла для роликов и прижимного устройства, мелкосерийное производство, например для изготовления декоративных оград, ворот или каркасов козырьков и навесов, возможно даже в домашнем гараже, не говоря уже о слесарной мастерской.
Основные методы гибки листового металла
Мы уже упоминали, что гибка металла 6 метров в основном выполняется без нагрева. Однако в ряде случаев используется второй метод — термический. Чтобы доказать оправданность этой методики, материал исследуют на:
- пластичность, то есть определяют его способности к деформации;
- возможность образовать угол необходимой величины без растрескивания;
- способность получить сложный контур изгиба.
Зная особенности металлов и сплавов, специалист может предугадать результат, опираясь только на теоретические выкладки. Однако чаще всего испытания проводят опытным путем: в условиях цеха, используя для этой цели образец.
Преимущества гибки листового металла
Заказывая гибку металла до 6 метров или менее, вы получаете:
- по-прежнему монолитное изделие, не имеющее швов;
- при правильном выполнении работ — не имеющее ни внешних, ни внутренних дефектов;
- деталь, внешний вид которой не испорчен никакими сварными швами;
- такую же прочную, как до гибки, и с не меньшим сроком эксплуатации.
Примечательно, что гибке можно подвергать большинство материалов и сплавов: сталь, алюминий, медь. А вот сварочные работы переносят далеко не все из них. Для того же алюминия качественный шов без пережогов может выполнить только очень опытный сварщик.
Этапы работ
Процесс осуществляется в несколько этапов. Прежде всего, необходимо помнить, что гибка выполняется только в профессиональных условиях. Для этой процедуры необходимо профессиональное оборудование и гибочный инструмент. Только в производственных цехах можно обеспечить должный уровень безопасности выполнения всех технологических требований.
- На подготовительной стадии наши специалисты работают над конфигурацией изделия. Именно в этот период определяются места будущих сгибов и определяются размеры углов.
- Первым этапом процедуры становится раскрой заготовки. После этого она направляется на гибочный станок. Гибка и резка металла осуществляются в связке. Данные манипуляции выполняются последовательно.
- Вторым этапом становится раскрой по составленному эскизу. В зависимости от степени сложности заказа наши специалисты могут выбрать для выполнения этой задачи лазерную резку или стандартную гильотину. Следует отметить, что лазерная резка обеспечивает максимально точное соответствие изначальному плану.
- Следующим этапом становится зажим заготовки в станке. Для этого используется гидроусилитель. Собственно, процедура гибки реализуется гидравлическим прессом.
- Наконец, когда процесс завершен, наши специалисты проводят сверку всех заданных параметров.
Виды приемов гибки металла
Простейшие приемы гибки подразумевают образование на листе одного или двух углов (одноугловая или двухугловая гибка). По форме профиля их также называют V-образной и П-образной. Для получения большего количества углов необходима уже многоугловая гибка. И, наконец, для образования не углов, а скругленных форм применяется гибка по радиусу, или закатка. По характеру усилия, которое прикладывается к листу, гибка листового металла 6 метров может быть свободной и с калибрующим ударом. Различается она и по количеству переходов, то есть усилий, приложенных для выполнения одного сгиба. Пластичным металлам хватает однократного усилия, непластичным требуются два и даже три, в особо трудных случаях — с нагревом.
Прайс-лист на гибку листовых заготовок
В отличие от многих других площадок, работающих только по договорным ценам и не указывающим в своих прайс-листах точных сумм, мы публикуем конкретные расценки за эту услугу. Правда, уточним, что это средние суммы. Если вы поручаете нам заказ повышенной сложности или очень срочную работу, стоимость проекта может увеличиться. При выполнении больших объемов в комфортные сроки мы можем порадовать вас скидкой.
Особенности гибки листовой заготовки
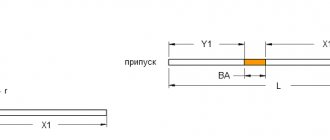
Самая сложная задача даже для специалиста, осуществляющего гибку 6-метрового листа, — “нащупать” баланс напряжения и деформации в конкретном листе конкретной толщины, изготовленном из определенного металла. В процессе сгибания — неважно, ручным способом или станочным, — на лист попеременно оказываются два воздействия: сперва упругое, а затем пластическое. Таким образом в листе происходит сжатие внутренних слоев и растяжение наружных. Пограничный, или нейтральный, слой становится “золотой серединой между ними. Умение его находить — “пропуск” к безвредной для металла гибке.
Гибка металлической полосы по радиусу плашмей и на ребро
Гибка полосы из металла используется при изготовлении различных приспособлений: скоб, кронштейнов, хомутов и других элементов. Основными критериями качества гибки заготовок является точность параметров внешней конфигурации, сохранение равномерной толщины профиля обрабатываемого изделия и его прочности в процессе эксплуатации.
Гибку полосы делают на специальном оборудовании как из сырьевой массы (алюминиевой, стальной или из нержавейки), так и из других металлических предметов (труб, продукции сортового или фасонного проката).
Делая гибку из готовых деталей, в качестве сырья применяют изделия сортового проката с характером профиля в форме круга или квадрата, а из фасонного используется швеллер или уголок.
Гибка полосы имеет особенности:
Гибка полосы по радиусу производится для создания сферической поверхности. Гибку делают поперек волокон материала, образовавшихся в процессе проката. В месте сгиба металл утончается и деформируется в поперечном сечении. Гибка может производиться с разными радиусами.
Чем меньше радиус, тем на большую площадь заготовки распространяется деформация. При ошибке в расчетах радиуса сгиба на поверхности полосы или трубы могут появиться разрывы от излишнего сжатия или растяжения основы.
Гибку производят по технологии, обеспечивающей сохранение формы после воздействия на изделие.
Гибка в кольцо также требует проведения точных расчетов соотношения между толщиной металла и диаметром.
Гибку в кольцо выполняют в нескольких вариантах: полосы или трубы сгибают с постоянным или переменным радиусом, плашмя (ширина материала до 240 мм ) или на ребро (ширина материала до 150 мм ).
Гибку в кольцо применяют в тех случаях, когда необходимо сохранить одинаковую деформацию структуры по всей протяженности профильных элементов.
Гибка полосы волной. Толщина профилей должна соответствовать радиусу изгиба. Во избежание сложных расчетов применяют станки с ЧПУ;
Гибка полосы в спираль бывает разных видов:
- гибка по дуге применяется для декоративных деталей разной толщины профиля;
- гибка скручиванием: одна или две полосы одинаковых профилей, зажатые с одного конца, поворачиваются относительно своей оси. Скручивание производят также из прутков круглого профиля;
Гибка под прямым углом позволяет делать металлоконструкции в виде квадрата. В изготовлении используется лист стали или нержавейки. Не исключено применение алюминиевой полосы;
Гибка полосы под острым углом. Полоса может располагаться как плашмя, так и на ребро.
Гибку металлических заготовок облегчает аппаратура ЧПУ. Высокотехнологическое оборудование значительно повышает точность расчетов напряжения металла, исключает воздействие на гибку трубы или металлопроката случайных факторов.
Гибка обрабатываемого предмета становится качественней, значительно повышаются его эксплуатационные качества.
Особое значение программное управление приобретает при создании декоративных элементов, позволяя выпускать предметы сложной конфигурации с высокими эстетическими свойствами.
Параметры гибки и требования к профилям
| Тип | Размермм | Толщинастенки, мм | Минимал.радиус, мм |
| 1. Полоса – гиб на ребро | |||
| 30 | 10 | 125 | |
| 45 | 20 | 150 | |
| 50 | 20 | 250 | |
| 60 | 20 | 250 | |
| 70 | 15 | 350 | |
| 120 | 15 | 600 | |
| 2. Полоса – гиб плашмя | |||
| 30 | 10 | 125 | |
| 45 | 20 | 125 | |
| 60 | 30 | 150 | |
| 100 | 10 | 200 | |
| 150 | 15 | 350 | |
| 260 | 20 | 400 |
Примечание:
Данные параметры предоставлены для ориентира и всегда зависят от толщины и типа материала.
Виды металлов
Компания принимает заявки на обработку проката из разнообразного сырья: алюминия, стали и нержавейки. Правильная гибка металлической полосы позволяет сохранить ее свойства с минимально возможным смещением слоев.
В отдельных случаях такой способ формовки способен заменить сваривание, обеспечивая большую скорость готовности, эстетичность, устойчивость к эксплуатационному изменению формы, возникновению очагов коррозии при отсутствии защитного покрытия.
Гибка полосы из нержавейки
гибка профильной трубы по радиусу
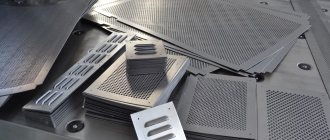
Примеры работ по гибке заготовок
В том, что наши мастера справляются с гибкой листа 6 метров без труда, вы убедитесь, если посмотрите образцы гнутого проката и изделий из него в разделе “Примеры работ”. Наша галерея регулярно пополняется новыми образцами. Оценив фото и видео к статье, вы на живом примере убедитесь, что лучше несколько раз согнуть, чем пару раз сварить.
Гибка листового металла в Москве
Особое значение гибка металла 6 метров имеет для столицы, в которой активно развиваются все виды промышленности — от тяжелой до легкой. Московские производства предъявляют к гнутым заготовкам повышенные требования: им нужен прокат высокого качества, полностью совпадающий по пропорциям с чертежами. Эту задачу можно решить только на автоматическом оборудовании. Наши станки отличаются не только точностью, но и большой производительностью.
Результат пробивки и гибки листового металла
Гибка металла до 6 метров — не единственная операция, которую можно выполнить для такого габаритного проката. Кроме нее существуют пробивка, вырубка, резка. Да и сама гибка может быть разной: например, совмещенной с растяжением (обычно используется для получения изделий с большим радиусом). Результатом всех этих действий становится уже не заготовка, а практически завершенная деталь, которая может использоваться в монтаже или сборке.
Лазерная резка и гибка оцинкованной стали, листов с порошковой покраской
Свои нюансы обработки есть у металла с оцинкованным покрытием, а также у окрашенного порошковым способом. Цинковый и полимерный слои обладают достаточной ударной прочностью и стойкостью к деформированию покрытия, но могут быть повреждены при механической резке. Поэтому для таких изделий обычно выбирают резку лазерным лучом, проходящую для металла с покрытием практически “безболезненно”.