23.07.2019 Автор: VT-METALL
Вопросы, рассмотренные в материале:
- Для чего предназначен и из чего состоит полуавтомат
- В чем плюсы и минусы полуавтоматической сварки
- Какие существуют основные типы полуавтоматической сварки
- В чем тонкости полуавтоматической сварки в среде защитных газов и под флюсом
- Что нужно учесть при выборе оборудования для полуавтоматической сварки
Полуавтоматическая сварка – частично механизированный процесс. В отличие от ручной дуговой сварки, где используются сменяемые штучные электроды, часть работы выполняет машина. Полуавтоматическая технология также отличается от полностью автоматизированной, которая происходит без участия человека. В этой статье мы опишем, какие существуют виды полуавтоматической сварки, ее преимущества и недостатки, а также возможные нюансы работы.
Полуавтоматическая сварка — это
Разновидность дуговой сварки, во время которой процесс приварки происходит за счет одновременной автоматической подачи электродной проволоки с воздействием на нее защитным газом.
Защитный газ используемый при сварке полностью защищает нагретые и расплавленные основные и электродные материалы от воздействия воздуха, который как замедляет процесс варки, так и полностью может ее остановить.
Далее мы рассмотрим основные принципы работы с полуавтоматом, выбор и подготовку данного вида инструмента.
Преимущества и недостатки полуавтоматической сварки
К преимуществам сварки полуавтоматом относят:
- Возможность сравнительно легко получить качественное сварное соединение, в том числе для тонкостенных сварных конструкций.
- Высокая производительность сварки данным методом по сравнению с ручной дуговой сваркой, газовой сваркой и др.
- Механизированную сварку в среде защитных газов можно выполнять во всех пространственных положениях: нижнем, горизонтальном, вертикальном и потолочном.
- Отсутствие флюсов и покрытий, а соответственно операций по очистке шва от шлака.
- Дуга при сварке в защитных газах более сконцентрированная, поэтому зона термического влияния минимальная.
- Сварка сопровождается незначительными напряжениями и деформациями.
- Возможность полной автоматизации процесса сварки.
Недостатки способа:
- При сварке на открытом воздухе или сквозняке повышается вероятность нарушения газовой защиты.
- Разбрызгивание электродного металла во время сварки, особенно при использовании углекислого газа.
- При сварке на режимах с повышенной мощностью возникает потребность в использовании систем водного охлаждения из-за сильного нагрева оборудования.
Принцип работы полуавтомата
Сварочные полуавтоматы в большинстве своём являются простым оборудованием. Основные его части – регулируемый источник постоянного тока, который и обеспечивает подачу сварочного напряжения, а также специальный механизм, предназначенный для подачи сварочной проволоки в зону сварочной дуги, причём подача выполняется с регулируемой скоростью.
Дуга имеет надёжную защиту, благодаря потоку газа, создаваемого горелкой, куда он попадает от баллона с тем самым газом. Настройка скорости подачи электрода и напряжения сварки происходит одновременно.
Как уже было сказано, сварочная проволока должна подаваться в зону дуги со строго определённой скоростью. Только в этом случае процесс сварки будет протекать стабильно. В противном случае при малейшем перерыве в подаче проволоки дуга обрывается, и это ведёт не только к снижению качества сварочного шва, но и к другим более серьёзным последствиям, к которым стоит отнести, в первую очередь, прожог шва, оплавление наконечника электрода и прочие отказы и дефекты.
Для качественной подачи необходимо перед работой проверить ведущие ролики. Необходимо, чтобы подающий ролик имел V-образную канавку, размер которой должен совпадать с размером проволоки, а также, чтобы эта канавка была в хорошем состоянии, то есть не была изношена.
Зачастую, когда люди сталкиваются с плохой подачей, они увеличивают усилие на зажим ведущих роликов, что может лишь ещё больше ухудшить подачу, поскольку проволока может деформироваться. Кроме того, можно испортить направляющий канал горелки всё по той же причине.
Во время работы сварочная проволока проходит через горелку посредством направляющего канала, который с течением времени имеет тенденцию к загрязнению и износу. Вследствие чего сопротивление подачи электрода увеличивается, вплоть до полной остановки проволоки.
Такого допускать не следует, лучше вовремя заметить эти изменения и заменить направляющий канал на новый, устанавливая который нужно быть очень внимательным, поскольку при несоответствии его длины, внешнего и внутренних диаметров могут возникнуть серьёзные проблемы подачи. Другими словами, весь смысл замены теряется, и нормальная сварка по-прежнему невозможна.
Для того, чтобы снизить загрязнение проволоки, а также преждевременный износ направляющего канала, лучше выбирать полуавтомат с закрытым механизмом подачи. Такой подход к подаче проволоки заметно лучше защищает её от пыли, влаги, окисления и т.д.
Теперь пару слов о контактном наконечнике горелки, через который собственно сварочный ток и подаётся к электроду (сварочной проволоке). Понятное дело, что для качественной сварки проволока должна иметь качественный и надёжный контакт с этим наконечником. Необходимо следить за степенью износа этой части сварочного полуавтомата, чтобы своевременно заменить.
Все эти, казалось бы, мелочи имеют огромное значение для качественной сварки, выполняемой при помощи полуавтомата. Хорошее состояние оборудование – залог успеха, а плохой за ним уход – первый и самый верный шаг к появлению всевозможных неисправностей.
Полуавтоматы для дуговой сварки и их основные узлы
⇐ ПредыдущаяСтр 11 из 33Следующая ⇒
В настоящее время широко применяется механизированная сварка. Это объясняется высокой маневренностью полуавтоматов, возможностью производить сварку в труднодоступных местах. Механизированная сварка широко применяется на конвейерных линиях в машиностроении при сварке корпусов всех видов транспортных средств и строительно-монтажных конструкций при их предварительной сборке и сварке и т. д.
Полуавтоматы для дуговой сварки плавящимся электродом классифицируют по нескольким признакам в соответствии со стандартом.
По способу защиты сварочной дуги
принята следующая классификация полуавтоматов:
в активных защитных газах (Г);
в инертных газах (И);
под флюсом (Ф);
открытой дугой (О).
По способу регулирования скорости подачи электродной проволоки
выпускаются полуавтоматы с плавным, ступенчатым и комбинированным регулированием. Полуавтоматы различают также по способу подачи электродной проволоки: толкающему, тянущему, универсальному.
По способу охлаждения горелки
выпускают полуавтоматы с естественным охлаждением горелки (до 300 А) и с принудительным охлаждением (500 А). Срок службы сварочных полуавтоматов – 5 лет со сменой сварочной горелки через каждые полгода. В полуавтоматах механизирована только подача электродной проволоки, которая подается в зону горения дуги через гибкий пустотелый шланг, поэтому такие полуавтоматы называют шланговыми.
Для сварки низкоуглеродистых и низколегированных сталей плавящимся электродом в среде углекислого газа во всех пространственных положениях, кроме потолочного, широко применяются полуавтоматы серии ПДГ. Стабилизация выходных параметров источника питания совместно со стабилизацией скорости подачи электродной проволоки позволяет получать сварные соединения высокого качества.
Полуавтоматы этой серии состоят из подающего механизма, источника питания постоянного тока или импульсного источника питания, сварочной горелки, газовой аппаратуры и соединительных гибких шлангов. В комплект полуавтомата входит сварочная горелка типа ГДПГ. Управление полуавтоматом осуществляется специальным блоком БУСП-2 (блок управления сварочными полуавтоматами) (рис. 26).
Рис. 26. Полуавтомат ПДГ в комплекте с основными узлами:
1
– сменная газовая горелка;
2
– шланг для подачи электродной проволоки;
3
– подающий механизм;
4
– кассета для электродной проволоки;
5
– блок управления БУСП-2;
6
– газовый шланг;
7
– источник питания;
8
– газовая аппаратура;
9
– провода цепи управления;
10
– сварочный кабель
В режиме наладки блок управления обеспечивает выполнение следующих операций:
включение подачи газа для настройки его расхода или дозировки;
установка заданной скорости подачи проволоки;
выбор рабочего цикла для сварки длинными, короткими и точечными швами.
В режиме сварки блок управления обеспечивает выполнение команд начала и окончания сварки.
При поступлении команды начала сварки включается подача газа, затем источник питания и через 0,5 с включается подача проволоки. При поступлении команды о прекращении сварки выключается электродвигатель подающего механизма и производится его торможение, отключается источник питания и подача защитного газа; блок управления возвращает схему в исходное положение.
Полуавтоматы типа ПДИ обеспечивают сварку в импульсном режиме.
Полуавтоматом ПДГ-516 (ПШ-13) можно сваривать как сплошной стальной, так и порошковой проволоками. Для сварки в различных пространственных положениях некоторые типы полуавтоматов серии ПДГ комплектуются консольно-поворотным устройством. Такие устройства позволяют увеличивать производительность сварочных работ как на стационарных установках (рис. 27), так и передвижных.
Технические характеристики некоторых полуавтоматов приведены в табл. 11.
В связи с унификацией основных узлов полуавтоматов более широкое распространение получают универсальные полуавтоматы (быстро переналаживаемые).
Одним из таких полуавтоматов является ПШ-112. Полуавтомат предназначен для сварки самозащитной и порошковой проволокой, но легко и быстро переналаживается на сварку в углекислом газе сплошной проволокой.
Рис. 27. Стационарная установка для механизированной сварки крупногабаритных изделий:
1
– консоль;
2
– монорельс;
3
– тележка;
4
– сварочный полуавтомат;
5
– гибкий шланг
Таблица 11
⇐ Предыдущая11Следующая ⇒
Рекомендуемые страницы:
Воспользуйтесь поиском по сайту:
Правила работы с полуавтоматом
Перечислим ряд требований, а точнее правил, которыми не стоит пренебрегать при применении сварочного автомата:
- Перед началом работы сварочным полуавтоматом следует внимательно изучить инструкцию по этого эксплуатации;
- при сварке нужно следить за строгой полярностью – «плюс» должен быть на горелке, а «минус» — на свариваемой детали;
- во избежание неприятных ситуаций, связанных с человеческими повреждениями, не следует при заправке проволоки в горелку направлять её сопло на себя или других людей. Тут нужно быть очень внимательным, ведь проволока своим концом может проткнуть вам ладонь или другую часть тела;
- категорически запрещается во время работы перемещать полуавтомат, потянув его за горелку или кабель, для этого существуют ручки;
- чтобы не повредить глаза и другие части лица работать сварочным полуавтоматом следует только в специальной защитной маске, имеющей светофильтр, маркировка которого должна соответствовать диапазону тока, используемого в сварке, а для дополнительной защиты следует использовать очки со стеклянными линзами, поскольку стекло не пропускает ультрафиолет;
- для долгой и безотказной работы устройства необходимо два раза в год прочищать все его внутренности от грязи и пыли;
- если в процессе внешнего осмотра прибора были обнаружены повреждения в кабеле или рукаве горелки, их нужно тут же устранить при помощи изоляционной ленты или термоусадочной трубки, а изношенные части и вовсе лучше заменить на новые;
- форма канавки должна чётко соответствовать материалу электрода: V-образная гладкая применяется для сплошной стальной проволоки, V–образная с насечками – для порошковой проволоки, U-образная – для сплавов и мягких металлов;
- во время работы запрещено прикасаться к токоведущим частям сварочного полуавтомата, а также работать со снятыми его крышками;
- помещение, в котором выполняется сварка, должно хорошо проветриваться, поскольку аэрозоли, выделяющиеся во время работы, чрезвычайно вредны;
- следует строго соблюдать правила пожарной безопасности;
- нельзя забывать о том, что во время сварки сварочный шов нагревается до очень высоких температур, поэтому строго запрещается прикасаться к этим местам;
- не секрет, что полуавтомат, как и всякий сварочный аппарат, является источником электромагнитного излучения, которое чрезвычайно вредно влияет на здоровье человека. Не все люди могут работать в таких условиях, поэтому предварительно нужно пройти медицинский осмотр;
- категорически запрещено сваривать сосуды и трубопроводы вместе с жидкостями, а также сосуды, в которых прежде хранились горючие и легковоспламеняющиеся жидкости;
- не стоит перенагружать полуавтомат, работайте только в условиях, предусмотренных в инструкции по эксплуатации, поскольку это, во-первых, опасно для здоровья работающего, а, во-вторых, сокращает ресурс работы самого полуавтомата;
- поскольку человек является носителем статического электричества, прикасаться к элементам электронной платы строго запрещается, в этом случае возможен их пробой;
- крышка ниши механизма подачи во время работы должна быть плотно и надёжно закрыта, дабы не стать источником травматизма оператора;
- сварка не должна выполняться в непрерывном режиме, нужно чередовать её с регламентируемыми перерывами, продолжительность которых и интервалы между ними должны быть выбраны в соответствии с рекомендациями производителей;
- во время работы сварочным полуавтоматом строго запрещено переключать ступени трансформатора, установленного на источнике сварочного тока;
- все работы по сварке следует выполнять только в специально предназначенной для этого одежде, кроме того, одежда должна быть полностью сухой, дабы защитить себя от возможного поражения электрическим током;
- расход защитного газа, который может быть аргоном, гелием, углекислым газом или их смесями, должен быть рассчитан оптимально, поскольку он в зоне дуги образует защитную среду, кроме того, газ должен быть выбран в соответствии с типом свариваемого материала, а также его толщиной. Баллон должен быть закреплён горизонтально и достаточно надёжно.
Основные типы полуавтоматической сварки
Главный элемент устройства полуавтомата – источник сварочного тока или блок питания. Есть два возможных варианта построения узла тока. Стандартно используются системы на основе понижающего трансформатора.
VT-metall предлагает услуги:
Однако уже несколько лет производители отдают предпочтение системам с инверторными преобразователями.
Полуавтоматические устройства с инверторами имеют явные преимущества перед аналогами, что подтверждается многочисленными тестами.
Вот основные плюсы различных видов инверторных приборов полуавтоматической сварки:
- высокая стабильность горения электрической дуги, которая сохраняется и при низком питающем напряжении;
- высокий КПД (значительно выше, чем в устройствах на основе трансформатора);
- небольшая масса и размеры всего устройства.
Преимущество трансформаторных систем в том, что они достаточно просто устроены. Если возникнет поломка, прибор можно будет починить, не имея при этом специальных знаний.
Устройства полуавтоматов могут отличаться, что обусловлено тем, что они используют разное напряжение. Приборы для индивидуальных мастеров, работающих дома, подключаются к однофазной сети с напряжением 220 Вольт.
Устройства, которые используют на промышленных предприятиях, обычно предназначены для сетей с трехфазным напряжением. Они могут работать при более высоких значениях тока, при больших нагрузках и с более толстыми проволоками.
Сварка полуавтоматом без применения газа
Среди обширного количества видов сварок самой перспективной и востребованной становится сварка без использования газа.
Сварка полуавтоматом данного типа производится с помощью флюсовой проволоки или как ее называют специалисты сварочная порошковая проволока.
Флюсовая проволока это стальная трубка, но внутри данной трубки находится специальный порошок— сварочный флюс, похожий на обмазку обычных электродов.
Воздействуя на флюсовую проволоку с помощью высокой температуры получается сгорание флюса, которое обеспечивает защитное газовое облако в месте сварки. Сам процесс очень схож с обычной электродной сваркой.
Главное достоинство данного метода это отсутствие необходимости носить с собой газовые баллоны, огромный выбор материала с различными видами химических составов, с помощью которых можно формировать необходимые дуговые свойства и менять характеристику шва.
Так как сварка полуавтоматом схожа с обычной электродной, то происходит попадание шлака от сгоревшего флюса в сварочную зону, поэтому необходимо обеспечивать герметизацию сварочной поверхности. Для этого необходимо сверху готового шва наложить еще несколько новых.
Флюсовая проволока имеет низкую жесткость, поэтому ее подача к зоне сварки должна быть с небольшим усиленным нажатием, изгибы шланга полуавтоматической сварки попросту недопустимы.
Крайне необходимо соблюдать условия полярности фазного провода и «массы»
Слева вы видите полярность сварки без использования газа, а справа с использованием газа при сварке.
Для того, чтобы начать процесс необходимо подключить источник питания следующим способом: минус к держателю горелки, а плюс к свариваемой поверхности. В случае сварки с использованием защитного газа, происходит подключение в обратном порядке.
Данный метод подключения питания обеспечивает высокую температуру для плавления флюса и образование защитной газовой среды.
Основные преимущества безгазовой сварки:
- Простота сварочного процесса
- Отсутствие необходимости в газовом баллоне
- Быстрая скорость осуществления работы
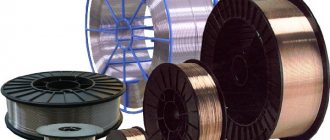
Проволока для сварочного полуавтомата
Проволока, применяемая в сварочных полуавтоматах, имеет диаметр от 0,6 мм до 2,0 мм и находится на специальных бобинах. Это облегчает ее подачу к горелке.
Если применяется порошковая проволока с флюсом, то можно обходиться без газа. Такая проволока внутри полая и в этой пустоте находится специальный флюс. Во время сгорания в электрической дуге, флюс образует защитную газовую среду, которая исключает контакт расплавленного металла с воздухом.
Основные виды электродной проволоки, применяемые при сварке в газовой среде:
- Стальная;
- Стальная омедненная (покрытая слоем меди);
- Из нержавеющей стали;
- Алюминиевая.
Для качественного проведения сложных сварочных работ профессионалы часто используют плазменные сварочные аппараты. Узнайте что такое плазменная сварка, и какой принцип ее работы.
Сейчас производят простые сварочные аппараты, которые можно подключать к обычной розетке и использовать даже новичкам. Читайте тут о том, как правильно использовать сварочный аппарат в домашних условиях.
Все сварочные аппараты достаточно быстро перегреваются и нуждаются в перерывах работы для остывания. По этому адресу можно узнать о скорости сварки полуавтоматом и других рекомендациях в работе с этими аппаратами.
Сварочный полуавтомат для газовой среды
Сварочный полуавтомат предназначенный для работы в защитной газовой среде это новый, набирающий популярность вид сварки. За последние 20 лет использование данного вида сварки достигло больших масштабов.
Этот тип сварки предполагает два вида работ это:
MIG (Metal Insert Gas) — сваривание происходит с воздействием инертного газа, к примеру аргона, а также других видов газовых смесей.
MAG (Metal Active Gas) — процесс сваривания металла с использованием активного газа, к примеру это углекислый газ.
Использование газовых баллонов не позволяет мобильно произвести сварку в любых условиях, однако при стационарном использовании этот вид сварки самый лучший и аналогов у него нет.
Процесс сварки осуществляется при подаче электродной проволоки, в состав которой входит кремний и марганец в зону сварки совместно с углекислым газом.
Таким образом создается защитная среда для электрода и сварочно поверхности от действия окружающей среды.
Преимущество данной сварки это возможность контролировать процесс, также к достоинствам сварки в газовой среде относят экономию времени, потому как при безгазовой сварке необходимо менять электроды и очищать сварочные швы от шлака.
Качество работ с использованием защитной газовой среды намного превосходит безгазовую сварку, но и здесь есть небольшие нюансы.
Рассмотрим их на примере качества швов. При использовании активного газа СО2 шов будет иметь чешуйчатый внешний вид и граты т.е. эффект прилипших шариков. В то же время при использовании смеси газов аргона в количестве 80% и углекислого газа 20% соответственно шов имеет гладкую и ровную поверхность, не требующую дополнительной обработки.
В последние годы для работы сварочных автоматов полуавтоматического типа получило широкое распространение применение инверторные типы источников питания вместо источника переменного тока. Это обусловлено такими плюсами как:
- Малый вес прибора
- Плавная регулировка напряжения, а значит безопасность выполнения работы
- Низкая нагрузка на электросеть, что в свою очередь приводит к бесперебойной работе других электро потребляющих приборов в помещении.
Внутреннее устройство сварочного полуавтомата
При полуавтоматическом методе, защитный газ поступает в зону электрической дуги и защищает металл от воздействия воздуха (азотирования, окисления). Защитный газ, может быть инертным (аргон, гелий) или активным (углекислый газ).
работа с металлом в защитной среде инертного газа получила название MIG (Metal Inert Gaz), а если, в качестве защитной среды, используется активный газ – MAG (Metal Active Gaz).
Основные узлы аппарата для газовой среды:
- Баллон с газом (углекислота или аргон),
- Шланг для подачи газа;
- Кассеты с проволокой;
- Механизм подачи проволоки;
- Трубопровод подачи проволоки;
- Газовая горелка;
- Источник питания;
- Блок управления;
- Газовая аппаратура;
- Провод цепи управления.
А вы знаете, что в домашних условиях можно проводить сварочные работы не только с черными металлами, но и с цветными, например алюминием. Узнайте все о сварке алюминия без использования профессиональных дорогостоящих аппаратов.
Чтоб защитить глаза во время сварки обязательно нужно использовать специальную маску. На этой странице можно узнать, как использовать шлем сварщика хамелеон со стеклами, которые автоматически темнеют во время сварки.
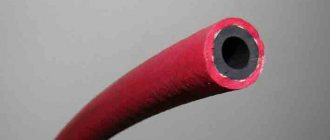
Хотите быстро уложить водопроводные или канализационные трубы? Используйте полипропиленовые изделия, они надежны и легки в установке. Здесь описано, как подобрать аппарат для сварки полипропилена.
Газовая горелка
Назначение горелки для сварочного полуавтомата – это подача защитного газа и электродной проволоки в зону горения. Рукоятка горелки изготовлена из изоляционного материала, снабжена пусковой кнопкой и защитным щитком. Основными деталями горелки являются газовое сопло и наконечник для подвода тока.
Как выбрать сварочный аппарат
Как и любая техника сварочный аппарат имеет свою конструкцию и она состоит из:
- Горелка, различающаяся по типу мощности и способам охлаждения
- Механизм подачи проволоки. Он включает в себя способ подачи, регулирование скорости и количество прижимных роликов
- Шланг, который различается по диаметру
- Газовый редуктор, который в обязательном порядке должен иметь два манометра.
Выбирая полуавтоматический сварочный аппарат следует учитывать толщину металла, который будет находиться под воздействием сварки, какую длину шва производит аппарат, а также условия выполнения сварочных работ.
Перед покупкой необходимо уточнить все вышеуказанные параметры, так как это поможет выбрать подходящий именно для вас аппарат.
Подбирать сварочный аппарат необходимо по следующей методике:
- Выбор начинается с выяснения задач, для которых приобретается аппарат
- При выборе обращайте внимание на качество сварочного аппарата, прочитайте информацию о заводе-изготовителе и изучите отзывы о нем и об аппарате. Также обратите внимание на стоимость, которая не может быть ниже средней.
- Если вы выбираете маломощный аппарат, то следует учесть что он способен обрабатывать исключительно небольшие поверхности.
- В месте покупке узнайте особенности гарантии, наличие сервисных центров и доступность расходных материалов и запчастей к аппарату, таких как токопроводящие наконечники, сопла для горелки, изоляционные втулки, подающие спирали и ролики.
Подготовка сварочного аппарата к работе
Как любой вид деятельности проведение сварочных работ предполагает соблюдение правил подготовки к процессу, это позволит обеспечить безопасность и качественность самого процесса.
Перед началом работы нужно подготовить сварочную поверхность для избежания появления пор. Для этого с поверхности нужно удалить пыль, мусор, грязь, влагу, масло, а также ржавчину размеров до 30 мм от края зазора.
Очистку поверхности можно провести металлической щеткой, стальной щеткой по металлу, ветошью, пескоструйным аппаратом, затем нужно обезжирить и протравить.
Также необходимо подготовить сварочный аппарат, для этого необходимо соблюсти следующие этапы подготовки:
- Проверяем заземление аппарата. Любое варочное оборудование нужно проверить на наличие присоединения к заземляющему проводнику. Отсутствие или неисправность угрожает безопасности процесса сварки.
- Проверяем напряжение сети. Многие аппараты чувствительны к скачкам напряжения и могут выходит из строя. Поэтому напряжение в сети должно быть стабильным.
- Выбираем режим сварочного аппарата. Современные полуавтоматы имеют множество режимов сварки и ее регулировку. С помощью них можно подстроить сварку под свариваемый материал и характер сварки.
- Перед началом работы нужно отрегулировать диаметр наконечника, он должен быть на несколько миллиметров больше чем размер проволоки.
- Проверяем регулировку наконечника и подающего механизма. Если эти элементы расстроены и настроены неправильно это может привести к ошибкам в работе или к порче свариваемого материала.
- Проверяем качество проволоки. Она должна быть ровная без заусенцев, вмятин и различного род царапин.