Что такое хром?
Хром — серебристо-белый металл с синеватым оттенком. Он обладает высокой твердостью и хорошо сопротивляется механическому износу.
Хром принадлежит к числу электроотрицательных металлов, его стандартный электродный потенциал E0 (Cr0/Cr3+) равен -0,74В. В атмосферных условиях хром сохраняет цвет и блеск длительное время, что объясняется образованием на его поверхности тонкой, но очень прочной оксидной пленки. Высокой склонностью к пассивации и наличием этой пленки объясняется значительная коррозионная стойкость хромовых покрытий. В окислительных средах хром пассивируется легче, чем на воздухе и его потенциал сдвигается от стандартного в анодную область до +0,2В. Стационарный электродный потенциал хрома положительнее, чем у железа. Поэтому хромовые покрытия по отношению к стальным изделиям являются катодом.
Хром устойчив во влажной атмосфере, в атмосфере сероводорода и сернистого газа, в растворах серной, азотной, фосфорной и органических кислот, щелочей. В растворах соляной кислоты и горячей концентрированной серной хром растворяется из-за разрушения оксидной пленки.
Хромирование — процесс нанесения на поверхность изделия тонкого слоя металлического хрома для придания требуемых характеристик. Если говорить о гальваническом хромировании, осаждение металла происходит из электролита под действием электрического тока.
Хромовые покрытия широко применяются для придания изделию исключительной износо- и жаростойкости, а также для уменьшения коэффициента трения. Часто используются для придания высокодекоративного внешнего вида.
| Обозначение | Х — защитно-декоративное хромирование Х. тв — твердое хромирование Х. мол — молочное хромирование Х. м — матовое хромирование Х. ч — хромирование черное Chromium coating — анл. обозначение |
| Толщина (оптимальная, возможно осадить больше) | 3-6мкм — для декоративного хромирования 15-100мкм — для твердого хромирования 24-100мкм — для молочного хромирования 15-100мкм — для матового хромирования 1мкм (не нормируется) — для черного хромирования |
| Микротвердость | 7500 МПа — декоративное 11000 МПа — твердое 5400-6000 МПа — молочное 3500 МПа — матовое 2940-3430 МПа — черное |
| Удельное электрическое сопротивление при 18оC | 0,15*10-3 мкОм*см |
| Допустимая рабочая температура | 1100оC |
| Температура плавления | 1850-1900оС. |
В соединениях хром чаще всего трехвалентен и шестивалентен. Соединения шестивалентного хрома являются сильными окислителями. Хромовый ангидрид при растворении в воде образует смесь хромовых кислот H2CrO4 и H2Cr2O7. Именно из них чаще всего и производят хромирование деталей.
В растворе хромовой кислоты имеются анионы CrO42-, HCrO4-, Cr2O72-:
- при рН > 7–8 преобладают CrO42-;
- при рН < 2-3 – Cr2O72-.
Электрохимический эквивалент хрома в хромовой кислоте составляет 0,323 г/А*ч. Но, так как выход по току металла в таких электролитах часто не превышает 10-12 %, то фактически за 1 А*ч выделяется 0,032-0,038 г хрома, т.е. в 30 раз меньше, чем никеля, в 37 раз меньше, чем меди, в 125 раз меньше, чем серебра. Единственной возможностью некоторой компенсации этого недостатка является повышение плотности тока.
В растворах трехвалентного хрома электрохимический эквивалент хрома вдвое больше, выход по току — в 4-5 раз больше, чем в хромовой кислоте.
Многочисленные попытки использовать для промышленного применения электролиты на основе трехвалентных соединений, однако, не нашли успеха, особенно для осаждения толстых износостойких покрытий.
Далее будут рассмотрены только растворы на основе шестивалентного хрома.
Электрохимическое осаждение хрома существенно отличается от других гальванических процессов:
- В большинстве электролитов, применяемых в гальванотехнике, основным компонентом является соль осаждаемого металла. При хромировании главным компонентом является хромовая кислота.
- В хромовом электролите должны присутствовать в определенном соотношении посторонние анионы: SO42-, F- или SiF62-.
- Минимальная плотность тока, при которой начинается выделение хрома, в несколько сот раз выше, чем в других процессах электроосаждения металлов.
- Электроосаждение хрома более чувствительно к изменению температуры и плотности тока по сравнению с другими гальваническими процессами. Изменение этих параметров оказывает существенное влияние не только на количественные показатели (выход по току и др.), но и на структуру и свойства осадков хрома.
- В отличие от других процессов электроосаждения металлов выход по току при хромировании резко снижается по мере повышения температуры.
Итак, основными особенностями процесса хромирования являются высокий отрицательный потенциал восстановления дихромат-анионов, низкий выход металла по току, высокие рабочие плотности тока и очень низкая рассеивающая способность электролита.
Условия для проведения процедуры
Процесс преображения невзрачных деталей в зеркальные предметы сопряжён с использованием химических реагентов. Жилая комната или кухня не подойдут для хромирования в домашних условиях. Для такого опыта стоит создать импровизированную лабораторию в гараже или другом изолированном помещении. Опасные испарения реагентов могут повысить риск возникновения онкологических заболеваний, поэтому выбранная комната должна быть оборудована вентиляцией, а мастер снаряжен защитной одеждой, очками и маской.
Подготовка рабочего места – очень ответственная часть работы, при проведении которой нужно учесть некоторые особенности технологии.
В каких условия безопасно проводить хромирование
Базовое оборудование
К основным инструментам, используемым при обработке металла, относят следующие компоненты:
- электрохимическая ванна или стеклянная ёмкость;
- выпрямитель тока;
- нагревательный элемент;
- термометр.
Схема электрохимической ванны для хромирования
Для химической обработки разных металлов предназначена гальваническая ванна. Объёма изолированной ванны хватит для того, чтобы подвергнуть серебрению крупногабаритный металл. Хромирование своими руками мелких деталей можно провести в небольших ёмкостях из стекла.
С помощью обычного термометра можно выдержать нужную для процедуры температуру. Химические реагенты являются основными участниками процесса серебрения металла. Основной компонент – оксид хрома, который в определённой дозировке считается смертельным ядом. К использованию этого вещества стоит отнестись предельно внимательно.
Применение оксида хрома
Химические реагенты
Самостоятельное хромирование также подразумевает поиск надёжных поставщиков, торгующих нужными веществами. Большинство химических компонентов можно приобрести на складах медицинского оборудования, а остальные – купить в аптеке. В стартовый набор включены следующие вещества:
- AgNO3 – азотнокислое серебро – 2 г;
- SnCl2 – двухлористое олово – 2,5 г;
- Глюкоза – 2,5 г;
- NaOH – гидроксид натрия – 22 г;
- NH4OH (аммиак) – 5 мл;
- HCl – соляная кислота – 20 мл;
- Формалин 37% – 0,45 л;
- Дистиллированная вода –2 л.
С помощью кухонных весов или мерных стаканов можно выполнить дозировку каждого препарата. А для самого процесса хромирования своими руками понадобятся одноразовые шприцы и бытовые распылители.
Механизм гальванического хромирования.
2.1 Катодные реакции.
Механизм электроосаждения хрома очень сложен. Во время хромирования на катоде одновременно протекают процессы:
- осаждения хрома;
- выделения водорода;
- восстановления шестивалентного хрома до трехвалентного;
- образования на поверхности катода тонкой пленки, состоящей из продуктов восстановления хромовой кислоты и активного аниона.
Установлено, что электролит должен содержать определенное количество активных анионов, без которых металлический хром не выделяется вообще.
Максимальное значение выхода хрома по току достигается при строго определенном соотношении между концентрацией Н2Сr2O7 и постороннего аниона.
Схематичное изображение катодных поляризационных кривых при хромировании приведено на рисунке 1. Без добавки посторонних анионов, например, сульфатов, характер кривой плавный (1), так как на электроде во всем интервале плотностей тока выделяется водород. При введении в электролит серной кислоты форма кривой усложняется (2).
Рисунок 1 — Схематическое изображение катодных поляризационных кривых при хромировании.
Так, в присутствии сульфат-анионов кривая состоит из двух ветвей, отличающихся характером электродных реакций. При этом на участке ab
происходит восстановление шестивалентного хрома до трехвалентного, на участке
cd
протекают одновременно три процесса — восстановление шестивалентного хрома до металла, восстановление шестивалентного хрома до трехвалентного и восстановление ионов водорода.
Анионы-активаторы изменяют поверхностное состояние катода и таким образом влияют на электродные процессы. В области кривой ab
поверхность становится более активной, а в области
cd
наблюдается торможение реакции восстановления. Пассивность катода связана с появлением на поверхности электрода пленки из продуктов электролиза, которая лимитирует протекание одних реакций и способствует протеканию других. Обильность образования водорода объясняется низким перенапряжением его выделения на хроме.
Рассмотрим основные процессы в механизме хромирования более подробно: а.
Выделение газообразного водорода:
2H3O+ + 2e ↔ H2 + 2H2O , E0 = 0,0 B
б.
Принятие электронов шестивалентным хромом с получением двух- и трехвалентных катионов с последующим осаждением металлического хрома:
Cr2O72- + 7H2O + 6e ↔ 2Cr3+ + 14OH-, E0 = +1,33 B; Cr2O72- + 7H2O + 12e ↔ 2Cr0 + 14OH- , E0 = +0,40 B; Cr3+ + e ↔ Cr2+ , E0 = -0,41 B; Cr3+ + 3e ↔ Cr0 , E0 = -0,74 B; Cr2+ + 2e ↔ Cr0 , E0 = -0,91 B.
Прежде всего должно происходить частичное восстановление шестивалентного хрома до трехвалентного состояния, совместно возможно протекание процессов восстановления ионов водорода и ионов хрома до металлического состояния. Что касается двухвалентного хрома, то наличие этих ионов в свободном состоянии в хромовой кислоте — сильном окислителе, маловероятно.
Исследователи, касающиеся вопросов восстановления шестивалентного хрома до металла, придерживаются двух основных взглядов:
- Первые допускают возможность ступенчатого восстановления шестивалентного хрома до металла.
- Вторые считают возможным непосредственное восстановление шестивалентных ионов хрома до металла.
Все исследователи согласны с тем, что на катоде при хромировании образуется особая пленка сложного состава, если покрываемая основа склонна к пассивации.
в.
Синтез сложной двухслойной пленки.
Тонкий внутренний слой этой пленки аналогичен пассивным слоям (0,0001 мм), а внешний включает в себя хром в различных валентных состояниях и ионы-активаторы (до 0,025 мм). Общий состав и структура катодной пленки зависят от состава и структуры покрываемой основы. Например, на меди катодная пленка вообще не образуется, т.к. медь легко растворяется в электролите, а на железе и никеле она особенно выражена ввиду усиленной пассивации этих металлов хромовой кислотой. Катодная пленка имеет коллоидную природу, состав ее может меняться при изменении плотности тока и температуры электролита. В целом она может содержать: до 67 % шестивалентного хрома, до 23 % трехвалентного хрома, до 12% сульфат-ионов. Толщина пленки увеличивается с увеличением концентрации постороннего аниона. От свойств пленки зависит структура покрытия, а от структуры — его свойства. Именно на этом этапе формируются механические и химические отличия различных осадков хрома. Так, например, структура катодной пленки при низких плотностях тока и высокой температуре создает благоприятные условия для получения молочного хрома.
Детально механизм воздействия посторонних анионов на процесс хромирования не выяснен. Существуют две гипотезы, объясняющие их влияние:
- По первой из них анионы являются активаторами, вызывающими активацию катодной поверхности. В отсутствие этих ионов поверхность покрывается соединениями Сr3+, что препятствует полному восстановлению Н2Сr2О7 и осаждению на катоде металлического хрома.
- По второй гипотезе посторонние анионы образуют с Н2Сr2О7 реакционные комплексы, обладающие большей способностью к восстановлению последней.
На основании ряда исследований с использованием радиоактивного изотопа Cr3+ был сделан вывод, что электроосаждение хрома происходит из его шестивалентных ионов. При этом установили, что при наличии в электролите Cr3+ в виде его трехвалентных соединений осадок получался нерадиоактивным. Уже отмечалось, что из растворов coлей трехвалентного хрома качественных осадков получить не удается. Boзможно, что в электрическом поле у катода такие анионы, как Cr2O72- и Cr2O42-, деформируются, поворачиваясь своим положительным ядром к катоду. При достаточно большом потенциале Cr(VI) может быть вырван из аниона с переходом в металлическую решетку. Скорость этой электрохимической реакции определяется перенапряжением и концентрацией CrO42- у поверхности катода. Рассматривая структуру Cr2O72-, не трудно заметить, что деформация их ионов и вырывание Cr(VI) должны быть затруднены. Поэтому вполне возможно, что первым процессом, идущим при низких плотностях тока, является восстановление анионов Cr2O72- до Cr3+-ионов с одновременным подщелачиванием растворов. По достижении предельного тока для разряда Cr2O72- начинается выделение водорода, в таком случае имеет место дальнейшее подщелачивание раствора. В результате этого рН католита достигает 5-7, и тогда у катода начинают преобладать ионы CrO42-, которые, деформируясь, могут восстанавливаться как частично, так и полностью:
CrO42- + 3e + 4 H2O = Cr(OH)3 + 5OH- CrO42- + 6e + 4 H2O = Cr0 + 8OH-
Роль SO42-, вероятно, сводится к растворению гидроокиси хрома или других коллоидных соединений, создаваемых трехвалентным хромом, т.к. они могут образовывать растворимый комплекс Cr4(SO4)4(H2O)2+. В катодном процессе ионы SO42- не участвуют, т.к. непосредственные измерения показывают, что их концентрация в прикатодном пространстве в процессе электролиза не меняется. Большое количество ионов SO42- ухудшает ocаждение, так как при этом, видимо, CrO42- могут вытесняться ими с поверхности, и выхoд по току снижается.
2.2 Анодные реакции на нерастворимых анодах.
При хромировании деталей применяют нерастворимые аноды. Это объясняется тем, что хром растворяется на аноде с бОльшим выходом по току, чем осаждается на катоде, и переходит в раствор в виде ионов разной валентности.
Анодные реакции при хромировании с участием нерастворимых свинцовых анодов следующие:
Pb + SO42- — 2e = PbSO4, E0 = +0,356 B ; Pb + 4H2O — 4e = PbO2 + 4H+, E0 = +0,665 B ; H2O — 2e = ½O2 + 2H+, E0 = +1,228 В ; PbSO4 + 2H2O — 2e = PbO2 + SO42- + 4H+, E0 = +1,185 B ; 2Cr3+ — 6e + 7H2O = Cr2O72- + 14H+, E0 = +1,300 B .
В процессе электролиза аноды покрываются слоем оксида свинца (IV) РbО2, который является катализатором процесса Сr3+ → Cr6+ и защищает аноды от разрушения. При определенном соотношении анодной и катодной плотностей тока можно установить равновесие, при котором на аноде будет окисляться такое же количество трехвалентного хрома, какое попадает в электролит из катодной зоны.
Причины появления изъянов на поверхности деталей
Опытные мастера выделяют несколько основных причин, влияющих на качество хромирования в домашних условиях.
Способы устранения изъянов на поверхности деталей
Превышение силы тока. Избыточный ток, пропущенный через объект, может привести к неравномерному окрашиванию предмета.
Несоблюдение технологии. При нарушении оптимальных температурных показателей и дозировки реактивов металл не обретёт желаемый зеркальный блеск.
Некачественная подготовка изделия-основы. Плохое обезжиривание не позволит катионам хрома равномерно осесть на поверхности предмета, а также уменьшит срок его эксплуатации.
Основные электролиты и режимы хромирования деталей.
В зависимости от режима электролиза и состава электролита могут быть получены осадки хрома с различными свойствами. В зависимости от условий электролиза образуются три типа хромовых покрытий:
- Серые осадки (обладают низкими физико-химическими свойствами и не находят практического применения);
- Блестящие осадки (отличаются высокими значениями твердости и износостойкости);
- Молочные осадки (наименее пористые и наиболее пластичные).
Кроме этого, из специальных типов электролита можно получать черные покрытия.
3.1 Универсальный раствор для хромирования.
Как правило, на практике применяют «универсальные» сульфатные электролиты хромирования. К ним относят: разбавленный, стандартный и концентрированный электролиты. Все перечисленные электролиты хромирования содержат хромовые кислоты Н2СrО4 и Н2Сr2О7 соответственно и анионы SO42- в виде серной кислоты, а также соединения трехвалентного хрома. Характеристика электролитов приведена в таблице 1.
Таблица 1 — Характеристика сульфатных электролитов хромирования.
| Тип электролита | Концентрация, г/л | Характеристика | |
| CrO3 | H2SO4 | ||
| Разбавленный | 150-175 | 1,5-1,75 | Выход по току 16-18 %. Рассеивающая способность наиболее высока. Твердость осадков самая высокая. Состав электролита в процессе работы меняется быстро, в том числе соотношение компонентов. Склонность к образованию шероховатых осадков при осаждении толстых слоев. |
| Стандартный | 220-250 | 2,2-2,5 | Выход по току 12-14%. Рассеивающая способность средняя. Рабочий интервал получения блестящих осадков широкий. Состав электролита меняется медленно, колебания в соотношении компонентов незначительны. Твердость осадков высокая. |
| Концентрированный | 275-300 | 2,75-3,0 | Выход по току 8-10%. Рассеивающая способность низкая. Электролит стабилен. Рабочий интервал получения блестящих осадков широкий. Твердость осадков самая низкая. |
В таблице 2 приведены данные по электропроводности электролитов хромирования в зависимости от концентрации хромового ангидрида при различных температурах.
Таблица 2 — Электропроводность электролитов хромирования.
| Концентрация CrO3, г/л | 100 | 200 | 300 | 400 |
| Удельная электропроводность, См/м при температуре 25° C | 31,5 | 51,3 | 61,6 | 66,7 |
| Удельная электропроводность, См/м при температуре 45° C | 38,9 | 63,2 | 76,3 | 81,8 |
Разбавленный электролит позволяет получать осадки хрома высокой твердости с относительно высокими величинами выхода по току, но при этом из него получают шероховатые осадки при осаждении толстых слоев (от 100-150 мкм и более). Кроме того, омические потери напряжения в разбавленном электролите самые высокие (электропроводность низка и находится в пределах 50 См/м), что напрямую сказывается на удельных затратах электроэнергии при хромировании.
Стандартный электролит хромирования применяется на практике наиболее часто. При средних величинах выхода по току, токовых режимах хромирования 3000-6000 А/м2 и температурах 45-70° C из этого электролита осаждают толстые осадки до 300 мкм при меньших затратах электроэнергии за счет более высокой электропроводности (таблица 2), чем из разбавленного электролита. Кроме того, при температурах 45-55 °C твердость у покрытий, получаемых из разбавленных электролитов, не отличается от твердости хромовых покрытий, полученных из стандартных электролитов.
Концентрированные электролиты применяются достаточно редко, так как характеризуются низкими выходами по току при осаждении хрома и низкими твердостями осадков (практически не пригодны для износостойкого хромирования).
Следует отметить, что во всех электролитах хромирования с повышением температуры снижается величина выхода по току и увеличивается наводороживание стальной подложки. Наводороживание происходит из-за того, что одновременно с выделением хрома на покрываемой детали происходит выделение водорода, причем на этот процесс тратится большая часть тока. Наводороживание стальной основы отрицательно влияет на ее физико-механические свойства. Наиболее активно водород внедряется в металл в начальный период, когда еще не образовался сплошной слой хрома. При повышении температуры от 55о до 75° C масса поглощенного водорода увеличивается в 6-10 раз.
Величина выхода по току во всех электролитах хромирования уменьшается с повышением концентрации хромового ангидрида. Но повышенные концентрации хромового ангидрида позволяют работать при более высоких плотностях тока и за счет повышения плотности тока интенсифицировать процесс хромирования и увеличить величину выхода по току.
3.2 Тетрахроматный электролит хромирования.
Этот электролит отличается от универсальных тем, что хромовая кислота нейтрализуется щелочью и находится в виде тетрахромата натрия. Электролит рекомендуется применять в случаях:
- нанесения защитно-декоративных покрытий без подслоя меди и никеля. Толщина хромового покрытия при этом должна находиться в пределах 10-15 мкм;
- восстановления деталей хромированием, когда не требуется высокой твердости и блестящей поверхности;
- хромирования деталей со сравнительно сложной конфигурацией.
Возможность непосредственно наносить хром из тетрахроматных электролитов на сталь, латунь и цинковые сплавы объясняется тем, что в результате нейтрализации хромовой кислоты агрессивность раствора заметно снижается. В электролите образуется тетрахромат натрия по реакции:
2 NaOH + 4CrO3 = [Na2CrO(CrO4)3] + H2O
Для нормального протекания процесса необходимо поддерживать определенное соотношение между концентрацией Сr6+ и Cr3+. Это соотношение регулируется количеством вводимого восстановителя.
Вследствие высокой плотности тока электролит сильно нагревается. Во избежание разложения тетрахромата, который при температуре, превышающей 24о С, неустойчив, электролит следует охлаждать.
Выход по току в этом электролите составляет примерно 30%. При низких плотностях тока 10-25 А/дм2 осадки мягкие, матовые, cерые, с небольшими внутренними перенапряжениями. С ростом плотности тока выход по току заметно возрастает, с повышением температуры выход по току падает.
3.3 Саморегулирующийся электролит хромирования.
Хромирование в электролитах с добавками серной кислоты имеет ряд недостатков. Выход металла по току низкий. Обычно он колеблется в пределах 10-12%, состав электролита, в частности отношение CrO3 / H2SO4, в процессе работы изменяется. Последний недостаток устранен в саморегулирующихся электролитах для хромирования.
Принцип саморегулирования основан на том, что у вводимых в электролит солей сернокислого стронция и кремнефторида калия ограниченная растворимость.
Эти соли, находясь в электролите в количестве, превышающем их растворимость, при изменении концентрации ионов SO42- и SiF62- в растворе автоматически восстанавливается их соотношение.
Саморегулирующиеся электролиты менее чувствительны к изменению температуры, чем обычные сернокислые электролиты. Кроме того, они сравнительно малочувствительны к загрязнению раствора железом, медью и другими металлами. Ограничивает распространение этих электролитов то, что саморегулирующиеся электролиты оказывают растравливающее действие на некоторые металлы, в том числе и железо.
Наряду с перечисленными электролитами для холодного хромирования используется сульфатно-фторидный электролит.
Удаление некачественного покрытия
Удалить некачественный хром можно двумя способами. Первый – химическое растворение, проводится в 50% растворе серной кислоты. Изделия помещают в емкость с серной кислотой и выдерживают до полного растворения покрытия. Второй – способ анодного растворения, проводится в гальванической ванне. Изделия, погружаются в ванну с 20%-ным раствором едкого натра и подключаются в качестве анода, в качестве катода используются стальные листы или детали. Процесс проходит при температуре 70-800С и анодной плотности тока 20-25 а/дм2 до полного растворения хрома. Перед повторным хромированием, изделия прогревают в течение 1,5 часов при температуре 150-2000С для удаления водорода.
Структура и состав хромовых покрытий.
Изменяя режим электролиза, можно получить разные типы осадков хрома, различающиеся по своим свойствам и, следовательно, областью применения. Наибольший технико-экономический эффект достигается при применении износостойкого и коррозионно-стойкого хромирования. Важно отметить, что твердость не всегда коррелирует с износостойкостью.
Диаграммы на рисунке 2 наглядно демонстрируют области получения твердых и износостойких покрытий при стандартных режимах хромирования в «универсальных» сульфатных электролитах.
Рисунок 2 — Диаграммы условий получения твердых (Т) и износостойких (И) покрытий хромом при стандартных режимах хромирования в «универсальных» сульфатных электролитах: в разбавленном электролите (а) и стандартном электролите (б).
Износостойкость покрытий, полученных из «универсального» стандартного электролита, возрастает при повышении температуры и, пройдя через максимум при 55-65° C, снижается до минимума при 75° C. Для осадков, получаемых из разбавленного электролита, максимум износостойкости смещается в область более высоких температур. Пластичность электролитического хрома также существенно зависит от режима хромирования. Хрупкие осадки хрома (блестящие и матовые) получаются при низких температурах электролита и высоких плотностях тока, более пластичные покрытия — при высоких температурах и низких плотностях тока (молочные осадки).
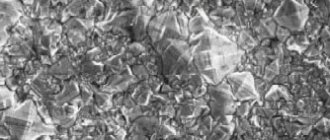
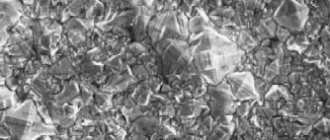
Осадки электролитического хрома обладают чрезвычайно мелкой кристаллической структурой (рисунок 3).
Рисунок 3 — Микроизображение (слева направо) твердого, тонкого блестящего и молочного безтрещинного хрома, х100.
Наименьшие размеры (0,001-0,01 мкм) имеют кристаллы блестящего хрома. Размеры кристаллов матового и молочного хрома 0,1-10 мкм.
Ниже приведены снимки микрошлифов поперечного среза слоя хрома при 1000-кратном увеличении (рисунок 4).
а б
Рисунок 4 — Микрофотографии поперечных шлифов матового (а) и блестящего хрома (б).
Электролитически осажденный хром содержит кислород, водород и незначительное количество азота. Массовая доля кислорода составляет 0,2-0,5 массовых долей, водорода — 0,03-0,07 массовых долей. Объем газов, включенных в осадок, зависит от температуры и плотности тока: при увеличении температуры и уменьшении плотности тока объем газов в осадке несколько уменьшается.
Известны две основные структурные модификации электролитически осажденного хрома:
- α-Cr с кубической объемно-центрированной кристаллической решеткой и плотностью 7,1 г/см3
- β-Cr с плотноупакованной гексагональной кристаллической решеткой и плотностью 6,08 г/см3.
При высоких плотностях тока и повышенной температуре электролита образуется преимущественно кубическая структура α-Cr, при низких плотностях тока и комнатной температуре — в основном гексагональная структура β-Cr. Эта структура устойчива только при температурах ниже 25° C, а при более высоких температурах она переходит в стабильную модификацию α-Cr.
Осадкам хрома свойственны высокие внутренние напряжения, причина возникновения которых заключается в самопроизвольном переходе нестабильного β-Cr в стабильную модификацию α-Cr, имеющую более высокую плотность, в результате чего в хромовых осадках образуется сетка микротрещин. При повышении температуры электролита внутренние напряжения и число трещин уменьшаются.
Все хромовые покрытия отличаются высокой твердостью, но твердость кубического хрома значительно выше твердости гексагонального. Твердость определяется режимом электролиза, как уже упоминалось выше.
Технология изготовления покрытия
Технология опыления металла хромом включает 4 этапа.
Процесс хромирования
Приготовление растворов
Эта стадия работы начинается с изготовления из химических компонентов специального состава. Раствор двухлористого олова понадобится для активации поверхности металла. Его можно приготовить, использовав следующие компоненты:
- дистиллированная вода – 0,5 л;
- двухлористое олово – 2,5 г;
- соляная кислота – 20 мл.
Приготовление растворов для хромирования
Рецепт восстановителя предполагает следующий набор составляющих:
- дистиллированная вода – 0,5 л;
- формалин – 5 мл;
- глюкоза – 2,5 г.
Рецепт серебрильного раствора:
- дистиллированная вода – 0,5 л;
- азотнокислое серебро – 2 г;
- гидроксид натрия – 2 г;
- аммиак – 5 мл.
Струйное хромирование
Подготовка поверхности
Подготовка изделия для хромирования своими руками требует обезжиривания поверхности металлической детали. Рецепт обезжиривающего состава: дистиллированная вода – 0,5 л (to – 50-60o) и гидроксид натрия — 20 г.
Покрытие стоит протереть обезжиривающей жидкостью, далее нужно тщательно смыть раствор. Необработанные фрагменты детали не будут поддаваться диффузионной металлизации.
Обезжиривание поверхности
Активация покрытия
Реакцию опыления металла необходимо активировать. Выполнение этого приёма требуется для того, чтобы серебро надёжным слоем покрыло желаемый предмет. Активация покрытия производится с помощью раствора двухлористого олова в течение ровно 1 минуты. Дальше следует охлаждать поверхность металла, путем помещения его в холодную воду на 3 минуты. Несоблюдение временных промежутков опыления ведёт к браку детали.
Помещение металла в раствор
Металлизация
Получение желаемой плёнки серебра на поверхности предмета – самый интересный этап хромирования в домашних условиях. Серебрильный раствор и восстановитель следует распылять по объекту таким образом, чтобы два состава равномерно ложились на поверхности металла.
Металлизация распылителем
Катодно-механическое хромирование (гальвано-хонингование).
Анализ современных литературных источников, освещающих вопросы интенсификации процессов хромирования, а также современных российских технологий хромирования показал, что наносить блестящие хромовые покрытия на цилиндрические детали или детали типа «шток» из стандартного сульфатного электролита при плотностях тока 3000-6000 А/м2 и температурах электролита 45-70 °C позволяет технология катодно-механического хромирования (КМХ) или гальвано-хонингования. Данная технология разработана специалистами ФГУП «ЦНИИМ» (г. Санкт-Петербург).
Технология КМХ предполагает хромирование цилиндрических деталей с одновременным механическим (абразивным) воздействием на катодную поверхность, то есть совмещение процесса хромирования с хонингованием или притиркой поверхности специальными полирующими элементами. По оценкам разработчиков износостойкость хромовых покрытий, полученных с применением технологии КМХ, по сравнению с покрытиями, полученными стандартным хромированием цилиндрических деталей, возрастает в 2-4 раза [4]. Кроме того, применение катодно-механического хромирования позволяет получать толстослойные хромовые покрытия (толщиной свыше 100 мкм) с шероховатостью, соответствующей высоким классам чистоты обработки поверхности (не ниже 9 класса) без промежуточной механической обработки.
Суть процесса гальвано-хонингования — постоянная принудительная корректировка формирования поверхности в процессе хромирования полирующими элементами. Это позволяет предотвратить укрупнение неровностей с ростом толщины осадка на формируемой поверхности, предотвратить неравномерность распределения покрытия по толщине, сохранить мелкокристаллическую структуру осадка хрома (сохранение условий плоского фронта роста осадка). Другими словами, при технологии КМХ производят принудительное «выглаживание» формирующегося и растущего слоя осадка хрома на микроскопическом уровне.
Выводы специалистов-разработчиков КМХ из анализа существующих в России основных технологий хромирования цилиндрических длинномерных деталей типа «шток» свидетельствуют о следующем:
- При стандартном хромировании цилиндрических деталей для достижения необходимого класса чистоты обработки поверхности требуется механическая доводка поверхности по хрому (на дорогостоящем оборудовании), которая, как правило, снижает эксплуатационные характеристики хромового покрытия (пригары, задиры, трещины);
- При КМХ формируется покрытие с шероховатостью, соответствующей классу чистоты обработки поверхности на 2-3 единицы выше исходной чистоты обработки подложки. При этой технологии не требуется дальнейшей механической обработки хромовых покрытий, предотвращается дендритообразование, соответственно сохраняются высокие функциональные свойства хрома.
Технологические параметры и состав электролита стандартной технологии хромирования деталей не противоречат принципам технологии КМХ. Следует отметить, что гальвано-хонингование не является одновременным совмещением процесса хромирования и шлифовки поверхности, так как притирочные блоки постоянно перемещают по катодной поверхности, периодически выравнивая и полируя катодную поверхность, не истирая часть слоя хрома как при шлифовке.
Защитно-декоративное хромирование
Как сказано ранее защитно-декоративное хромирование предназначено для придания изделиям красивого внешнего вида – блестящей металлической поверхности и повышению коррозионной стойкости.
Широкое применение защитно-декоративное хромирование находит в автомобильной промышленности. Трудно представить себе классический автомобиль или классический чоппер без хромированных деталей интерьера или экстерьера. В современных автомобилях количество хрома значительно меньше, но почти все мастерские по тюнингу предлагают достаточно востребованные услуги по нанесению хромового покрытия на различные элементы автомобилей или мотоциклов. Множество мастерских занимаются хромированием автомобильных дисков, многие предлагают услуги по восстановлению изношенных деталей автомобилей и мотоциклов, придания им первоначального красивого внешнего вида. Если применять твердое хромирование, то время службы отдельных деталей и узлов может быть значительно увеличена (твердость хромового покрытия значительно выше твердости стали). Довольно распространено нанесение хромовых покрытий химическим способом, но только при электролитическом хромировании возможно получить покрытие, которое не только выглядит привлекательно, но и обладает повышенной стойкостью к воздействию агрессивной среды (грязь, песок, реагенты) и к постоянным механическим воздействиям.
Еще одной сферой применения декоративного хромирования является изготовление торгового, рекламного и выставочного оборудования. В качестве примера можно привести хромирование металлических торговых корзин, тележек или подвесов – изделия получают значительно более высокие эксплуатационные и декоративные характеристики по сравнению с оцинкованными. Повышенная цена по сравнению с оцинкованными изделиями (примерно на 30-50%) нивелируется значительным увеличением срока службы, а при изготовлении выставочного оборудования привлекательный, яркий внешний вид зачастую становится основным критерием в выборе покрытия.
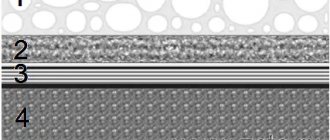
Для получения качественного защитно-декоративного покрытия на сталь сначала осаждают медь и никель, и только потом непосредственно хром. Каждый слой перед нанесением следующего должен быть отполирован. Слой меди осаждают до получения покрытия толщиной 10-15 мк при этом необходимо обеспечить припуск на полировку толщиной примерно 3 мк, при толщине слоя меди выше 15 мк припуск должен быть не менее 7 мк. Слой никеля толщиной 15 мк должен иметь припуск от 2 до 5 мк. Возможно нанесение хрома непосредственно на поверхность стали, при этом толщина слоя должна составлять не менее 40 мк.
Изделия из цветных металлов – меди или латуни перед хромированием покрывают слоем никеля. Если эксплуатация таких изделий не предусматривает интенсивного механического воздействия на их поверхность, то возможно нанесение слоя хрома непосредственно на металл.