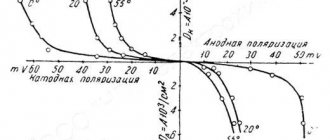
Пробивка металла, или аккуратное исполнение
Так, для создания самых разных деталей, от элементов декора и иных форм часто нужна не только фигурная резка или загиб, но и резьба по металлу. Преимущественно это необходимо для скрепления частей различных конструкций, а в большинстве своем она нужна исключительно для украшения.
В соответствии с требованиями внешнего вида и применением исходного материала определяется и способ выдавливания. Например: для тонкого полотна плотностью в 0,5–4 миллиметров, более действенной будет пробивка с применением специального станка.
Способ работы с деталью мастер учитывает исходя из требований норм технической конструкторской документации.
Выделяют два способа пробивки металла: с полным и неполным диаметром. В первом случае подразумевают проектную величину отверстия. Для второго характерно, что размер будет меньше исходного и потребует дальнейшей обработки.
В большинстве своем для этой работы с металлом используют механизированные прессы, в теории их разделяют на ручные инструменты. Это те, что нуждается в регулярном присутствии человека, и те, что полностью контролируются автоматической системой с ЧПУ, револьверный координатно-пробивной пресс.
Что нужно знать о сверлении отверстий в металле
Закрепить металлический лист или деталь можно с помощью разнообразных крепёжных элементов. Однако для них нужно сделать дырки. Сверление отверстий в металле требует от человека использования специальных инструментов. Чтобы провести работу без затруднений, нужно уметь выбирать оборудование и работать с заготовками разного размера.
Сверление отверстий в металле
Типы оборудования
Сверление начинается с подготовки инструментов для работы. Делать дырки можно с помощью шуруповёрта, дрели или специального сверлильного станка.
Чтобы сделать дырку, необходимо подобрать соответствующее оборудование. Для металлических заготовок нужно выбирать специализированную оснастку, которая подходит именно для этого материала. Связано это с тем, что оборудование для дерева, бетона или керамической плитки имеют разную заточку и форму. Оснастка для металлических изделий маркируется буквами HSS.
Рабочая часть инструмента покрывается нитрид-титановым покрытием, которое увеличивает их прочность и износоустойчивость. Для твердых сталей используется другая оснастка, которая обозначается P18. Прочность инструмента увеличивается при добавлении в его состав кобальта. Пример маркировки — Р6М5К5.
Чтобы сверлить легированную сталь, используются сверла, у которых наконечник изготовлен из твердого сплава. С их помощью можно сверлить любые металлические заготовки, однако из-за высокой цены это не рентабельно.
Когда отверстие сделано, можно подобрать сверло под резьбу. Его диаметр будет зависеть от используемой ранее оснастки. Чтобы делать дырки разного диаметра в металлических листах малой толщины, можно использовать конусные сверла.
Можно ли сверлить сверлом по бетону?
Часто возникают ситуации, когда на строительной площадке сложно найти инструмент для сверления металлических изделий, но есть оснастка для работы с бетоном. Делать отверстия большого диаметра или в толстых металлических листах сверлами по бетону нельзя. В противном случае можно сломать оснастку или повредить обрабатываемую поверхность.
Как сверлить ступенчатым сверлом?
В продаже можно встретить ступенчатые конструкции для создания отверстия в металле различных диаметров. На одной оси закрепляется несколько свёрл разного диаметра. Они предназначены для создания дырок разного размера в тонколистовом металле. При работе нельзя торопиться и сильно давить на рукоять дрели.
Можно ли сверлить победитовым сверлом?
Любой мастер отделочных работ скажет, что сверление металла оснасткой из победита недопустимо. Победитовые сверла предназначены для твердых и, одновременно с этим, хрупких материалов. К ним относится натуральный камень, кирпич, бетон. При попадании в металл, сверло будет биться о поверхность и повреждать её, однако дырки не будет.
Победитовые сверла
Чем сверлить отверстия большого диаметра?
Сверление больших отверстий в металле требует использования соответствующей оснастки. Провести работу можно несколькими способами:
- Коронка для металлических поверхностей. Представляет собой окружность требуемого диаметра с заточенными краями. По центру располагается сверло, которое пробивает металл. Далее на малых оборотах электродвигателя коронка делает отверстие выбранного диаметра. Во время проведения работ нужно использовать принудительное охлаждение острых краёв коронки и обрабатываемой поверхности.
- Многоэтапная операция. Подразумевает под собой использование нескольких свёрл по металлу разного диаметра. Начинается работа с оснастки самого малого диаметра и увеличивается по мере сверления.
- Конусообразная оснастка (ступенчатая). Предназначена для работы с тонколистовым металлом.
Строители рекомендуют использовать коронки. Однако при работе с ними требуется не повышать оборотов и следить за тем, чтобы все зубья, идущие по окружности, были целыми.
Как не затупить инструмент?
Инструмент тупится, поскольку перегреваются во время работы. Чтобы сохранить заточку, сверление следует проводить на низких оборотах. Не нужно зажимать кнопку включения инструмента до конца. При сверлении толстых заготовок нужно использовать охлаждающие жидкости или пасты.
Если охлаждающей смазки нет, вместо неё можно использовать машинное масло. Охлаждающая жидкость сохраняет инструмент от перегрева, уменьшает трение.
Как правильно сверлить металл?
При включении инструмента сверло может соскальзывать в сторону, что мешает сделать дырку в выбранном месте. Справиться с этой проблемой можно с помощью керна. Это металлический цилиндр, один конец которого имеет острую часть. Необходимо приложить острое окончание к разметке и ударить по тыльной стороне керна молотком. На металле останется насечка, по которой сверлится дырка.
Сверление толстых заготовок
Не многие начинающие мастера знают, как просверлить отверстие в металле большой толщины. Глубокое сверление сложнее обычного. На производстве оно проводится с помощью токарных станков. В них заготовка закрепляется в подвижном шпинделе, который её вращает.
Если возможности использовать промышленное оборудование нет, можно просверлить глубокое отверстие с помощью дрели. Для этого нужно приобрести специальные направляющие для электроинструмента. Дополнительно требуется использовать машинное масло для охлаждения. В процессе работы нужно периодически останавливаться, чтобы вычистить стружку и дать ему остынуть.
Как сверлить дрелью?
Сверление металла дрелью предполагает соблюдение некоторых рекомендаций:
- Для изготовления отверстия понадобится электродрель, керн, молоток, машинное масло и защитные очки.
- Изначально сделать разметку.
- Надеть защитные очки.
- При малом давлении на дрель нужно выбрать положение малых оборотов и начать работу.
- Нельзя забывать поливать обрабатываемое место с оснасткой охлаждающей жидкостью.
При соблюдении технологии и использовании качественных инструментов можно делать отверстия разного диаметра и глубины. Чтобы сверлить ровные отверстия или точно выбирать глубину, можно использовать устройство, которое называется «ограничитель глубины». Оно закрепляется на электродрель и настраивается под нужную глубину.
Сверление металла дрелью
Как сверлить шуруповертом?
Сверлить металлические заготовки можно не только с помощью промышленного оборудования или электродрели, но и используя аккумуляторный шуруповерт. Этот электроинструмент обладает малой мощностью. Из-за этого он подойдёт для сверления дыр небольшого диаметра и глубины.
Сверление выполняется с помощью промышленного оборудования и электроинструментов. Важно правильно выбирать оснастку, и учитывать глубину, диаметр отверстия. Чтобы оснастка служила дольше, следует использовать охлаждающую жидкость. Сверлить нужно перпендикулярно, чтобы избежать порчи заготовки, инструмента.
Подписывайтесь на канал, ставьте лайки, делайте репосты, а мы будем размещать для Вас полезную информацию о металлах! Так же Вы можете посетить наш сайт, там Вы найдете множество информации о металлах, сплава и их обработке.
Условно – ручные способы пробивки металла
В качестве самого аккуратного и недорогого метода работы по металлу, используют пресс-ножницы. Этот способ гораздо медленнее, но оптимален для небольшого или частного производства. Часто используется в отсутствии механизированного станка с ЧПУ.
Если брать общие понятия, то этот способ имеет мало отличий от автоматизированного.
На предварительно заготовленный лист металла наносится разметка, но уже вручную. Затем прессом выдавливается необходимое отверстие.
Такой подход наиболее дешевый, но дает большую погрешность в работе, поэтому не подходит для применения в крупносерийном производстве.
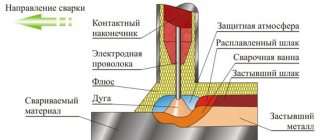
Автоматика людям в помощь
Револьверные координатно-пробивные станки на программном управлении позволяют получить высокую производительность и точность, исключают применение человеческих ресурсов в производстве. Это снижает риск травм на производстве. Так, перед началом эксплуатации во встроенные ЧПУ устройства вносят программу с точными предписаниями по необходимой перфорации. Она содержит тщательный план расположения отверстий, их точные формы и размеры.
Каждый такой пресс укомплектован специальными пробойными механизмами из более твердого сплава, разными по диаметру и форме – пуансонами. Они автоматически заменяются системой в зависимости от установленной программы, что позволяет ускорить процесс. Максимальная скорость работы такого станка – 1500 отверстий в течение минуты.
Револьверный станок способен выполнять и другие действия:
– пуклевка – выдавливание различных форм и производство загнутой кромки;
– формовка;
– неполная пробивка.
Все осуществляется довольно просто. Лист железа прочно скрепляется зажимами и стартует программа ЧПУ. Эти же зажимы автоматически перемещают заготовку в соответствии с заданными координатами.
Пробойники сначала вдавливают металл наполовину от плотности листа, после чего сдавливают, разрывая и отделяя ее от цельной поверхности.
Входящий в комплектацию станка вращающийся барабан предоставляет ряд дополнительных возможностей по нарезке самых разных форм.
Но такое механическое оборудование стоит весьма дорого и больше подходит крупным предприятиям и промышленным комплексам.
В ряде случаев применение механизмов весьма условно, и чаще это использование механического, пневматического, гидравлического пресса. Их считают ручными вариантами, так как они требуют постоянного контроля со стороны.
Сверление больших отверстий в листовом металле — Металлы, оборудование, инструкции
Сверление отверстий больших диаметров осуществляется несколькими способами в зависимости от материала, с которым надо оперировать, и от диаметра отверстия, которое необходимо получить в итоге. Основной метод – рассверливание существующего отверстия.
В процессе его выполнения делается небольшое отверстие и постепенно рассверливается до необходимого клиенту диаметра.
Не рекомендуется использовать этот метод при расширении отверстий, которые были получены в результате штамповки или отливки – начинается нарушение центрирования отверстия и может быть погрешность в выполнении, деталь может быть отбракована.
Сверление отверстий больших диаметров (более 50 мм) можно осуществить посредством кольцевания сверл. Для этого используются резцовые заготовки с диаметральными резцами количеством от 6 до 12 под головку с радиусом в 15-75 мм.
Данный вид сверления предусматривает вырезание канавок, где внутренняя часть, которая остается в результате данной процедуры, потом выламывается. Отверстие шлифуется, подгоняется под точный диаметр.
Сферы, в которых данная услуга является одной из основных, самые разнообразные: от малоэтажного строительства из металлоконструкций до производственного установления каркасных сооружений.
Именно точность выполнения работ по сверлению, особенно больших диаметров — залог качественного исполнения всей детали. А значит технически и функционально — не будет проблем!
Для сверления отверстий больших диаметров в листовом металле мы используем перовые сверла, так как глубина сверления находится выше заборного конуса обычного сверла. Благодаря этому достигается максимальная точность, а также отсутствие рельефа на обрабатываемой поверхности.
выполняет любые виды сверлильных работ, в том числе сверление цилиндрических, многогранных и овальных отверстий, что является несомненным преимуществом – в рамках одной компании вы можете выполнить весь необходимый спектр работ и получить конечный продукт, вплоть до выполнения всего заказа у Нас.
Виды сверления:
- Сверление цилиндрических отверстий;
- Сверление многогранных и овальных отверстий;
- Рассверливание цилиндрических отверстий (увеличение диаметра);
- Изготовление отверстий под нарезание резьбы, зенкерование, развёртывание или растачивание;
- Изготовление отверстий (технологических) для размещения в них электрических кабелей, анкерных болтов, крепёжных элементов и др.
При сверлении металла главными параметрами является диаметр отверстия и его глубина. Именно эти данные важно безошибочно указывать в чертежах. Данный вид работ производится как этап технологических операций по обработке деталей. Сверление металла образует отверстия двух видов: сквозные и глухие.
Основным назначением просверленных отверстий является, как правило, помещение крепежа или прокладка кабеля, а также помещение части другой детали.
Сверление металла, особенно большого диаметра производится следующим образом:
Первоначально в точке сверления делается углубление кернером, затем заготовка закрепляется в тисках или другом зажимном устройстве. Далее по заданной точке сверло станка начинает делать отверстие в металле. Перед сверлением для станка задается скорость вращения сверла и подача (нажим на заготовку).
Сверло выбирается по заданному диаметру, а также исходя из вида металла, при этом следует учитывать, что диаметр просверленных отверстий из-за биения будет больше диаметра сверла. Точность сверления металла можно увеличить благодаря тщательной регулировке станка, правильной заточке сверла, а также использованию кондукторной втулки.
Сверление металла является для весьма трудоемким процессом для сверл. Они нагреваются до высокой температуры, а также подвергаются стачиванию. Для увеличения срока службы оборудования сверло следует обрабатывать смазочно-охлаждающими жидкостями. Это, помимо всего прочего, будет способствовать получению чистой поверхности отверстия.
Сверла после обработки детали подвергаются заточке. Помимо сверления, в некоторых случаях требуется зенкование отверстий после сверловки.
Зенкование в сверлении
Одним из видов металлообработки любых отверстий, позволяющим получить фаски и цилиндрические углубления, является зенкование. Оно выполняется высококвалифицированными специалистами с учетом пожеланий заказчика. Мы предлагаем произвести зенкование в сверлении высокого качества по приемлемым ценам.
Зенкование — процесс обработки с помощью зенковки отверстия в детали для образования гнёзда под потайные головки крепёжных элементов (заклёпок, болтов, винтов). Если Вам требуется произвести сверление отверстий с последующим зенкованием либо обработкой отверстий, присылайте Ваши чертежи, эскизы.
Особенности данного процесса обработки металлоизделий
Благодаря зенкованию в сверлении можно спрятать шляпку болта или винта, сровняв ее с поверхностью изделия. Оно также применяется для наиболее полного удаления различных острых кромок, появляющихся по краям отверстия при сверлении. Для осуществления данной металлообработки используются обычные сверлильные станки, в патрон которых устанавливается один из следующих инструментов:
- спиральное сверло. Применяется при обработке мягких металлов;
- зенковка (может быть конической или цилиндрической).
В основном, подходят для твердых металлов. особенность – оснащается направляющей цапфой, располагающейся перед режущей частью многих зенковок. Для удаления различных заусенцев, а также фаски с поверхности предварительно просверленного отверстия или для формирования центровых отверстий используют конические зенковки, а для создания углублений под головки болтов, заклепок – цилиндрические.
Для выполнения профессионального зенкования в сверлении на станках задаются малые обороты шпинделя (максимальное значение 100-150 об./мин).
При необходимости обработки отверстий на одинаковую глубину могут применяться зенковки с ограничителем.
Особое внимание уделяется качеству и прочности материала, из которого изготовлены рабочие инструменты (в основном, используется легированная или углеродистая сталь).
Так как применение затупленных зенковок ведет к некачественной металлообработке, специалисты очень внимательно следят за своевременным их затачиванием. Для обеспечения длительной работоспособности данных инструментов во время осуществления операции зенкования используются специальные смазочно-охлаждающие жидкости.
Высококвалифицированные специалисты произведут зенкование в сверлении высокого качества по приемлемым ценам.
Оформить заявку на предоставляемые услуги
При необходимости обработки просверленных отверстий с помощью зенковки вы можете сделать заявку по телефону или прислать чертежи и эскизы на наш электронный адрес. Обратившись в технический отдел, вы узнаете всю необходимую информацию о предоставляемых услугах, включая зенкование в сверлении.
Наши контактные телефоны,, (812) 603-27-70 В техническом отделе вы сможете получить консультацию по всем вопросам, включая стоимость изделий.
Для оформления заказа достаточно связаться с нашими менеджерами по указанным телефонам или электронной почте : [email protected]
Чем и как сверлить глубокие и большие отверстия в металлических деталях
Сверление больших отверстий не составляет проблем, если правильно подобрать инструмент. Например, проведение таких работ может быть необходимо для закрепления швеллера или металлического уголка.
Проще всего использовать электродрель, но для получения отверстия диаметром, например, 15 мм требуется приложить много усилий.
Чтобы просверлить в металле отверстие большого диаметра, используются специальные приспособления и технология корончатого сверления.
Особенности создания
Во время сверления необходимо учитывать, что корончатая или ступенчатая конусная насадка должна подбираться таким образом, чтобы она имела меньший диаметр, чем создаваемое отверстие.
При использовании различных инструментов также необходимо учитывать их особенности. Например, при рассверливании конусными изделиями получаются ровные кромки.
Приспособления для дрелей
Существует несколько приспособлений для дрелей, которые позволяют облегчить процесс и сделать большое отверстие ровным:
- Кондуктор для сверления. Такое приспособление представляет собой корпус, в котором имеется несколько втулок направляющих для сверл разного диаметра. Материал, используемый для создания втулок, имеет большую твердость, чем сверла, поэтому можно не беспокоиться о том, что инструмент при бурении начнет отклоняться в сторону и расширит дыру.
- Направляющая для дрели. Подобное изделие позволяет зафиксировать инструмент таким образом, чтобы во время сверления он не отклонился в сторону. При отсутствии такого изделия инструмент может уйти в сторону, что приведет к созданию неровной кромки. Также его можно закрепить под углом. Но при сверлении металлических изделий обычно это не требуется.
- Стойка для дрели. Подобное изделие, сделанное своими руками, может являться недорогой заменой сверлильного станка, так как позволяет более комфортно осуществлять проведение работ. Закрепленный инструмент при использовании стойки движется по штанге с помощью рычага. При этом полностью исключено смещение, так как просверливаемая заготовка надежно удерживается благодаря наличию струбцины.
Способы сверления отверстий в металле
Сверление отверстий, диаметр которых превышает 20 мм, при наличии традиционного инструмента и оборудования всегда проблемно.
Для толстолистового металла в строительстве часто используют автогенные резаки, которые не позволяют получать качественные и точные отверстия. Используют (практически с тем же успехом) и установки для газопламенной резки.
Между тем для получения отверстий большого диаметра можно использовать даже ручной электроинструмент, не говоря уже об альтернативных способах обработки.
Плюсы и минусы пробивки металла
В отличие от того же сверления пробивание отверстий намного выгоднее. Оно отнимает меньше времени, исключает нагрев и дефект по краю, окисление или кристаллизацию поверхности.
Существует и минус такой работы: может произойти уплотнение структуры металла или появится микротрещина, что повлечет за собой коррозию. Есть риск образования заусенцев и необходимости в последующей обработке.
Пробивка отверстий в металле – это использование высокого давления, и, если запланирован диаметр отверстия меньшего размера, то лучше ее заменить сверлением. Например: необходимость дополнительных отверстий в трубе для получения дренажной системы. Путем воздействия пресса такое не всегда возможно, чаще для этого используют:
– сверление отверстий на заказ – если нужный размер меньше плотности самого материала;
– фрезеровку – когда нельзя применить пробивку и сверление;
– лазер – когда необходима ювелирная точность. Ширина полученного отверстия равна десятой доле миллиметра.
Впрочем, несмотря на упомянутые погрешности в использовании пробивки, их нельзя назвать значимыми. А современные станки с ЧПУ способны обеспечить высокие показатели скорости с точностью в 0,05 миллиметра, что делает работу с металлом результативной и надежной. Перфорированные металлические листы – это гарантия прочности и легкости, что вместе с используемым защищающим металл покрытием сделало его лучшей основой для любого начинания. Как яркий пример можно выделить лишь несколько из них:
– элементы архитектурного декора;
– некоторые детали мебели;
– красивые защитные кожухи и ограды;
– главные детали уличных баннеров;
– решетки и системы фильтраций.
отверстия небольшого диаметра 0.2мм
Пусть тут будет и Сядристый для коллекции.
«При выборе материала для сверла остановился на рояльной стали. Она очень упруга, довольно тверда и вязка. Сердцевина волоска более мягкая, нежели его периферия, и сверло при сверлении как бы само направляется по пути наименьшего сопротивления. Сверлить волосок лучше всего перовидным сверлом, с углом заточки на конце между режущими кромками 75—80°.
Перед сверлением торец волоска надо накернить, чтобы сверло в начале сверления не сползло в сторону. Делалось это тонкой стальной иголочкой. Сверление производилось вручную. При этом очень важно чувствовать пальцами нажим на сверло. При несоблюдении этого правила волосок трескается по длине или же сверло ломается. Сверло может также выйти в сторону через стенку волоска.
Сверление проводилось очень медленным вращением сверла между большим и указательным пальцами. Периодически кончик сверла вытирался. Незаменима для этого искусственная замша. Лишенная петель, она хорошо берет на себя пыль и другие микрочастички.
Когда волосок был просверлен на достаточную длину, его кончик, значительно изношенный при сверлении, обрезался острым резцом. Просверленный таким образом волосок еще не обладает хорошей прозрачностью. Его следует отполировать изнутри. Наружная полировка производится до сверления, когда волосок еще крепок. Полировка проводилась тонкотертой масляной краской «окись хрома». Капля краски наносилась на кусочек натуральной замши, а волосок, зажатый в ней двумя пальцами, протягивался в одну и другую стороны. Потом промывался в бензине. После этого несколько раз протягивался в сухой ватке, но только по направлению роста. Это направление определялось перед полировкой по чешуйкам.
Внутри волосок сначала полировался сверлом, на которое наносилась окись хрома. Потом сквозь просверленный волосок протягивалась тонкая капроновая нить, состоящая из цельных по всей длине капроновых паутинок. Нить слегка протиралась окисью хрома, и волосок полировался передвижением по нити в разные стороны. Чтобы нить все время была натянутой и не располировала концов волосинки, она подвешивалась одним концом к специальной стойке, а на другом конце каждая отдельно паутинка натягивалась приклеенной спичкой. Если же натянуть всю нить в целом, то какая-нибудь паутинка может ослабнуть и, выделившись из пучка, заклинить в волоске нить и разорвать его. Внизу все паутинки перевязывались паутинкой в пучок, чтобы не расходились в стороны. После полировки волосок промывался в бензине и протирался изнутри чистой капроновой нитью, которая также периодически промывалась бензином до полного удаления окиси хрома из высверленного канала.
Как протянуть паутинки сквозь волосинку? С одного конца все паутинки сплавлялись паяльником и вытягивались в одну общую нить. В сплавленном конце делалось тонкое отверстие, через которое протягивалась медная проволочка микроскопической толщины. Ее нетрудно продеть сквозь просверленный по длине волосок. Потом с ее помощью протягивалась нить.
Проделав с волоском все описанные операции, получим прозрачную отполированную трубочку с едва заметными выемками на поверхности.»