Основные потребители закалочных масел
ОАО «АВТОВАЗ» ЗАО «Челябпроммаш» Камский автозавод – КАМАЗ Завод имени Лихачева – ЗиЛ Чебоксарский тракторный завод – ЧЗПТ Челябинский тракторный завод – ЧТЗ Владимирский тракторный завод – ВТЗ Волгоградский тракторный завод – ВгТЗ Липецкий тракторный завод – ЛТЗ Ростсельмаш Уральский завод тяжелого машиностроения Ижорские заводы Новокраматорский машиностроительный завод Красноярский завод тяжелого машиностроения ОАО «ПО СЕВМАШ» ОАО «Восточно-Сибирский машиностроительный завод»
Что такое масло для закалки металла?
Для получения металла максимальной твёрдости, прочности и износостойкости происходит процесс нагрева до определённой температуры, затем охлаждение в жидкости. Охлаждающим материалом для закаливания металла являются закалочные масла. Благодаря применению масла для закалки возможно изготовление стальных изделий с заданной точностью плоскости, необходимой прочности и определённой структуры.
Закалочные масла – evrosmazki.ua
Термическая обработка металлов и закалочные масла
Существуют следующие способы термической обработки металлов:
- Отжиг
- Нормализация
- Закалка
- Отпуск
| Способ | Задача | Описание процесса |
| Отжиг | Уменьшение твердости стали для более качественной обработки, улучшение структуры металла, достижение его большей однородности, снятие внутренних напряжений | Медленный нагрев металла до +740…+850 °С*, выдержка, медленное охлаждение |
| Нормализация | Повышение прочности, твердости и ударной вязкости стали, более низкая пластичность стали по сравнению с отожженной | Нагрев до температуры выше критической (температуры изменения типа кристаллической решетки), выдержка, охлаждение на спокойном воздухе |
| Закалка | Достижение высокой твердости, прочности, а следовательно, износостойкости стали. При использовании этого метода образуется неравновесная структура, требующая последующего отпуска | Нагрев до температуры выше критической, выдержка при заданной температуре, быстрое охлаждение в жидкой среде (воде или масле) |
| Отпуск | Получение более высокой пластичности и уменьшение хрупкости мартенситной структуры при сохранении уровня прочности, освобождение от напряжения | Нагрев от +150…+260 °С до +370…650 °С, выдержка, медленное охлаждение на воздухе |
Примечание: * Температура зависит от типа обрабатываемого металла.
Выделяются следующие типы закалки:
- Холодная закалка (+30…+80 °С): для термического улучшения деталей свободной ковки и объемной штамповки, закалки ручных инструментов, листовых и винтовых пружин, высокопрочных болтов, гаек, подкладных шайб и т.п.
- Горячая закалка (+165…+220 °С): для закалки деталей высокой точности (например, деталей приводного механизма автомобилей), где необходимо исключить опасность искривления поверхности
- Вакуумная закалка: для инструментальной, подшипниковой, жаропрочной, быстрорежущей стали
При термической обработке металлов и сплавов методом закалки очень важно учитывать температуру и продолжительность нагрева, а также скорость охлаждения.
В качестве рабочей среды в процессе закалки металла используются вода или специальное масло.
При закалке с применением масла на изделии образуется значительно меньше тепловых трещин, чем при закалке в воде.
Производство отечественных закалочных масел начало активно развиваться в конце 90-х годов. В настоящее время на российском рынке имеется целый ряд этих продуктов: от более простых и проверенных до дорогостоящих импортных, которые могут влиять на скорость охлаждения.
Закалочные масла позволяют получать стальные изделия с заданными значениями твердости, требуемой структуры и чистоты поверхности.
При выборе масла необходимо учитывать температуру его вспышки в открытом тигле. Она определяется качеством базового масла и должна быть на 30 ниже температуры общего процесса. Присадки вводятся в состав закалочного масла в целях повышения его эффективности или ускорения процесса отвода тепла.
Закалочные масла должны обладать следующими свойствами:
- Высокая термическая и химическая стабильность (сохранение свойств в течение всего срока службы)
- Хорошие моющие свойства (в масле накапливаются осадки, окалина с поверхности деталей)
- Высокая стойкость к испарению (использование в открытых закалочных резервуарах)
- Хорошие антипенные свойства (сильное завихрение горячего масла в закалочных резервуарах)
- Определенный уровень вязкости (зависит от температуры закалки и влияет на потери масла при извлечении деталей из резервуаров)
- Отсутствие воды (влияет на вспенивание масла)
Физические свойства охлаждающих масел
Закалочные масла по физико-химическим показателям должные соответствовать требованиям ГОСТа. Жидкость характеризуется продолжительным временем остужения металла. Масло должно обладать следующими физическими свойствами:
- высокой выдержкой к испарению;
- отсутствие примесей, воды и других химических веществ;
- высокая химическая устойчивость (поддержание свойств в течении всего срока применения);
- обладать отличными моющими свойствами;
- высокой температурой воспламенения при нагреве.
иметь определённый уровень вязкости;
Виды закалочных масел
Отечественная химическая промышленность начала выпуск масел высокого качества для закалки металла в конце прошлого века. В закалочное масло добавляются присадки, способствующие повышению стойкости к окислению, снижению пенообразования с отличными моющими свойствами.
Промышленные масла имеют разную область назначения и соответственно используются при обработке металлов с высокими физическими требованиями:
- Для отшлифовки сортов высоколегированной стали повышенной прочности применяется масло для увеличения скорости холодной закалки.
- Для создания небольших механических деталей из низкопрочных сортов стали используется масло с низкой испаряемостью.
- Закалка объёмных деталей из легированных сортов стали происходит с применением масла отличной окислительной стабильности и вязкости, максимальной температурой воспламенения.
Закалочные масла – evrosmazki.ua
Типы термической обработки
Термическая обработка, а именно так еще называют этот процесс, бывает нескольких типов: обработка с полиморфным обращением и без него. Первый тип термообработки используется преимущественно для некоторых сплавов и цветных металлов, а второй –для стальных изделий.
В процессе термообработки металлическое изделие приобретает улучшенные показатели твердости, а его начальная пластичность существенно снижается. Также снижается и вязкость материала. Уменьшение будет еще большим, если воспроизводить цикл неоднократно. Уменьшить показатели хрупкости, и немного улучшить вязкость позволяет процесс так называемого «отпуска». Он влияет на уменьшение приобретенной прочности, но показатели уменьшения будут незначительны. При отпуске металлов без полиморфного обращения (сплавы и цветные металлы) применяют процесс, который называется «старение».
Виды закалки
Закалка бывает как полной, так и неполной. При полной закалке происходят значительные изменения структуры материала и кристаллической решетки. Неполная закалка зачастую применяется к различным видам изделий из инструментальной стали.
Также бывают изделия, которые потребуют лишь частичной закалки. То есть, когда необходимо закалить не весь металл, а незначительную часть, например, режущую кромку (так закаливают мечи, различные резцы для станков, сверла и многое другое). На таком металле отчетливо наблюдается граница.
Какую сталь подвергают закалке
Термически обрабатывают только такой металл, в котором содержится не менее 0,45% углерода, а также инструментальную и легированную стали, твёрдость которых после закалки становится в несколько раз выше. Тот металл, в котором содержание углерода не превышает 0,45%, не обрабатывается термически. Ниже приведена таблица режимов термообработки для некоторых видов сталей.
| Тип | Инструмент | Температура закалки | Температура отпуска | Чем охлаждают после закалки | Чем охлаждают после отпуска |
| У7, У7А | Инструмент плотника, отвёртки, топоры, зубила и др. | 800 | 170 | водой | водой маслом |
| У8, У8А | Слесарный инструмент, пилы, ножовки, стамески и др. | 800 | 170 | водой | водой маслом |
| У10, У10А | Ручные метчики, надфили, рашпили, пилы по дереву, инструмент без нагрева режущей кромки | 790 | 180 | водой | водой маслом |
| У11, У11А | Деревообрабатывающий инструмент, ручные метчики, надфили и др. | 780 | 180 | водой | водой маслом |
| У12, У12А | Слесарный инструмент | 780 | 180 | водой | водой маслом |
| У13, У13А | Режущий и измерительный инструмент, детали машин | 780 | 180 | водой | вода масло |
| У9ГА | Режущий инструмент — метчики, свёрла, фрезы | 800 | 180 | вода | водой маслом |
| Р9 | Режущий инструмент — метчики, свёрла, зенкера, фрезы, протяжки и др. | 1250 | 580 | маслом | воздухом печи |
| Р18 | Режущий инструмент для обработки металлов различной твёрдости | 1300 | 580 | маслом | воздухом печи |
| ШХ6 | Шарики и ролики для подшипников | 810 | 200 | маслом | воздухом |
| ШХ9 | Шарики и ролики для подшипников | 830 | 280 | маслом | воздухом |
| ШХ15 | Шарики и ролики для подшипников | 845 | 400 | маслом | воздухом |
| 9ХС | Свёрла, фрезы, развёртки, метчики, гребёнки и др. | 860 | 170 | маслом | воздухом |
| 9Х5ВФ | Ножи для фрезерования древесины | 950 | 270 | маслом | воздухом |
| 50ХГСА | Пружины, рессоры | 840 | 315 | водой | воздухом |
| 60С2 | Торсионные валы, высоконагружаемые пружины | 870 | 325 | водой | воздухом |
| 60С2ХА | Высоконагружаемые пружины и рессоры | 870 | 315 | водой | воздухом |
| 60С2ВА | Пружины и рессоры | 850 | 330 | водой | воздухом |
| 85ХВ | Пружины, фрикционные диски | 830 | 250 | водой | воздухом |
Технология закалки
Технология термозакалки предполагает собой резкое охлаждение, способное снизить температуру изделия до 600 – 410°С. Время, необходимое для достаточного разогрева металлического изделия, напрямую зависит от применяемого нагревательного устройства. При разогреве материала в мощной электропечи необходимо 1 – 2 минуты на термообработку 1 мм. При таком же процессе в печи с открытым пламенем достаточно и одной минуты, а при нагреве в ванне с раствором соли – около полуминуты. Самые минимальные затраты времени при закаливании с использованием ванны со свинцовым раствором, в которой достаточно и 6 секунд.
Когда раскаленный металл погружается в жидкость для закалки, происходит образование пленочного пара, который приводит к существенному снижению темпов остывания. Температура в пленочном паре существенно возрастает, а когда он разрывается, то жидкость начинает кипеть на поверхности раскаленного металла и резко охлаждать его. Такой процесс называют кипением пузырьков.
При остывании металла жидкость перестает кипеть, а потому и сам процесс остывания существенно замедляется. В это время в металлическом изделии происходит процесс конвективного обмена теплом.
Закалка
Закалка стали – это процесс термообработки, суть которого заключается в нагреве стали до температуры выше критической с последующим быстрым охлаждением. В результате этой операции повышаются твердость и прочность стали, а пластичность снижается.
При нагреве и охлаждении сталей происходит перестройка атомной решетки. Критические значения температур у разных марок сталей неодинаковы: они зависят от содержания углерода и легирующих примесей, а также от скорости нагрева и охлаждения.
После закалки сталь становится хрупкой и твердой. Поверхностный слой изделий при нагреве в термических печах покрывается окалиной и обезуглероживается тем более, чем выше температура нагрева и время выдержки в печи. Если детали имеют малый припуск для дальнейшей обработки, то брак этот является неисправимым. Режимы закалки закалки стали зависят от ее состава и технических требований к изделию.
Способы закалки
Суть любой закалки — превращение аустенита в мартенсит (диаграмма «железо-углерод»). В зависимости от температурного режима, закалка может быть полной или неполной. Первым способом закаливают инструментальную сталь, а вторым — цветную.
При закалке могут использоваться один или несколько охладителей. От этого также зависит способ термообработки. В зависимости от охлаждающей среды, термическая обработка металла может быть:
- с использованием одного охладителя;
- с подстуживанием;
- прерывистой;
- ступенчатой;
- изотермической.
Закалка в одном охладителе
Данный метод применяется для термообработки простых деталей, изготовленных из легированной и углеродистой стали. Деталь нагревается до необходимой температуры, а затем охлаждается в жидкости. Углеродистую сталь диаметром от 2 до 5 мм охлаждают в воде, детали меньшего диаметра и всю легированную сталь — в масле.
Закалка с подстуживанием
При термообработке с одним охладителем часто возникают состояния термического и структурного внутреннего напряжения. Развиваются они в том случае, когда разность температур достигает минимума. На поверхности металла образуется напряжение растяжения, в центре — напряжение сжатия. Чтобы данные напряжения уменьшить, перед тем, как опустить нагретую деталь в жидкость, её недолго держат на открытом воздухе. Температура детали в данном случае не должна быть ниже линии 0,8К по диаграмме «железо-углерод».
Прерывистая
Эту закалку проводят в двух средах — воде и масле или воде и воздухе. Нагретую до критической точки деталь сначала быстро охлаждают в воде, а потом медленно в масле или на открытом воздухе. Такой способ термообработки применяют для высокоуглеродистой стали. Этот метод — сложный, так как время охлаждения в первой среде очень мало и определить его сможет лишь специалист высокой квалификации.
Ступенчатая
При прерывистой термообработке деталь охлаждается неравномерно — более тонкие поверхности быстрее, чем все остальные. К тому же очень трудно отрегулировать время нахождения детали в первой среде (воде). Поэтому лучше использовать ступенчатую закалку. Данный метод позволяет охлаждать деталь в среде при температуре, превышающей мартенситную точку. Первая ступень — охлаждение и выдержка детали в данной среде до того момента, когда все сечения детали достигнут одной и той же температуры. Вторая ступень — окончательное медленное охлаждение (преобразование аустенита в мартенсит).
Изотермическая
При изотермической термообработке деталь нагревают до критической точки, а затем опускают в масляную или соляную ванну температурой 250 градусов. Выдерживают полчаса, а далее остужают на открытом воздухе. Такая закалка обеспечивает высокую конструкционную прочность и применяется для легированных и конструкционных сталей, у которых распад аустенита в промежуточной области не происходит до конца. В дальнейшем он превращается не в мартенсит, а в бейнит + 20% остаточный аустенит, обогащённый углеродом. Такой закалкой можно достичь высокой прочности при хорошей вязкости.
Технологические нюансы закалки
Закалка, которая является одним из типов термической обработки металлов, выполняется в два этапа. Сначала металл нагревают до высокой температуры, а затем охлаждают. Различные металлы и даже стали, относящиеся к разным категориям, отличаются друг от друга своей структурой, поэтому режимы выполнения термической обработки у них не совпадают.
Режимы термообработки некоторых цветных сплавов
Термическая обработка металла (закалка, отпуск и др.) может потребоваться для:
- его упрочнения и повышения твердости;
- улучшения его пластичности, что необходимо при обработке методом пластической деформации.
Закаливают сталь многие специализированные компании, но стоимость этих услуг достаточно высока и зависит от веса детали, которую требуется подвергнуть термической обработке. Именно поэтому целесообразно заняться этим самостоятельно, тем более что сделать это можно даже в домашних условиях.
Если вы решили закалить металл своими силами, очень важно правильно осуществлять такую процедуру, как нагрев. Этот процесс не должен сопровождаться появлением на поверхности изделия черных или синих пятен. О том, что нагрев происходит правильно, свидетельствует ярко-красный цвет металла. Хорошо демонстрирует данный процесс видео, которое поможет вам получить представление о том, до какой степени нагревать металл, подвергаемый термической обработке.
В качестве источника тепла для нагрева до требуемой температуры металлического изделия, которое требуется закалить, можно использовать:
- специальную печь, работающую на электричестве;
- паяльную лампу;
- открытый костер, который можно развести во дворе своего дома или на даче.
Закалка ножа на открытых углях
Выбор источника тепла зависит от того, до какой температуры надо нагреть металл, подвергаемый термической обработке.
Выбор метода охлаждения зависит не только от материала, но также от того, каких результатов нужно добиться. Если, например, закалить надо не все изделие, а только его отдельный участок, то охлаждение также осуществляется точечно, для чего может использоваться струя холодной воды.
Технологическая схема, по которой закаливают металл, может предусматривать мгновенное, постепенное или многоступенчатое охлаждение.
Быстрое охлаждение, для которого используется охладитель одного типа, оптимально подходит для того, чтобы закаливать стали, относящиеся к категории углеродистых или легированных. Для выполнения такого охлаждения нужна одна емкость, в качестве которой может использоваться ведро, бочка или даже обычная ванна (все зависит от габаритов обрабатываемого предмета).
Охлаждение заготовки ножа в масле
В том случае, если закалить надо стали других категорий или если кроме закалки требуется выполнить отпуск, применяется двухступенчатая схема охлаждения. При такой схеме нагретое до требуемой температуры изделие сначала охлаждают водой, а затем помещают в минеральное или синтетическое масло, в котором и происходит дальнейшее охлаждение. Ни в коем случае нельзя использовать сразу масляную охлаждающую среду, так как масло может воспламениться.
Для того чтобы правильно подобрать режимы закалки различных марок сталей, следует ориентироваться на специальные таблицы.
Режимы термообработки быстрорежущих сталей
Режимы термической обработки легированных инструментальных сталей
Режимы термической обработки углеродистых инструментальных сталей
Температурный режим
Закалка — это превращение аустенита в мартенсит. На производстве при выборе температур термообработки пользуются диаграммой «железо-углерод». Температуру закалки углеродистых сталей определить очень легко. Нагрев конструкционной стали с содержанием углерода менее 0,8% доводят до температур, расположенных над линией GS и выше точки Ас3 на 30-50 градусов. Нагрев сталей, содержащих более 0,8% углерода, проводят при температурах на 30-50 градусов выше тех, которые расположены выше линии PSK. Температуру закалки легированной стали также выбирают, исходя из критических точек, но данный процесс много сложнее, так как помимо углерода такие стали содержат и другие компоненты.
Микроструктура стали после закалки
Для большинства сталей после закалки характерна структура мартенсита и остаточного аустенита, причем количество последнего зависит от содержания углерода и качественного и количественного содержания легирующих элементов. Для конструкционных сталей среднего легирования количество остаточного аустенита может быть в пределах 3-5%. В инструментальных сталях это количество может достигать 20-30%.
Вообще, структура стали после закалки определяется конечными требованиями к механическим свойствам изделия. Наряду с мартенситом, после закалки в структуре может присутствовать феррит или цементит (в случае неполной закалки). При изотермической закалке стали ее структура может состоять из бейнита. Структура, конечные свойства и способы закалки стали рассмотрены ниже.
Частичная закалка стали
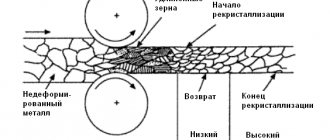
Частичной называется закалка, при которой скорости охлаждения не хватает для образования мартенсита и она оказывается ниже критической. Такая скорость охлаждения обозначена синей линией на рисунке. При частичной закалке как-бы происходит задевание «носа» С-кривой стали. При этом в структуре стали наряду с мартенситом будет присутствовать троостит в виде черных островковых включений.
Микроструктура стали с частичной закалкой выглядит примерно следующим образом
Частичная закалка является браком, который устраняется полной перекристаллизацией стали, например при нормализации или при повторном нагреве под закалку.
Неполная закалка сталей
Закалка от температур, лежащих в пределах между А1 и А3 (неполная закалка), сохраняет в структуре доэвтектоидных сталей наряду с мартенситом часть феррита, который снижает твердость в закаленном состоянии и ухудшает механические свойства после отпуска. Это понятно, так как твердость феррита составляет 80НВ, а твердость мартенсита зависит от содержания углерода и может составлять более 60HRC. Поэтому данные стали обычно нагревают до температур на 30–50 °С выше А3 (полная закалка). В теории, неполная закалка сталей не допустима и является браком. На практике, в ряде случаев для избежания закалочных трещин, неполная закалка может использоваться. Очень часто это касается закалки токами высокой частоты. При такой закалке необходимо учитывать ее целесообразность: тип производства, годовую программу, тип ответственности изделия, экономическое обоснование. Для заэвтектоидных сталей закалка от температур выше А1, но ниже Асm дает в структуре избыточный цементит, что повышает твердость и износоустойчивость стали. Нагрев выше температуры Аcm ведет к снижению твердости из-за растворения избыточного цементита и увеличения остаточного аустенита. При этом происходит рост зерна аустенита, что также негативно сказывается на механических характеристиках стали.
Таким образом, оптимальной закалкой для доэвтектоидных сталей является закалка от температуры на 30–50 °С выше А3, а для заэвтектоидных – на 30–50 °С выше А1.
Скорость охлаждения также влияет на результат закалки. Оптимальной охлаждающей является среда, которая быстро охлаждает деталь в интервале температур минимальной устойчивости переохлажденного аустенита (в интервале носа с-кривой) и замедленно в интервале температур мартенситного превращения.
Это интересно: Резец для токарного станка по металлу, какие бывают: виды (типы), маркировка, обозначение
Стадии охлаждения при закалке
Наиболее распространенными закалочными средами являются вода различной температуры, полимерные растворы, растворы спиртов, масло, расплавленные соли. При закалке в этих средах различают несколько стадий охлаждения:
- пленочное охлаждение, когда на поверхности стали образуется «паровая рубашка»;
- пузырьковое кипение, наступающее при полном разрушении этой паровой рубашки;
- конвективный теплообмен.
Кроме жидких закалочных сред используется охлаждение в потоке газа разного давления. Это может быть азот (N2), гелий (Не) и даже воздух. Такие закалочные среды часто используются при вакуумной термообработке. Здесь нужно учитывать факт возможности получения мартенситной структуры — закаливаемость стали в определенной среде, т. е. химический состав стали от которого зависит положение с-кривой.
Выбор охлаждающей среды
От выбора зависит качество детали:
- для охлаждения простых деталей и изделий, изготовленных из углеродистых сталей применяют чистую воду;
- для изделий сложных форм в качестве охладителя используют каустическую соду, смешанную с водой в соотношении 1:1. Приготовленный раствор нагревают до 50-60 градусов;
- закалка металла в масле применима к тонкостенным деталям из легированных или углеродистых сталей.
Углеродистую сталь, имеющую сложный состав, остужают в двух охладителях — сначала быстро в чистой воде, а затем медленно в ванне, наполненной маслом. Перемещать детали из воды в масло нужно очень быстро.
Распространенные среды для самостоятельного каления
Для закалки сталей в домашних условиях обычно используют следующие охлаждающие среды: воздух, воду и водные растворы, минеральное масло. В качестве водных растворов обычно используют 10-15%-й хлористого натрия (поваренной соли), а минеральное масло в домашних мастерских — это чаще всего обычная моторная отработка. Чтобы закалить отдельные части изделия с разной твердостью, используют закалку с последовательным охлаждением в двух средах. Каждая из этих закалочных сред характеризуется своей скоростью охлаждения, от которой напрямую зависит структура обрабатываемого металла. К примеру, воздух охлаждает сталь со скоростью 5÷10 °C в секунду, масло — 140÷150 °C, а вода (в зависимости от температуры) — 700÷1400 °C.
Чтобы правильно и без проблем закалить свое изделие, необходимо знать марку металла, из которого оно изготовлено, т. к. от этого зависит как температура нагрева, так и способ охлаждения. Народные умельцы для своих изделий в качестве исходных материалов чаще всего используют б/у изделия из быстрорежущих и инструментальных сталей, которые можно закалить в домашней мастерской. Ниже в таблице приведены рекомендуемые температурные режимы и среды охлаждения для различных сталей.
Закалка металла в масле
Масло довольно плохо проводит тепло, что способствует более медленному формированию структурных элементов стали. Поэтому, если ее закалить в масляной среде, она наравне с твердостью приобретет прочность и упругость. На производстве для закалки обычно используют индустриальное масло И-20 или современные закалочные масла типа «Термойл», «Термо» или «Волтекс». В домашних мастерских народные умельцы пользуются тем, что имеется в наличии. Чаще всего это новое или отработанное моторное масло. Чтобы безопасно закалить деталь в таком масле в домашних условиях, нужно помнить, что у него по сравнению с промышленными закалочными жидкостями гораздо более низкая температура вспышки, и при погружении в него раскаленного металла оно на короткий срок загорается с выделением едкого дыма. Поэтому закалочная емкость, применяемая в домашней мастерской, должна иметь минимальную открытую поверхность и использоваться только на открытом воздухе или в проветриваемом помещении. Помимо обычных ведер и жестяных банок, одна из самых распространенных конструкций такой емкости, которой пользуются домашние мастера — это удлиненный отрезок трубы подходящего диаметра с приваренным днищем.
Это интересно: Описание стали 40Х
Какие бывают дефекты при закалке металла
При несоблюдении режимов закалки могут появляться следующие дефекты:
- трещины или коробление. Причина — внутреннее напряжение. Если коробление поддаётся рихтовке и выпрямлению, то трещины исправить никак нельзя. Это — окончательный брак;
- пережог, который представляет из себя окислы по границам зёрен, возникающие из-за проникновения внутрь металлических изделий кислорода. Пережог возможен при нагреве металла до температуры, близкой к температуре плавления. Такой металл не подлежит исправлению;
- перегрев. При нагреве металла свыше температуры каления происходит его перегрев, в результате которого образуется крупная структура. Такой металл обладает повышенной хрупкостью. Исправляется при помощи отжига и новой закалки;
- низкая твёрдость. Недостаточная твёрдость получается при низкой температуре нагревания, недостаточной выдержке при необходимой температуре и маленькой скорости охлаждения. Данный дефект легко исправить при помощи отжига и ещё одной закалки;
- окисление и обезуглероживание, которое происходит при воздействии металла с воздухом и печными газами. Окисленный слой, окалина, наносит непоправимый вред производству, ибо такой дефект исправить нельзя. Чтобы избежать проблемы, необходимо использовать печи с защитной атмосферой.
Закалка стали в условиях дома или дачи
Иногда случается такое, что необходима термообработка металла дома или на даче. Это происходит, если купленный инструмент оказался недокаленным или вообще незакалённым. Часто возникает необходимость закалить ножик, топор или сверло. Конечно, хорошую закалку можно провести только в условиях производства, но мужчины-умельцы отлично умеют это делать и на обыкновенном костре. Последовательность домашней закалки:
- готовим две ёмкости. В одну наливаем минеральное масло, в другую — воду;
- также нужно подготовить инструмент, при помощи которого будем класть закаливаемый металл в костёр и вынимать из него. Для этой процедуры подойдут клещи;
- далее разводим костёр и ждём когда образуются угли. На них и кладём металлический предмет, который нужно закалить;
- следим за цветом углей и окраской пламени. Раскалённые угли имеют белый цвет. А пламя не должно быть белым. Малиновый цвет пламени — оптимальный для процесса закалки в домашних условиях. Белое пламя говорит о слишком высокой температуре внутри костра, и деталь наша может просто сгореть;
- также необходимо следить, чтобы на металлическом изделии не появлялись чёрные или синие пятна, которые говорят о деформации металла в результате чрезмерного размягчения. А если металл стал белым, то такую деталь можно смело выкидывать.
- как только металлический предмет нагреется до нужной нам температуры, вытаскиваем его и опускаем сначала в масло. Делаем это трижды, первый раз на три секунды. Каждый раз время увеличиваем на столько же. Опускаем и вынимаем резко;
- далее опускаем металлический инструмент в ёмкость с водой и оставляем там до тех пор, пока он полностью не остынет.
Детали или предметы, имеющие вытянутую форму в воду помещаем вертикально. Для оценки температуры закалки в костре используем таблицу цветов. Вместо костра можно использовать любую печку.
Как закалить сталь на открытом огне
Как уже говорилось выше, закалить сталь можно и в домашних условиях, используя для нагрева открытый костер. Начинать такой процесс, естественно, следует с разведения костра, в котором должно образоваться много раскаленных углей. Вам также потребуются две емкости. В одну из них надо налить минеральное или синтетическое масло, а в другую – обычную холодную воду.
Для того чтобы извлекать раскаленное железо из костра, вам понадобятся кузнечные клещи, которые можно заменить любым другим инструментом подобного назначения. После того как все подготовительные работы выполнены, а в костре образовалось достаточное количество раскаленных углей, на них можно уложить предметы, которые требуется закалить.
Читать также: Какие провода в юсб плюс и минус
По цвету образовавшихся углей можно судить о температуре их нагрева. Так, более раскаленными являются угли, поверхность которых имеет ярко-белый цвет. Важно следить и за цветом пламени костра, который свидетельствует о температурном режиме в его внутренней части. Лучше всего, если пламя костра будет окрашено в малиновый, а не белый цвет. В последнем случае, свидетельствующем о слишком высокой температуре пламени, есть риск не только перегреть, но даже сжечь металл, который надо закалить.
Цвета каления стали
За цветом нагреваемого металла также необходимо внимательно следить. В частности, нельзя допустить, чтобы на режущих кромках обрабатываемого инструмента появлялись черные пятна. Посинение металла свидетельствует о том, что он сильно размягчился и стал слишком пластичным. Доводить до такого состояния его нельзя.
После того как изделие прокалится до требуемой степени, можно приступать к следующему этапу – охлаждению. В первую очередь, его опускают в емкость с маслом, причем делают это часто (с периодичностью в 3 секунды) и как можно более резко. Постепенно промежутки между этими погружениями увеличивают. Как только раскаленная сталь утратит яркость своего цвета, можно приступать к ее охлаждению в воде.
Цвета побежалости стали
При охлаждении водой металла, на поверхности которого остались капельки раскаленного масла, следует соблюдать осторожность, так как они могут вспыхнуть. После каждого погружения воду необходимо взбалтывать, чтобы она постоянно оставалась прохладной. Получить более наглядное представление о правилах выполнения такой операции поможет обучающее видео.
Есть определенные тонкости при охлаждении закаливаемых сверл. Так, их нельзя опускать в емкость с охлаждающей жидкостью плашмя. Если поступить таким образом, то нижняя часть сверла или любого другого металлического предмета, имеющего вытянутую форму, резко охладится первой, что приведет к ее сжатию. Именно поэтому погружать такие изделия в охлаждающую жидкость необходимо со стороны более широкого конца.
Для термической обработки особых сортов стали и плавки цветных металлов возможностей открытого костра не хватит, так как он не сможет обеспечить нагрев металла до температуры 700–9000. Для таких целей необходимо использовать специальные печи, которые могут быть муфельными или электрическими. Если изготовить в домашних условиях электрическую печь достаточно сложно и затратно, то с нагревательным оборудованием муфельного типа это вполне осуществимо.
Проверка металла на наличие термообработки
Перед тем, как начать каление, нам необходимо убедиться, что материал приобретённого нами инструмента не термообработан. Делаем проверку с помощью обыкновенного паяльника. Нагреваем инструмент и проводим им по интересующей нас металлической поверхности. Если паяльник прилипает к металлу, то значит ни о какой его термообработке не может быть и речи. Плавное прохождение паяльника по поверхности стали или отскакивание от неё говорят о том, что проверяемый нами предмет либо хорошо термообработан либо обработан слишком сильно. При отсутствии термообработки делаем её самостоятельно.
Закалка ножа графитом
Термическая обработка металла графитом хороша тогда, когда нужно закалить не весь предмет, а только его часть. У ножа — это кромка. Последовательность процесса термообработки ножа в домашних условиях:
- острие ножа проверяем на твёрдость при помощи надфиля. Если металл легко стачивается, а надфиль издаёт глухой звук, значит нож не термообработан;
- для данного процесса понадобится графит, который можно добыть из круглых батареек, взять стержни простого карандаша или воспользоваться графитовыми щётками генератора;
- добытый графит превращаем в порошок;
- в качестве источника питания используем сварочный аппарат постоянного тока. Выставляем на минимум;
- делаем подложку из оцинкованного листа. На неё насыпаем графитовый порошок;
- к подложке подсоединяем «плюс» сварочного прибора, а ручке ножа — «минус»;
- далее лезвием ножа аккуратно водим по графиту так, чтобы оно не касалось подложки. А ещё следим, чтобы графит не воспламенился, иначе ножик наш будет испорчен;
- при движении лезвия по графиту последний будет выдавать искры. Как только увидим, что остриё ножика нагрелось, процесс прекращаем. Приблизительное время закалки — не более 5 минут;
- даём ножу остыть естественным путём, затем берём надфиль и проверяем твёрдость. Если звук, издаваемый надфилем при контакте с ножом звонкий, а остриё не поддаётся затачиванию, значит твёрдость лезвия высокая.
Процесс закалки на производстве провести намного легче, чем дома. При необходимости можно попробовать закалить нужный предмет или инструмент «топорными» способами с применением подручных средств.
Используемая литература и источники:
- Поверхностные явления в металлах и сплавах / В.К. Семенченко. — М.: Гостехиздат
- Сверхбыстрая закалка жидких сплавов. — Москва: Машиностроение
- Статья на Википедии
Принципы закалки металла в домашних условиях
При изготовлении металлические изделия подвергают дополнительной термообработке. После нагревания изменяются характеристики материала, улучшается структура. Для этого не нужно покупать дорогое оборудование, можно сделать закалку металла в домашних условиях. Чтобы не допустить ошибок, необходимо знать нюансы процедуры, разбираться в технологическом процессе.
Закалка металла в домашних условиях
Что такое закалка металлов и ее виды?
Закалка — популярный способ улучшения характеристик материала. Термообработка позволяет изменить структуру металла. Результатом воздействия высокой температуры является увеличение показателя твердости. После нагрева происходит быстрое охлаждение детали. Для этого она погружается в ёмкость, заполненную маслом или водой.
Чаще всего в домашних условиях выполняется закалка нержавейки, проволоки из разных видов стали и ножей. Но после структурных изменений, сталь становится хрупкой.
Если речь идет о цветных металлах, то изменения структуры не происходит. Например, после проведения закалки меди невозможно достигнуть хорошего показателя твердости.
Однако при отсутствии структурных изменений материал не становится излишне хрупким
Чтобы снизить показатель хрупкости стали после проведения термической обработки, выполняют отпуск заготовки. Это дополнительная обработка теплом. Сначала изделие нагревается, а затем медленно охлаждается.
Особенности закалки стали
Главным материалом, который подвергается нагреву, быстрому охлаждению является нержавеющая сталь, сплавы на ее основе. Чтобы улучшить характеристики изделия, необходимо выполнить дополнительный разогрев, а затем медленное охлаждение. Это позволит снять внутреннее напряжение. Особенности обработки для разных видов стали:
- Закалка стали 45. После проведения нагрева, быстрого охлаждения прочность повышается в 3 раза.
- Проведение процедуры со сталью 40X. Нагревается до температуры 860 градусов по Цельсию.
Существуют специальные справочники, которые содержат информацию о правильных температурных режимах обработки различных видов стали.
Преимущества
Преимущества термообработки металла:
- Изменение структуры материала. Зерна становятся равномерными.
- Отсутствие деформации.
- Простота проведения процедуры.
- Повышение твердости, увеличение прочности.
Оборудование и особенности проводимого процесса
Чтобы провести технологический процесс обработки материала, необходимо использовать определенное оборудование. Для нагрева применяют специальные печи. Они могут работать от электричества, на газу, твердом топливе. Помимо нагревательной конструкции нужно подготовить ёмкость, заполненную водой или маслом. Она нужна для быстрого охлаждения заготовки.
Горн для закалки металла
Как изготовить камеру для закаливания металла?
Для того чтобы закаливать металл дома, нужно собрать муфельную печь. Этапы сборки:
- Нарисовать чертеж нагревательной камеры. Можно взять готовый рисунок с размерами, обозначением основных элементов.
- Выложить из шамотного кирпича основную конструкцию.
- Снаружи обмазать камеру огнеупорной глиной.
- Подвести к самодельной конструкции провода, на внутренней поверхности закрепить нихромовые нити. Это нагревательные элементы.
- Вырезать выемки для размещения нихромовой проволоки, сделать отверстие для её подключения.
Камеру укрепляют уголками, которые закрепляют к контуру с помощью сварочного аппарата. Перед работой с самодельной конструкцией проводят подготовительный обжиг. Для этого она нагревается до 900 градусов по Цельсию. Для нагрева используют газовую горелку.
Закалка стали в домашних условиях
Для того чтобы закалить металл в домашних условиях можно использовать самодельную печь, горн, открытое пламя. На нагретую поверхность нужно положить металлическую заготовку. Дальше она разогревается до определенной температуры, с помощью кузнечных щипцов погружается в охлаждающую жидкость.
Чтобы правильно провести технологическую операцию, нужно точно соблюдать температурный режим. Для этого используется пирометр. Кузнецы советуют проверять температуру с помощью магнита. Если он не прилипает к материалу, деталь нагрета до 760 градусов. Затем заготовку нужно охладить.
Закалка металла может проводиться в домашних условиях. Это позволяет любому человеку улучшить характеристики материала. Собрать нагревательную камеру можно по готовым чертежам.
Поддержите канал, просто читайте наши статьи, а мы будем размещать для Вас полезную информацию о металлах! Так же заходите на наш сайт, там Вы найдете множество информации о металлах, сплава и их обработке.