Обзоры паяльных паст
Паяльная паста – субстанция, которая применяется в процессе пайки вместо обычной канифоли, в состав входит порошок припоя, флюс, какое-то связывающее вещество и некоторые другие компоненты.
Основные параметры выбора: • ее состав – припои с легирующими добавками, с содержанием свинца или без него и так далее; • размер отдельных частиц припоя и форма, в зависимости от этого бывают разные дозировки; • уровень вязкости – от этого зависит способ нанесения – с использованием трафарета или дозатора; • паяемость — определяется загрязненностью частиц и уровнем их окисленности.
Кроме того, такие пасты могут не подвергаться воздействию коррозии – безотмывочные. В местах пайки может образовываться ржавчина, так как в состав водосмываемых паст входят органические вещества. Для качественной пайки необходимо выбирать пасту в зависимости от металла, с которым она будет использоваться. Есть специальные составы для хром-никеля, меди, алюминия, золота, серебра.
Покупался из-за заголовка «паяльная паста» и соотвественно, ожидал получить именно паяльную пасту в классическом понимании — смесь, состоящую из флюса, перемешанного с сильно измельчёнными частицами припоя, что весьма удобно. Когда я открыл банку, стало понятно, что это не та самая паста, а только флюс, причём очень похожий внешне на плохой китайский флюс RMA-223. Но попробовав его в работе, был приятно удивлён. Впрочем не обошлось и без нюансов, о которых нужно знать. Вот про это всё и поговорим в обзоре.
Сегодняшний обзор будет посвящен паяльной пасте MECHANIC XG-50 (XG-500), приобретенной мною на просторах eBay. Желание обзавестись пастой для пайки было у меня давно, но поскольку в ассортименте моего инструмента не было и паяльного фена, то эта покупка постоянно отодвигалась на задний план. Но после того, как я наткнулся на бюджетный технический фен, было принято решение о приобретении совместно с ним и паяльной пасты. Выбор был сделан спонтанно, в основном опираясь на данные со страничек продавца, и пал на пасту MECHANIC XG-50.
Источник
Поверхностный монтаж
Поверхностный монтаж — технология изготовления электронных изделий на печатных платах (ПП), а также связанные с данной технологией методы конструирования печатных узлов.
Технологию поверхностного монтажа печатных плат также называют ТМП (технология монтажа на поверхность), SMT (surface mount technology) и SMD (от surface mounted device — прибор, монтируемый на поверхность). Данная технология является наиболее распространенным на сегодняшний день методом конструирования и сборки печатных узлов. Основное ее отличие от «традиционной» технологии монтажа в отверстия в том, что компоненты монтируются на поверхность печатной платы с использованием специализированных паяльных паст.
Поверхностный монтаж по сравнению с технологией монтажа в отверстия обладает рядом преимуществ как в конструкторском, так и в технологическом аспекте: снижение габаритов и массы печатных узлов, улучшение электрических характеристик, повышение ремонтопригодности и технологичности приборов и оборудования, снижение их себестоимости.
Современные тенденции в области поверхностного монтажа: миниатюризация компонентов, рост сложности компонентов, расширение перечня бессвинцовых типов металлизации, снижение себестоимости сборочного процесса. Растут требования не только к процессу поверхностного монтажа, но и к используемым технологическим материалам и их характеристикам.
Практические рекомендации
Выбор паяльных паст
Паяльная паста представляет собой смесь порошкообразного припоя с частицами сферической формы (желательно), и флюса-связки. Свойства паяльной пасты зависят от процентного содержания металлической составляющей, типа сплава, размеров частиц припоя и типа флюса.
К паяльным пастам предъявляют следующие требования:
- высокое качество паяных соединений, без разбрызгивания и образования сопутствующих шариков припоя;
- хорошие клеящие свойства для удержания компонентов до пайки;
- высокая стойкость к растеканию при предварительном нагреве;
- минимальное количество легко удаляемых остатков флюса после пайки;
- возможность нанесения методом трафаретной печати или дозированием;
- длительное хранение без изменения свойств.
Паяльные пасты можно классифицировать:
- По характеристикам припоя:
- свинцовые пасты – со сплавами, которые содержат свинец и бессвинцовые пасты – сплавы, не содержащие свинец;
- по размеру частиц припоя в соответствии со стандартом IPC/EIA J-STD-005 (см. табл. 4).
- водосмываемые;
- «не требующие отмывки».
- По технологии применения:
- паяльные пасты для нанесения дозированием;
- паяльные пасты для нанесения методом трафаретной печати.
- По температуре плавления – низко- и высокотемпературные паяльные пасты позволяют использовать технологию ступенчатой пайки и паять компоненты, не допускающие нагрева до типовых температур оплавления.
- По типу упаковки.
Состав паяльных паст оговорен в стандартах:
- IPC/EIA J-STD-004 «Требования к флюсам для пайки»
- IPC/EIA J-STD-005 «Требования к паяльным пастам»
- IPC/EIA J-STD-006 «Требования к сплавам припоя с флюсом и без флюса, применяемым в пайке электроники»
Выбор сплава
В настоящее время в производстве электроники находят применение несколько основных типов сплавов: традиционные, бессвинцовые и низкотемпературные.
Традиционные припои – это, главным образом, оловянно-свинцовые эвтектические припои или близкие к ним (см. табл.1). Для технологии поверхностного монтажа рекомендуется применять паяльные пасты на основе припоя Sn62/Pb32/Ag2. Серебро добавляется в припой для повышения прочности паяного соединения и предотвращения миграции серебра, используемого при производстве чип-компонентов.
Табл. 1. Традиционные припои
| Тип сплава по J-STD-006 или классификации Indium | Состав припоя | Температура плавления, °C |
| Sn62 | Sn62/Pb36/Ag2 | 179 |
| Sn63 | Sn63/Pb37 | 183 |
| Indalloy100 | Sn62,6/Pb37/Ag0,4 | 179 |
Бессвинцовые припои призваны заменить свинцовосодержащие, так как директивой RoHS с 01 января 2006 ограничено использование свинца в производстве электроники. Припой Sn95,5/Ag3,8/Cu0,7 с температурой плавления 217 °C позволяет заменить традиционный припой Sn62/Pb32/Ag2 по электрическим и механическим параметрам. Бессвинцовые сплавы обладают высокой прочностью по сравнению со сплавами олово-свинец, более высокой устойчивостью к термоциклированию и рекомендуются для пайки компонентов с различными тепловыми коэффициентами линейного расширения. Главными недостатками этих сплавов являются матовость паяных соединений, высокая цена вследствие большого содержания олова и серебра и высокая температура плавления, требующая увеличения температуры пайки до 235-260 °C (см. табл.2).
Табл. 2. Бессвинцовые припои
| Тип сплава по J-STD-006 | Состав припоя | Температура плавления, °C |
| SAC 305 | Sn96,5/Ag3/Cu0,5 | 221 |
| SAC 387 | Sn95,5/Ag3,8/Cu0,7 | 217-220 |
| SAC 105 | Sn98,5/Ag1/Cu0,5 | 217 |
Низкотемпературные сплавы могут быть как свинцовыми, так и бессвинцовыми. В последнее время они становятся особенно востребованы из-за более частого использования чувствительных к нагреву компонентов при бессвинцовой технологии – например, мощных LED светодиодов с чувствительной к нагреву линзой. Обычно низкотемпературные припои содержат индий или висмут, или же оба этих металла, так как они снижают температуру плавления сплава. Наибольшее распространение в паяльных пастах получили сплавы олова с висмутом (см. Табл.3).
Табл. 3. Низкотемпературные припои
| Тип сплава по классификации Indium | Состав припоя | Температура плавления, °C |
| Indalloy 281 | Bi58\Sn42 | 138,3 |
| Indalloy282 | Bi57\Sn42\Ag1 | 139-140 |
В зависимости от задач выбор припоя может определяться следующими основными факторами:
- Температура плавления: основной параметр при выборе сплава. Характеризуется температурами ликвидуса (наивысшая температура, при которой припой ещё твёрдый) и солидуса (наименьшая температура, при которой припой становиться полностью жидким).
- Максимальная и минимальная рабочие температуры конечного изделия: максимальная рабочая температура ограничена температурой плавления припоя. Минимальная – стабильностью характеристик и отсутствием физических изменений (таких, как например «оловянная чума»).
- Содержание опасных компонентов: современные стандарты вводят ограничения на использование токсичных металлов (свинец, кадмий) в определённых задачах.
- Прочность паяного соединения: важный параметр при создании устройств, работающих в условиях вибромеханических нагрузок.
- Совместимость металлов: отсутствие совместимости припоя и металлизации может приводить к полному растворению металлизации и образованию хрупких интерметаллических соединений.
- Стабильность при термоциклировании: прочность паяного соединения при изменении температур. Важный параметр для приборов, работающих в жёстких климатических условиях.
- Электрическая стабильность: определяет стабильность электрических характеристик при воздействии токовых, тепловых, механических нагрузок.
- Коэффициент теплового расширения: не должен резко отличаться от КТР соединяемых материалов для снижения термомеханических напряжений.
- Коэффициент теплопроводности: важен в задачах, где требуется отвод тепла. Теплопроводность низкотемпературных припоев составляет от 10 до 86 Вт/мК.
- Различие в температурах ликвидуса и солидуса: при переходе от точки солидуса к точке ликвидуса даже небольшое механическое воздействие приводит к нарушению кристаллической структуры припоя, что может сделать его более хрупким и увеличить его электрическое сопротивление.
- Коррозионная стойкость: коррозия приводит к увеличению электрического сопротивления и уменьшению прочности паяного соединения.
- Доступные формы припоя: припои изготавливаются в виде проволок, лент, паст, слитков и готовых преформ (прокладок).
- Стоимость: зависит от состава и чистоты сплава.
Выбор размера частиц
При производстве паяльных паст используют припой в виде миниатюрных шариков с диметром в десятки микрон. Шарики делают только из припоя наивысшей частоты, добиваясь при производстве минимального количества окислов и высокой сферичности шариков припоя. Наиболее востребованным является порошок Тип 3 и Тип 4, так как он используется для производства паяльных паст для поверхностного монтажа.
Табл. 4. Классификация паст по размеру частиц припоя
| Тип частиц припоя | Не более 1 % частиц с размерами, мкм | Диаметр частиц припоя, мкм | Не более 10 % частиц с размерами, мкм |
| Тип 2 | 75 | 75-45 | 20 |
| Тип 3 | 45 | 45-25 | 20 |
| Тип 4 | 45 | 38-20 | 20 |
| Тип 5 | 25 | 25-15 | 15 |
| Тип 6 | 15 | 15-5 | 5 |
Выбор размера частиц припоя в паяльной пасте производится на основании минимального размера апертур в трафарете и минимально шага компонентов. При выборе паст с малым размером частиц следует помнить, что такая паста будет легко наноситься даже через малые отверстия трафарета, однако при использовании паяльной пасты с мелкими частицами и толстого трафарета велика вероятность получения чрезмерно большой дозы, что приведет к дефектам или продавливанию паяльной пасты под трафарет.
Рис. 1. Правило «5 шариков припоя»
Правило трех\пяти шариков припоя является наиболее простой формулой для выбора размера частиц припоя по толщине и минимальной ширине апертур трафарета. Правило трех шариков гласит: максимальная толщина трафарета должна быть близка трем максимальным диаметрам частиц припоя, входящих в состав паяльной пасты. Минимальная ширина отверстия трафарета тоже должна быть равна трем максимальным диаметрам шариков припоя. Однако с точки зрения обеспечения высокой надежности паяных соединений для хорошей и стабильной формы отпечатков паяльной пасты независимо от метода изготовления трафарета предпочтительная ширина апертур трафарета должна быть не меньше пяти диаметров частиц припоя (см. рис. 1.).
Выбрать предпочтительный тип размеров шариков припоя в зависимости от минимальной ширины апертуры трафарета и правила «5 шариков припоя» можно, пользуясь табл. 5.
Табл. 5. Размеры частиц припоя в зависимости от размеров трафарета
| Тип в соответствии с J-STD-005 | Шаг, мм | Диаметр минимальной круглой контактной площадки, мм | Ширина апертуры, мм | Количество малых шариков припоя войдет в апертуру | Количество крупных шариков припоя войдет в апертуру | Диаметр частиц, микроны | |
| 3 | 0,51 | 0,30 | 0,24 | 9,7 | 5,4 | 25 | 45 |
| 4 | 0,51 | 0,30 | 0,24 | 12,1 | 6,4 | 20 | 38 |
| 3 | 0,41 | 0,23 | 0,19 | 7,6 | 4,2 | 25 | 45 |
| 4 | 0,41 | 0,23 | 0,19 | 9,5 | 5,0 | 20 | 38 |
| 4 | 0,30 | 0,18 | 0,14 | 7,0 | 3,7 | 20 | 38 |
| 5 | 0,30 | 0,18 | 0,14 | 9,9 | 5,6 | 15 | 25 |
| 6 | 0,20 | 0,13 | 0,10 | 20,3 | 6,8 | 5 | 15 |
Тип 3 – идеальный размер частиц для:
- трафаретов из нержавеющей стали
- высокой стабильности и срока годности паяльной пасты
- формирования красивых (пухлых) галтелей припоя
- уменьшения количества дефектов при оплавлении
Выбор флюса
Флюс в составе пасты выполняет следующие функции:
- образует однородную структуру с припоем;
- обеспечивает необходимые реологические свойства паяльной пасты;
- способствует сохранению формы отпечатков пасты;
- обеспечивает клеящие свойства паяльной пасты для фиксации компонентов после их установки;
- удаляет оксиды с поверхностей, подлежащих пайке, и частиц припоя;
- создает защитную пленку для предотвращения повторного окисления в процессе пайки;
- содействует самоцентрированию компонентов в процессе пайки;
- содействует передаче тепла при пайке.
Большинство флюсов для паяльных паст изготавливаются на основе натуральной канифоли с высокой степенью очистки или синтетических смол. Канифоль содержит слабоактивную органическую кислоту. Большинство флюсов содержат различные химически активные добавки. Классификация флюсов, требования и методы испытаний приведены в стандартах IPC-SF-818 и IPC/EIA J-STD-004.
В состав флюса входят: растворитель, канифоль/смола, активаторы, корректировщики реологии и другие вещества (см. рис.2).
Рис. 2. Компоненты флюса
В соответствии с международным стандартом IPC/EIA J-STD-004 флюсы классифицируются по основе химического состава на три группы (см.табл. 6). В каждую группу входит по шесть типов флюса, отличающихся уровнем активности. Тип флюса обозначается четырехзначным буквенно-цифровым кодом. Первые две буквы этого кода несут информацию о веществе, лежащем в основе флюса: RO (Rosin) – канифоль, RE (Resin) – синтетические смолы, OR (Organic) – органические кислоты. Третья буква свидетельствует об уровне активности флюса: L (Low) – низкий, M (Middle) – средний, H (High) – высокий.
Уровень активности флюса свидетельствует о коррозионных и проводящих свойствах остатков флюса после пайки и необходимости их удаления. Удаление остатков флюсов на основе чистой канифоли (R) и слабо активированных флюсов (RMA, ROL0, RЕL0), как правило, не требуется. Остатки средне активированных флюсов (RA, ROН0, ROН1, RЕН0, RЕН1) обычно необходимо удалять с помощью специальных растворителей. Остатки органических флюсов (OA, OR) подлежат обязательной отмывке в воде.
Также паяльные пасты в зависимости от используемого флюса делят на более крупные группы: не требующие отмывки и водосмываемые. Это деление определяет две разные технологии, используемые в производстве, которые выбирает производитель в зависимости от имеющегося оборудования и требованиям к конечному изделию.
Табл. 6. Классификация флюсов по стандарту IPC/EIA J-STD-004
| Основа флюса | Уровень активности флюса (% содержание галогенов) | Тип флюса по IPC/EIA J-STD-004 |
| Канифоль Rosin (RO) | Низкий (0 %) | ROL0 |
| Низкий (<0,5 %) | ROL1 | |
| Средний (0 %) | ROM0 | |
| Средний (0,5-2,0 %) | ROM1 | |
| Высокий (0 %) | ROH0 | |
| Высокий (>2,0 %) | ROH1 | |
| Синтетические смолы Resin (RE) | Низкий (0 %) | REL0 |
| Низкий (<0,5 %) | REL1 | |
| Средний (0 %) | REM0 | |
| Средний (0,5-2,0 %) | REM1 | |
| Высокий (0 %) | REH0 | |
| Высокий (>2,0 %) | REH1 | |
| Органические кислоты Organic (OR) | Низкий (0 %) | ORL0 |
| Низкий (<0,5 %) | ORL1 | |
| Средний (0 %) | ORM0 | |
| Средний (0,5-2,0 %) | ORM1 | |
| Высокий (0 %) | ORH0 | |
| Высокий (>2,0 %) | ORH1 |
Выбор флюса в пасте осуществляется в зависимости от следующих условий:
- необходимая активность флюса;
- желаемая основа флюса: канифоль или нет;
- совместимость основы флюса с основами других флюсов, используемых при сборке изделия;
- необходимая активность флюса;
- требуемая реология флюса;
- возможность содержания в флюсе галогенов или нет;
- необходимое количество флюса в пасте;
- желаемая технология используемых материалов: водосмываемая и не требующая отмывки.
Флюсы, не требующие отмывки
Отличительной особенностью паст с флюсами, не требующими отмывки, является применение в их составе флюса, который не требует обязательного удаления остатков после пайки. Оставшийся на поверхности флюс после пайки не должен способствовать протеканию коррозионных процессов и ухудшать уровень электрических параметров печатной платы и всего печатного узла в целом. Это принципиально важно, т.к. при пайке за счет капиллярного эффекта флюс затекает в узкий зазор (до 50 мкм) между корпусом электронного компонента и печатной платой.
После пайки остатки флюса, не требующего отмывки, сшиваются в полимер, который запечатывает все оставшиеся растворители и активаторы. Этот полимер является хорошим диэлектриком, но при этом он будет чувствителен к внешним воздействиям и разрушается при температурных колебаниях. Разрушение полимера приведет к попаданию на поверхность печатного узла активаторов, обладающих проводимостью и вызывающих коррозионные эффекты во влажной среде.
Решение об отмывке печатных плат в каждом конкретном случае принимают технологи и разработчики РЭА с учетом конструктивных особенностей печатных узлов, уровня технологического оснащения предприятия, а также условий эксплуатации РЭА. В большинстве случаев при изготовлении бытовой и промышленной электроники при использовании высококачественной паяльной пасты отмывка флюса не требуется.
В случае необходимости удаления остатков флюса, например, при эксплуатации изделий в жестких климатических условиях и нанесении влагозащиты, печатные узлы могут быть эффективно отмыты от остатков флюсов после пайки с применением специализированных промывочных жидкостей. Большинство паяльных паст крупных производителей не содержат во флюсе сложноудаляемых компонентов и протестированы на стойкость к отмывке производителями промывочных жидкостей.
Водосмываемые флюсы
Паяльные пасты с водосмываемыми флюсами всегда отличаются хорошей смачиваемостью на разнообразных типах финишных покрытий: иммерсионное олово, иммерсионное серебро, никель/золото, палладий, сплав 42, HASL и OSP как при пайке в воздушной, так и в инертной среде. Эти флюсы содержат большое количество активаторов с учетом, что их остатки после оплавления останутся активными, но будут легко удалены в самое короткое время после пайки.
Остатки флюса водосмываемой паяльной пасты рекомендуется удалить в течение 72 часов после пайки. Наилучшее качество отмывки отмечено при отмывке теплой деонизированной водой в струйных системах отмывки. Чем быстрее будет произведена отмывка остатков водосмываемого флюса, тем меньше будет воздействие на паяные соединения и проще подобрать параметры отмывки для полного удаления остатков флюса.
Параметры отмывки подбираются в зависимости от количества остатков флюса и плотности поверхностного монтажа. Если отмывка печатного узла производится более, чем через 72 часа после оплавления, или печатный узел хранился в помещении с повышенной относительной влажностью воздуха, то для получения хороших результатов отмывки рекомендуется использовать специальные промывочные жидкости для удаления остатков флюса. Отмывка водосмываемой паяльной пасты специализированными промывочными жидкостями позволяет получать стабильно качественные результаты.
Применение паяльных паст
Подготовка паяльной пасты к применению
В начале работы с паяльной пастой желательно промаркировать упаковку этикеткой, в которой будут фиксироваться все этапы работы с ней. Рекомендуется фиксировать дату вскрытия упаковки, дату и время начала работы с паяльной пастой, время работы паяльной пасты и время окончания работы с материалом. Подобная система позволит быстро ориентироваться среди объемов паяльной пасты, хранящейся на предприятии, и без проведения тестов определять пригодность материала.
Так как паяльную пасту рекомендуется хранить при температуре +5 оС для хранения используются бытовые и промышленные холодильники. Не рекомендуется хранить паяльную пасту в холодильнике вместе с пищевыми продуктами.
Не позднее, чем за два часа (лучше 4-6 часов) до начала использования, необходимо вынуть пасту из холодильника и выдержать при комнатной температуре до полной стабилизации. Категорически не допускается дополнительный подогрев пасты нагревательными приборами. Не открывайте холодную банку пасты для трафаретной печати, это может вызвать конденсацию влаги и ухудшение параметров паяльной пасты.
После выдержки паяльной пасты при комнатной температуре тщательно перемешайте пасту в банке шпателем в течение 3-5мин до достижения равномерной консистенции. Если есть возможность использовать автоматические системы перемешивания пасты, то предварительный прогрев не требуется. Перемешивание паяльной пасты в подобной системе в течение 15 минут полностью подготавливает материал к применению.
Паяльная паста полностью готова к применению и не требует применения дополнительных разбавителей. Достаньте необходимое для работы количество паяльной пасты, затем плотно закройте вставку и крышку банки. Паяльная паста в SEMCO-картриджах для применения в автоматах трафаретной печати и в шприцах для дозирования не требует дополнительного перемешивания перед началом использования. Если оставшаяся в банке паста не будет использована в течение 12 часов, ее следует снова поместить в холодильник.
Паяльная паста для трафаретной печати, которая не была использована в течение рабочей смены, не должна смешиваться со свежей. Остатки пасты рекомендуется складывать в отдельную тару и использовать в начале следующей смены, добавив в них более 50 % свежей паяльной пасты (не позднее, чем через 12 часов). Не рекомендуется использовать пасту, которая находилась на трафарете в течение всей рабочей смены без работы, ее можно смешать со свежей и, хорошо перемешав, использовать в начале следующей смены. Если устройство трафаретной печати не использовалось в течение четырех часов, рекомендуется произвести очистку трафарета от остатков паяльной пасты перед продолжением работы.
Параметры окружающей среды
Паяльные пасты должны использоваться при температуре окружающей среды в пределах от +20° до +30 °С и относительной влажности 20 – 90 %. Но для каждого материала есть свои рекомендованные производителем рабочие диапазоны условий внешней среды.
Повешенная температура и влажность приводят к уменьшению срока жизни на трафарете и уменьшению вязкости паяльной пасты, что влечет увеличение количества дефектов.
Средний срок жизни паяльной пасты на трафарете: 8-12 часов при относительной влажности 20-70 % и температуре в помещении 22-28 °C.
Меры безопасности при работе с паяльной пастой
Вредные составляющие в паяльной пасте:
| Канифоль и искусственные смолы, растворители, активаторы | Могут стать причиной раздражения при контакте с кожей и вдыхании паров |
| Свинец в порошкообразном припое | Высокая концентрация паров свинца может вызывать слабость, тошноту, судороги |
При работе с паяльными пастами рекомендуется:
- Содержать рабочее место в чистоте.
- Применять вытяжную вентиляцию для удаления паров флюса из зоны пайки.
- Использовать нитрильные перчатки для защиты рук.
- Использовать защитные очки или маски для защиты глаз от воздействия паров флюса при пайке.
Категорически не рекомендуется хранить паяльную пасту в холодильнике вместе с продуктами, так как паста может содержать свинец.
Хранение и транспортировка
Хранить паяльную пасту, если она не будет использована в ближайшее время, рекомендуется в холодильнике при температуре +5 °C, при этом срок хранения указан на каждой упаковки в виде даты производства и даты окончания срока годности. Хранение паяльной пасты выше температуры +5 оС приведет к значительному сокращению срока годности. Но некоторые пасты можно хранить при температуре до 10 оС.
При этом следует плотно закрывать вскрытые банки с пастой для уменьшения контакта с воздухом, а шприцы и SEMCO-картриджи хранить в вертикальном положении носиком в низ. При транспортировке следует придерживаться рекомендуемых режимов хранения. Необходимо избегать прямого теплового воздействия или замораживания упаковок с паяльной пастой.
Все упаковки рекомендуется маркировать: указывать дату поступления, дату вскрытия – начала работы и прописать все действия, которые производились с паяльной пастой, – это поможет избежать путаницы и ошибок.
Нанесения паяльных паст
Наибольшее распространение получили два метода нанесения паяльной пасты: дозирование и трафаретная печать.
Чаще всего паяльная паста наносится методом трафаретной печати, позволяющим сформировать отпечатки пасты на всех контактных площадках печатной платы за один рабочий ход. Однако изготовление трафарета экономически не оправдано при малых партиях изделий. В таких случаях дозирование представляет особый интерес. Обыкновенно паяльные пасты для дозирования содержат большее количество флюса 10-15 % для более удобного нанесения дозированием и упаковываются в шприцы. Сейчас наиболее распространен тип шприца, разработанный компанией EFD.
Метод трафаретной печати является более предпочтительным в серийном и крупносерийном производствах, так как обеспечивает высокую производительность и повторяемость процесса.
Паяльная паста для трафаретной печати зачастую упаковывается в типовые банки с одинаковыми размерами, хотя многие производители разрабатывают и используют свои оригинальные банки. Например, компания Indium на базе своих исследований разработала и использует свою банку оригинальных размеров, что позволяет пасте быстрее прогреваться до комнатной температуры, в ней пасту удобнее перемешивать, и она лучше сохраняется.
Для трафаретной печати следует использовать пасту с содержанием припоя 89-91 % по весу (см. рис. 3).
Рис. 3. Процентное соотношение припоя и флюса в составе паяльной пасты
Нанесение паяльной пасты методом дозирования
Главным недостатком дозирования является большое время цикла, зависящее от типа и количества компонентов. Но это не критично при малых партиях изделий.
Область применения дозирования паяльной пасты с применением автоматических дозаторов:
- многономенклатурное мелкосерийное производство;
- выборочное нанесение паяльной пасты (дополнительные точки);
- нанесение паяльной пасты в отверстия для монтажа выводных компонентов.
С помощью автоматических дозаторов можно наносить пасту для компонентов с шагом выводов до 0,65 мм (стандарт J-STD-001). При дозировании пасты диаметр иглы выбирается в зависимости от размера частиц пасты. Диаметр иглы должен в 7-10 раз превышать средний размер частиц пасты. В противном случае дозирующая игла может быть закупорена через несколько секунд после начала дозирования. Необходимо также учесть, что при дозировании пасты производительность автомата резко снижается, т.к. для формирования дозы пасты требуется значительно большее время, чем для клея.
Основные характеристики доз пасты таковы: масса, форма, положение относительно контактной площадки. Данные характеристики зависят от параметров автомата и пасты. Для дозирования это следующие требования:
- По отношению к количеству пасты: чтобы паяное соединение содержало достаточное количество припоя, масса дозы пасты должна составлять от 0,22 мг (для микросхем с шагом выводов 0,65 мм) до 1,16 мг (для SOT-223). Разброс массы доз должен лежать в пределах 25 %.
- По отношению к форме доз: в целях минимизации количества паяльной пасты, попадающей за пределы контактной площадки, отношение массы дозы к ее диаметру должно быть около 0,5 мг/мм для малых доз (0,2-0,35 мг) и около 1 мг/мм для крупных доз (0,35-1,1 мг).
- По отношению к положению: хотя бы половина дозы должна находиться на контактной площадке.
- Дозы наносятся по центру контактных площадок за исключением микросхем с шагом выводов 0,65 мм, на контактные площадки под которые паста дозируется в шахматном порядке. Если на контактные площадки под микросхему наносится по одной дозе, ее следует располагать под пяткой вывода, что позволяет получить наиболее качественные паяные соединения.
- Дозы предпочтительно наносить вдоль контактных площадок, чтобы ограничитель упирался в контактную площадку. Когда ограничитель не касается контактной площадки, а упирается в ПП в месте отсутствия площадки, дозы будут незначительно больше.
Рис.4. Примеры дозирования пасты
Параметры дозирования
При ручном нанесении для обеспечения зазора между иглой и контактной площадкой рекомендуется размещать иглу дозатора под углом 30° — 60° к плоскости печатной платы, подъем иглы после нанесения дозы пасты следует осуществлять строго вертикально.
В случае применения автоматов дозирования величина зазора между кончиком иглы и поверхностью печатной платы должна быть близка 1,5 внутренним диаметрам иглы.
Объем наносимой дозы паяльной пасты зависит от внутреннего диаметра иглы, величины прилагаемого давления и длительности импульса давления. Внутренний диаметр иглы выбирается в зависимости от размеров частиц припоя пасты (не менее 10 максимальных диаметров частиц припоя) и размеров контактных площадок в пределах от 0,25 до 2 мм.
Для нанесения пасты методом дозирования с применением пневматических ручных или автоматических дозаторов рекомендуется устанавливать давление в пределах 3-6 бар. Корректировку давления рекомендуется осуществлять с шагом 0,25–0,5 бар. Длительность импульса давления подбирается опытным путем, обычно для нанесения точечной дозы достаточно 0,5 сек.
Температура влияет на объем и форму дозы паяльной пасты. Работу рекомендуется начинать с 25 °С. Нагрев пасты в процессе работы приводит к уменьшению вязкости и увеличению дозы паяльной пасты.
Нанесение паяльной пасты методом трафаретной печати
Нанесение пасты методом трафаретной печати позволяет получить повторяемые регулируемые по дозе (толщина трафарета) отпечатки паяльной пасты. Этот метод наиболее пригоден для автоматизации процесса поверхностного монтажа при серийном и массовом производстве электроники.
Реология паст довольно сложна. Паяльные пасты – не ньютоновские жидкости с высокой тиксотропностью, вязкость которых зависит от коэффициента сдвига. Вязкость пасты выше при меньшем коэффициенте сдвига и ниже – при большем. Чем меньше вязкость, тем больше паста напоминает жидкость. Паяльная паста должна легко проникать через отверстия трафарета и перемещаться по его поверхности, но отпечатки на печатной плате должны сохранять форму.
Основные технологические параметры процесса трафаретной печати:
- усилие прижима ракеля к трафарету;
- скорость движения ракеля;
- зазор между трафаретами.
Что такое СМД и основные принципы
Применение флюса для пайки СМД компонентов имеет свои особенности, которые позволяют улучшить соединение поверхности микросхем и плат. Общая рекомендация по применению флюса для пайки SMD эффективны к чип-резисторам, а также SOIC, LQFP, QFN и другие. Нанесение тончайшего слоя материала позволяет осуществлять производственную пайку без ущерба качества. Кстати, дословно с английского значение паста для пайки SMD, переводится как «использование компонентов для поверхностной пайки»(Surface Mounted Devices). Как видно из рабочего названия пасты, она позволяет обеспечить достаточную монтажную плотность соединения по сравнению с обычными технологиями.
Процесс пайки SMD компонента
Большинство умельцев ошибочно считает, что использование СМД-компонентов непрактично в домашних условиях. Большинство мастеров считает, что только ТН-технология может понадобиться в домашних условиях, хотя главная проблема, это выбор правильного диаметра жала паяльника. Неопытные мастера действительно не знают тонкостей применения пайки SMD паяльной пастой, так как результатом работы является «заляпывание» оловом СМД – контактов печатной платы. Чтобы избежать типичных ошибок, следует учитывать некоторые параметры: капиллярный эффект, который должен иметь тонкую структуру строения, а также поверхностное натяжение и правильное смачивание обрабатываемой поверхности. Игнорирование поставленных задач не сможет в полной мере ответить на трудный вопрос, какой флюс лучше для пайки SMD в домашних или промышленных масштабах.
Качественный контакт с ножками микросхемы платы с SMD компонентами происходит по одной простой причине, эффект начинает оказывать сила общего действия натяжения, которая формирует отдельные независимые капли образования на поверхности платы олова.»
Как видно из общего описания, действия мастера сведены к минимуму и флюс для пайки SMD компонентов осуществляет только разогрев ножек применяемых частей микродеталей. Помните, при работе с очень мелкими компонентами и деталями может произойти схватывание (непредвиденное соединение) технологических элементов к жалу работающего горячего паяльника, что негативно сказывается на дальнейшей работе микросхемы.
Применение растворов
Для более легких металлов применяют раствор буры. Работать с жидким флюсом гораздо проще, достаточно просто окунуть в него деталь и начинать пайку. Подобным способом паяют ювелирные изделия, контакты, провода, другие мелкие детали.
Иногда присутствия только буры в составе флюса недостаточно. В таких случаях для пайки применяют смеси. Распространенная добавка, помогающая справиться с задачей, – борная кислота.
Обычно кислоту и буру берут в равных частях. Иногда применяют фториды цинка, хлориды калия, соли других щелочных металлов. Порошки тщательно растирают пестиком в фарфоровой ступке. Можно брать ступку из другого материала, главное, чтобы он не поглощал смесь буры.
При любой пайке сначала проводят зачистку концов деталей. Делать это можно наждачной бумагой, жесткой щеткой или надфилем. Затем насыпают тонкий слой порошка.
Раствор можно наносить кисточкой или простым окунанием детали. Затем рабочую зону равномерно прогревают, не достигая плавления деталей, проводят пайку с требуемым припоем. Он должен хорошо растечься в месте соединения тонким слоем.
Процесс легко выполним в домашних условиях. На производстве для постоянной работы удобна паяльная станция. Существует несколько видов установок с различной комплектацией.
Они производятся в нашей стране и заграницей. Всегда можно подобрать модель, подходящую по набору функций и стоимости.
Особенности технологии в заводских условиях
Для промышленного производства паста для пайки SMD компонентов адаптирована под групповую систему, где задействована электронная система нанесения флюса по поверхности микросхемы. На поверхности контактных рабочих площадках используют тонкую технологию нанесения при помощи шелкографии. Таким образом, по своей технологии и консистенции материал чем-то напоминает нам привычную зубную пасту. Субстанция включает в себя припой порошка, а также компоненты флюса. Вся субстанция перемешивается и конвейерным способом наносится на поверхность микросхемы.
Внешний вид пасты для СМД
Автоматизированная система аккуратно переворачивает платы, которые необходимо запаять, далее микросхемы перемещаются в температурный шкаф, где происходить растекание массы с последующим припоем. В печи, под воздействие требуемой температуры происходит условное обтекание технологических контактных ножек SMD компонентов, и в итоге получается довольно прочное соединение. После температурного шкафа микросхему снова перемещают в естественную среду, где происходит остывание.
Можно ли самостоятельно паять пастой SMD?
Теоретически да, но практически нужен довольно большой опыт для проведения данной технологической операции. Для работы нам понадобятся следующие инструменты и препараты:
Флюс всегда должен быть в жидком состоянии, таким образом, вы полностью обеззараживаете поверхность микросхемы. Кроме этого, препарат в процессе работы убирает образование окислов на поверхности платы. Помните, что спиртовой раствор совместно с канифолью не могут обеспечить качество пайки, и их применение допустимо только в том случае, если нет под рукой подходящего состава для пайки.
Выбор паяльника
Для работы требуется подобрать специальный паяльник, который имеет регулировку диапазона нагрева. Для работы с микросхемой подойдёт паяльник, который имеет рабочую температуру нагрева не боле +250…+300 С. Если под рукой нет такого паяльника, допускается использовать устройство с мощностью от 20 до 30 Вт и не более 12-36 Вольт.
Паяльник с напряжением 220 Вольт не сможет обеспечить качество пайки, где очень трудно регулировать требуемую температуру нагрева флюса.
Паяльник для пайки СМД компонентов
Не советуем применять паяльник с жалом типа «конус», это приведёт к повреждению обрабатываемой поверхности. Самым оптимальным жалом является тип «микроволна». Паяльник с напряжением 220 Вольт не только быстро нагревается, но и приводит к тому, что в процессе пайки происходит улетучивание компонентов. Для эффективной работы паяльника, рекомендуем использовать тончайшую проволочку для обеспечения взаимодействия жала, флюса и припоя.
Но, для микросхемы процедура пайки немного отличается от вышеприведённой:
В некоторых случаях допускается использовать для пайки специальный паяльный фен, но для этого необходимо создать подобающие рабочие условия. Помните, что фен допускается разогревать только до температуры +250 С, не более (в редких случаях до +300 С).
Источник
Паяльная паста и ее свойства
Первоначально подобные составы применялись только в SMT-технологиях. Сейчас их область использования увеличивалась. В состав паяльной пасты для SMD входят следующие ингредиенты:
Добиться качественной пайки можно только в той ситуации, если были соблюдены все условия и срок хранения паяльной массы. У большей части ингредиентов подобных составов срок годности не более полугода. Хранить их нужно при температуре +2…+10°C. В помещении не должно быть слишком холодно или жарко. Уровень влажности воздуха при этом не должен превышать 80%. Перед применением состава его нужно разогреть до комнатной температуры и лишь после этого открывать банку или извлекать субстанцию из шприца. В некоторых случаях на прогрев уходит около 5-6 часов.
Также необходимо учитывать, что со временем паяльная смесь утрачивает свои свойства. Подбирать материалы для пайки оловом или иными материалами нужно с учетом следующих требований:
Кроме того, материалы для паяльной пасты должны легко дозироваться и подходить для трафаретной печати.
Состав и свойства
Точное происхождение исторически сложившегося, тривиального названия окончательно не выяснено. Согласно химической номенклатуре бура – кристаллогидрат натриевой соли тетраборной кислоты.
Если в состав входит 10 молекул воды, то вещество называется декагидрат тетрабората натрия. Существуют виды кристаллогидрата с пятью молекулами воды.
Они называются пентагидратами тетрабората натрия. Строго говоря, состав буры представляет собой соль, окруженную гидратной оболочкой из 10 диполей воды.
При 64 ℃ декагидрат расплавляется, постепенно теряет воду. Полное обезвоживание буры происходит при 380°. Образующийся тетраборат стойко выдерживает нагревание до 742° и только потом расплавляется.
Такое поэтапное плавление буры несколько смущает обычных потребителей, привыкших к тому, что вещество плавится строго при одном значении температуры. Специфика объясняется присутствием молекул воды в кристаллогидрате. Эта особенность упрощает применение буры при пайке.
Качество вещества нормировано государственным стандартом. Существует две марки сырья, представляющего собой техническую буру:
- марка А – это 99,5%-ный декагидрат соли. Остальные 0,5% состоят из карбонатов, сульфатов, мизерного количества соединений свинца и мышьяка;
- марка Б — 94%-ный декагидрат, содержание примесей в котором составляет 6%.
Обе марки не очень устойчивы. Срок хранения технической буры не должен превышать полгода. В качестве флюса рекомендуют применять буру марки Б. Она полностью соответствует требованиям пайки, стоит дешевле, чем сырье марки А.
Важные технические характеристики
Выбирать паяльную массу нужно с учетом ее физико-химических свойств. Эти характеристики находятся в прямой зависимости от ингредиентов состава. Такими свойствами являются:
Кроме того, пасты безотмывочного типа не провоцируют образование коррозии, а водосмывные — могут приводить к таким проблемам на участке пайки, так как в их составе присутствует ряд органических веществ.
Изготовление в домашних условиях
Иногда готовой паяльной массы не оказывается в наличии, поэтому полезно узнать о способах ее изготовления. Для этой цели необходимо подготовить паяльный жир и прутик припоя из свинца и олова. При отсутствии первого материала его можно заменить вазелином ЛТИ-120.
Припой необходимо размельчить с помощью надфиля или специальной насадкой для дрели. Готовая крошка должна состоять из мелких частичек. Она убирается в емкость, в которую добавляется вазелин в соотношении 1:1 и небольшое количество флюса.
Все компоненты самодельной пасты тщательно перемешиваются и разогреваются на водяной бане. Готовый состав можно хранить в крупном шприце. С помощью него пастообразная субстанция и будет наноситься на платы.
Преимущества применения
Паяльные пасты используются не только в быту, но и в промышленности. Такое обширное распространение этого материала объясняется следующими его преимуществами:
Если нет возможности или желания самостоятельно изготавливать смесь, можно приобрести готовый вариант. Но нужно запомнить, что качественная паяльная паста стоит около 10 американских долларов за 50 г. Более дешевые варианты обладают низким качеством и могут не только не обеспечить достаточной надежности фиксации, но и привести к дополнительным проблемам при последующем использовании электронного изделия. Чтобы избежать проблем, покупать такие материалы лучше в сертифицированных магазинах или непосредственно у производителей.
Источник
Паяльная паста для smd какая лучше с припоем
Михаил Нижник
, генеральный директор, ООО «Группа МЕТТАТРОН»
Автор обобщает сведения о свойствах и поведении паяльных паст при пайке, опираясь на обширный опыт работы с паяльными пастами . Статья будет интересна технологу, работающему на линии поверхностного монтажа.
Виды паяльных паст
Пасты классифицируются по типу флюсов (см. рис. 1).
«Водорастворимую» паяльную пасту (остатки флюса после пайки растворяются водой), требующую обязательной отмывки из-за содержания активного флюса (см. таблицу 1), отмывают последовательно обычной, дистиллированной и деионизированной водой, причем на каждом этапе применяют струйную отмывку или ультразвук. Для «водорастворимых» паст, не требующих обязательной отмывки, процесс ограничивается дистиллированной водой.
Рис. 1. Классификация паяльных паст
Таблица 1. Классификация флюсов
| Активность флюса (% содержание галогенов) | Канифольные Rosin (RO) | Синтетические Resin (RE) | Органические Organic (OR) | Необходимость отмывки |
| Низкая (0%) | ROL0 | REL0 | ORL0 | Нет |
| Низкая ( 2,0%) | Обязательно |
С пастами, требующими отмывки специальными жидкостями, ситуация иная. Вне зависимости от наличия в составе галогенов, такие пасты основаны на канифольных флюсах, поэтому для их отмывки после пайки рекомендуется применять растворитель типа HCFC и омыляющий реагент. Потом отмывочные жидкости, в свою очередь, отмываются дистиллированной, а затем деионизированной водой.
Вместе с тем, многие паяльные пасты, не содержащие галогенов, отмываются трудно и оставляют на поверхности плат белесый остаток флюса. При этом стойкость к осадке считается важнее отмываемости.
Большинство паяльных паст, не требующих отмывки, освобождают производство от этого технологического процесса. Флюсы таких паст защищают паяное соединение от коррозии подобно лаку. Сосредоточимся на пастах, не требующих отмывки: они наиболее технологичны.
Рис. 2. Состав паяльных паст
Часто говорят: безотмывочные пасты не должны содержать галогенов. Надо четко уяснить, что если в документации на пасту указано «Требует отмывки», то мыть надо обязательно, а если такой маркировки нет, то вопрос решается исходя из дополнительных требований к изделию: внешний вид, нанесение лака.
В Японии, например, галогенсодержащие пасты (0,2%) в процессах без отмывки после пайки гораздо популярнее безгалогенных. Галогенсодержащие паяльные пасты сравнительно более технологичны, например, по паяемости, но часто уступают безгалогенным пастам по надежности, что проявляется в снижении сопротивления изоляции готового монтажа. Это объясняется более высокой химической активностью остатков флюса. Таким образом, паяемость и надежность, в большинстве случаев, — взаимоисключающие факторы.
Рис. 3. Основные характеристики, учитываемые при разработке или выборе паяльных паст
В идеале, для пайки без отмывки нужна паста без галогенов, но с паяемостью, как у галогенсодержащей пасты.
Трудность заключается в повышении химической активности безгалогенных безотмывочных паст. В большинстве таких паст в качестве активатора вместо галогенсодержащих соединений используются органические кислоты, причем чем меньше молекулярный вес кислоты, тем больше способность активации. Поскольку активирующее действие органических кислот гораздо слабее, чем у галогенсодержащих компонентов, стараются ввести в систему флюса пару десятков относительно активных органических кислот.
Вместе с тем такие высокоактивные органические кислоты поглощают влагу. Это чревато: оставшаяся в остатках флюса на поверхности подложки кислота при взаимодействии с водой ионизируется, что уменьшает поверхностное сопротивление изоляции и ведет к электромиграции.
В системах активации в паяльных пастах (здесь автор опирается на технические данные по пастам ) используются менее гигроскопичные органические кислоты и специально разработанный безионный активатор. Эта специальная система не диссоциирует на ионы, ее электрические свойства стабильны, а активирующая способность не уступает галогенам. Благодаря высокой температуре активации, безионный активатор в сочетании с тщательно подобранными органическими кислотами делает активацию на стадии оплавления более длительной. В результате паяемость улучшается не в ущерб надежности.
Вот примеры популярных типов паст:
Состав паяльных паст
Паяльные пасты состоят из припоя и флюса (см. рис. 2). При выборе комплекса припой + флюс для паяльной пасты учитывают характеристики, приведенные на рис. 3.
Для производства порошка припоя используют методы газового и центробежного распыления. Особенности метода газового распыления:
— получение частиц малого размера;
— легкость управления процессом образования окисной пленки на поверхности частиц;
— низкий уровень окисления частиц припоя.
Полученные частицы порошка припоя имеют размеры 1–100 мкм. На распределение размеров частиц припоя и их диаметр влияет скорость подачи припоя, скорость вращения шпинделя и содержание кислорода.
Рис. 4. Получение порошка припоя газовым распылением
Порошок получают в емкости высотой около 5 м и диаметром 3 м, которая заполнена азотом и кислородом очень малой плотности (см. рис. 4). Слитки припоя плавят в тигле, расположенном в верхней части резервуара. Расплавленный припой капает вниз на шпиндель, вращающийся с большой скоростью. Когда капли припоя попадают на шпиндель, происходит разбрызгивание припоя в направлении стенок резервуара, при этом припой приобретает сферическую форму и затвердевает до того, как эти частицы достигнут стенки резервуара.
Рис. 5. Степень окисления частиц припоя в зависимости от их размера
Затем порошковый припой попадает на сортировочное сито, где лучше всего использовать метод двойной сортировки порошка припоя. На первой стадии порошок сортируют струей азота от воздуходувки. При этом отсеиваются частицы с размерами меньше нужного. Затем порошок идет на сито, где задерживаются частицы с размерами, превышающими заданные величины.
Паяльные пасты с размером частиц 20–38 мкм применяются при монтаже печатных плат с шагом апертур трафарета до 0,4 мм, а с размером 20–50 мкм — для шага от 0,5 мм.
На качество порошков влияют два фактора.
Распределение размера частиц влияет на реологию паяльных паст, печать, растекаемость, характер отделения от трафарета и показатели осадки паст. Минимальный размер апертур трафарета зависит от минимального размера контактных площадок на печатной плате, при этом максимальный размер апертуры меньше или равен размеру контактной площадки. Нужный размер частиц подбирайте из расчета, что в самую маленькую апертуру трафарета должно гарантированно уместиться не менее 5 частиц припоя, как показано на рис. 12.
Второй компонент паяльной пасты — это флюс. Роль флюса в паяльных пастах та же, что и при пайке «волной припоя», или селективной пайке. Флюс должен:
— удалить оксидную пленку и предотвратить повторное окисление в процессе пайки. Металлические поверхности в условиях высоких температур при оплавлении быстро окисляются. Твердые компоненты флюса при этих температурах размягчаются и переходят в жидкое состояние, покрывая и защищая спаиваемые поверхности от повторного окисления. Флюс восстанавливает металл и удаляет оксидную пленку с поверхности контактов электронных компонентов, финишного покрытия печатной платы и поверхности порошка припоя;
— удалить загрязнения. Впрочем, флюс не справится с большим количеством пото-жировых отпечатков, поэтому лучше плату брать в руки в перчатках;
— обеспечить стабильность вязкости пасты, требующуюся при печати и оплавлении.
Основные флюсующие компоненты и их роль указаны в таблице 3.
Таблица 3. Основные флюсующие компоненты и их роль
| Группа | Вещества | На что влияют | Пояснение |
| Активаторы | Аминхлоргидрат. Органические кислоты и т.д. | Активирующая способность (паяемость). Надежность (поверхностное сопротивление остатков флюса, уровень электромиграции и коррозии). Срок хранения. | Именно эти компоненты в основном обеспечивают эффективное удаление окислов. Активаторы не только размягчают и переводят в жидкую форму древесные смолы, они также смачивают поверхность металла и реагируют с окислами. |
| Канифоли | Древесная канифоль. Гидрированная канифоль. Диспропорционированная канифоль. Полимеризующаяся канифоль. Канифоль, денатурированная фенолом. Канифоль, денатурированная эфиром. | Печать. Паяемость. Стойкость к осадке. Клейкость. Цвет остатков флюса. Контролепригодность. | Эти виды канифоли размягчаются на стадии предварительного нагрева (температура размягчения 80–130°С) и растекаются по поверхности частиц припоя и по подложке. обычно использует натуральные древесные канифоли. В зависимости от вида обработки они имеют различный цвет (чаще всего желтый или желто-оранжевый), активирующую способность и температуру размягчения. Для управления технологическими свойствами (осадкостойкостью, клейкостью и т. д.), а также свойствами остатка (его цветом, пластичностью, способностью обеспечивать тестируемость схемы) обычно в состав флюса входит не менее 2–3 различных видов канифоли. |
| Тиксотропные материалы | Пчелиный воск. Гидрированное касторовое масло. Алифатические амиды. | Четкость печати. Вязкость. Тиксотропность. Стойкость к осадке. Запах. Отмываемость. | Эти компоненты позволяют обеспечить стойкость пасты к напряжениям сдвига, возникающим в процессе печати и установки компонентов на плату, и восстанавливают вязкость пасты после нанесения ее на подложку. Дополнительные компоненты обеспечивают легкое отделение пасты от трафарета, что улучшает качество печати. |
Рассмотрим теперь факторы, влияющие на качество печати.
Рис. 6. Факторы, влияющие на качество печати
Технологии пайки нового поколения
Широкое распространение бессвинцовых паяльных паст, а также расширение типов корпусов компонентов (начиная с больших BGA-корпусов и заканчивая компонентами типа fine-pitch), приводит к необходимости разработки новых паяльных печей для обеспечения большей управляемости процессом теплопередачи.
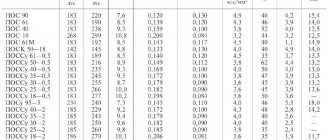
В таблицах 1 и 2 приведены характеристики типичных бессвинцовых паяльных паст. Из таблицы 1, в которой приведены характеристики основных паяльных паст (исключая содержащие висмут), видно, что бессвинцовые паяльные пасты имеют бoльшую температуру плавления, чем общепринятые припои Sn/Pb. Из параметров оплавления пасты на меди (таблица 2) видно, что, кроме того, бессвинцовые паяльные пасты не смачивают поверхность так же хорошо, как припой Sn63/Pb37, который растекается тонким и широким слоем. Дополнительные тесты показали, что, в то время как припои Sn63/Pb37 имеют растекаемость 93%, у бессвинцовых паст этот параметр варьируется от 73 до 77%. Таблица 1. Типичные характеристики бессвинцовых припоев
| Сплав | Температура плавления,°C | Предел текучести | Смачивание | Термостойкость |
| Sn/3.5Ag | 216 –221 | Отлично | Отлично | Отлично |
| Sn/3.5Ag/0.7Cu | эвтектический | |||
| Sn/5.8Bi | 139 –200 | Хорошо | Хорошо | Отлично |
| Sn/0.7Cu | 227 | Хорошо | ? | ? |
| Sn/9.0Zn | 190 –199 | Отлично | Хорошо | Отлично |
| Sn/8.0Zn/3.0Bi | эвтектический |
Таблица 2. Параметры смачивания по меди*
| Припой | Темп.,°С | Краевой угол | Время (с) |
| 63Sn/37Cu | 260 | 17 | 3,8 |
| 96.5Sn/3.5Ag | 260 | 36 | 2 |
| 95Sn/5Sb | 280 | 43 | 3,3 |
| 42Sn/58Bi | 195 | 43 | 9,3 |
| 501Sn/50In | 215 | 63 | 14,2 |
*По материалам «IPC works 99 », «Lead free solders», dr.J Hwang Паяльные пасты состава Sn63/Pb37 имеют температуру плавления 183 °, при этом пиковая температура выводов небольших компонентов достигает 240 °, а температура выводов больших компонентов — 210 °. Однако эта разница в 30 ° между большими и малыми компонентами не влияет на характеристики паяных соединений. Это связано с тем, что паяные соединения формируются при температуре припоя на 27 –57 ° выше температуры плавления. И так как текучесть металлов увеличивается при больших температурах, эти условия благоприятны для производства.
У бессвинцовых припоев,однако,точка плавления, например, Sn/Ag достигает 216 –221 °. Это приводит к тому,что выводы больших компонентов должны быть нагреты до температуры выше 230 °, чтобы гарантировать плавление. Если при этом пиковая температура выводов малых компонентов не должна превышать 240 °, то разница между большими и малыми компонентами уменьшается до 10 °. Это также резко уменьшает разницу между точкой плавления припоя и пиковой температурой пайки в печи (рис.1). Таким образом, в печи должна быть снижена разность пиковой температуры между большими и малыми компонентами и должен поддерживаться стабильный температурный профиль по поверхности печатной платы для обеспечения высоких производственных характеристик.
Рис. 1. Рабочий диапазон для Sn/Pb (слева) и бессвинцовой паяльных паст. Для обеспечения стабильного профиля оплавления необходимо уменьшить разность пиковых температур для больших и малых компонентов
Поддержание пиковой температуры
Необходимо учитывать теплоемкость и теплопроводность нагреваемых элементов. Это особенно важно для корпусов BGA (и печатных плат), которые нагреваются первыми. Тепло затем передается контактным площадкам и сферическим BGA-выводам для формирования паяных соединений. Например, воздух температурой 230 ° нагревает поверхность корпуса быстрее, и даже при значительной скорости обдува контактные площадки и BGA-выводы будут нагреваться ощутимо дольше, чем обычно. Таким образом, во избежание теплового шока монтируемые детали не должны перегреваться в зоне плавления, а контактные площадки и плавкие выводы BGA должны быть нагреты до температуры, достаточной для формирования паяного соединения.
Системы паяльных печей
Два самых простых метода нагревания для пайки — это воздушная конвекция и инфракрасный нагрев. При использовании воздуха в качестве средства для передачи тепла конвекция идеальна для нагревания компонентов, которые «выступают » из платы, таких, как выводы и маленькие детали. Однако при этом образуется пограничный слой между горячим воздухом и платой, который делает подачу тепла последней неэффективной (рис.2).
Рис. 2. Структура пограничного слоя, который формируется в процессе передачи тепла путем конвекции, и снижает эффективность процесса
При ИК-нагреве инфракрасные нагреватели передают энергию путем электромагнитного излучения, которое будет равномерно нагревать компоненты при правильном управлении. Однако при отсутствии правильного управления может произойти перегрев платы и компонентов. ИК-излучатели, такие, как лампы и нагревательные стойки, имеют ограниченную площадь, при этом зона наибольшего нагрева находится непосредственно под нагревателем. По этой причине ИК-нагреватели должны быть больше, чем целевая ПП, чтобы обеспечить равномерную теплопередачу и предотвратить остывание ПП.
Из трех механизмов теплопередачи — теплопроводность, излучение и конвекция — только два последних поддаются управлению. Теплопередача путем излучения является эффективным и мощным механизмом, что показывает следующая формула: T(K)e = bT 4,
где тепловая энергия излучения — e — пропорциональна четвертой степени абсолютной температуры, b — постоянная Стефана —Больцмана. Таким образом,требуется прецизионное управление температурой, из-за того, что мощность ИК-нагрева очень чувствительна к температуре нагревателя. В то же время конвекционный механизм не является столь мощным, но обеспечивает качественный равномерный нагрев в печи.
ИК + принудительное конвекционное нагревание
Наиболее передовые современные печи используют достоинства обоих методов нагрева. Разница пиковых температур между компонентами может поддерживаться в пределах 8 °С, точность стабилизации температуры при массовом производстве может составлять 1 °С.
Основным принципом совмещения ИК-излучения и принудительного конвекционного нагрева является использование излучения в качестве основного источника нагрева для оптимальной передачи тепла и использование свойств равномерного нагрева при конвекции для уменьшения разницы температур между компонентами и печатной платой. Конвекция служит для нагрева компонентов с большой теплоемкостью, и одновременного охлаждения компонентов с небольшой теплоемкостью. На рис.3 кривая 1 описывает нагрев компонента с большой теплоемкостью, а кривая 2 — компонента с небольшой теплоемкостью. Несоразмерность наблюдается только тогда,когда используется только один источник нагрева (ИК-излучение или конвекция). Сплошная кривая показывает результат нагрева одним ИК-излучателем. Кривая, изображенная прерывистой линией, описывает нагрев, элементов при использовании и ИК-нагрева и принудительной конвекции. Добавление конвекции приводит к нагреву компонентов с температурой меньше заданной и к охлаждению компонентов, нагретых до температуры выше температуры горячего воздуха. Следующим достоинством усовершенствованных паяльных печей является более эффективная передача тепла к поверхности ПП. На рис.4 показана разница между характеристиками теплопередачи для «обдувной » и принудительной конвекции. Современная технология позволяет повысить эффективность теплопередачи к ПП и компонентам в три раза.
Рис. 3. Кривая нагрева. Указанное несоответствие нагрева проявляется при использовании одного источника тепла (ИК или конвекции)
Рис. 4. Сравнение обычной и принудительной конвекции
Кроме того, в современных паяльных печах, в отличие от старых моделей, применяются ИК-нагреватели панельного типа. Панельные нагреватели обеспечивают более равномерный нагрев (рис.5).
Рис. 5. Паяльные печи нового поколения используют нагреватели панельного типа, размером больше целевой ПП, для обеспечения равномерного нагрева
Неравномерность нагрева ПП
Были проведены испытания с целью сравнения разницы температур между корпусом QFP140P и ПП, 45-миллиметровым BGA-корпусом и ПП в трех случаях: нагрев исключительно панельным ИК-нагревателем, нагрев только конвекционной системой и комбинированный нагрев (ИК +принудительная конвекция).
Конвекционный нагрев приводит к разности температур в 22 °С между QFP140P и ПП (по истечении 70 секунд после начала предварительного нагревания). С другой стороны, нагрев при помощи комбинированной системы приводит к разности температур в 7 °С. При нагреве 45-миллиметрового BGA-корпуса с применением только конвекционной системы разность температур составляет 9 °С, применение комбинированной системы снижает это значение до 3 °С. К тому же при использовании обычного температурного профиля разность пиковых температур между ПП и 45-миллиметровым BGA-корпусом составляет всего 12 °С. При использовании трапециидального температурного профиля эта разность может быть снижена до 8 °С. При промышленном производстве температурная нестабильность играет большую роль, особенно при использовании бессвинцовых паяльных паст. Испытания показали, что пиковая температура для ПП размером 250 330 1,6 мм на расстоянии в 5 см различается не более чем на 1 °С.
Оптимальный температурный профиль
При использовании бессвинцовых паяльных паст разность температур между компонентами должна быть минимизирована. Одним из методов достижения этой цели является коррекция стандартного температурного профиля. Возможны следующие изменения:
- Увеличение времени предварительного нагрева. При этом значительно уменьшается температурная разность между компонентами перед нагревом до пиковой температуры. В большинстве паяльных печей используется этот метод. Однако из-за слишком быстрого испарения флюса этот метод может привести к плохому смачиванию изза окисления контактных площадок или выводов.
- Увеличение температуры предварительного нагрева. Обычная температура предварительного нагрева составляет 140 –160 °С и может быть повышена до 170 –190 °С при использовании бессвинцовых паяльных паст. Повышение температуры предварительного нагрева приводит к снижению необходимого перепада до пиковой температуры, что приводит к уменьшению разности температур между компонентами. Однако этот метод тоже может привести к испарению флюса.
- Использование трапециидального температурного профиля (увеличение времени нагрева с пиковой температурой). Это позволяет компонентам с большой теплоемкостью достичь требуемой температуры и избежать перегрева небольших компонентов. При использовании этого метода, показанного на рис.6, современные комбинированные паяльные системы позволяют снизить разность температур между 45-миллиметровым BGA-корпусом и корпусом типа small outline (SOP) до 8 °С.
Азотные паяльные печи
При использовании бессвинцовых паяльных паст могут возникнуть трудности со смачиванием из-за того, что их температура плавления обычно высока, а разность между температурой плавления и пиковой температурой не столь велика. К тому же сплавы бессвинцовых паяльных паст обычно обладают худшей растекаемостью. В дополнение к этому бессвинцовые пасты с высокой температурой плавления могут создать проблемы при двухстороннем монтаже. При пайке первой стороны происходит значительное окисление второй стороны при высоких температурах. При температуре выше 200 °С значительно увеличивается толщина слоя оксида, что приводит к плохому смачиванию и ухудшению паяемости со второй стороны. Паяльные пасты на основе Sn/Zn также имеют свои особенности (цинк легко окисляется). При окислении припой не сплавляется с остальными металлами. Соответственно, для обеспечения высокой производительности в бессвинцовом процессе может потребоваться использование азота.
Рис. 6. Трапециидальный профиль нагревания уменьшает отклонения на пиковой температуре и увеличивает растекаемость припоя
Рис. 7. Размещение зондов системы контроля температуры
При использовании комбинированных систем с панельными ИК-нагревателями в качестве основного источника тепла и конвекции в качестве компенсирующего механизма потребление азота может быть снижено более чем в два раза по сравнению со стандартным (максимальное потребление азота для печей шириной 450 мм — 2 л/мин). Таким образом, вместо больших баллонов азота можно использовать встроенный азотный генератор.
Автоматический мониторинг
В дополнение к использованию печей нового поколения требуется точное соблюдение технологических параметров, что приводит к необходимости постоянного мониторинга, так как даже легкое нарушение технологического процесса приводит к появлению бракованных паяных соединений. Наиболее эффективным методом является постоянный контроль температуры в реальном масштабе времени. Система измерения температуры позволяет сборщикам получать и анализировать данные о характере процесса пайки в реальном масштабе времени. Такие системы обычно содержат порядка 30 термопар, смонтированных на двух узких зондах из нержавеющей стали, которые установлены непосредственно над и под конвейером. Данные с термопар считываются каждые 5 секунд и отображаются на дисплее компьютера в виде температурного профиля пайки.
Система контроля температуры обеспечивает построение температурного профиля для каждой платы путем вычисления математической корреляции между профилем, измеренным термопарами, и общей температурой процесса. Такой «виртуальный » профиль вычисляется каждые 30 секунд. Кроме того, вычисляются статистические данные, такие, как пиковая температура.
Система контроля издает звуковой сигнал при нарушениях технологического процесса и отключает конвейер при выходе за критические параметры. Это позволяет пользователю производить постоянную запись температурных профилей для каждой собранной платы, кроме того, система может передавать данные внешней системе статистического контроля. Другим преимуществом системы измерения температурного профиля в реальном масштабе времени является отсутствие необходимости в остановке производства для измерения профиля стандартным «протяжным » измерителем и настройка печи только по необходимости. Исследования показали, что современные печи с принудительной конвекцией могут долгое время эффективно работать без перенастройки. Использование системы контроля профиля в реальном масштабе времени позволяет производить настройку только по необходимости.
Жестко контролируемый процесс позволяет значительно снизить количество дефектов паяных соединений и стоимость связанных с ними ремонтных работ. Фактически использование таких систем становится промышленным стандартом качества.
Оптимизация температурного профиля
Современное программное обеспечение облегчает задачу перехода к бессвинцовому процессу. Одной из таких программ является система прогноза температурного профиля, которая позволяет пользователю рассчитать оптимальный температурный профиль за несколько секунд. Система центрирует профиль в окне технологического процесса, пределы которого задаются пользователем.
Заключение
Применение бессвинцовых паяльных паст значительно сужает окно технологического процесса, особенно из-за требуемой пиковой температуры. Разность температур между компонентами, а также нестабильность температуры должны быть минимизированы для обеспечения высококачественного производства. Для этого необходимо точно контролировать процесс теплопередачи. Комбинированные системы «ИК +принудительная конвекция » обеспечивают выполнение требований бессвинцового процесса. В комплексе с системой прогноза температурного профиля пайки и системой контроля температурного профиля в реальном масштабе времени такая технология обеспечивает минимизацию брака при пайке бессвинцовыми паяльными пастами.