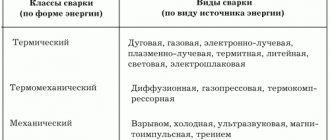
Промышленная пайка чугуна считается трудоёмким и утомительным занятием, что объясняется особенностями структуры выплавляемого материала. Для чугуна характерно наличие в его составе графита, который ограничивает доступ припоя к поверхности.
В связи с этим перед началом паяльных работ этот материал обязательно проходит пескоструйную обработку. По завершении этой процедуры сварка (пайка) чугуна заметно облегчается, поскольку графита на его поверхности практически не остаётся.
При низких температурах
При низкотемпературном методе сплавления чугуна его поверхность подвергается предварительной обработке, для чего используют специальный флюс.
Помимо обработки флюсом может применяться электрохимический метод, состоящий в помещении заготовок чугуна в особые соляные ванны. По завершении этих операций подготавливаемая к пайке поверхность обезжиривается ацетоном.
Для качественного обезжиривания чугуна перед пайкой также может использоваться раствор щелочей или авиационный бензин.
Для обработки подготовленного материала потребуется один из двух инструментов:
специальный паяльник мощность до 1 киловатта (для пайки);- газовая горелка, используемая при сварке чугунных деталей.
В тех случаях, когда в припое присутствуют сложные соли хлора, олова или меди для пайки чугуна рекомендуется применять флюсы, изготовленные на основе хлористого цинка.
Чтобы облегчить процедуру сплавления, можно воспользоваться методом контактного омеднения с использованием медного купороса.
Низкотемпературная пайка
Схема процесса низкотемпературной пайкосварки чугуна чугунным присадочным материалом при исправлении дефектов: а – с продольной разделкой; б – с дефектом типа раковин.
Для низкотемпературной пайки можно подготовить металл путем обработки флюсами. Также может быть применен электрохимический метод с использованием соляных ванн. После такой обработки необходима поверхность, которая будет обрабатываться. Для этого можно использовать ацетон, бензин или растворы щелочей.
Пайка чугуна выполняется паяльником, а сварка – газовой горелкой. Для этого могут использоваться флюсы, изготовленные из хлористого цинка, если в припой добавлены хлористые соли олова и меди. Облегчить пайку можно, если применить метод контактного меднения в растворе медного купороса, также можно применить метод гальванического лужения.
Высокотемпературный режим
Для пайки чугуна в условиях высокой температуры, как правило, применяется латунь или подобные ей присадочные сплавы. Значительно реже применяются те же сплавы, но с добавками серебра или никеля.
При пайке чугуна латунью удаётся получить достаточно прочное соединение с относительно небольшим разогревом.
Чтобы нейтрализовать графит, на поверхности подготавливаемой к пайке детали также можно применять активные флюсы под обозначениями П209 и ПВ285Х.
Помимо того, что в этом случае необходимость в специальной обработке обычно отпадает – чугунная заготовка к тому же приобретает особую жаропрочность, выдерживая разогрев до 900 ℃.
При этом подходе следует избегать применения материалов на медной основе, имеющих значительно более высокую точку плавления. Кроме того, категорически запрещён припой на основе активного фосфора, наличие которого приводит к образованию хрупкого соединения.
Для разогрева чугуна перед сваркой и пайкой используют обычную паяльную лампу или классическую газовую горелку, работающую с образованием нейтрального пламени. С целью повышения прочности швов рекомендуется производить дополнительный их отжиг при 700…750 ℃.
Пайка чугуна
?Главная трудность при пайке чугуна — присутствие в его структуре графита, затрудняющего смачивание поверхности главного металла расплавленным припоем. Для удаления графита обычно применяют пескоструйную обработку с последующим выжиганием графита окислительным пламенем газовой горелки или удаление его электрохимической обработкой в соляной ванне при 450 … 510 °С. При низкотемпературной пайке чугуна оловянно — свинцовыми или другими легкоплавкими припоями паяемые поверхности можно подготовить путем их обработки флюсами ПВ209 или ПВ284Х при 600 … 700 °С или электрохимическим методом в соляной ванне, а потом обезжирить бензином, ацетоном или раствором щелочи. Пайку нужно производить паяльником или газовой горелкой с применением флюсов на основе хлористого цинка. Наиболее просто пайку чугуна осуществляют при использовании флюсов на основе хлористого цинка с добавками хлористых солей меди и олова. Для облегчения пайки легкоплавкими припоями применяют гальваническое лужение или контактное меднение в растворе медного купороса.
электроды проволока присадок уралэнергоснаб
Высокотемпературную пайку чугуна производят припоями на основе меди, например латунью. Временами употребляют серебряные припои, которые содержат никель, располагают сравнительно невысокие температуры плавления и образуют прочные паяные соединения. При высокотемпературной пайке чугуна более резонно употреблять подобные активные флюсы, как ПВ209 и ПВ284Х, которые растворяют графит на поверхности чугуна в процессе пайки, благодаря чему обеспечивается надежное смачивание припоем соединяемых поверхностей. Главнейшее преимущество пайки чугунов серебряными припоями с флюсами ПВ209 или ПВ284Х в том, что нет надобности принимать границы по удалению графита, а также и в том, что при пайке серебряными припоями при температурах до 900 °С чугун не перегревается. Перегрев чугуна связан со структурными метаморфозами, что при дальнейшем его охлаждении ведет к выделению хрупкого цементита. Поэтому применение меди для пайки чугунов следует ограничивать ввиду высокой температуры ее плавления. Припои, содержащие фосфор, не употребляют вообще из — за формирования в швах хрупких железофосфорных соединений.
Ручная сварка чугунных изделий проводится просто на разогретых изделиях, пайка же чугуна выполняется различными методами и проводится в несколько этапов. Существует низкотемпературная и высокотемпературная пайка. и ручная сварка и пайка предварительно нагретого материала не наносит ущерба основному материалу , потому что чугун можно нагревать до девятисот градусов . В литейном производстве широко применяется пайка дефектных участков чугунных литых изделий с применением оловянисто — свинцовых припоев. Медные припои при пайке чугуна почти не применяются, так как обладают высокой температурой плавления, а перегрев чугуна может повергнуть к структурным реформам, и при его дальнейшем охлаждении в массе металла выделится цементит. Любой припой, содержащий фосфор не применяются вообще из-за образования в спае фосфористых соединений железа, отличающихся повышенной хрупкостью.
В качестве припоя при пайке — сварке используют прутки из латуни Л63, кремнистую латунь, припой ЛОМНА 54 — 1 — 4 — 02. Твердость металла, наплавленного припоем ЛОМНА, ближайшая к твердости серого чугуна. При пайке — сварке латунными припоями применяют флюсы ФПСН — 1 и ФПСН — 2. Они нейтрализуют влияние свободного графита, облегчают процесс образования металлических связей на границе чугун — латунь. При температуре плавления 600 — 650°С эти флюсы являются показателями начала процесса пайки — электросварки, т. е. расплавление флюса на подробности является сигналом для расплавления припоя. Флюс ФПСН — 1 употребляют для пайки латунью ЛОК, а флюс ФПСН — 2 — припоем ЛОМНА. Для пайки прутками из латуни Л63 применяют, который нельзя отменить из 50% буры и 50% борной кислоты.
Нагрев при пайке чугуна можно делать газовой горелкой или паяльной лампой до температуры не выше 900 °С ; при этом пламя должно быть только нейтральным. Для снятия духовных усилий и упрочнения паяных соединений чугунные изделия разом же после пайки подвергают отжигу при 700 … 750 °С в течение 20 мин. Пайку в печках с контролируемой атмосферой делают с флюсом, который улучшает смачивание основного металла и затекание припоя в зазор.
Сварку электродами с защитно — легирующими покрытиями выполняют с V или Х — образной разделкой кромок. Для устранения неравномерного разогрева детали сваривают отдельными участками вразбивку. Длина отдельных наплавленных участков сварного шва не должна превышать 100 — 120 мм. После наплавки отдельных фрагментов им дают возможность охладиться до температуры 60 — 80 °С. При сварке изделий толщиной 8 — 15 мм сварку ведут с увеличенной шириной усиления шва ( рис. Сварку электродами с покрытиями ОММ — 5 и JC — 5 можно выполнять на — неустойчивом или на вечном токе. Положительные плоды получают при сварке электродами с покрытием У ОНИ — 13/45. Сварку электродами с покрытием УОНИ делают на вечном токе обратной полярности.
мой в смеси с железным порошком, или борной кислотой, флюсом, содержащим буру вместе с оксидом меди Сu 2 О, или кашей, состоящей из 17 % медного порошка, 58 % железного порошка, 24 % безводной буры, 1 % безводной соды. Обработка поверхности нагретого серого чугуна хлоратом калия также способствует окислению графита. Нагрев поверхности чугуна горелкой ( с окислительным пламенем ) до красного каления вызывает улетучивание графита в виде оксида углерода. Обработка проволочной щеткой чистит поверхность паяемых деталей от образующихся оксидов. При такой подготовке поверхности в качестве флюсов применяют буру или борсодержащие стекла, а в качестве припоя — латуни с содержанием 50 или 63 % Сu. При этом на зачищенные паяемые поверхности чугуна накладывают слой пастообразного флюса. Детали нагревают в печи или горелкой. После нагрева детали до приобретения ею вишневого тона ( 800 °С ) на поверхность вводят добавочно флюс и нагревают деталь до температуры пайки, после чего вводят припой путем трения прутка припоя о края детали у зазора или в растопленном виде.
Высокотемпературную пайку чугуна производят припоями на основе меди, например латунью. Временами употребляют серебряные припои, которые содержат никель, располагают сравнительно невысокие температуры плавления и образуют прочные паяные соединения. При высокотемпературной пайке чугуна более резонно употреблять подобные активные флюсы, как ПВ209 и ПВ284Х, которые растворяют графит на поверхности чугуна в процессе пайки, благодаря чему обеспечивается надежное смачивание припоем соединяемых поверхностей. Главнейшее преимущество пайки чугунов серебряными припоями с флюсами ПВ209 или ПВ284Х в том, что нет надобности принимать границы по удалению графита, а также и в том, что при пайке серебряными припоями при температурах до 900 °С чугун не перегревается. Перегрев чугуна связан со структурными метаморфозами, что при дальнейшем его охлаждении ведет к выделению хрупкого цементита. Поэтому применение меди для пайки чугунов следует ограничивать ввиду высокой температуры ее плавления. Припои, содержащие фосфор, не употребляют вообще из — за формирования в швах хрупких железофосфорных соединений.
Итак, допустим, что оборудование у вас существует, умения в зажигании сварочной дуги и поддержании ее постоянного горения отработаны, приемы наложения сварных швов в разных пространственных положениях освоены … Осталось понять, чем сваривать и как сваривать? И со сваркой чугуна, являющегося наряду со сталью одним из конструкционных основных материалов в машиностроении, возникают проблемы , если сварку большинства сталей в бытовых условиях осуществить достаточно просто, и, главнейшее, сварочные необходимые электроды всегда сейчас бывают в продаже .
Идти : сварочное оборудование, пайка Голос : + 0 — | просмотров : 27360 | | обсудить на форуме …
Дефектные зоны
При необходимости восстановления дефектных и пористых участков чугуна удобнее воспользоваться мягким оловянно-свинцовым припоем с небольшим добавлением сурьмы, выпускаемым под обозначением ПОС3О (в нем 30% олова).
А функцию флюса для пайки в данном конкретном случае должен выполнять хлористый цинк (точнее – его водный раствор) с добавкой соляных образований на основе олова и меди.
К восстановлению повреждённых мест переходят лишь после их предварительной обработки (зачистки и лужения). После этого подготавливаемую поверхность следует обезжирить бензином, а затем нанести на неё флюсовый состав.
Перед пайкой рабочая зона нагревается газовой горелкой до состояния расплава присадочного материала. На заключительном этапе работ все имеющиеся дефекты запаивают. Выбор инструмента для пайки здесь не имеет значения.
Пайка чугуна: методы и способы,подбор флюса и припоя. Подготовка деталей
Графит, как одна из основных составляющих чугунов, оказывает сильное влияние на протекание процессов. При термической, механической и других видах обработки его влияние чувствуется на качестве шва и его долговечности. При пайке и лужении этот структурный элемент приводит к неполному смачиванию основы расплавленным припоем и составом для лужения. Такие простые технологические ходы как пескоструйка поверхности, выжигание в окисляющем факеле газокислородной горелки не всегда приносят ожидаемый эффект и результат, удовлетворяющий изначальные требования.
В промышленных масштабах все больших оборотов набирает метод электрохимического воздействия соляного раствора, разогретого до 512 о С для удаления поверхностно активного углерода (графита).
Как итог
Пайка чугуна и вправду тяжёлое и трудоёмкое занятие, однако, если приложить немного усилий и терпения, то в скором времени можно будет научиться. Для пайки вам в любом случае понадобится флюсы, пескоструй, паяльник или газовая лампа. Сама пайка может быть двух видов – низкотемпературная и высокотемпературная, каждая используется в различных ситуациях и имеет свои плюсы и минусы. Так что какой способ выбрать уже за вами.
Напишите в комментариях то, как вы считаете, какая пайка чугуна является самой качественной – низкотемпературная или высокотемпературная или же всё зависит от навыков
Источник
Можно ли паять чугун
Промышленная пайка чугуна считается трудоёмким и утомительным занятием, что объясняется особенностями структуры выплавляемого материала. Для чугуна характерно наличие в его составе графита, который ограничивает доступ припоя к поверхности.
В связи с этим перед началом паяльных работ этот материал обязательно проходит пескоструйную обработку. По завершении этой процедуры сварка (пайка) чугуна заметно облегчается, поскольку графита на его поверхности практически не остаётся.