Применение ХВГ
Само название «инструментальная» определяет использование этой марки. Но какие свойства обеспечивают ей такое назначение? В первую очередь ее стойкость к короблению при закалке, которой она обязательно подвергается, и коррозионная стойкость.
- Так как сталь ХВГ не деформируется, из нее изготавливают мерительный инструмент высокой точности и любой длины.
- Устойчивость к образованию окалины позволяет подвергать изделия из этой стали термическим операциям в уже шлифованном виде, что также позволяет изготовить инструмент без припусков на окончательную механическую обработку (т. е. шлифование).
- Износостойкость поверхности и вязкая середина определяют, как сталь для изготовления деталей, подвергающихся динамическим нагрузкам, например, кольцам пружинных амортизаторов.
- Коррозионная стойкость ХВГ обеспечена содержанием хрома, актуальна при изготовлении практически любого инструмента и запчасти.
- Высокая прочность используется для изготовления деталей для прокатных станов, холодного волочения. Это пуансоны, валки, резьбовых калибров и т. д.
- Износостойкость и прочность — основные используемые характеристики для всех деталей, в том числе и замочных шайб.
Чем не обладает марка стали ХВГ, так это теплостойкостью, способностью сохранять свои свойства, в частности твердость, при высоких температурах. Это условие необходимо для режущего и быстрорежущего инструмента, где температура кромок может достигать 650 ºC. Разупрочнение ХВГ происходит при температуре 200 ºC, поэтому ее используют только для деталей, работающих в диапазоне низких температур.
Поставляется сталь ХВГ в:
- прутках калиброванных и шлифованных;
- серебрянке;
- листах толстых;
- полосах;
- поковках;
- болванках;
- слябах.
Сталь ХВГ — характеристика, химический состав, свойства, твердость
| Заменитель |
| стали: 9ХС, ХГ, 9ХВГ, ХВСГ, ШХ15СГ. |
| Вид поставки |
| Сортовой прокат, в том числе фасонный: ГОСТ 5950-73, ГОСТ 2590-71, ГОСТ 2591-71. Калиброванный пруток ГОСТ 5950-73, ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78. Шлифованный пруток и серебрянка ГОСТ 5950-73, ГОСТ 14955-77. Полоса ГОСТ 4405-75. Поковки и кованые заготовки ГОСТ 5950-74, ГОСТ 1133-71, ГОСТ 7831-78. |
| Назначение |
| измерительный и режущий инструмент, для которого повышенное коробление при закалке недопустимо, резьбовые калибры, протяжки, длинные метчики, длинные развертки и другой вид специального инструмента, холодновысадочные матрицы и пуансоны, технологическая оснастка. |
Химический состав
| Химический элемент | % |
| Вольфрам (W) | 1.20-1.60 |
| Кремний (Si) | 0.10-0.40 |
| Медь (Cu), не более | 0.30 |
| Молибден (Mo), не более | 0.30 |
| Марганец (Mn) | 0.80-1.10 |
| Никель (Ni), не более | 0.35 |
| Фосфор (P), не более | 0.030 |
| Хром (Cr) | 0.90-1.20 |
| Сера (S), не более | 0.030 |
Технологические свойства
| Температура ковки |
| Начала 1070, конца 860. Охлаждение замедленное. |
| Свариваемость |
| не применяется для сварных конструкций. |
| Обрабатываемость резанием |
| В горячекатаном состоянии при НВ 235 и sB = 760 МПа Ku тв.спл. = 0,75, Ku б.ст. = 0.35. |
| Склонность к отпускной способности |
| малосклонна |
| Флокеночувствительность |
| чувствительна |
| Шлифуемость |
| при твердости HRCэ 59-61 пониженная; при HRCэ 55-57 — удовлетворительная |
Ударная вязкость
Ударная вязкость, KCU, Дж/см2
| Состояние поставки, термообработка | KCU | HRCэ |
| Сечение 15 мм, место вырезки образца 1/2R. Закалка на мелкое зерно. Отпуск 150-160 С. | 40 | 64 |
| Сечение 25 мм, место вырезки образца 1/2R. Закалка на мелкое зерно. Отпуск 150-160 С. | 30 | 64 |
| Сечение 50 мм, место вырезки образца 1/2R. Закалка на мелкое зерно. Отпуск 150-160 С. | 20 | 63 |
| Сечение 100 мм, место вырезки образца 1/2R. Закалка на мелкое зерно. Отпуск 150-160 С. | 15 | 61 |
Твердость
| Состояние поставки, режим термообработки | HRCэ поверхности | НВ |
| Прутки и полосы отожженные или высокоотпущенные | 255 | |
| Образцы. Закалка 830 С, масло. Отпуск 180 С | 61 | |
| Изотермический отжиг 780-800 С, охлаждение со скоростью 50 град/ч до 670-720 С, выдержка 2-3 ч, охлаждение со скоростью 50 град/ч до 550 С, воздух. | 255 | |
| Подогрев 650-700 С. Закалка 830-850 С, масло. Отпуск 150-200 С, воздух (режим окончательной термобработки) | 63-64 | |
| Подогрев 650-700 С. Закалка 830-850 С. Отпуск 200-300 С, воздух (режим окончательной термообработки) | 59-63 | |
| Заготовки сечением до 50-60 мм. (Заготовки сечением до 50 мм закаливаются с охлаждением в масле, св. 50 мм — в расплаве солей с водой). Закалка 840 С, масло или расплав солей с водой при 200 С. Отпуск 180-220 С. | 59-63 | |
| Заготовки сечением до 50-60 мм. (Заготовки сечением до 50 мм закаливаются с охлаждением в масле, св. 50 мм — в расплаве солей с водой). Закалка 840 С, масло или расплав солей с водой при 200 С. Отпуск 230-280 С. | 57-61 | |
| Заготовки сечением до 50-60 мм. (Заготовки сечением до 50 мм закаливаются с охлаждением в масле, св. 50 мм — в расплаве солей с водой). Закалка 840 С, масло или расплав солей с водой при 200 С. Отпуск 280-340 С. | 55-57 | |
| Закалка 820 С, масло. Отпуск 100 С. | 66 | |
| Закалка 820 С, масло. Отпуск 200 С. | 64 | |
| Закалка 820 С, масло. Отпуск 300 С. | 61 | |
| Закалка 820 С, масло. Отпуск 400 С. | 57 | |
| Закалка 830-850 С, масло . Отпуск 170-200 С. | 63-64 | |
| Закалка 830-850 С, масло . Отпуск 200-300 С. | 59-63 | |
| Закалка 830-850 С, масло . Отпуск 300-400 С. | 53-59 | |
| Закалка 830-850 С, масло . Отпуск 400-500 С. | 48-53 | |
| Закалка 830-850 С, масло . Отпуск 500-600 С. | 39-48 |
Прокаливаемость
| Расстояние от торца, мм / HRC э | |||||||||
| 2.5 | 5 | 7.5 | 10 | 15 | 20 | 25 | 30 | 35 | 45 |
| 65-67 | 62,5-66,5 | 57-66 | 49,5-65,5 | 41,5-63 | 38,5-60 | 37,5-55,5 | 38-51,5 | 36-47,5 | 35-43,5 |
| Термообработка | Крит.диам. в масле, мм | Крит. твердость, HRCэ |
| Закалка | 15-70 | 61 |
Физические свойства
| Температура испытания, °С | 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 |
| Плотность, pn, кг/см3 | 7850 | 7830 | 7760 | 7660 | ||||||
| Температура испытания, °С | 20- 100 | 20- 200 | 20- 300 | 20- 400 | 20- 500 | 20- 600 | 20- 700 | 20- 800 | 20- 900 | 20- 1000 |
| Коэффициент линейного расширения (a, 10-6 1/°С) | 11.0 | 12.0 | 13.0 | 13.5 | 14.0 | 14.5 | ||||
| Уд. электросопротивление (p, НОм · м) | 11.0 | 12.0 | 13.0 | 13.5 | 14.0 | 14.5 |
Расшифровка стали ХВГ
Марка ХВГ является базовой для аналоговых сталей перлитного класса. Ее химический состав обеспечивается минимальным количеством легирующих элементов (всего 4):
- углерод — ± 1,0 %;
- хром — 0,9-1,2 %;
- кремний — 01-0,4 %;
- вольфрам — 0,2-1,6 %.
Остальные элементы — второстепенные по значимости и выдерживаются в такой концентрации:
- марганец — 0,8-1,1 %;
- молибден до 0,3 %;
- никель — до 0,35 %;
- медь — до 0,3 %.
Так как сталь марки ХВГ относится к высококачественному классу, то содержание вредных примесей фосфора и серы регламентируется до 0,03 % (это минимально возможный предел). Остаточный кислород раскисляется при введении легирующих элементов Si и Mn.
Влияние элементов на свойства
На свойства стали влияет две составляющие:
- концентрация химических элементов, т. е. химический состав стали;
- их взаимодействие друг с другом, а также по отношению основного элемента (в данном случае Fe), что определяется термической обработкой.
Вводятся модифицирующие материалы в расплав, чтобы определенным образом заполнить кристаллическую решетку и тем самым определить ее свойства. К таким понятиям относятся:
- Прочность — любое искажение кристаллической решетки повышает эту характеристику;
- Увеличение слоя закалки — равномерное распределение температуры;
- Уменьшение деформаций — укомплектованная кристаллическая решетка;
- Склонность к трещинообразованию — здесь имеется в виду прочные межкристаллические связи т. е. образование карбидов по границам зерен, также это может быть образование сегрегаций.
Основной элемент повышающий прочность и определяющий сплав как сталь — углерод. Являясь ненамного меньшим, чем молекула Fe по размеру, он размещается в металлической решетке, образуя карбиды. Их форма, расположение и размеры имеют основное значение для характеристик металла при последующей отработке.
Главный легирующий элемент ХВГ — хром. Его атомы небольшие по размеру, уплотняют собой решетку, придавая ей еще большую плотность и стабильность. Особенность атомов хрома образовывать оксиды практически такого же размера, как и сам атом, используются при выплавке сплава со свойствами нержавейки, но это при его содержании выше 10,5 %, а до этого предела он хорошо повышает прокаливаемость.
Для увеличения слоя закалки и уменьшения зерна ХВГ (что увеличивает качество стали) используются и следующие два элемента: молибден и вольфрам. Помимо того, что они образуют еще более прочные карбиды, чем углерод, эти металлы очень тугоплавки и являются центрами кристаллизации, измельчая зерна, что повышает пластичность металла, не меняя его твердости, а также увеличивает прокаливаемый слой.
Легирование кремнием и марганцем (этот элемент не указывается в маркировке ввиду его второстепенного влияния по значимости). Кремний не карбидообразующий элемент, он выталкивает карбиды к границам зерен, таким образом, упрочняя металл. Марганец в данном случае используют для баланса, т. к. он в этой концентрации увеличивает вязкость и пластичность, снижает нежелательные последствия такого повышения прочности.
Использование
И дабы весь далее изложенный материал стал вам более понятным, стоит начать с того, зачем вообще используется этот сплав. Ввиду особых характеристик применение стали ХВГ наблюдается чаще всего при изготовлении высокоточных измерительных инструментов, какими, например, являются привычные многим штангенциркули, а также длинного режущего инструмента, такого как метчики, протяжки, сверла или развертки.
Подобный перечень позволяет смело сказать, что ХВГ — высокопрочная сталь, пригодная для обработки других, более мягких пород металла. Также не стоит забывать, что с увеличением длины изделия увеличивается шанс его деформации. И раз уж из марки стали ХВГ изготавливают протяженные изделия, можно сделать вывод, что она имеет повышенную стойкость к деформации.
Термическая обработка марки ХВГ
Сталь ХВГ подвергается следующим видам термической обработки:
- Отжиг — применяется для смягчения стали перед механической обработкой. Применяется эта процедура при необходимости, а именно, если заготовки подвергались холодной деформации.
- Закалка — проводиться после окончательной механической обработки, т. е. после изготовления детали (инструмента и т. д.), придания ему окончательных форм, без учета на шлифовку. Заготовку нагревают до температур 830 ºC и охлаждают, погружением в масло. После этого кристаллические связи меняются и преобладает мартенситная структура, очень прочная и хрупкая. Чтобы разбить такую деталь достаточно приложить мускульную силу.
- Снимают внутренние напряжение и устраняют нежелательные последствия с помощью отпуска. Это нагрев и выдержка металла при температуре ниже … превращений, конкретно для этой стали составляет 180 C с охлаждением на воздухе. Происходит коагуляция мартенситных иголок и получение структуры сорбита или троостита, наиболее прочной и пластичной.
Сталь ХВГ обладает удачным сочетанием прочности и коррозионной стойкости. Относительно невысокая стоимость и хорошая обрабатываемость позволяет широко применять ее в производстве. К недостаткам можно отнести узкий диапазон температур закалки и отжига (сталь легко пережечь) и разупрочнение при температуре выше 200 ºC.
Оцените статью:
Рейтинг: 5/5 — 2 голосов
Аналоги и заменители
Уверены, для многих перестало быть секретом, что названный сплав является очень востребованным и необходимым в своей области применения. Характеристики стали ХВГ при этом являются не плодом удачного стечения обстоятельств, а результатом работы ученых, создавших нужную формулу. А ввиду высокой востребованности эту или подобную ей формулу успешно применяют не только у нас на родине, но и за ее границами.
Мы можем представить небольшой перечень аналогичных или же просто максимально схожих марок стали, используемых в других странах мира.
- Соединенные Штаты Америки – 01 или Т31507;
- Китай – CrWMn;
- Европа – 107WCr5;
- Япония – SKS2, SKS3, SKSA.
Маркировка легированных сталей
Из-за большого разнообразия сплавов с улучшающими добавками появилась необходимость в их маркировке. Легированные стали классификация и маркировка которых будет приведена ниже очень легко идентифицировать по буквенному обозначению, а также по указанию процентного состава тех или иных веществ в металле.
Маркировка включает в себя буквы, которые обозначают предназначение металла.
- Ж, Х, Е — обозначение нержавеющих, хромистых и магнитных сплавов.
- Я — хромоникелевая нержавеющая сталь.
- Ш — шарикоподшипниковая.
- Р — режущая.
- А, Ш — качественная и высококачественная легированная сталь.
Также в сплавах могут содержаться следующие элементы:
- Азот — А
- Алюминий — Ю
- Бериллий — М
- Бор — П
- Вольфрам — В
- Ванадий — Ф
- Кобальт — К
- Кремний — С
- Марганец — Г
- Медь — Д
- Молибден — М
- Магний — Ш
- Ниобий — Б
- Никель — Н
- Селен — Е
- Титан — Т
- Фосфор — П
- Хром — Х
- Цирконий — Ц
- Редкоземельные металлы — Ч
Если легированные стали маркировка которых после букв не имеет цифр не содержат ниобия, молибдена, ванадия, алюминия, азота, бора, титана, циркония и редкоземельных металлов, то это будет говорить о том, что в материале содержание легирующего элемента менее 1,5%. Для перечисленных выше металлов имеется исключение из данного правила, по причине влияния на механические свойства сплава даже десятых долей процента.
Если перед буквенным обозначением стоит цифра, то это показатель содержания кремния, а расположение цифр после буквы указывает процентное соотношение обозначенных химических элементов.
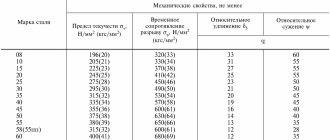
Стандарты стран СНГ
При обозначении легированной конструкционной стали процентная величина массовой доли углерода маркируется первыми двумя цифрами без использования буквенного обозначения. Далее в порядке уменьшения указываются легирующие компоненты и их доля в сплаве в среднем эквиваленте. Буквенные обозначения химических элементов указаны в таблице 1. Легирующие присадки, количество которых менее 1,0% указываются только в расшифрованной номенклатуре, так как обозначение тогда бы приняло очень громоздкий вид.
Учитывая обширный сортамент, также марка стали может включать дополнительные симвноменклатуре, так как обозначение тогда бы приняло очень громоздкий вид.олы, более расширенно описывающие свойства или особенности: А – автоматные, Е – магнитные, Ж – нержавеющие, Р – режущие, Х – хромистые, Ш – шарикоподшипниковые, Э – электротехнические, Я – хромоникелевые. Также маркировка может предполагать исключения от общих правил обозначения. Так в зависимости от химического состава конструкционные сплавы разделяют на качественные и высококачественные. Например, в конце маркировки буква «А» указывает, что сплав является особо чистым в части содержания фосфора и серы, а буква «Ш» относит их к высококачественным.
Маркировка легированных сталей для речного и морского судостроения часто осуществляется в соответствии с ГОСТ 5521-86 и требованиями Международной ассоциации классификационных обществ. Это означает, что такие сплавы классифицируют на категории A, B, D и Е с учетом предела текучести, показателям прочности, хрупкости и сопротивления ударным нагрузкам.
Европейские стандарты
EN 10027 определяет порядок обозначения всех сталей. Легированные сплавы имеют маркировку 1.20ХХ – 1.89ХХ, где первая цифра определяет, что данный материал относится к сталям, вторая и третья цифра определяют номер группы сталей и две последние – порядковый номер сплава в этой группе. Например, категория инструментальных сталей идентифицируется как 1.20ХХ – 1.28ХХ, а нержавеющих как 1.40ХХ – 1.45ХХ.
Североамериканские стандарты ASTM/ASME и AISI
В США действует наиболее обширная система маркировки сталей. Например, маркировка ASTM предполагает обозначение основных химических элементов, предел прочности и форму проката. В системе AISI используют 4 цифры, где первые две указывают номер группы, две последующие – процентное количество углерода. Буквенные символы демонстрируют наличие соответствующих присадок.
Марки, наиболее востребованные в инжиниринге
- 09Г2С – низколегированная сталь, сочетающая механическую прочность, хорошую обрабатываемость и доступную стоимость;
- 40Х и ее аналог AISI 5135 – основной конструкционный материал для изготовления деталей и оборудования промышленного сектора и трубопроводной арматуры;
- 10Г2С1 – кремнемарганцевая марка, демонстрирующая хладостойкость, неплохую свариваемость и повышенную коррозионную стойкость, благодаря чему востребована при сооружении мостов, газопроводов и объектов повышенной надежности;
- 10Х11Н23Т3МР – жаропрочный сплав аустенитного класса, использующийся для производства пружин, деталей крепежа, работающих при температурах до 700ºС.
Обработка холодом
Наличие остаточного аустенита делает размеры закаленных деталей нестабильными из-за возможного протекания процесса изотермического распада аустенита. Обработка холодом, уменьшающая количество остаточного аустенита, стабилизирует размеры закаленных деталей.
Превращения при обработке холодом: третье основное превращение – мартенситное.
Обработка холодом измерительных инструментов рабочей длиной 5-10 мм.
Не позже чем через 15 – 30 мин после закалки плитки охлаждают до – 70°С. Затем их отпускают при 120-130°С 24-36 ч при наименьшей толщине до 15-20 мм и 38-48 ч для больших сечений.
Отпуск уменьшает содержание углерода в мартенсите до 0,4-0,5 % и снижает напряжения до уровня, при котором они не вызывают изменений формы и размеров. Вместе с тем отпуск при указанных температурах не изменяет количества аустенита. Аустенит, сохранившийся после однократной обработки холодом, частично превращается в эксплуатации, вызывая небольшой прирост длины. Поэтому инструменты высокого класса точности, в том числе инструменты длиной >50 мм подвергают многократной обработке холодом. После охлаждения до – 70°С их отпускают 2-3 ч при 120-125°С и снова обрабатывают холодом (до – 70°С), затем отпускают при 120-125 с С, 2-3 ч. Эти операции повторяют 2-Зраза. Рекомендуется даже 6 кратное повторение обработки холодом и отпуска. Продолжительность последнего отпуска рассчитывается так, чтобы суммарная продолжительность всех отпусков была не меньше указанной выше для однократного отпуска.
В результате каждого последующего охлаждения ниже 0°С превращается все меньше аустенита, и определенное количество г-фазы сохраняется даже после многократной обработки.
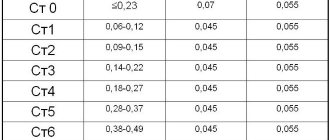
Примеси
Теперь точно понятно, что такое легированная сталь. Но вместе с этим следует знать о наличии некоторых примесей, которые, вне зависимости от марки стали, в ней всегда присутствуют. В большинстве случаев это неметаллы:
Углерод больше всего оказывает влияние на свойства стали. Если его содержится не более 1,2 %, то материал отличается высокой твердостью и прочностью. Также увеличивается предел текучести. Превышение этой нормы приводит к снижению прочности и пластичности.
Большое содержание серы тоже не на пользу. Более 0,65 % – снижается ударная вязкость, коррозионная стойкость, пластичность. Но, помимо этого, существенно снижается свариваемость стали.
С фосфором надо быть предельно внимательным, поскольку его превышение, даже незначительно, отрицательно сказывается на металле. Снижается вязкость и пластичность, в то же время хрупкость и текучесть возрастают. Все это может отразиться на обработке легированных сталей.
Превышение кислорода и азота приводит к излишней хрупкости материала, а также понижают его вязкость.
Высокое содержание водорода тоже наделяет металл хрупкостью, что нежелательно.