Описание
Припой оловянно-свинцовый ПОС 61 идеально подходит для использования в бытовых условиях. Этому способствует низкая легкоплавкость состава, за счет высокого содержания олова. Его температура плавления не превышает 200 градусов Цельсия.
Благодаря высокой текучести расплавленного состава, припой заполняет все щели и полости, обеспечивая высокие качественные характеристики соединения. Примененный состав относится к категории универсальных. С его помощью можно паять изделия из следующих металлов:
- сталь;
- медь;
- латунь;
- бронза;
На отечественном рынке имеется аналог данного припоя – ПОС 60. Массовая доля олова в его составе всего на один процент меньше.
Зарубежный аналог – Sn63Pb37, в составе которого содержится 63 % олова и 37 % свинца. Технические характеристики и сфера применения материала практически не отличается от ПОС 61.
Припой ПОС-61: технические характеристики, температура плавления, применение
Редко кто из мальчишек не пробовал паять в школьные годы. Первые азы соединения металлических деталей школьники получали в кружке юного радиолюбителя. У многих запах канифоли, блеск расплавленного олова остались в памяти на всю жизнь. Несмотря на то что работали примитивным паяльником мощностью 25 Вт оловом и канифолью, процесс завораживал.
С развитием технологического процесса пайки появились современные паяльники, флюсы и специальные сплавы металлов с низкой температурой плавления, так называемые припои. Лидирует на рынке продукт ПОС-61. Расшифровывается как припой оловянно-свинцовый, содержание олова — 61%. Температура плавления припоя ПОС-61 в пределах от 184 до 193 градусов.
Общие сведения о пайке
Что главнее в работе паяльщика: инструмент или материал? Важным является все: и паяльник, и припой, и флюс. Многообразие паяльников связано с объектом пайки. Массивные детали прогревают мощными паяльниками, а микроскопические схемы чипов — маломощными. Профессиональные паяльщики применяют несколько видов этих нагревательных инструментов.
Классификация паяльников по мощности:
- Паяльник с нихромовой вставкой мощностью 25 ватт — это обычный хозяйственный инструмент, которым пользовались умельцы, радиолюбители, электронщики. Популярны они и по сей день, довольно дешёвые, служат до 10 лет. Металлическая вставка в виде медного прута, кончик которого срезан под 60 градусов. Применяется в 90% случаях, которые возникают в хозяйственных ситуациях, даже многие ремонтные мастерские ими пользуются.
- Второй вид — это более мощный с нагревателем в 40 ватт и нихромовой вставкой, в два раза тяжелее и больше своего собрата в 25 ватт. Применяется для более сложных работ. Жало заточено под клин, похоже на отвёртку, но применять его для завинчивания шурупов нельзя. Такая заточка сделана для удобства пайки массивных деталей, для прогрева до 190 С. Используют их профессионалы, для домашнего использования не рекомендуется.
- Третий вид — это газовый паяльник, три в одном. Сам паяльник с медным сердечником, заточенным под иглу. Вторая функция — фен, способный прогреть объект до 600 градусов. Газовая горелка- в этом случае меняется насадка, инструмент выполняет функции горелки на газу, прогревает детали до температуры 1300 градусов.
- Четвёртый тип — это современный керамический паяльник. Чемпион по сравнению со всеми представленными инструментами. Имеет очень тонкое жало, способное паять миллиметровые точки, применяется для выполнения очень точных работ. Мощность — 100 ватт. Комплектуется паяльной станцией с диапазоном температур от 200 до 480 градусов. Среди специалистов используется как универсальный инструмент.
Химические препараты для работы
В связи с тем, что жало паяльника чистое и сухое, а технология паяния предусматривает флюсы, необходим набор химических препаратов. Для качественной работы рекомендуется следующий перечень флюсов:
- Канифоль — универсальное и популярное вещество, без которого ни один паяльщик не приступит к работе. Применение обязательное. Продаётся в сухом виде.
- Флюс ЛТИ-120 химически активное вещество, в состав которого входит ортофосфорная кислота для снятия окислов с металла. Принцип действия как у обычной канифоли. Применяется для работы с окислившимся металлом. Смывать после завершения процесса не требуется.
- Флюс Ф-38М — это активное кислотное вещество, которое необходимо смывать после работы. Применяется для пайки нихрома, алюминия, нержавеющей стали. Отмывается обезжиренным бензином.
- Паяльная кислота, более дешёвый вариант флюса Ф-38М. Применяется в исключительных случаях, так как имеет свойство разъедать металл. Помогает при пайке нержавейки, бронзы, никеля, нихрома.
- Глицерин — маслянистая жидкость, окислительными свойствами не обладает, безопасна, не приносит вреда изделиям. Смывается обычной водой.
- Самодельный флюс — на 200 грамм изобутилового спирта добавляется 200 грамм этилового, водка не подходит, так как содержит воду. В смесь спиртов добавляется 50 грамм глицерина и 100 грамм канифоли. Получается концентрированный раствор, обладающий неактивными свойствами, смывается водой.
- Флюс индикаторный ТТ. Плотность геля. Имеет пастообразную структуру, не течёт, не требует отмывки. На маркировке рекомендация производителя: не смывать, предохраняет контакты от окисления.
Характеристики ПОС-61
Припой — это смесь олова, свинца и канифоли. Рынок предлагает припои для каждого металла и его сплавов. Наиболее востребован сплав на базе олова. Температура плавления олова ПОС-60 составляет 232 градуса.
Технические характеристики припоя ПОС-61:
- Металлическое олово — 61%.
- Свинец — 38%.
- Канифоль — 1,0%.
Температура перехода в жидкое состояние — 190 градусов.
Представляет собой трубочку толщиной 2 миллиметра, наполненную канифолью. Продаётся на вес. Фасуется в рулон. На этикетке крепится инструкция с маркировкой, где указан диаметр трубочки, процентный состав компонентов и вес.
Паяние меди, стали и алюминия
Медь не требует никаких особенных условий, специального флюса и высокой квалификации паяльщика. Медь хорошо прогревается благодаря высокому коэффициенту теплопроводности.
У неё не образуется плотной окисной плёнки, как у алюминия под воздействием кислорода воздуха. Поверхность очищается от окисла без применения химических препаратов.
Технологический процесс пайки выглядит следующим образом:
- тщательно зачистить поверхность наждачной бумагой до яркого металлического блеска;
- место соединения деталей покрыть флюсом — кислота для пайки цинк, хлор;
- выдержать температуру пайки 200 градусов.
Паять стальные изделия технологически несложно. Для этого можно применять даже легкоплавкие припои, например, ПОС-61 или чистое олово. Для качественного соединения стальных деталей в единое целое рекомендуется место контакта залудить оловом.
Впоследствии выполняется следующий перечень операций:
- поверхность зачистить напильником или наждачной шкуркой;
- нанести хлористый цинк в качестве флюса;
- разогреть область паяния до температуры 200 градусов;
- наложить ПОС-61;
- греть паяльником до жидкого состояния олова.
Алюминий — металл, который трудно паяется. Умельцы пытаются паять холодной пайкой. Это бредовая идея, алюминий таким методом не паяется.
Ещё один народный способ в качестве припоя применять олово, в качестве флюса — машинное масло.
Процесс выглядит следующим образом: поверхность тщательно зачистить, слегка протереть ветошью с каплей масла, хорошо прогреть паяльником и приложить припой ПОС-60 с температурой плавления олова 230 градусов. Олово тонкой плёнкой растекается и соединяется с металлом.
Характеристики материала
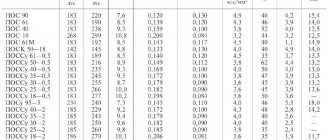
Рассмотрим основные технические характеристики припоя ПОС 61:
- плотность – 8,5 г/см3;
- ударная вязкость – 3,9 кг/см2;
- предел механической прочности при растяжении – 43 МПа;
- относительное удлинение – 45 %;
Химический состав
Основными химическими элементами припоя являются:
- Олово. При идеальных условиях изготовления, содержание олова в составе – 61 % от общей массы. Согласного требованиям нормативных документов, его массовая доля должна быть не менее 59 %.
- Свинец. Его процентное содержание – 38-39 %, в зависимости от наличия вспомогательных добавок. Например, в припое ПОСсу 61-05, помимо олова и свинца, содержится лишь 0,5 % сурьмы.
Кроме сурьмы, в состав могут входить следующие химические элементы, повышающие качество соединения:
- железо;
- висмут;
- никель;
- сера;
- цинк;
- алюминий.
Температурные параметры
Температура пайки ПОС 61 составляет 240 Сº. При этом состав начинает плавится при температуре 184 Сº, а полный переход в жидкое агрегатное состояние происходит при 194 Сº (± 2 Сº, в зависимости от содержания вспомогательных химических элементов).
Из всех свинцово-оловянных припоев, ПОС-61 – самый низкоплавкий.
Легкоплавкий припой пос 61: его технические характеристики, состав и применение
В техническом производстве, а также на бытовом уровне существуют моменты, когда необходимо создать прочное соединение между двумя разными частями заготовки.
Это могут быть трубы, радиодетали на печатной или монтажной плате, или же электропровода. Для этого применяют специальные присадочные материалы, и самыми распространенными являются различные припои.
В этой статье будет дана общая характеристика припоям, и более подробный обзор группы оловянно-свинцовых присадочных материалов.
Основное требование к применяемому припою является более низкая температура плавления, чем температура плавления заготовки.
Сфера применения обширна — от радиомонтажной пайки и соединения электропроводки до сварки между собой разных металлов.
В связи с этим существуют различные виды материалов, отличающихся между собой по физическим и химическим свойствам и входящим в состав сплава компонентов.
Так, существует две группы припоев: мягкие и твердые. Мягкими являются те, чья температура плавления ниже 300 градусов, следовательно, плавление твердых припоев будет выше этого значения.
Одним из самых распространенных присадочных материалов является ПОС — оловянно-свинцовый. Материалов данной категории существует несколько, в зависимости от процентного состава олова в сплаве, который обозначается цифрой. Они отличаются относительно небольшой температурой плавления и слабой прочностью.
Это несколько ограничивает сферу их применения. Например, эти припои удобно применять в радиомонтаже и нежелательно применение в деталях, которые испытывают большую физическую нагрузку.
Пос 61
Температура плавления пос 61 составляет 183 градуса, что является начальной точкой. Полное расплавление достигается при температуре около 190 градусов, что позволяет работать с ним при помощи любого бытового паяльника или профессиональной паяльной станции. Температура пайки равна 240 градусам. Это самый низкоплавкий припой из всей группы оловянно-свинцовых припоев.
Состав
Данный присадочный материал относится к категории мягких, имеет в своем составе 61% олова, 38−39% свинца и может содержать допустимый процент примесей в виде сурьмы, никеля, железа серы и висмута.
Внутри оловянно-свинцовой группы данный материал является наиболее чистым по составу припоем и больше подходит для электромонтажа и лужения, так как из-за содержания в нем меди снижает скорость растворения медных проводов и дорожек и меньше изнашивает жало паяльника, а относительно низкая температура плавления не повредит печатную плату.
Разновидности
Независимо от формы выпуска, состав материала и соотношение основных компонентов остается неизменным. Наиболее распространенными разновидностями являются:
- Проволока. Ее диаметр находится в пределах от 1 до 7 мм, в зависимости от области применения. Величина шага составляет 0,5 мм. Поставка осуществляется в компактных бухтах или катушках, которые разматывают в процессе эксплуатации. Данная форма выпуска является самой востребованной.
- Припой с канифолью ПОС 61 выпускают в виде тонких трубок с наполнителем, закрученных спиралью. Сосновая канифоль играет роль флюса при паяльных работах. Ее преимущество – нейтральный состав, который не требует удаления после завершения рабочего цикла, в отличие от флюсов на кислотной основе. Прочие виды припоев ПОС 61 выпускают без канифоли.
- Лента. Отличительная особенность – возможность быстрого ремонта кабельно-проводниковых материалов. Ленточный припой характеризуется низким содержанием сурьмы.
- Прутки. Их длина не превышает 40 см. Максимальный диаметр – 8 мм. Данная форма выпуска идеально подходит для лужения температурного стержня паяльника. Некоторые мастера предпочитают изготавливать прутки самостоятельно, отливая их в специальные формы.
Для крупных производственных предприятий ПОС 61 поставляют в виде массивных слитков, массой до 25 кг. Это снижает себестоимость расходных материалов и паяльных работ.
Применение в быту и на производстве
Помимо уникальных технических характеристик в высоких эксплуатационных качеств, припой ПОС 61 обладает еще одним достоинством – доступной ценой. Эти факторы послужили причиной распространения данного материала, которому нашлось множество применений, как в быту, так и в промышленности.
Среди радиолюбителей припой давно зарекомендовал себя надежным помощником. Низкая температура плавления позволяет исключить вероятность перегрева радиокомпонентов и элементов микросхем, что является решающим фактором при выборе подходящего расходного материала.
На различных предприятиях ПОС 61 используют для пайки скруток медных проводов. В состав припоя сходит медь, что благотворно влияет на интенсивность растворения проводов.
При запаивании трещин металлических сосудов, в качестве рабочего инструмента используют газовую горелку. Расплавленный состав легко проникает во все щели, надежно герметизируя отверстия.
Низкая температура плавления накладывает свой отпечаток на фронт работ. Припой нельзя использовать для ремонта изделий, эксплуатация которых связана с высокотемпературными воздействиями. Это приведет к быстрому износу соединения.