27.07.2019 Автор: VT-METALL
Трещиной называют несплошном, которая вызывается резким охлаждением или воздействием нагрузок. Разновидность этого дефекта, которую можно обнаружить только оптическими приборами с увеличением, не менее пятидесятикратного, называют микротрещины.
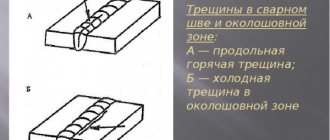
Продольные трещины располагаются вдоль сварного соединения и могут располагаться:
- в металле шва;
- в основном материале;
- на границе сплава;
- в области температурного воздействия.
продольная трещина
Трещины в основном металле, причиной которых является высокое напряжение, называют скрытыми. Внешне они напоминают ступени. Этот дефект присущ сварных соединений значительной толщины. Высокие напряжения вызываются слишком жесткими соединениями или некорректным выбором сварочной технологии. Уменьшение сварочных напряжений снижает вероятность образования скрытых продольных трещин.
Конфигурация продольных трещин определяется линиями сплава шва и основного металла.
Эти трещины разделяют на:
- горячие, их причиной является высокотемпературная хрупкость сплавов;
- холодные — возникают при медленном разрушении металла.
Поперечные трещины ориентированы перпендикулярно оси сварного шва. Они могут возникать, как в основном материале и металле сварного соединения, так и в зоне температурного воздействия.
Радиальные трещины расходятся из одной точки и иначе называются звездообразными. Места их расположения аналогичные локализаций поперечных трещин. Причины образования поперечных и радиальных трещин такие же, как и в продольных.
В месте отрыва дуги на поверхности шва образуется углубление. Дефекты, возникающие в этом месте, называют трещинами в кратере. Они делятся на продольные, поперечные, звездоподобные. Конфигурацию этого дефекта определяют: микроструктура зоны сварного соединения, фазовые, термические и механические напряжения.
Если возникает группа не связанных друг с другом трещин, то они называются раздельными. Места и причины их возникновения аналогичные этим характеристикам поперечных и радиальных трещин.
VT-metall предлагает услуги:
Если с одной трещины образуется группа трещин, то такой брак носит название разветвленных трещин. Места их расположения — основной материал, металл шва, область термического воздействия. Причины возникновения такие же, как и в продольных трещин.
Поры: их форма, места расположения и причины появления
Дефекты сварных соединений и соединений в виде полостей в сварном соединении называют порами. Эти полости заполнены газом, который не успел выделиться наружу.
Различают следующие разновидности пор:
- Газовая полость — это образование произвольной формы, не имеет углов, причиной появления которого появились газы, которые не успели покинуть расплавленный материал.
- Газовой иногда называют газовую полость, имеет сферическую форму.
- Группа газовых пор, которая располагается в металле сварного соединения, называется равномерно распределенной пористостью.
- Скопление пор — это три или более газовых полостей, расположенных кучно на расстоянии между собой, не превышает тройной диаметр максимальной поры.
- Цепочкой пор называют ряд газовых полостей, которые располагаются линией вдоль сварного соединения с расстоянием между ними, не превышает трех диаметров наибольшей из времени.
- Если дефектом является несплошном, вытянутая вдоль оси сварного шва и имеет высоту, которая гораздо меньше длины, то она называется продолговатой полостью.
- Свищом называют трубчатую полость, которая располагается в металле сварного шва. Свищ вызывается выделением газа. Его форма и положение определяются источником газа и режимом твердения. Как правило, свищи образуют скопления в форме елок.
- Газовая полость, нарушает целостность поверхности сварного соединения, называется поверхностной время.
- Если во время затвердевания вследствие усадки образуется полость — она носит название усадочной раковины. А усадочная раковина, расположенная в конце валика и не заваренный при следующих проходах, называется кратером.
Время — дефекты сварных соединений, фото которых приведены ниже, появляются из-за наличия вредных примесей, как в основном металле, так и в присадочный. Времени могут образовываться из-за ржавчины и других загрязнений, которые не были удалены перед проведением сварки с кромок материала, повышенного содержания углерода, высокой скорости сварочного процесса , Нарушений защиты сварочной ванны. Наиболее частой причиной возникновения пор является отсыревших покрытие плавится электрода.
Наличие одиночных пор не представляет опасности, а вот их цепочка может негативно сказаться на прочности сварного соединения. участок сварочного шва , Потрясенный этими дефектами, переваривают, предварительно механически его зачистив.
Времени и шлаковые включения
Макро и микроструктура стали
Расслоение в исследованных деталях располагается в центре по толщине листа, распространяется в разных деталях на различную глубину, траектория ее имеет ступенчатый характер. В вершине расслоения на поперечных темплетах следы пластической деформации не обнаруживаются. Макроструктура всех исследованных проб характеризуется плотным строением, отсутствуют ярко выраженные дефекты типа газовых пузырей, ликвационных полос, участков с грубой дендритной структурой.
Заметных различий в микроструктуре по различным зонам не отмечается.
Металл характеризуется заметной полосчатостью (рис. 2), которая связана с дендритным строением исходного литого металла в стальном слитке и характерна для катаных легированных сталей. Полосы различной травимости вытянуты вдоль направления прокатки и заметно различаются по микротвердости, и по содержанию легирующих элементов. Светлые полосы содержат повышенное количество молибдена, никеля, меди, кремния и марганца (определение выполнено с помощью микрорентгеноспектрального анализа), в них сосредоточены также НВ-сульфиды и строчечные оксиды, и расслой распространяется также по светлым полосам.
Траектория трещины имеет ступенчатый характер (рис. 3), отсутствуют участки, указывающие на протекание макропластической деформации перед разрушением, на поверхности наблюдаются многочисленные площадки и бороздки, свидетельствующие о хрупком характере разрушения.
Рис. 2. Полосчатость структуры и расположение НВ. х 100
Рис. 3. Характер траектории трещины-расслоения. х 1
Виды твердых включений в сварном шве
Твердые посторонние включения, как металлического, так и неметаллической характера, имеющие в своей конфигурации хотя бы один острый угол, недопустимо дефектами в сварном соединении, поскольку играют роль концентраторов напряжений. Дополнительная опасность этих дефектов заключается в том, что они не видны снаружи. Выявить их можно только методами неразрушающего контроля.
Шлаковые включения в сварном соединении
Твердые включения делятся на следующие виды:
- Шлаковые включения — это шлаки, попавшие в сварочный шов. В зависимости от того, в каких условиях они были образованы, они бывают линейными, разобщенными, другими. Причины их образования — большие скорости сварочного процесса, загрязненные кромки, многослойная сварка, если швы между слоями очищенные некачественно. Форма этих бракованных включений очень разнообразна, поэтому они могут быть гораздо опаснее округлых пор.
- Флюсы, служащие для защиты металла от окисления, является причиной образования флюсовых включений. Также, как и шлаковые, флюса включения делят на линейные, разобщены и другие.
- Причинами образования оксидных включений могут быть: недостаточно чистая поверхность основного или присадочного металлов, вытягивания горячего сварочной проволоки из области защиты, неправильная подготовка кромок — слишком сильное их затупления.
- Частицы посторонних металлов — вольфрама, меди или других образуют металлические включения. Причиной их образования может стать эрозия вольфрамового электрода или случайное попадание металлических частиц снаружи, а также при использовании для поджога медной стружки.
Причины образования горячих трещин
Виды горячих трещин
Возникновение горячих разрушений обусловлено внешними и внутренними факторами. Основная причина — разделение элементов и окислившихся их частей. Изначально они не входят в состав материала.
Окислы появляются при использовании дополнительных примесей. Элементы, которые сегрегируют, становятся причиной горячих дефектов не только тогда, когда плавятся.
Они образуют тонкую пленку, которая уменьшает прочность на границе. Внутренние причины горячих трещин — отдельные свойства присадочных материалов.
Кроме этого возникновению горячих трещин способствует присутствие жидких прослоек или лишних примесей в металле, который вы свариваете.
Использование элементов из вольфрама, ванадия и титана усложняет сварку и нарушает химические связи внутри конструкции. Проблемы вызывают и нарушения целостности детали при её укорочении.
Если жёстко зафиксировать деталь при работе, она будет остывать неравномерно и может «покрыться» горячими коррозиями.
примеры горячих дефектов
Деформации с большей вероятностью появляются, когда металл становится жидким. Когда он в таком состоянии, его атомы массово перемещаются, а вместе с ними в металл переходят и грязевые частички из внешней среды.
А, пока металл остывает, в нём возникает лишнее напряжение. Такое происходит, когда шов «сел» неравномерно. Это основа возникновения именно поперечных горячих разломов.
Чтобы предотвратить эти проблемы нужно «следить» за металлом, пока он находится в расплавленном состоянии и создать условия для его раскисления. Желательно подобрать аналог сере, которая создает плёнки, это может быть, например, марганец.
Если всё-таки вы выбрали серу, следите за тем, чтобы она проходила слева от перитектической точки. Так выделится вещество, которое лучше ее растворит и исключит появления горячей деформации.
Несплавление и непровар: причины возникновения
Непровар и несплавление
Дефекты — несплавление и непровар — это отсутствие соединения основного материала и металла сварного соединения.
Несплавление возникает при высоких скоростях сварочного процесса и силе тока более 15000С. Для предотвращения несплавления необходимо уменьшить скорость сварки, снизить временной разрыв между образованием и заполнением канавки, тщательно очищать сварочную зону от масел и загрязнений. Несплавления могут располагаться:
- в корне сварного шва;
- на боковой стороне;
- между валиками.
Непровар возникает из-за невозможности расплавленного металла достичь корня шва. Причин непровара может быть несколько:
- недостаточный сварочный ток;
- слишком высокая скорость перемещения электрода;
- увеличена длина дуги;
- слишком маленький угол скоса кромок;
- перекос свариваемых кромок;
- недостаточный зазор между кромками;
- неправильно выбран — увеличен — диаметр электрода.
- попадания шлака в зазоры между кромками;
- неадекватный выбор полярности для данного типа электродов.
Непровар — очень опасный и недопустимый сварочный дефект.
Хирургическое лечение
Иссечение анальной трещины
При помощи скальпеля, лазера либо электрокоагуляции выполняется удаление измененной ткани анального канала (удаление трещины, гипертрофированных анальных сосочков, кожных бахромок, а также свищей, если таковые имеются). В перианальной области формируется треугольный разрез ткани, что позволяет обеспечить дренаж раны. Рану не ушивают, оставляют открытой, это способствует её лучшему заживлению и снижает болевой синдром в послеоперационном периоде. Применение этой технологии приводит к очень низкой частоте рецидивов.
Обязательным при таком лечении является строгое выполнение послеоперационных рекомендаций с использованием препаратов для медикаментозной сфинктеротомии.
Сфинктеротомия
Частичное рассечение задней порции внутреннего сфинктера с намерением уменьшить тонус анального сфинктера, ведь по мнению многих авторов, увеличение тонуса внутреннего анального сфинктера объясняет патогенез анальной трещины.
Недостатком этого метода является стойкое ухудшение функции держания. Незаметно в первые годы после операции, но которое может проявить себя в более поздние сроки.
Противопоказания
Сфинктеротомия противопоказана пациентам, которые страдают от фекального недержания (невозможность удерживать газы, кал).
Предоперационная аноректальная манометрия дает информацию о возможных недостатках мышц сфинктера. Это обследование рекомендуются пожилым людям и пациентам, которые практикуют анальный секс.
Методы сфинктеротомии
Открытая боковая сфинктеротомия
Сфинктеротомия проводится со стороны анального канала. Для её осуществления анальный ретрактор вводится в анальный канал, затем делается дугообразный разрез по левой полуокружности (с 2 до 4 часов). Разрез достаточно широкий для визуализации внутреннего сфинктера. С использованием хирургических ножниц внутренний анальный сфинктер может быть разрезан в ее дистальной части (открытая техника). Таким образом, риск травмирования анодермы сводится к минимуму. Размер ушивается швом.
Закрытая боковая сфинктеротомия
Небольшой радиальный разрез кожи производится на анальной кромке на 3 часах по условному циферблату при помощи скальпеля. Этот разрез также можно сделать с помощью ножниц. Скальпель продвигается вперед в плоском направлении, затем он поворачивается на 90°, перпендикулярно внутреннему анальному сфинктеру.
Операция выполняется под контролем указательного пальца, вставленного в анальный канал (закрытая техника). При этом можно избежать непреднамеренного повреждения прямой кишки.
Повреждение прямой кишки с последующим образованием фистулы рассматривается как осложнение, зависящее от техники. Контроль указательным пальцем, вставленным в анальный канал, должен предотвратить это осложнение.
Анопластика (иссечение трещины с формированием лоскута)
Эта методика хирургического лечения отличается от простого иссечения анальной трещины тем, что сформированный лоскут позволяет ране заживать первичным натяжением.
Применяется при широких дефектах слизистой анального канала. Отсроченное хирургическое вмешательство в таких случаях приводит к рубцовому стенозу анального канала, ввиду заживления раны вторичным натяжением.
Слизисто-кожный лоскут перемещают в зону трещины, дно и края которой предварительно очищены от рубцовой ткани, далее лоскут фиксируют швами.
Ручная анальная дилатация (девульсия)
Использовалась ранее. Однако этот метод показал, что данная методика приводит к неконтролируемому повреждению мышечных волокон сфинктера, что в дальнейшем сказывается на функции держания.
Техника
Анальный канал растягивается пальцами в течение нескольких минут с использованием общей или местной анестезии.
Мы не используем ручную анальную дилатацию для лечения анальной трещины из-за высоких показателей недержания.
В нашей клинике используется современное оборудование для лечения.
Иссечение трещины и вторичных проявлений производится как при помощи лазера, так и при помощи других инструментов.
Важным является не только иссечение трещины и вторичных изменений в пределах здоровых тканей, но и отсутствие повреждения сфинктера заднего прохода. Ведь сфинктер заднего прохода — это важный мышечный компонент, отвечающий за держание кишечного содержимого.
Рис. 12. Модификация визуально-аналоговой шкалы, которая используется в клинике
Виды отклонений формы наружной поверхности шва от заданных значений
К нарушениям формы сварочного шва относят следующие дефекты:
- Подрезы непрерывные — представляют собой непрерывные углубления, расположенные на внешней части валика шва. Если подрезы располагаются со стороны корня одностороннего шва и образуются из-за усадки вдоль границы, их называют усадочными канавками. Подрезы являются широко распространенными поверхностными дефектами, которые возникают из-за слишком высокого напряжения дуги при сварке угловых швов или за неточного ведения электрода. В этом случае одна из кромок проплавляя более глубоко, что приводит к стекания металла на находящийся в горизонтальном положении деталь. Для заполнения канавки металла не хватает. при сварке стыковых швов подрезы образуются редко. При слишком высоких значениях скорости сварки и напряжения дуги, как правило, возникают двусторонние подрезы. Такого же типа дефект получается и при автоматической сварке в случае повышения угла обработки.
- Превышение выпуклостей стыковой или углового шва является избыток наплавленного металла с лицевой стороны швов сверх положенного значения.
- Если избыток наплавленного металла сверх установленного значения располагается на обратной стороне стыкового шва, то такой дефект называют превышением проплавить. Разновидность — местный избыточный проплав.
- Если избыток наплавляемого металла натекает на основной металл, но не сплавляется с ним, то такой дефект называют наплавом.
- Линейное смещение возникает, если свариваются поверхности расположены параллельно, но не на одном уровне.
- Угловым называют смещение между двумя поверхностями при их расположении под углом, который отличается от необходимого.
- Натик образуется из металла сварного шва который оседает под действием силы тяжести. Натик образуется при горизонтальном, потолочном, нижнем положениях сварки, в угловом соединении и шве нахлесточные соединения.
- При прожогам металл сварочной ванны следует, образуя сквозное отверстие. Причинами прожога могут стать загрязненность поверхности основного металла или электрода.
- Неполное заполнение разделки кромок возникает из-за недостатка присадочного материала.
- Если в угловом соединении один катет значительно превышает другой, то возникает дефект чрезмерной асимметрии.
- Неравномерное ширина сварного шва.
- Неровная поверхность — это неравномерность формы усиления шва по его длине.
- Вогнутость корня шва представляет собой неглубокую канавку со стороны корня шва, которая образовалась из-за усадки.
- Из-за возникновения пузырей в период затвердевания металла образуется пористость в корне шва.
- Восстановления. Этот дефект является местную неровность поверхности в зоне восстановления сварочного процесса.
Наплыв и подрез
Как избежать появления трещин
Вероятность образования трещин можно уменьшить. Для этого следует придерживаться некоторых рекомендаций:
- Снизить жесткость стыка свариваемых заготовок.
- Ширина сварного шва должна соответствовать толщине полок соединяемых элементов.
- Сила сварочного тока должна быть в пределах рекомендованных для конкретного типа работ значениях.
- Содержание углерода и серы в присадочных материалах должно быть минимальным.
- Удерживать электрод под оптимальным углом по отношению к рабочей поверхности.
- Не делать сварочный шов слишком узким.
- Сваривать заготовки в несколько проходов. Однопроходные швы являются наименее прочными.
Не помешает предварительно нагреть соединяемые заготовки.
Другие дефекты сварных швов
Все дефекты сварных швов и соединений, которые не были перечислены выше, относятся к категории «другие». К ним относятся следующие типы дефектов:
- Случайная дуга. В результате возникновения случайного горения дуги возникает местное повреждение поверхностного слоя основного металла, который примыкает к области сварного шва.
- Брызги металла — капли, образовавшиеся от наплавляемого или присадочного металла при сварочного процесса. Они прилипают к поверхности остывшего металла сварного шва или основного металла, расположенного в околошовной области.
- Вольфрамовые брызги — создаются частицами вольфрама, выброшенного из расплавленного электрода на основной металл или на сварной шов.
- Поверхностные задиры — это дефекты, которые возникают из-за удаления временно приваренного приспособления.
- Утонение металла образуется при механической обработке. При этом толщина металла имеет значение, меньше допустимой величины.
Допустимые дефекты сварных соединений — это отклонение, наличие которых не снижает эксплуатационные свойства сварного соединения и их присутствие разрешено нормативной документацией. Все другие дефекты, как правило, исправляются с помощью подварки. Исправлять качество сварки более двух раз не допускается, так как может произойти перегрев или перерасход металла.
К внешним дефектам относятся: наплывы; подрезы; незаваренные кратеры; поры, выходящие на поверхность сварного шва; пропали; внешние трещины и др. Наплывы образуются в результате стекания расплавленного металла электрода на нерасплавленный основной металл или ранее выполнен валик без сплава с ним (рис. 4).
Наплывы могут быть местными, в виде отдельных зон, а также значительными по длине.
Рис. 4. Наплывы в швах: a — горизонтальном; б — нaхлесточном; в — тавровом; г — стыковом или при наплавке валиков.
Наплывы возникают из-за: чрезмерной силы тока при длинной дуге и большой скорости сварки; увеличенного наклона плоскости, на которую накладывают сварные швы; неправильного ведения электрода или неверного смещения электродной проволоки при сварке кольцевых швов под флюсом; неудобного пространственного положения (вертикальное, потолочное), а также недостаточный опыт сварщика.
подрезы
представляют собой углубления (канавки) в основном металле, идущие по краям шва (рис. 5). Глубина подреза может колебаться от десятых долей миллиметра до нескольких миллиметров. Причинами, по которым образуются эти дефекты сварных соединений являются: значительной силы тока и повышенное напряжение дуги; неудобное пространственное положение при сварке; небрежность сварщика.
Рис. 5. Подрезы: a — в стыковом шве; б — в горизонтальном шве, расположенном на вертикальной плоскости; в — в угловом шве таврового соединения.
Подрезы в шве уменьшают рабочую толщину металла, вызывают местную концентрацию напряжений от рабочих нагрузок и могут быть причиной разрушения швов в процессе эксплуатации. Подрезы в стыковых и угловых швах , расположенные поперек действующих на них сил, приводят к резкому снижению вибрационного прочности; даже довольно большие подрезы, проходящих вдоль действующей силы, отражаются на прочности в значительно меньшей степени, чем подрезы, расположенные поперек.
кратер
— углубление, образующееся в случае резкого обрыва дуги в конце сварки (рис. 6). Особенно часто кратеры возникают при выполнении коротких швов. Размеры кратера зависят от величины сварочного тока. при ручной сварки его диаметр колеблется от 3 до 20 мм, при автоматической он имеет удлиненную форму в виде канавки. Незаваренные кратеры снижают прочность сварного соединения, так как концентрируют напряжения. Кроме того, они уменьшают сечение шва и могут появиться очагами образования трещин.
Рис. 6. Кратеры: a, б — вид сверху; в — в продольном разрезе сварного шва.
При наличии кратера в сварном шве снижение прочности соединения при вибрационной нагрузке для изделий из малоуглеродистой стали достигает 25%, а для изделий из низколегированных сталей — 50%.
стремглав
— дефект в виде проплавления или наплавленного металла с возможным образованием сквозных отверстий (рис. 7). Пропали возникают вследствие недостаточного притупления кромок, большого зазора между ними, завышенного сварочного тока или мощности горелки при невысоких скоростях сварки. Особенно часто пропали наблюдаются в процессе сварки тонкого металла и при выполнении первого прохода многослойного шва. Кроме того, пропали могут иметь место в результате плохого поджатия флюсовой подушки или медной подложки (автоматическая сварка), а также при увеличении продолжительности сварки, малом усилии сжатия и наличии загрязнений на поверхностях свариваемых деталей или электродах (точечная и шовная контактные сварки). Во всех случаях отверстие, возникающее при пропали, хотя и заваривается,
Качество сварных соединений можно обеспечить только постоянным контролем производства, причем контроля должны подлежать все элементы, начиная от самого свариваемого материала, проволоки и электродов, флюса, и заканчивая контролем самого процесса и качества готового изделия.
Какие могут быть вторичные изменения при хронической анальной трещине?
— сторожевой бугорок (представлен на фото)
— кожная складка (представлена на фото)
— свищ (представлен на фото)
Рис. 3. Анальная трещина с формированием фиброзного полипа по типугипертрофического анального сосочка
Рис. 4. Течение анальной трещины с формированием кожной складки
Рис. 5. Анальная трещина с формированием вторичного свищевого хода
Если анальная трещина развилась у пациента на фоне плотного стула, частого жидкого стула, анального секса или использования секс-игрушек, то она будет относиться к первичной анальной трещине. А если анальная трещина возникла у пациента, который страдает другими заболеваниями, например такими как, рак анального канала, рубцовая стриктура заднего прохода, болезнь Крона, язвенный колит, ВИЧ, то её мы будем относить к группе вторичных анальных трещин.
По локализации трещины подразделяют на три типа:
Рис. 6.
Классификация дефектов.
С разным причинам могут возникать дефекты сварных соединений, которые оказывают существенное влияние на качество и прочность сварных конструкций. Все дефекты сегодня принято делить на несколько групп, а именно:
- Внешние дефекты: к внешним дефектам относятся различные трещины, подреза и кратеры, которые значительно снижают прочность конструкции.
- Внутренние: до внутренних дефектов принято относить различные включения, пористость шва, а также непровар.
- Сквозные: трещины и различные пропали.
Очень часто дефекты возникают из-за прямого нарушения технологии сварки или низкой квалификации самого сварщика или неправильного подбора материалов. Также хочется заметить, что часто причиной может послужить неисправность оборудования или низкое качество самих материалов. Поэтому, в причинах возникновения дефекта нужно разбираться подробно, это поможет исключить возможность их возникновения в будущем.
Какие обследования нужно пройти, чтобы начать лечение?
Пациентам с наличием трещины заднего прохода показано выполнение колоноскопии, сдача лабораторных анализов для уточнения причины заболевания. Ведь если трещина не является самостоятельным заболеванием, то лечение трещины может быть неэффективно.
Бывают случаи, когда сложно дифференцировать заболевание без гистологического исследования (взятие участка ткани для определения клеток ткани – доброкачественное или злокачественное образование).
В ККМХ (Клиника Колопроктологии и Малоинвазивной Хирургии) Вы можете пройти полноценный комплекс обследований, который поможет установить точный диагноз.
Выполнение колоноскопии возможно на следующий день после обращения к врачу-колопроктологу.
— Почему не сразу? — спросите Вы.
Ответ простой:
— Потому что к исследованию требуется подготовка (очищение кишки).
У нас Вам подскажут, как и чем лучше подготовиться к данному исследованию.
Сдача лабораторных анализов возможна в день обращения (не всегда, потому что для некоторых показателей необходимо быть натощак – на голодный желудок).
При наличии заболеваний, которые требуют обращения к смежным специалистам, Вам помогут выбрать врача и записаться к нему на прием.