Разновидности
Серебросодержащие припои подразделяются на группы, исходя из доли содержащегося в них серебра.
Составы, содержащие до 40% основного металла, применяют при соединении деталей из сталей и цветных сплавов. Прочностные характеристики такого материала позволяют паять заготовки не толще 3 мм.
Припои, в которых присутствует 40-60 % Ag, годятся для паяния меди, никеля и стали в конструкциях, подвергающихся сильным постоянным и переменным нагрузкам.
Высокое содержание основного металла позволяет применять припой с серебром для ответственных высоконагруженных соединений, контактов в электротехнике и электронике, ленточные пильные полотна и тому подобные.
Применения недорогих марок
Самое низкое содержание серебра и высокую температуру плавления, равную 830 ℃, имеет припой ПСр-10. Помимо 10% серебра в сплаве содержится 53% меди и около 37% свинца.
Указанное содержание благородного металла является минимально возможным в средствах для твердого спаивания. Образующийся шов выдерживает нагревание до 800 ℃.
Данный серебряный материал предназначен для пайки стальных сплавов, композиций из цветных металлов. Им можно паять латунь с большой концентрацией меди (более 58%).
Важно помнить, что температура эксплуатации спаянных деталей, не должна быть больше температуры плавления данного серебряного припоя.
Сплав, содержащий 12 % серебра, рекомендуют применять для меди; латуни с содержанием меди, достигающем 58 %.
Пайка недорогим серебряным припоем ПСр-25 позволяет получить особо чистый шов. Содержание серебра, равное 25%, обуславливает не очень высокие прочностные характеристики соединения. В припое также присутствует 40% меди, около 35% цинка.
Для тонкой работы имеющихся показателей стойкости к ударам бывает достаточно. Если предстоит прочно припаять крупные детали, следует выбрать другой состав.
Физико-химические свойства и состав
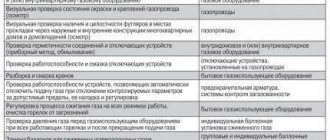
Химический состав паяльного материала определяется ГОСТ и влияет на его физико-химические параметры. Для изменения свойств в состав включают такие элементы, как медь, цинк, олово, сурьма и другие.
Норматив содержания добвако в различных марках припоев.
Для снижения стоимости состава при пайке менее ответственных соединений серебро разбавляют дешевыми относительно серебра оловом, свинцом, цинком.
Государственные стандарты и сортамент ПСР 40
Основным стандартом, регламентирующим, прежде всего химический состав и физические качества, а также условия выпуска припоя ПСР 40 выступает государственный стандарт ГОСТ19746-74.
Сортамент готовой продукции составляет для потребительских целей продукцию в виде проволоки или листовой формой выпуска.
Проволока в зависимости от производителя имеет диаметр от 2 до 7 мм, а листовые фрагменты толщиной от 2 до 5 мм.
Маркировка осуществляется указанием на этикетке или бирке государственного стандарта, маркировки, формы выпуска и массы изделия. Для мелких ремонтных работ применима чаще всего проволока, при этом для пайки радиокомпонентов чаще всего это диаметр 2 и 3 мм. Для ремонтных промышленных работ эффективнее применение все-таки листового материала.
Расшифровка марки ПСР 40 представляет собой буквенную аббревиатуру и числовой код:
- ПСР – припой с основным элементом техническим серебром;
- 40 – процентное содержание основного элемента в композиции сплава.
На рынке сегодня представлены как довольно известные отечественные мировые производители, так и малоизвестные товары из азиатско-тихоокеанского региона. По чистоте и соответствию ГОСТ наиболее приемлемыми будут товары германской Felder и украинского Донмет.
Особенности выбора
Правильный подбор паяльного материала является залогом высокой прочности и долговечности паяного шва. При выборе марки следует учитывать также технические и эксплуатационные требования:
- статические и динамические нагрузки на соединение;
- температурный режим;
- химическая активность среды, в которой будет работать шов;
- плановая себестоимость шва.
Так, для создания высокотемпературных швов в состав добавляют медь, поскольку олово и цинк имеют низкую температуру плавления и ослабят соединение.
Высокая цена соединяемых ювелирных заготовок позволяет сохранять экономическую эффективность производства при использовании припоев с высоким содержанием серебра, вплоть до чистого металла.
Как происходит сам процесс
Ювелирное изделие из серебра следует поместить на подходящую поверхность, которая обладает низкой теплопроводностью, не разрушится от воздействия высоких температур, например, на кирпич.
Затем место, где будет находиться сварной шов, нужно обмазать флюсом и поместить туда кусочек припоя.
Теперь можно взять горелку и плавно подвести к изделию. Обрабатываемая зона должна равномерно прогреться. А как только флюс полностью расплавится, огонь надо увеличить и продолжать пайку до того момента, пока не возникнет действительно надёжный шов.
Если же припой и флюс внезапно закончатся, необходимо аккуратно добавить их новые порции на то же место.
По завершению пайки изделие необходимо очистить от флюса и остатков припоя. Для решения данной задачи подойдёт наждачная бумага. Дополнительно поверхность серебра можно подвергнуть обработке раствором лимонной кислоты в целях осветления или раствором йода для зачернения.
Не стоит забывать, что пайка должна производиться в проветриваемом помещении, а человек, осуществляющий эту операцию, обязательно должен быть защищён маской или очками
Достоинства
Серебро плавится при 962оС. Чистый серебряный припой позволяет создавать соединения с высокой пластичностью. Основными их преимуществами считаются:
- отличная текучесть в расплавленном состоянии;
- прочность;
- устойчивость к коррозии;
- возможность соединять разные металлы и сплавы;
- высокая электропроводность и теплопроводность.
Температура плавления понижается с понижением доли серебра. Параллельно снижается время и затраты энергии на единицу расплавляемого объема.
Способы пайки серебра
Сам процесс пайки серебра мало чем отличается от пайки других металлов, однако существуют некоторые нюансы при работе с паяльником в отличие от газовой горелки.
Пайка серебра паяльником
Предварительно необходимо установить на паяльник тонкое жало. Если мощность паяльника 40 — 60 Вт, то рекомендуется использовать припой ПСР-3, температура плавления которого составляет 315 градусов Цельсия. Этот припой также удобен тем, что внутри него находится смола, исполняющая функции флюса и защищающая сплав от окисления.
Процентное содержание серебра
Доля основного металла в серебряном припое определяет тепло- и электропроводность материала.
Низкое
Такие оловянно-серебряные припои, содержащие от 1,5% Ag, популярны в электротехнической отрасли, производстве трубопроводов и сосудов, они позволяют быстро и эффективно соединять заготовки, контакты и другие детали. Низкое сопротивление, высокая текучесть и доступная цена позволяют широко применять состав.
Среднее
Доля серебра в 40-60% позволяет паять высоконагруженные соединения. Однако материалы, содержащие олово и серебро не рекомендованы для работы в условиях высоких температур. Они пригодны для работы в условиях вибрационных нагрузок и химически активных сред.
Высокое
Эти составы используют для самых сложных и ответственных соединений. Так, состав ПСр65, содержащий 2% Cu и 14% Zn, используется для напайки пильных полотен. Он способен противостоять разрывным и изгибающим усилиям.
ПСр70 применяется в производстве мощных генераторов, где сопротивление играет решающую роль.
Когда можно паять серебро?
Серебро является достаточно мягким металлом, поэтому изделия из него часто ломаются. Например, порвавшуюся цепочку, серьги или треснувшее серебряное кольцо просто относят в ювелирную мастерскую. Но при определенных навыках пайки вполне можно починить изделие в домашних условиях.
Украшения из серебра оловом нужно паять очень осторожно, чтобы не испортить их. Серебро имеет свои особенности и работа с ним происходит несколько иначе, чем, например, с привычным для ремонтников оловом.
Какие флюсы подходят?
Для создания прочного соединения необходимо правильно подготовить поверхности к пайке. Для этого их зачищают механическим способом. Серебряный припой используют с флюсом для пайки — жидкостью или пастой, разрушающей пленку окислов и облегчающей пайку, повышая жидкотекучесть расплава.
Широко применяется бура в порошке. Ее разводят в небольшом количестве воды, нагревают и перемешивают до образования паяльной пасты.
С таким составом можно паять от 490 до 910оС
Широко представлены на рынке и готовые паяльные жидкости и пасты. Начинающему мастеру лучше использовать покупные материалы. Самостоятельное приготовление флюсов требует навыков обращения с сильнодействующими химикатами.
Подготовка материалов
Перед тем, как паять ювелирное серебро в домашних условиях, следует подготовить, помимо паяльного инструмента, соответствующие припои и флюс.
В этом случае лучшим флюсом для пайки считается колофоний – специальная смола, которая образует плёнку над местом пайки и не допускает реакции с окружающим кислородом.
Если колофоний найти в магазинах не получилось, можно сделать флюс для ювелирного серебра самостоятельно. В таком флюсе будет два элемента:
- бура (декагидрат тетрабората натрия);
- поташ (карбонат калия).
Их нужно совместить в пропорции один к одному. Буру для пайки стоит покупать в виде порошка, а не в виде водного раствора (в противном случае её сначала требуется просушить). Процесс приготовления этого флюса довольно прост: кристаллы буры растирают в ступке и перемешивают с поташом.
Само ювелирное изделие из серебра тоже нуждается в предварительной подготовке – его надо почистить и обработать спиртом (обезжирить).
Технология создания в домашних условиях
Приготовление припоя для пайки серебра своими руками позволяет сэкономить заметные суммы, но требует наличия плавильно-литейного оборудования и определенных навыков.
Сделать его можно в следующей последовательности:
- измельчить лом ножницами по металлу;
- измельчить присадочный материал;
- удалить из них железную пыль мощным магнитом;
- точными весами отвесить порции шихты по 20 граммов;
- добавить 10% буры и тщательно перемешать;
- положить навешенную порцию в плавильную ложку и нагревать горелкой до полного расплавления;
- прогреть литейную форму, называемую «ингус»;
- в один прием вылить ложку с расплавом в ингус;
- охладить форму под проточной водой;
- выколотить готовый припой из формы.
Во время работы следует соблюдать осторожность, пользоваться средствами индивидуальной защиты, вытяжкой и не оставлять горелку без внимания.
Плавка припоя
Если вы решили обойтись без старинных рецептов, запасайтесь вот какими материалами:
- емкость с водой;
- древесная смесь с углем;
- бура;
- тигель и железный крюк.
Состав припоя и его температура плавления.
Металлы плавим в тигле, который нужно поместить в горн или нагревать его паяльной лампой. Во время расплавки обязательно добавляем буру. Важно знать и выполнять четкую очередность процесса. Главное – плавить первым делом тугоплавкие металлы, и только потом – легкоплавкие.
Жидкие металлы постоянно перемешиваются в тигле крюком или деревянной палкой. Процесс лучше разделить на два этапа. Тигель с расплавленными металлами вынимают из горна, а металл соединяют с водой. Образующиеся при этом мелкие капли металла высушивают и снова переплавляют, добавив буры.
После окончательного расплавления припой переливаем в форму. Когда он застынет, прокатываем его в полосы.
Важнейшая часть процесса пайки серебром в домашних условиях – переход сплава из жидкого состояние в твердое. Сначала смесь плавится, а затем отливается в ингус.
Подготовка ложки заключается в следующем: на ее дно кладется картон прямоугольной формы, поверх него – пластина, чтобы ее края обворачивали края ложки. Картонные листы тщательно обжимаются, образуя ложе вогнутой формы.
Сортировка шихты проводится на специальных ювелирных весах, проверяется и взвешивается серебряный лом разных проб: 916 и 875, чистое серебро, металл, бура. Шихта делится на равные кучки примерно по двадцать грамм, ее чистят с помощью магнита от примесей железа и стали.
Лом с пробой 875 смешивается с остальными частями. В качестве флюса выступает бура.
Пропорция серебра пробы № 875 и меди составляет ровно 4:1 (три медных пятака и один полтинник), буру добавляют из расчета одна часть на десять частей шихты.
Ингус или другую форму смазывают воском и ставят рядом с горелкой. Дело в том, что расплав ни в коем случае не должен остывать. Поэтому его выливают в хорошо нагретый ингус. Затем форму отправляют под холодную воду для охлаждения. Остывший брусок вынимается.
Старинный рецепт варки
В рецептуру входит советский серебряный полтинник чеканки 1924 года и медный пятак чеканки 1961 года.
Последовательность действий следующая:
- измельчить монеты ножницами;
- расплавить в ложке серебро;
- добавить в плавильную ложку медь;
- плавными кольцевыми движениями руки перекатывать расплав по ложке до полного перемешивания;
- вылить расплав в ингус и охладить.
Поученный припой для пайки серебра будет приблизительно 900 пробы. Точная проба зависит от степени износа монет.
Как и с помощью чего спаять серебро?
Прежде, чем решиться припаять части серебряного изделия самостоятельно, нужно разобраться в физико-химических свойствах благородного металла. Температура плавления серебра составляет 960 градусов. Это средний показатель для различных металлов, из которых производятся ювелирные украшения.
Температура плавления зависит от того, какое количество чистого серебра содержится в сплаве. Чтобы паек получился качественным, нужно основательно подойти к выбору серебряного припоя.
Он представляет собой прочное паяное соединение и применятся для пайки как цветных, так и черных металлов, а также различных сплавов. Для удобства использования все припои подлежат маркировке, включающей буквенно-цифровой набор. Цифровой показатель определяет количество серебра в припое в процентном соотношении.
Любой шов, спаянный при помощи припоя, устойчив к коррозии, не деформируется, является прочным. Самый важный фактор из выше перечисленных – антикоррозийность. Чтобы данный момент соблюдался, следует выбирать припои, в которых повышенное содержание чистого серебра.
В случае невозможности приобрести припой в специальных торговых точках, можно сделать его самостоятельно. Самый распространенный и качественный состав, в который входят:
Все компоненты расплавляются в муфельной печи. Смесь после плавки переливают на подложку и пропускают через станок, чтобы получились листы нужной толщины. Для спаивания применяют листы 1-3 мм. От них отрезают полоски необходимой длины.
Читать также: Как соединить два кабеля между собой
Как провести пайку серебряным припоем?
Для соединения металлических элементов с небольшой площадью контакта применяется технология пайки. Она предусматривает использование припоя, который представлен специальным сплавом металла. Его температура плавления должна быть меньше, чем у соединяемых элементов. В некоторых случаях проводится пайка серебряным припоем. Он обладает своими достоинствами и недостатками.
Что такое серебряный припой?
Современная работа с металлом предусматривает технологию ступенчатой пайки. Она требует специального внимания, так как некоторые серебряные сплавы обладают высокой температурой плавления. Это свойство обеспечивает высокое качество получаемого соединения.
Серебряный припой для пайки в чистом виде встречается крайне редко, что связано с высокой стоимостью цветного сплава. Большей эффективностью в применении обладают составы с другими примесями. В качестве дополнительных компонентов часто применяются:
- Никель.
- Медь.
- Свинец.
- Цинк
Чистый сплав серебра применяется только в ювелирном деле. Свойства припоя прежде всего зависят от доли драгоценного металла в составе:
- При концентрации более 50% металл получается пластичным и устойчивым к повышенным нагрузкам.
- Другие компоненты могут изменить основные свойства сплава, расширив его область применения.
Все возможные варианты указываются в ГОСТ 19738-74. В технической документации встречается таблица марок с указанием процентного содержания всех элементов. Существенно сэкономить на пайке можно при самостоятельном изготовлении сплава. Достоинствами большинства сплавов можно назвать следующее:
- Высокая степень текучести. Это упрощает распространение состава по поверхности.
- Прочность. Получаемые соединения могут выдерживать высокую нагрузку.
- Коррозионная стойкость. Металл при высокой влажности покрывается коррозией. При включении в состав серебра обеспечивается коррозионная стойкость.
- Основные свойства позволяют использовать состав для соединения самых различных металлов.
- Низкое сопротивление электрическому току позволяет использовать припой при создании электрического оборудования.
Физико химические свойства и особенности
Не во всех случаях серебро выступает в качестве основного элемента при создании сплава для пайки. С увеличением концентрации повышается прочность и практичность соединения. Температура плавления — основная характеристика, которая учитывается при выборе припоя. У некоторых вариантов показатель составляет +600°С.
Сочетание металлов позволяет получить сплав с особыми эксплуатационными характеристиками. Наиболее распространенный состав представлен сочетанием:
- Серебро — 30%.
- Медь — 20%.
- Цинк — 16%.
- Кадмий — 33%.
Присутствие кадмия определяет то, что сплав обладает высокой хрупкостью. Поэтому подобный сплав не должен применяться при изготовлении изделий, которые подвергаются переменной нагрузке. Если повысить концентрацию серебра до 50%, то повысится и текучесть состава в жидком состоянии.
Как выбрать правильный?
Важно правильно выбрать наиболее подходящий припой для каждого случая. Основными рекомендациями можно назвать нижеприведенные моменты:
- Определяются условия эксплуатации создаваемого соединения: температура, оказываемое воздействие, влажность и другие. Некоторые предназначены для передачи электрического тока, другие подвергаются нагреву или переменным нагрузкам.
- Температура плавления. Для распределения припоя по поверхности его нужно нагреть до соответствующей температуры. Не все паяльники могут нагреть материал до температуры +600°С.
- Область применения. Чистые составы используются при ювелирных работах, с примесями в промышленности.
Некоторые производители указывают то, какая марка припоя подходит для каких задач. Поэтому проблем с выбором наиболее подходящего состава не возникает.
Процесс пайки
При наличии соответствующего инструмента провести пайку можно самостоятельно. Больше всего трудностей возникает при работе с нержавейкой. Рекомендации следующие:
- Для начала проводится зачистка поверхности от различных загрязнений, может применяться любой механический метод. Чаще всего краска и загрязнения удаляются щеткой, после чего поверхность обезжиривается при применении специального состава.
- На зону будущей пайки выкладывается подобранный флюс. Технология нанесения во многом зависит от того, какой материал применяется. Флюс должен распространяться равномерно, так как в противном случае качество соединения может быть низким.
- Для обработки большой площади применяется специальная горелка, которой металл нагревается до нужной температуры. Первый признак того, что материал готов к пайке — изменение его температуры.
- После достижения требуемого состояния заготовки подается выбранный припой. Он должен быть распространен по поверхности равномерным слоем.
- Весь шов проходится от начала до конца. Для остывания материала дается немного времени, после чего заготовка еще немного подогревается для постепенного снижения температуры.
Если площадь соединения небольшая, то можно использовать небольшой паяльник. В этом случае нет необходимости в предварительном подогреве основания.