Линия продольной резки рулонного метала – современный подход к производству штрипсов. На сегодня различные отрасли промышленности не смогли бы обойтись без применения листового металлопроката. Благодаря технологиям такие линии выполняют высокие требования стандартов, а при упаковке и транспортировке сохраняются эксплуатационные качества металла.
Качество резки рулонного металла достигло высокого уровня. Особенно в производствах, где эксплуатируются режущие станки для резки рулонной стали. На выходе получается соответствующая стандарту продукция, на которой нет необходимости проводить дополнительные работы.
С точки зрения экономической эффективности, именно поперечная и продольная резка металла позволяет достичь снижения себестоимости продукции и увеличить эффект от производства.
Предпосылки для масштабного применения
Популярность линии резки рулонного металлопроката вызвана большим ассортиментом товаров, которые выпускает линия продольной резки металла. Из готовой продукции изготовляют прямошовные трубы, слоеные стройматериалы.
Схема основных этапов производства прямошовных труб
Линия поперечной резки рулонного металла позволяет организовать штамповочное производство различных товаров, без нее не обходится ни один элемент литейно-прокатных комплексов.
При разрезе металл классифицируется на три вида жести:
- толщиной до 2 мм;
- имеющую диапазон толщины от 2 до 4 мм;
- толщиной свыше 4 мм.
Первые два вида металлов предполагают применение холодной прокатки, в то время как при разрезе 4 мм жести применятся горячий вид обработки.
Наибольшее распространение в производстве нашли рулоны, произведенные путем холодной прокатки. Выполняется этот процесс из металлических рулонов следующих размеров:
- толщина в диапазоне 0,25–4 мм;
- ширина – 12,30 см,
- длина до 30,00 см.
При этом вес таких рулонов достигает 15 тонн.
При резке таких металлических рулонов, учитываются технические характеристики этого материала, поэтому в этом процессе мастера применяют особые станки и специальное оборудование.
Станок для поперечной резки рулонного металла
Линии продольно-поперечной резки/перемотки металла
Автоматические линии резки/перемотки металла — необходимый элемент любого предприятия по переработке тонколистовой стали.
Они используются как самостоятельные единицы, так и в составе технологической цепочки.
Оборудование для резки металла, в своём ассортименте имеет машины, предназначенные как для продольного роспуска, так и для поперечной резки металла. Так же, не менее важным значением, является толщина обрабатываемого металла, она может варьироваться от 0,4 до 4 мм. И в зависимости от этого параметра, оборудование имеет классификацию — «малая» и «большая» резки металла.
Технология процесса
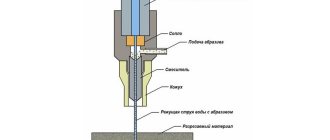
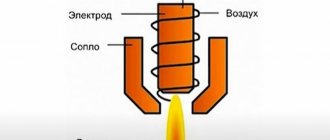
В начале технологического процесса необходима предварительная нарезка полос до требуемой длины. Далее, к этим полосам подсоединяется электричество.
Мощность электрического тока обеспечивает точечный нагрев полосы. За счет этого обеспечивается температурный раздел и плавление металла. При определении величины тока учитывается толщина полосы, частота подводимого электрического тока и физико-химические свойства металла.
Продольная резка металла обязательным образом сопровождается локальным нагревом полосы для снижения сопротивления при резке. Это объясняется тем фактом, что нагревание до высоких температур сопровождается снижением механических свойств металла. Линия продольной резки материала способствует образованию более закругленных полос меньшей ширины, не имеющих заусенец.
За счет этого обеспечивается соответствие всем требованиям стандартов, предъявляемым к процессу изготовления гнутых профилей сварных прямошовных труб.
Вдобавок к этому, при таком методе разрезании полос не появляется необходимость дополнительной обработки и прочих операций. Это означает, что линия продольной резки рулонного металла является экономически очень эффективной.
Линия продольной резки листового металла
Особенности продольной резки рулонного метала
Линия продольной резки рулонного метала – современный подход к производству штрипсов. На сегодня различные отрасли промышленности не смогли бы обойтись без применения листового металлопроката. Благодаря технологиям такие линии выполняют высокие требования стандартов, а при упаковке и транспортировке сохраняются эксплуатационные качества металла.
Качество резки рулонного металла достигло высокого уровня. Особенно в производствах, где эксплуатируются режущие станки для резки рулонной стали. На выходе получается соответствующая стандарту продукция, на которой нет необходимости проводить дополнительные работы.
С точки зрения экономической эффективности, именно поперечная и продольная резка металла позволяет достичь снижения себестоимости продукции и увеличить эффект от производства.
Особенности процесса работы
Линия поперечной резки металла вместе с продольной имеет похожий принцип функционирования. Материал удерживается особыми дисковыми ножницами, а далее после фиксации между верхним и нижним валами происходит резка.
Разделение происходит под влиянием напряжения, прижимающегося к верхнему валу. За все время процесса верхние и нижние валы постоянно сохраняют движение для непрерывной подачи листов.
Поскольку под действием высокой температуры жесткость металла ослабевает, в процессе резки диски зачастую заменяются углеродистыми стальными вальцами, заблаговременно нагрев металл с помощью электричества. При замене дисков вальцами мастера обеспечивают высокое качество резки.
Поперечная резка рулонной стали
Один из популярных видов металлообработки – поперечная резка рулонной стали. Спрос на продукты, выпускаемые путем поперечной резки стальных листов, обоснован их широким внедрением в разные сегменты экономики и быта. Трудно переоценить значение материалов, полученных из стали, обработку названным способом: это и кровельные конструкции, и воздуховоды, и системы вентиляции. Поперечная резка рулонной стали востребована для производителей рекламной продукции, в автомобилестроении и других материалов.
Сегодняшняя металлообрабатывающая промышленность представлена десятками компаний, одним из видов деятельности которых является резка стали на штрипсы. В результате использования качественного технологического оборудования со станков сходят заготовки всевозможных форм: прямоугольные, квадратные, ромбические, трапециевидные листы, которые заказчик использует в дальнейшем в собственных целях.
Резка осуществляется в автоматическом режиме, основным требованием к работе является деликатный подход к обрабатываемому материалу. Особенно важным этот момент бывает при резке стали с лакокрасочным или полимерным покрытием, холоднокатаной стали: листы, полученные в результате, эффективно используются для монтирования автомобильных корпусов.
Виды резки и для чего они нужны
Узкие металлические полосы востребованы как в массовом, так и в мелкосерийном производстве.
В первом случае изготовляемая продукция предназначена для применения в вентиляционных системах и кровельных работах, при установке рекламных сооружений.
Детали для вентиляционной системы
А в мелкосерийном производстве, что на практике подразумевает более тонкую работу, выполняется разрезание металла ювелирного качества.
В таком типе производства различают следующую классификацию видов резки:
- резка фигурная – процесс, когда заранее обозначается фигура, по которой движется лазер и вырезает установленный программой элемент. При резке декоративных изделий такой метод позволяет избежать повреждений;
- резка металла по контуру – процесс, после которого материал не подвергается дальнейшей полировке или какой-либо обработке. При резке сложных фигур этот метод резки подходит незаменимо. Диаметр режущего луча не превышает 0,4 мм;
- резка лазером – более модернизированная технология, которая позволяет значительно сократить процесс обработки, при этом не влияет на качество. При этом такая технология весьма недорогая, ведь отсутствует процесс рубки и фрезеровки.
Точная форма конечной продукции обеспечивается за счет технологии, устраняющей динамическое воздействие на продукцию. Именно резка лазером применяется при изготовлении мебельных гарнитуров, разного оборудования, а также машин.
После резки лазером поверхность материала становится идеальной гладкой и отполированной. А также осуществляется регулировка глубины лазера, что очень существенно при резке сложных фигур.
Поперечная резка металла – сложный процесс, требующий от мастеров настоящего профессионализма и щепетильного выполнения правил.
На каждом этапе технология имеет контрольные точки, это помогает проверить правильность выполнения работы, а также состояние изделия.
Поэтому применение линии продольно-поперечной резки металла способствует ускорению процесса изготовления деталей и изделий. Состоит линия резки из нескольких комбинированных частей, это позволяет разбить технологию на небольшие логические циклы. За счет этого процесс резания существенно ускоряется.
Продольная резка рулонной стали
Металлопрокат находится на верхушке огромной пирамиды, состоящей из отраслей тяжелого промышленного производства. Обработка металла является определяющим видом деятельности множества крупных предприятий и средних коммерческих организаций. Особенно большой спрос сегодня существует на рулонную сталь и штрипс – исходный продукт металлообработки. Поэтому продольная резка рулонной стали стала максимально востребована в настоящее время.
В современном процессе используется новейшее высокотехнологичное оборудование, это гарантирует максимальную точность резки с соблюдением параметров, оговоренных с заказчиком.
Продольная резка производится поэтапно:
- установка рулона из стали на разматыватель;
- подача листа на дисковые ножницы;
- роспуск на штрипс;
- сматывание штрипса.
В результате поучаются компактные рулоны стали нужного размера. Штрипс нашел широкое применение в современном хозяйстве. Изделия из резаной стали ежедневно встречаются в повседневном обиходе, в строительстве, это металлические профили, сайдинги, потолочные рейки, каркасы.
Поперечная резка рулонного металлопроката
Установка, на которой производится поперечная резка рулонного металлопроката, осуществляет разделение стального листа на мелкие элементы в соответствии с заранее заданными параметрами. Каждая установка рассчитывается на определенную толщину листа.
Процесс резки происходит по определенной схеме, оснащение установки состоит из некоторых узлов.
Разматыватель. Этот механизм служит для разматывания рулона стали и его последующего направления в подающее устройство. Процесс происходит плавно, с постоянным контролем над скоростью подачи.
Подающее устройство называют иначе правильным станом. Он придает стальной ленте нужное расположение в плоскости и способствует подаче ее в гильотинные ножницы для непосредственно резки на части. Скорость работы и длина деталей контролируются дистанционно, на пульте осуществляется так же управление асинхронными механизмами ножниц и правильного стана.
Ножницы включаются в тот момент, когда подающее устройство останавливается в позиции «поперечная резка рулонного металлопроката».
Заключительный шаг выполняется на приемном устройстве, куда отправляют готовые ленты.
Продольно-поперечная резка рулонного проката
Продольно-поперечная резка металла представляет собой сложную технологическую процедуру, во время которой от рулонного проката отделяют отдельные элементы в виде лент и полос. Процесс невероятно востребован в различных областях промышленности, где используется для создания разнообразных заготовок для дальнейшего применения в производстве. От того, насколько правильно выполняется продольный разрез рулонного проката, зависит качество производимых изделий и их внешний вид.
С помощью этой процедуры изготовляют следующие типы заготовок:
Для продольно-поперечной резки требуется специальное оборудование, которое включает станки и автоматизированные комплексы. Только при наличии таких установок можно достичь высоких показателей продуктивности и качества резки металла. В Москве и области заказать эту услугу можно в . При необходимости мы доставим продукцию в любой регион России.
Продольная резка рулонного проката
Продольная резка рулонного проката предполагает наличие специального оборудования. Линия представляет собой механизм, осуществляющий раскрой стального сырья на узкие ленты и сматывающий их в штрипс.
По сути, такие линии являются только подготовительным этапом по выпуску лент необходимой ширины, которые используются в дальнейшем в других, профилегибочных, линиях и в комплексах: перфорационных и штамповочных.
Комплектуются линии приводными разматывателями или функционируют по принципу протягивания полос за счет собственного натяжения.