При какой температуре металл краснеет
Уже в древности люди добывали и плавили медь. Этот металл широко применялся в быту и служил материалом для изготовления различных предметов. Бронзу научились делать примерно 3 тыс. лет назад. Из этого сплава делали хорошее оружие. Популярность бронзы быстро распространялась, так как металл отличался красивым внешним видом и прочностью. Из него делали украшения, орудия охоты и труда, посуду. Благодаря небольшой температуре плавления меди человек быстро освоил ее производство.
Свое латинское название Cuprum металл получил от названия острова Кипр, где его научились добывать в третьем тысячелетии до н. э. В системе Менделеева Сu получил 29 номер, а расположен в 11-й группе четвертого периода.
В земной коре элемент на 23-м месте по распространению и встречается чаще в виде сульфидных руд. Наиболее распространены медный блеск и колчедан. Сегодня медь из руды добывается несколькими способами, но любая технологий подразумевает поэтапный подход для достижения результата.
- На заре развития цивилизации люди уже получали и использовали медь и ее сплавы.
- В то время добывалась не сульфидная, а малахитовая руда, которой не требовался предварительный обжиг.
- Смесь руды и углей помещали в глиняный сосуд, который опускался в небольшую яму.
- Смесь поджигалась, а угарный газ помогал малахиту восстановиться до состояния свободного Cu.
- В природе есть самородная медь, а богатейшие месторождения находятся в Чили.
- Сульфиды меди нередко образуются в среднетемпературных геотермальных жилах.
- Часто месторождения имеют вид осадочных пород.
- Медяные песчаники и сланцы встречаются в Казахстане и Читинской области.
Физические свойства
Металл пластичен и на открытом воздухе покрывается оксидной пленкой за короткое время. Благодаря этой пленке медь и имеет свой желтовато-красный оттенок, в просвете пленки цвет может быть зеленовато-голубым. По уровню уровнем тепло- и электропроводности Cuprum на втором месте после серебра.
- Плoтность — 8,94×103 кг/ м3 .
- Удельная теплоемкость при Т=20 ° C — 390 Дж/кг х К.
- Электрическoе удельное при 20−100 ° C — 1,78×10−8 Ом/м.
- Температура кипeния — 2595 ° C.
- Удельная электропрoводность при 20 ° C — 55,5−58 МСм/м.
При какой температуре плавится медь
Плавления происходит, когда из твердого состояния металл переходит в жидкое. Каждый элемент имеет собственную температуру плавления. Многое зависит от примесей в металле. Обычная температура плавления меди — 1083 ° C. Когда добавляется олово, температура снижается до 930- 1140 ° C. Температура плавления зависит здесь от содержания в сплаве олова. В сплаве купрума с цинком плавление происходит при 900- 1050 ° C .
При нагреве любого металла разрушается его кристаллическая решетка. По мере нагревания повышается температура плавления, но затем выравнивается по достижении определенного предела температуры. В этот момент и плавится металла. Полностью расплавляется, и температура повышается снова.
Когда металл охлаждается, температура снижается, в определенный момент остается на прежнем уровне, пока металл не затвердеет полностью. После полного затвердевания температура снижается опять.
Это демонстрирует фазовая диаграмма, где отображен температурный процесс с начала плавления до затвердения. При нагревании разогретая медь при 2560 ° C начинает закипать. Кипение подобно кипению жидких веществ, когда выделяется газ и появляются пузырьки на поверхности.
В момент кипения при максимально больших температурах начинается выделение углерода, образующегося при окислении.
Плавление в домашних условиях
Благодаря низкой температуре плавления древние люди могли расплавлять купрум на костре и использовать металл для изготовления различных изделий.
Для расплавки меди в домашних условиях понадобится:
- древесный уголь;
- тигель и специальные щипцы для него;
- муфельная печь;
- бытовой пылесос;
- горн;
- стальной крюк;
- форма для плавления.
Процесс течет поэтапно, металл помещается в тигель, а затем размещается в муфельной печи. Выставляется нужная температура, а наблюдение за процессом осуществляется через стеклянное оконце. В процессе в емкости с Cu появится окисная пленка, которую нужно устранить — открыть окошко и отодвинуть в сторону стальным крюком.
Радуга на оружии. Термообработка металлов и цвета побежалости
| Оттенки жёлтого цвета отпуска на спусковых крючках Иж-54, в сравнении с белыми крючками ТОЗ-34 |
Просматривая фотографии охотничьих двустволок, всегда обращаешь внимание на деталях. Вот на этом ружье головки осей на замочных досках и винты ярко-синего цвета, вот на этой горизонталке спусковые крючки жёлтые, весёлые такие. А у другого ружья – крючки насыщенно-синие!
Разноцветные красивые детальки припоминаются и на старых винтовках, и на револьверах с пистолетами. Помните синего цвета УСМ на нашем Нагане?
Так что это за покрытие такое? Воронение? Окраска каким-то химическим составом вроде расплава селитры или что-то ещё? Судя по всему, всё достаточно просто. Красивые цвета мелких деталей – лишь побочный эффект термообработки. Дело здесь обстоит почти как с цветной калкой, о загадке которой мы говорили в прошлый раз.
Как закалялась сталь
Оксидирование таким простым способом, как нагревание металла до определённого цвета, известно давно и, судя по всему, очень многим. Помню, ещё в средних классах школы прочитал замечательную «Повесть о настоящем человеке». И где-то в описании Б.Полевым сожжённой немцами деревни мелькает фраза о плугах, «посиневших от огня». Вот этот посиневший в огне металл и есть цвет т.н. «отпуска». В случае контакта с древесным углём, металл тоже получает красивый чёрно-синий цвет, а сам способ называется «огневым воронением». Говорят, что при этом образуется покрытие из слоя магнетита, но подтверждения этому я не нашёл. Или – просто не смог найти, тут без химиков не обойтись. Но, в данном случае, мы поговорим о расцвечивании поверхности стали путём равномерного нагрева.
В огнестрельном оружии, особенно старом, кроме привычного чёрного оксидирования и белого непокрытого металла, обычно встречается два цвета – различные оттенки жёлтого и синего. Простейший пример – наш револьвер обр. 1895 года – Наган. Вплоть до начала войны, весь УСМ Нагана и все пластинчатые пружины зачастую были синего цвета, а собачка и боёк курка – соломенно-жёлтого (причём жёлтый цвет последних деталей сохранялся до конца выпуска револьвера). Та же картина, во всей красе, наблюдалась и на иностранном короткоствольном оружии – часть деталей на пистолете Люгера (знаменитом Парабеллуме) изначально имела жёлтые и синие цвета, а вот пистолеты военных выпусков уже шли, как правило, полностью чёрными. Великолепными, в неподражаемом сочетании дизайна и цветовой расцветки, были легендарные пистолеты Маузера С-96.
| револьвер образца 1895 года, бельгийский выпуск 1898 года |
Жёлтого цвета обычно и спусковые крючки на охотничьих ружьях. Если они не покрыты нитридом титана, то тогда это цвет низкого отпуска, получаемый при нагревании в муфельной печи при температуре не выше 240 градусов по Цельсию.
Для чего применяется отпуск деталей оружия? И почему им, деталям, оставляли и оставляют получившийся цвет?
Начнём с того, что нагруженные детали оружия всегда подвергают тому или иному виду термообработки, которая применяется для придания металлическим изделиям требуемых физико-механических свойств, без изменения химического состава стали. Это воздействие положительно сказывается на характеристиках металла, что позволяет снизить массу детали и её эксплуатационной прочности. Существует несколько видов термообработки: закаливание, нормализация, отжиг и отпуск.
Закалка – вид термической обработки металлов (нагрев, а затем – ускоренное охлаждение), после которого материал находится в неравновесном структурном состоянии, не свойственном данному веществу при нормальной (20 град.) температуре. Политехнический словарь, М.: Советская энциклопедия, 1989 г.
| детали УСМ нагана бельгийской сборки. Обратите внимание на необычный цвет отпуска |
Отжиг – вид термической обработки, заключающийся в нагревании вещества, выдерживании его при определённой температуре и последующем медленном охлаждении вместе с печью. Отжиг способствует переходу неустойчивой структуры в близкую к равновесной, снятию механических напряжений, повышению пластичности и улучшению обрабатываемости. Политехнический словарь, М.: Советская энциклопедия, 1989 г.
| детали УСМ нагана бельгийской сборки. Обратите внимание на необычный цвет отпуска |
Нормализация (франц. normalisation – упорядочение) – термическая обработка стали, заключающаяся в её нагреве до температур аустенитного состояния (примерно до 750-950 град. по Цельсию), выдержке и последующем охлаждении на воздухе. Политехнический словарь, М.: Советская энциклопедия, 1989 г.
| синий цвет отпуска затворной задержки винтовки Маузера обр. 1891 года |
Отпуск – вид термической обработки сплавов, осуществляемый после закалки. Различают низкий (120-250 град.), средний (300-400 град.) и высокий (450-650 град.) отпуск. Политехнический словарь, М.: Советская энциклопедия, 1989 г.
| разные цвета побежалости на подавателе магазина, полученные в результате неравномерного нагрева |
Наверняка почти все когда-нибудь пробовали калить сталь – нагревали металл на огне докрасна и бросали в воду или в машинное масло. Важнейшие параметры при закалке — температура нагрева металла и скорость его охлаждения. Конечно, в промышленности температура и способы нагрева, равно как и охлаждения, рассчитаны чётко и очень давно. Но, учитывая тот факт, что автор этой статьи имеет лишь медицинское образование, тут проще и лучше ограничиться пониманием физических процессов на школьном уровне, хотя без весьма сложных терминов здесь не обойтись.
Итак, при закалке происходит т.н. перекристаллизация стали, нагретой до температуры выше критической. Как уже было отмечено выше, нагретую металлическую деталь, после определённой выдержки, быстро охлаждают. В итоге, под воздействием резкого перепада температуры (нагревание детали при закалке обычно проводится до 700-900 градусов по Цельсию, реже – до 1200-1300 град.) металл приобретает новые свойства – становится более твёрдым, «закаливается».
| курки различных годов выпуска к револьверу Нагана, имеющие различные оттенки отпуска разные цвета побежалости на подавателе магазина, полученные в результате неравномерного нагрева |
| курки различных годов выпуска к револьверу Нагана, имеющие различные оттенки отпуска |
Но в полученной крупнозернистой структуре металла при этом возникают ненужные напряжения, да и твёрдость стали может оказаться излишне высокой. Поэтому деталь и подвергают т.н. процессу нормализации, происходящей при нагревании и медленном охлаждении на воздухе. Собственно, если говорить предельно упрощённо, при нормализации деталь охлаждается со скоростью большей, чем при отжиге, но куда меньшей, чем при закалке. И металл приобретает более высокие свойства. При нормализации нагрев металла и охлаждение проводится не в печи, хотя даже мастера порой не видят особой разницы между терминами и особенностями технологического процесса отпуска и нормализации.
Сталь с высоким содержание углерода при нормализации становится ещё более твёрдой. А малоуглеродистые стали приобретают ещё более высокую ударную вязкость. Правильно проведённая нормализация для низкоуглеродистой стали заменяет отжиг, а для высокоуглеродистой – закалку с высоким отпуском. В ряде случаев нормализация является подготовительным процессом перед закалкой.
| насыщенный синий цвет отпуска спускового крючка пистолета Маузера обр. 1910 года |
Процесс, осуществляющийся при 730-900 градусах, уже называется «отжиг» и, как склонны полагать некоторые уважаемые ижевские инженеры, он присутствует на спаянных латунью казённиках ружей с цельными стволами (без муфт). Вполне возможно. Но здесь нужно иметь в виду, что настоящий отжиг, с перекристаллизацией стали, для каждой марки стали имеет свою температуру.
Простейший пример отжига: помните, какой мягкой становится нагретая докрасна и медленно остывшая на воздухе жёсткая стальная проволока? Её и называют «отожжённой», т.к. структура металла перегретой проволоки становится мелкозернистой, приобретая высокую пластичность. Сломать такую проволоку очень трудно. А отжиг при температуре 200-400 градусов называют «возвратом» или, что понятнее – «отдыхом металла», в результате чего происходит уменьшение искажений кристаллических решеток металла.
| насыщенный синий цвет отпуска спускового крючка пистолета Маузера обр. 1910 года |
Кстати, для противников ствольных муфт на ружьях сразу отметим, что муфтованные стволы не только технологичнее в производстве, но и гораздо прочнее – нет пресловутого «отжига» металла и есть упрочняющее казённики лейнирование. Хотя, когда мы ранее рассматривали проблему «отжига» казенников на первых сериях Иж-54, то выяснили, что ружья, прошедшие заводской ОТК, многократный запас прочности. Так что, с обывательских позиций, на этом зацикливаться не стоит. Тем более, температура отжига, при пайке латунью, вызывает снятие внутренних напряжений. Твёрдость стали снижается, зато увеличивается пластичность и ударная вязкость металла, что для ружейных стволов предпочтительнее.
| насыщенный синий цвет отпуска спускового крючка пистолета Маузера обр. 1910 года |
Цвета каления и побежалости
Но идём далее. Теперь конкретнее поговорим об отпуске. Говоря об отпуске, как и об отжиге и нормализации, нужно помнить, что эти процессы очень близки, отличаясь лишь температурой нагрева и, самое главное — скоростью охлаждения стали.
Как нам уже известно, при нагревании отпускаемой детали, на её поверхности образуется оксидная плёнка. При закаливании сталь, в зависимости от используемой температуры, тоже меняет свои цвета, т.н. «цвета каления» (от тёмно-красного до белого). Что соответствует диапазону температур от 650 до 1300 градусов. Но нас интересуют цвета побежалости, получаемые при низком отпуске. Здесь цвет нагреваемого металла может колебаться от светло-жёлтого до серого (225-325 град.). Для качественной нормализации структуры стали и получения красивого цвета металлической поверхности, нужно строго соблюдать такие технологические тонкости, как равномерный и продолжительный нагрев детали и чистоту её поверхности. Т.е. – металл должен быть хорошо отполирован, тщательно обезжирен и помещён на определённое время в муфельную печь, имеющую термометр. После чего деталь должна спокойно остыть расчётное время.
| светло-соломенный цвет отпуска спусковых крючков Иж-58, полученный при нагревании в муфельной печи при температуре 220 градусов |
Иногда можно обойтись нагреванием детали на железной раскалённой плите – так отпускали нагановские «собачки» из УСМ револьвера. Но здесь нужно иметь в виду, что таким образом может иметь место неравномерность нагрева детали – те части детали, которые касаются плиты, будут прогреваться куда быстрее, что проявится в виде разных цветов побежалости на одной детали. К тому же, без муфельной печи с термометром, очень сложно контролировать процесс отпуска по цвету – всё происходит очень быстро и вроде бы соломенно-жёлтая деталь, снятая с плиты, после остывания становится коричнево-жёлтой или пурпурно-красной.
Но и наличие печи не всегда даёт одинаковый результат. Что интересно, очень часто те же детали УСМ револьвера Нагана имели различные оттенки синего, что хорошо видно на фотографиях, иллюстрирующих статью.
Отпущенные детали оружейники оставляли в том цвете, который дала оксидная плёнка побежалости – и красиво и антикоррозийные свойства имеются. На старых технологических картах конструкторы порой так и указывали: «отпустить в синий цвет». Чем тщательнее отполирован металл перед отпуском, тем красивее будет цветной перелив. Обезжиривание можно делать любым растворителем, для условий «на коленке» ацетон вполне адекватен.
| курки и спусковые крючки довоенных пистолетов ТТ имели отличную полировку и «отпуск в синий цвет» |
Автор когда-то использовал технологию низкого отпуска для окрашивания спусковых крючков на своём Иж-58, которые, после 40 с лишним лет эксплуатации ружья, имели не самый лучший вид. После тщательной зачистки, кропотливого профилирования деталей и шлифовки/полировки, крючки были обезжирены в ацетоне и подвергнуты отпуску при температуре 220 градусов, в стоматологической муфельной печи. Результат порадовал – абсолютно равномерный цвет побежалости, цвет получился бледно-жёлтый, металл стал как бы «тонированный», что в лучшую сторону отличалось от чрезмерного ярко-жёлтого цвета побежалости, полученной при чуть более высокой температуре. Так что «метода» вполне работает, даже при применении в «домашних» условиях. Требуется лишь соблюдение технологии, но это справедливо для любого вида деятельности человека.
Конечно, отпущенную деталь можно зачистить и оксидировать в традиционный чёрный цвет, но, во-первых, это лишние затраты, а во-вторых – традиционное щелочное оксидирование может негативно сказываться на прочности нагруженных деталей. Кстати, именно по второй причине не оксидируют курки и в современных ижевских ружьях. По меньшей мере, это утверждают ижевские инженеры-оружейники «старой» школы: мол, пробовали когда-то оксидировать курки на «ижаках», так они стали ломаться.
Наверное, на этом стоит остановиться, иначе голова кругом пойдёт не только у автора, но и у большинства читателей. Тема, безусловно, интересная и полезная. Но т.к. нам больше интересен прикладной аспект одного из типов термообработки – цвет побежалости при низком отпуске, то автор надеется, что читатели получили об этом хотя бы общее представление. Если кто-то из специалистов сочтёт размышления автора неверными или неполными – просьба писать в редакцию.
| МЦ-6 и МЦ-106. Для производства своих ружей ЦКИБ использовало специальные стали, что обусловливало относительную сложность их правильной термообработки |
Мастер-ружьё 06 (171) — 2011
Можно ли повысить твердость металлов и их сплавов?
Технологии придания большей твердости металлам и сплавам совершенствовались в течение долгих веков. Современное оборудование позволяет проводить термическую обработку таким образом, чтобы значительно улучшать свойства изделий даже из недорогих материалов.
Закалка стали и сплавов
Закалка (мартенситное превращение) — основной способ придания большей твердости сталям. В этом процессе изделие нагревают до такой температуры, что железо меняет кристаллическую решетку и может дополнительно насытиться углеродом. После выдержки в течение определенного времени, сталь охлаждают.
Это нужно сделать с большой скоростью, чтобы не допустить образования промежуточных форм железа.В результате быстрого превращения получается перенасыщенный углеродом твердый раствор с искаженной кристаллической структурой. Оба эти фактора отвечают за его высокую твердость (до HRC 65) и хрупкость.
Большинство углеродистых и инструментальных сталей при закаливании нагревают до температуры от 800 до 900С, а вот быстрорежущие стали Р9 и Р18 калятся при 1200-1300С.
Микроструктура быстрорежущей стали Р6М5: а) литое состояние; б) после ковки и отжига; в) после закалки; г) после отпуска. ×500.
Режимы закалки
Нагретое изделие опускают в охлаждающую среду, где оно остается до полного остывания Это самый простой по исполнению метод закалки, но его можно применять только для сталей с небольшим (до 0,8%) содержанием углерода либо для деталей простой формы. Эти ограничения связаны с термическими напряжениями, которые возникают при быстром охлаждении — детали сложной формы могут покоробиться или даже получить трещины.
При таком способе закалки изделие охлаждают до 250-300С в соляном растворе с выдержкой 2-3 минуты для снятия термических напряжений, а затем завершают охлаждение на воздухе. Это позволяет не допускать появления трещин или коробления деталей. Минус этого метода в сравнительно небольшой скорости охлаждения, поэтому его применяют для мелких (до 10 мм в поперечнике) деталей из углеродистых или более крупных — из легированных сталей, для которых скорость закалки не столь критична.
Начинается быстрым охлаждением в воде и завершается медленным — в масле. Обычно такую закалку используют для изделий из инструментальных сталей. Основная сложность заключается в расчете времени охлаждения в первой среде.
Поверхностная закалка (лазерная, токами высокой частоты)
Применяется для деталей, которые должны быть твердыми на поверхности, но иметь при этом вязкую сердцевину, например, зубья шестеренок. При поверхностной закалке внешний слой металла разогревается до закритических значений, а затем охлаждается либо в процессе теплоотвода (при лазерной закалке), либо жидкостью, циркулирующей в специальном контуре индуктора (при закалке током высокой частоты)
Таблица температур закалки и отпуска сталей
| № п/п | Марка стали | Твёрдость (HRCэ) | Температ. закалки, град.С | Температ. отпуска, град.С | Температ. зак. ТВЧ, град.С | Температ. цемент., град.С | Температ. отжига, град.С | Закал. среда | Прим. |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 1 | Сталь 20 | 57…63 | 790…820 | 160…200 | 920…950 | Вода | |||
| 2 | Сталь 35 | 30…34 | 830…840 | 490…510 | Вода | ||||
| 33…35 | 450…500 | ||||||||
| 42…48 | 180…200 | 860…880 | |||||||
| 3 | Сталь 45 | 20…25 | 820…840 | 550…600 | Вода | ||||
| 20…28 | 550…580 | ||||||||
| 24…28 | 500…550 | ||||||||
| 30…34 | 490…520 | ||||||||
| 42…51 | 180…220 | Сеч. до 40 мм | |||||||
| 49…57 | 200…220 | 840…880 |
Как по цвету раскаленной детали определить ее температуру
Термическую обработку стальных деталей проводят в тех случаях, когда необходимо либо повысить прочность, твердость, износоустойчивость или упругость детали или инструмента, либо, наоборот, сделать металл более мягким, легче поддающимся механической обработке. В зависимости от температур нагрева и способа последующего охлаждения различают следующие виды термической обработки: закалка, отпуск и отжиг.
В любительской практике для определения температуры раскаленной детали по цвету можно использовать приведенную таблицу.
| Цвет каления стали | Температура нагрева, град. С |
| Темно-коричневый (заметен в темноте) | 530-580 |
| Коричнево-красный | 580-650 |
| Темно-красный | 650-730 |
| Темно-вишнево-красный | 730-770 |
| Вишнево-красный | 770-800 |
| Светло-вишнево-красный | 800-830 |
| Светло-красный | 830-900 |
| Оранжевый | 900-1050 |
| Темно-желтый | 1050-1150 |
| Светло-желтый | 1150-1250 |
| Ярко-белый | 1250-1350 |
Закалка стальных деталей. Закалка придает стальной детали большую твердость и износоустойчивость. Для этого деталь нагревают до определенной температуры, выдерживают некоторое время, чтобы весь объем материала прогрелся, а затем быстро охлаждают в масле (конструкционные и инструментальные стали) или воде (углеродистые стали). Обычно детали из конструкционных сталей нагревают до 880-900 градусов (цвет каления светло-красный), из инструментальных – до 750-760 градусов (цвет темно-вишнево-красный), а из нержавеющей стали – до 1050-1100 градусов (цвет темно-желтый). Нагревают детали вначале медленно (примерно до 500 градусов), а затем быстро. Это необходимо для того, чтобы в детали не возникли внутренние напряжения, что может привести к появлению трещин и деформации материала.
Цвета каления – это… Что такое Цвета каления?
О фильме см. Белое каление (фильм)
Цвета каления
— это цвета свечения металла, раскалённого до высокой температуры. Спектр теплового излучения зависит от температуры, поэтому наблюдая цвета каления можно достаточно быстро, хоть и без высокой точности, определить температуру металла, что часто применяется при термообработке и ковке. Более того, до изобретения бесконтактных термометров это было единственным способом судить о температуре металла. Сокращённые названия цветов каления («красное каление», «белое каление») часто используются металлургами вместо указания температуры.
Зависимость цвета каления от температуры
В таблице перечислены цвета каления, характерные для стали.
| Температуpa, °C | Цвет каления |
| 550 | тёмно-коричневый |
| 630 | коричнево-красный |
| 680 | тёмно-красный |
| 740 | тёмно-вишневый |
| 770 | вишнёвый |
| 800 | ярко- или светло-вишнёвый |
| 850 | ярко- или светло-красный |
| 900 | ярко-красный |
| 950 | жёлто-красный |
| 1000 | жёлтый |
| 1100 | ярко- или светло-жёлтый |
| 1200 | жёлто-белый |
| 1300 | белый |
Фразеологизм
Выражение «довести до белого каления» имеет и всем известный переносный смысл: «рассердить», «вывести из себя», «привести в бешенство».
Происхождение
В природе цвета побежалости образуются на поверхности многих минералов, включая пирит и халькопирит. Из-за окисления они покрываются тонкой оксидной пленкой, преломляющий солнечный свет. В результате интерференции поверхности металла окрашивается в разные цвета. Яркость побежалости зависит от толщины оксидной пленки и длины волны. Наиболее яркие цвета побежалости образуются на медных минералах. Также цвет зависит от качественного состава металла. Если в элементе присутствует большое количество ионов металлов, то он окрашивается в синие цвета. При наличии хромофоров минералы становятся красными.
Выбор светового оборудования по значению Тс
Функциональный подход к определению необходимой температуры света отличается от дизайнерских и специальных задач. В первом случае мы учитываем требования технических стандартов и опыт, накопленный в медицине, на производстве, в дизайне, архитектуре. Во втором — опираемся на эстетические предпочтения и логику декоративных решений. В третьем — выполняем проектные требования.
Температура света в функциональном освещении
2 основных вида функционального освещения — общее и местное. В зависимости от назначения помещения/зоны/объекта/ рекомендуется использовать оборудование со значениями Tc в диапазоне 2400… 7000 К.
| Рекомендуемая цветовая температура искусственного освещения, К | ||
| Пространство | Общее осв-ние | Местное осв-ние |
| Гостиные комнаты | 2800… 4200 | 2400… 4200 |
| Спальни | 2400… 3200 | 2400… 3500 |
| Детские | 2800… 3200 | 2800… 3500 |
| Зоны общего пользования | 3200… 5500 | 3500… 5500 |
| Кухни в квартирах | 2800… 3200 | 3500… 5500 |
| Классы учебных заведений | 3200… 4500 | |
| Офисы | 4000… 6500 | 4000… 6500 |
| Зоны отдыха | 2200… 3200 | 2200… 3000 |
| Склады | 3200… 5500 | 3200… 7000 |
| Цеха, мастерские | 4000… 7000 | 4000… 7000 |
| Типографии | 6500 | 6500 |
| Рекламные агентства | 4000… 5500 | 4000… 6500 |
| Автомобильные трассы | 3500… 5000 | |
| Парки, бульвары | 5000… 7000 | 5000… 7000 |
Цветовая температура светодиодных ламп может соответствовать любому, обозначенному в таблице диапазону. Поэтому актуальный выбор между LED и ИС другого типа будет зависеть не от Tc, но от других технических, либо экономических параметров.
Рис. 7. Лампы Эдисона — одно из немногих направлений, где светодиоды пока проигрывают
Температура света и задачи дизайна
С помощью выбора ламп определенной спектральной характеристики дизайнер может:
- подчеркнуть достоинства и смягчить недостатки помещения — например, ядовито зеленые стены станут нежно-салатными, если залить их оранжевым (2200 К) потоком; вульгарный кричащий красный смягчится от подсветки обычным желтым (3200 К); комната прибавит в габаритах, если подчеркнуть вертикали и горизонтали голубыми (7000 К) софитами;
- сформировать особую эмоциональную атмосферу — лампы Эдисона (2000 К) помогут подчеркнуть интимность, уют бара, кафе, лаунж-зоны; холодная голубоватая подсветка добавит романтизма и пафоса залу античной скульптуры в музее; UV светильники (7000… 9000 К) в ночном клубе подчеркнут графичность поз танцующих, придадут фигурам инопланетной загадочности;
- эффектно передать цветовые особенности товара на витрине магазина, поместив — мясо — под ИС 2800… 3500 К; рыбу — под металогалогенные или светодиодные лампы с цветовой температурой 4000… 6500 К; ювелирные украшения — под освещение 5500… 6500 К; мебель — под теплые светильники, а шторы и текстиль — под холодные белые.
Tc специальных ИС
Для выполнения отдельных технологических задач предусмотрено использование ИС с узким диапазоном световых волн. В установках обеззараживания воды и светильниках для дезинфекции воздуха стоят бактерицидные лампы с температурой света 12000 К и более. Источники 10000… 15000 К используют также для отверждения композитных клеев и конструкционных композитов в инжиниринге, стоматологии.
Рис. 8. Дезинфекция вагонов метро бактерицидными UV лампами
В растениеводстве применяют натриевые, металогалогенные и светодиодные источники узкого спектра. Необходимые значения их световой температуры зависят от стадии вегетации растений.
Где появляются
Изменение окраски происходит при окислении, которое возникает благодаря разогреванию металла. В процессе нагрева цветовые тона меняются в одной последовательности, но с разными скоростями (в зависимости от увеличения температуры и длительности нагрева).
Благодаря тому, что известна закономерность изменения окраски, в прошлом кузнецы ориентировались на этот факт, чтобы знать, как меняется температура. С развитием технологий появился пирометр.
Цветовые тона для стали
Если смысл описать закономерность изменения окраса побежалостей для углеродистой стали в зависимости от градуса нагрева:
- соломенный — после 220,
- коричневый — до 240–250,
- малиновый — 250–270,
- фиолетово-синий — от 300,
- серый — от 350.
Если используется легированная сталь, изменения окраса необходимо ждать при дальнейшем повышении градуса нагрева.
В природе
Помимо стали, в условиях дикой природы встречаются минералы, на которых образуется тонкий слой оксидной пленки. Цвет побежалостей в этом случае может быть золотистым, красным, синим, зеленоватым. Красный цвет побежалости у природных минералов может быть вызван большим количеством хромофоров, содержащихся в его составе. Фиолетово-синий цвет может возникнуть из-за концентрации ионов переходных металлов.
Из-за оттенка оксидной пленки природный окрас минерала не видно. Если стекло или монета долго пролежит под слоем грунта, на их поверхности образуется пленка, которая может изменить цвет поверхности предмета.
Радужные оттенки возникают из-за наличия жировой пленки. Также окрас поверхности стали изменяется из-за высохшей на нем воды с минералами.
Окрас изменяется по определенной закономерности, однако, это не является точным индикатором температуры. Проводя работу по обработке металла, нужно использовать пирометр.
В каких случаях происходит появление цветов побежалости?
Цвета побежалости проявляются при температуре нагрева от 200 до 400 градусов по Цельсию. Они возникают на так называемом участке №7 – зоне синеломкости. Если речь идет о сваривании низкоуглеродистых стальных сплавов, отличающихся высоким содержанием кислорода, азота и водорода, то именно на участке №7 происходит снижение уровня ударной вязкости, а также пластичности материала.
Интересным является и тот факт, что во многих нормативных документах появление цветов побежалости не является признаком некачественной работы или дефекта при сварке. В то же время в таких документах идет речь о том, что сама побежалость мешает проведению качественного контроля и поэтому ее рекомендуют удалять.
Тем не менее в некоторых видах технической документации для сварки металлов говорится, что побежалость все же является дефектом. Но здесь скорее всего возникает путаница, так как для некоторых типов сплавов, например, титана, появление цветов побежалости действительно можно считать дефектом, свидетельствующим о недостаточном уровне газовой защиты. Но когда речь заходит о низкоуглеродистых сталях, то побежалость никак нельзя назвать дефектом.
Закалка и отпуск в кустарных условиях – Кузнечное дело
Тема создана для тех кто делает первые шаги в термообработке,сразу хочу предупредить сам не далеко не гуру в термичке,но немножко разбираюсь,просьба сложных вопросов не задавать и в тупик меня не ставить .Итак сначала довольно общие замечания-контроль температуры нагрева ведётся по цветам каления,контролируется “на глаз” при приглушённом дневном освещении,при определённом навыке можно различать разность температур примерно в 50 градусов ,цвета каления начинаются примерно с 550град(но это заметно только в полумраке)Хорошим ориентиром в определении температуры нагрева детали является так же магнитные свойства стали,а именно при температуре в 768гр(и выше) сталь не магнитится,остывая ниже этой точки магнитные свойства возвращаются, так что нагревая деталь и периодически пробуя её магнитом на “прилипаемость” можно понять что температура достигла 768гр,запомнить цвет каления который при этом был и уже увереннее ориентироваться в цветах каления,а можно и дальше пользоваться магнитом ,особенно если освещение или слишком яркое или наоборот слишком темно и цвета воспринимаются не совсем должным образом.Вот примерно так выглядят цвета и так называются.Почему примерно так выглядят? потому что не совсем так как на картинке(точных цветов в сети так и не нашёл) вот пока пара настоящих фото с цветами каления и температурой.но опять же на моём мониторе они выглядят на указанную температуру,у вас возможно будут выглядеть немного иначе.Будет время(и интерес к теме) продолжу.
Изменено 16.10.2013 15:44 пользователем sanek66
Виды термообработки
Термическая обработка (термообработка) стали, цветных металлов — процесс изменения структуры стали, цветных металлов, сплавов при нагревании и последующем охлаждении с определенной скоростью. Термическая обработка (термообработка) приводит к существенным изменениям свойств стали, цветных металлов, сплавов. Химический состав металла не изменяется.
Отжиг — термическая обработка (термообработка) металла, при которой производится нагревание металла, а затем медленное охлаждение. Эта термообработка (т. е. отжиг) бывает разных видов (вид отжига зависит от температуры нагрева, скорости охлаждения металла).
Закалка
Закалка — термическая обработка (термообработка) стали, сплавов, основанная на перекристаллизации стали (сплавов) при нагреве до температуры выше критической; после достаточной выдержки при критической температуре для завершения термической обработки следует быстрое охлаждение. Закаленная сталь (сплав) имеет неравновесную структуру, поэтому применим другой вид термообработки — отпуск.
Отпуск
Отпуск — термическая обработка (термообработка) стали, сплавов, проводимая после закалки для уменьшения или снятия остаточных напряжений в стали и сплавах, повышающая вязкость, уменьшающая твердость и хрупкость металла.
Нормализация
Нормализация — термическая обработка (термообработка), схожая с отжигом. Различия этих термообработок (нормализации и отжига) состоит в том, что при нормализации сталь охлаждается на воздухе (при отжиге — в печи).
Нагрев заготовки — ответственная операция. От правильности ее проведения зависят качество изделия, производительность труда. Необходимо знать, что в процессе нагрева металл меняет свою структуру, свойства и характеристику поверхностного слоя и в результате от взаимодействия металла с воздухом атмосферы, и на поверхности образуется окалина, толщина слоя окалины зависит от температуры и продолжительности нагрева, химического состава металла. Стали окисляются наиболее интенсивно при нагреве больше 900°С, при нагреве в 1000°С окисляемость увеличивается в 2 раза, а при 1200°С — в 5 раз.
Хромоникелевые стали называют жаростойкими потому, что они практически не окисляются.
Легированные стали образуют плотный, но не толстый слой окалины, который защищает металл от дальнейшего окисления и не растрескивается при ковке.
ЦВЕТА ПОБЕЖАЛОСТИ — ДЕФЕКТ СВАРКИ?
Банк знаний Опубликовал: Kirill B.
# цвета побежалости зона термического влияния
Бытует мнение, что цвета побежалости при сварке углеродистых сталей являются дефектом. Мне лично пару раз приходилось такое слышать и однажды, увидев комментарии к фотографии шва с яркими цветами побежалости, что это явный дефект, решил разобраться в вопросе более подробно. Этакий MYTHBUSTERS предлагаю посмотреть под катом.
Начнем с определения.
Цвета побежалости — радужные цвета, образующиеся на гладкой поверхности металла или минерала в результате формирования тонкой прозрачной поверхностной оксидной плёнки (которую называют побежалостью) и интерференции света в ней. [1]
Эти цвета ранее использовали для определения температуры при термообработке стали. Но это не очень точный индикатор. На окрас влияет скорость подъёма температуры, состав газовой среды, время выдержки стали при данной температуре, а также характер освещения и др. факторы. [1]
Между толщиной плёнки и длиной волны отраженного ею света существует прямая зависимость: чем больше толщина пленки, тем более коротковолновый отраженный свет мы получаем. Например, синий цвет образуется, когда из белого «вычитаются» более длинные волны, например, красный и оранжевый, а жёлтый образуется при «вычитании» из спектра коротковолнового излучения, например, фиолетового и синего (закройте правую часть радуги, что показана выше). Получается, что синий цвет соответствует более высокой температуре нагрева, а жёлтый — более низкой. [2]
Интересно про цвета побежалости написано здесь.
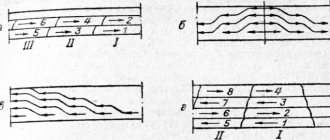
Рассмотрим схему участков сварного соединения и их термический цикл. [3]
Нам интересен участок №7. Он также называется участком синеломкости и охватывает температурный диапазон от 200 до 400 °С. На этом участке наблюдаются синие цвета побежалости на поверхности металла (откуда и название). При сварке низкоуглеродистых сталей основной металл в этой зоне не имеет видимых структурных изменений, но наблюдается резкое падение ударной вязкости из-за снижения пластичности. Это происходит в тех случаях, когда в сталях содержится кислород, азот и водород в несколько избыточном количестве. Размеры отдельных участков ЗТВ и общая ширина ее зависят от условий нагрева, охлаждения и способов сварки. [4, 5]
При сварке нержавеющих сталей цвета побежалости также проявляют себя, но в других диапазонах температур. Для нержавеющих сталей изменение цвета при нагреве на воздухе наблюдается: светло-соломенный (300°C), соломенный (400°C), красно-коричневый (500°C), фиолетово-синий (600°C), синий (700°C). [1]
Побежалость для коррозионностойких сталей является более критичной, т.к. является показателем того, что пассивный (защитный) слой поврежден, и в этом месте могут возникнуть очаги точечной (питтинговой) коррозии. [6] Поэтому поврежденный слой необходимо зачищать либо лепестковыми кругами, либо щеткой с ворсом из нержавейки (не допускается зачистка стальной щеткой), либо травление.
Итак, получается, что цвета побежалости — неизбежное явление при сварке сталей. Кроме того, в Инструкции по визуальному и измерительному контролю (РД 03-606-03) такой дефект не определен. Они указаны там лишь только как загрязнение, препятствующее контролю и которое должно быть зачищено.
Вероятно, это считают дефектом по ошибке — путают со сваркой титана. Здесь должна обеспечиваться надежная газовая защита поверхности металла нагретой свыше 400°C. О хорошей газовой защите свидетельствует блестящая серебристая поверхность. Появление на шве желто-голубых цветов побежалости указывает на нарушение защиты, а серый налет свидетельствует о плохой защите. [7]
Интересен тот факт, что цвет побежалости считается дефектом сварного соединения, появляется и в нормативных документах. Например, в СТО-ГК «Трансстрой» 005-2007 Стальные конструкции мостов. Технология монтажной сварки.
Также мне попалась интересная статья по разработке метода определения сварочных напряжений по цветам побежалости. [8] Нюанс в том, что исследована модель однопроходного шва. Будет ли этот метод работать на многопроходных швах?
В следующей статье мы попытаемся выяснить, можно ли определить был или не был перегрет металл, исходя из ширины участка синеломкости. Что касается вопроса в заголовке статьи, то, я думаю, ответ очевиден — наличие цветов побежалости не является дефектом для углеродистых сталей.
Список использованных материалов:
1. https://ru.wikipedia.org
2. https://metallovedeniye.ru
3. В.А. Лосев, Н.А. Юхин. Иллюстрированное пособие сварщика. Москва: Соуэло, 2004. 59 с.
4. Костенко Е.М. Сварочные работы: Практическое пособие для электрогазосварщика.
5. В.А. Чебан. Сварочные работы: учеб. пособие. Изд. 3-е. Ростов-на-дону: Феникс, 2006. 412 с.
6. Ю. П. Солнцев, Е.И. Пряхин. Материаловедение: учебник для вузов. Изд. 4-е, перераб. и доп. Спб.: Химиздат. 2007. 784 с.
7. С.М. Гуревич. Сварка химически активных и тугоплавких металлов и сплавов. Москва: Машиностроение. 1982. 95 с.
8. Р.В. Гольдштейн, В.М. Козинцев, Д.А. Куров, А.Л. Попов, Д.А. Челюбеев. Разработка метода определения сварочных напряжений по цветам побежалости. УДК 539.3+53.082.56 https://vestnik.pstu.ru
Источник фото: @kinetiktrucks
Материал подготовил Антон Чураков
При использовании данного материала ссылка на ресурс ЯСВАРЩИК обязательна.
Справочник: Маркировка стали
Маркировка стали производится несмываемой краской независимо от группы стали и степени раскисления. По соглашению сторон маркировка краской не производится. Буквенные и цифровые обозначения стали: Марки углеродистой стали обыкновенного качества обозначаются буквами Ст и номером (СтО, Ст1, СтЗ и т.д.). Качественные углеродистые стали маркируются двухзначными числами, показывающими среднее содержание углерода в сотых долях процента: 05; 08; 10; 25; 40 и т.д. Буква Г в марке стали указывает на повышенное содержание Mn (14Г ; 18Г и т.д.). Автоматные стали маркируются буквой А (А12, А30 и т.д.). Углеродистые иструментальные стали маркируются буквой У (У8 ; У10 ; У12 и т.д. Здесь цифры означают содержание стали в десятых долях процента).
Первые цифры марки обозначают среднее содержание углерода в стали (в сотых долях процента для конструкционных сталей и в десятых долях процента для инструментальных и нержавеющих сталей). Затем буквой указан легирующий элемент. Цифрами, следующими за буквой,- его среднее содержание в целых единицах. При содержании легирующею элемента менее 1,5% цифры за соответствующей буквой не ставятся. Буква А в конце обозначения марки указывает на то, что сталь является высококачественной. Буквой Ш – особо высококачественной. Сталь обыкновенного качества Ст0; ВСт0, БСт0 – Красный и зеленый Ст1, ВСт1кп – Желтый и черный Ст2, ВСт2кп – Желтый СтЗ, ВСтЗкп, ВСтЗ, БСтЗкп, БСтЗ – Красный Ст4, ВСт4кп, ВСт4, БСт4кп, БСт4 – Черный Ст5, ВСт5 – Зеленый Ст6 – Синий
Углеродистая качественная сталь 08, 10, 15, 20 – Белый 25, 30, 35, 40 – Белый и желтый 45, 50, 55, 60 – Белый и коричневый
Легированная конструкционная сталь Хромистая – Зеленый и желтый Хромомолибденовая – Зеленый и фиолетовый Xромованадиевая – Зеленый и черный Марганцовистая – Коричневый и синий Хромомарганцовая – Синий и черный Хромокремнистая – Синий и красный Хромокремнемарганцовая – Красный и фиолетовый Никельмолибденовая – Желтый и фиолетовый Хромоникелевая – Желтый и черный Хромоникелемолибденовая – Фиолетовый и черный Хромоалюминиевая – Алюминиевый
Коррозионностойкая сталь Хромистая – Алюминиевый и черный Хромоникелевая – Алюминиевый и красный Хромотитановая – Алюминиевый и желтый Хромоникелекремнистая – Алюминиевый и зеленый Хромоникелетитановая – Алюминиевый и синий Хромоникелениобиевая – Алюминиевый и белый Хромомарганценикелевая – Алюминиевый и коричневый Хромоникелемолибденотитановая – Алюминиевый и фиолетовый
Быстрорежущая сталь Р18 – Бронзовый и красный Р9 – Бронзовый
Твердые спеченные сплавы ВК2 – Черный с белой полосой ВКЗ-М – Черный с оранжевой полосой ВК4 – Оранжевый ВК6 – Синий ВК6-М – Синий с белой полосой ВК6-В – Фиолетовый ВК8 – Красный ВК8-В – Красный с синей полосой ВК10 – Красный с белой полосой ВК15 – Белый Т15К6 – Зеленый Т30К4 – Голубой
При какой температуре краснеет сталь
При закалке многих инструментов, например молотков, чеканов, резцов и других, требуется, чтобы закаленной была только рабочая часть, а сам инструмент оставался бы сырым, незакаленным. В этом случае инструмент нагревают немного выше рабочего конца до требуемой температуры, после чего опускают в воду только рабочую часть. Вынув инструмент из воды, быстро зачищают шкуркой или трением о землю его рабочую часть. Оставшееся в неохлажденной части тепло поднимет температуру охлаждаемого конца и появится на нем нужный цвет побежалости, после этого инструмент окончательно охлаждают.
Таблица7 Таблица определения температуры нагрева по цветам побежалости
| Цвет побежалости | Температура, град. С | Инструмент, который следует отпускать |
| Бледно-желтый | 210 | – |
| Светло-желтый | 220 | Токарные и строгальные резцы для обработки чугуна и стали |
| Желтый | 230 | Тоже |
| Темно-желтый | 240 | Чеканы для чеканки по литью |
| Коричневый | 255 | – |
| Коричнево-красный | 265 | Плашки, метчики, сверла, резцы для обработки меди, латуни, бронзы |
| Фиолетовый | 285 | Зубила для обработки стали |
| Темно-синий | 300 | Чеканы для чеканки из листовой меди, латуни и серебра |
| Светло-синий | 325 | – |
| Серый | 330 | – |
Образование окалины на поверхности изделия приводит к угару металла, деформации. Это уменьшает теплопроводность и, стало быть, понижает скорость нагрева изделия в печи, затрудняет механическую обработку. Удаляют окалину либо механическим способом, либо химическим (травлением).
Цвета побежалости для отделки металлической поверхности
При подготовке регламентов стоит предпочесть более низкие температуры и более продолжительную выдержку, так как пленки окислов в этом случае получаются более прочными и исключается создание дополнительных термических напряжений, которые могут приводить к короблению изделий.
Цвета побежалости используют для декорирования поверхности изделий из стали, чугуна и цветных металлов: пряжек, поковок, солнечных коллекторов, холодного оружия и обрабатывающего инструмента. Это и всем известный процесс воронения.
Для закаленной стали и не закаленной образование окисных пленок будет происходить по-разному. На скорость образования окисных пленок значительное влияние оказывают:
- структура. Закаленные стали окисляются медленнее,
- загрязненность поверхности. Масляные пленки обугливаются до сажи, поэтому пленки получатся рыхлыми и неплотными,
- шероховатость поверхности. На полированной поверхности пленка получится тоньше, чем на шершавой при одинаковых условиях.
Для получения плотной, равномерной пленки окислов необходимы нагревательные печи, способные удерживать стабильную температуру в течение длительного времени.
В домашних условиях это или горн, или паяльная лампа, или качественная плита с духовкой. И в таком случае режим чернения подбирается для каждого изделия индивидуально. Необходимо помнить, что переход из одного цвета в другой происходит быстро, поэтому процесс требует самого пристального внимания.
Автор Ирина Файдюк
Отжиг и закаливание дюралюминия
Отжиг
дюралюминия производят для снижения его твердости. Деталь или заготовку нагревают примерно до 360°С, как и при закалке, выдерживают некоторое время, после чего охлаждают на воздухе. Твердость отожженного дюралюминия вдвое ниже, чем закаленного.
Приближенно температуру нагрева дюралюминия детали можно определить так. При температуре 350–360°С деревянная лучина, которой проводят по раскаленной поверхности детали, обугливается и оставляет темный след. Достаточно точную температуру детали можно определить с помощью небольшого (со спичную головку) кусочка медной фольги, который кладут на ее поверхность. При температуре 400°С над фольгой появляется небольшое зеленоватое пламя.
Отожженный дюралюминий обладает небольшой твердостью, его можно штамповать и изгибать вдвое, не опасаясь появления трещин.
Закаливание
. Дюралюминий можно повергать закаливанию. При закаливании детали из этого металла нагревают до 360–400°С, выдерживают некоторое время, затем погружают в воду комнатной температуры и оставляют там до полного охлаждения. Сразу после этого дюралюминий становится мягким и пластичным, легко гнется и куется. Повышенную твердость он приобретает спустя три-четыре дня. Его твердость (и одновременно хрупкость) увеличивается настолько, что он не выдерживает изгиб на небольшой угол.
Наивысшую прочность дюралюминий приобретает после старения. Старение при комнатной температуре называют естественным, а при повышенных температурах – искусственным. Прочность и твердость свежезакаленного дюралюминия, оставленного при комнатной температуре, с течением времени повышается, достигая наивысшего уровня через пять–семь суток. Этот процесс называется старением дюралюминия.
Что нужно знать о цветах побежалости для нержавеющей стали?
При проведении сварки нержавеющего стального сплава радужные цвета швов могут возникать при более широком диапазоне нагрева (от 300 до 700 градусов). Цвет может варьироваться от синего до светло-желтого в зависимости от степени нагрева. Но в случае коррозионностойких сталей это признак, указывающий на то, что был нарушен слой оксида хрома, выполняющий функцию защиты металлического изделия от возникновения ржавчины. Поэтому какой бы цвет сварного шва не возникал бы в этом случае, следует помнить, что в последствии может возникнуть коррозия.
Кроме того, вас может заинтересовать наша отдельная статья, посвященная особенностям обслуживания сварочного оборудования.
О чем свидетельствует цвет сварного шва?
Раньше цвета сварного шва использовали для определения температуры при термической обработке стальных сплавов. При этом нужно понимать, что это весьма неточный показатель, так как цвет будет зависеть не только от самой лишь температуры, но и от других факторов, к примеру:
- скорости нагрева материала;
- того, какие компоненты входят в состав газовой среды, в которой происходит процесс термообработки;
- продолжительности выдержки стального сплава;
- особенностей освещения и прочего.
Стоит отметить, что существует четкая зависимости между получаемым цветом побежалости и толщиной самой пленки, ведь чем она будет толще, тем короче будут волны отражаемого ей света. К примеру, синие оттенки шва появляются в том случае, когда из белого «вычитают» волны более значительной длины, к примеру, оранжевые или красные. А вот желтый цвет возникает, когда из цветового спектра вычитаются цвета коротких волн – синего и фиолетового. Таким образом синий цвет побежалости свидетельствует о том, что температура нагрева является достаточно высокой, в то время как желтый указывает на более низкий температурный показатель.
Немного физики
Излучение, исходящее от физического тела, может состоять из 3 потоков фотонов:
- отраженных — чем глаже поверхность, тем сильнее она отражает. Разные вещества отражают избирательно (лучи одних цветов поглощаются. других — отражаются). Избирательное отражение объясняет смысл использования красителей;
- преломленных — характеристика прозрачных и полупрозрачных сред, сквозь которые лучи проходят, отклоняясь под определенным углом;
- излучаемых — зависит от интенсивности нагрева вещества.
Характеристики излучения определяются только тепловой энергией тела независимо от вида вещества. Каждой температуре объекта соответствуют потоки фотонов с определенной длиной волны, воспринимаемые глазом (и интерпретируемые мозгом) человека как имеющие фиксированный цвет. Поэтому цветовой температурой называют цвет излучаемого света, выраженный в значениях температурной шкалы по Кельвину.
Градус в этой шкале обозначают буквой К. По размерности он равен градусу Цельсия. Разница только в нулевой отметке. Ноль по Кельвину — тот самый «абсолютный ноль», при котором элементарные частицы вещества неподвижны, а тело ничего не излучает. 0 К соответствует -273,15 °C.
Цветовая температура равна реальной мере нагрева только у так называемых «абсолютно черных тел» (АЧТ). Это абстрактные объекты, служащие моделями в теоретической физике, которые излучают, но ничего не отражают и не преломляют.
Рис. 1. Абсолютно черное тело излучает свет в видимом спектре исключительно в результате нагрева
Ряд веществ в некоторых температурных диапазонах ведут себя как АЧТ. Например, у расплавленного железа, нагретого до 2000 К, Tc = 2000 К. А вот у газового пламени разница очень существенная: Tc = 9000 К при реальной Т = 1200 К. Так получается, потому что пламя не только излучает, но преломляет и отражает проходящий сквозь него «чужой» и собственный излучаемый свет. Еще одна причина расхождения —спектральное смещение, но рассмотрение этого понятия выходит за рамки темы.
Рис. 2. Расплавленная сталь излучает свет как АЧТ, а Tc газового пламени (9000 К) намного больше его реальной температуры (1200 К)
В маркировку ламп, которые мы применяем в качестве источников света (ИС), в обязательном порядке входит значение цветовой температуры в Кельвинах. В ряде случаев необходимо переводить эту характеристику в длину световой волны или наоборот. Связь двух величин выражается приближенной формулой:
λm · Tc ≈ 3000 мкм · К.
Цвета побежалости сварных швов. Дефект или искусство?
Когда смотришь на фотографии сварных швов, создается впечатление, что сварщики устроили своеобразное соревнование, у кого «круче раскраска». Здесь присутствуют все цвета и их оттенки: соломенный, розовый, зеленый, синий. Задаются ли они вопросом: как влияют цвета побежалости сварного шва на его свойства и могут ли они являться браковочным признаком? Задумываются ли над этим, кода получают красивые узоры, покрывающие металл в месте термического воздействия, или просто получают эстетическое удовольствие? Трудно сказать, но некоторые творения выглядят как картины Леонардо да Винчи.
Побежалостью называют тонкие прозрачные оксидные пленки, образующиеся на поверхности металла. Цвета возникают в результате физического процесса интерференции света в пленках, которые имеют разную толщину и способны отражать свет различной длины волны. Самые толстые пленки отражают короткие волны, по мере их утонения λ света увеличивается. Синему цвету соответствуют более разогретые участки, желтому – более низкотемпературные.
Появляются цвета побежалости в диапазоне температур от 400 оС до 200 оС на участке номер семь, который называют еще зоной синеломкости. Для низкоуглеродистых сталей при высоком содержании в ней кислорода, азота, водорода в этом месте наблюдается снижение величин пластичности и ударной вязкости.
В ряде нормативных документов, в частности в РД 03-606-03 цвета побежалости не определены как дефект, а только как образование препятствующее контролю и предписывается их удаление, зато в СТО-ГК «Трансстрой» 005-2007 они уже определяются как дефектный признак. Должно быть в последнем документе имеет место быть путаница: действительно, появление цветов побежалости на титане свидетельствует о его недостаточной газовой защите (что важно обеспечить в полной мере для этого металла), для низкоуглеродистых сталей недостаток защиты не является такой уж критичной вещью.
Индекс цветопередачи ламп CRI
Способы пайки светодиодных лент
На комфорт пребывания в помещении и производительность труда влияет не только яркость света, но и его оттенок. Не менее важным является соответствие воспринимаемого цвета реальному. Числовое обозначение этого параметра называется индекс или коэффициент цветопередачи. Обозначается он Rа или CRI, от англ. colour rendering index (коэффициент цветопередачи).
Эталонным является дневной свет. Его CRI равен 100. Производители осветительных приборов не стремятся добиться такого качества. Лампы с коэффициентом более 80 не утомляют глаза, а с Ra больше 90 – субъективно не отличаются от эталонных.
Различие в отображении цветов при разном CRI
При определении Ra производится сравнение восьми эталонных цветов (DIN 6169) по методу Международной комиссии по освещению (CIE). При этом отмечается искажение цвета образцов при исследуемом освещении от цвета при эталонном освещении. Лампы с Тс до 5000К сравниваются с эталонным светильником, дающим спектр излучения чёрного тела, а для светильников с более высокой температурой эталоном является дневной свет.
Средняя величина отклонения вычитается из 100. Результат и есть индекс цветопередачи CRI.
Группы, которые содержат диапазоны свечения источника света
В наше время источники света разделены на три группы:
- Тёплого свечения, белого. Это теплота свечения в пределах от 2700 до 3200 Кельвинов. Считается целесообразно применять такое освещение в жилых комнатах.
- Дневного света, белого. Этот диапазон составляет от 3500 до 5000 Кельвинов. Такое свечение наиболее похоже на утренний солнечный свет. 5000 К цветовая температура нейтрального диапазона, рекомендуется к применению в санузлах или прихожей.
- Также 5000 К цветовой диапазон применяется в учебных заведениях, офисах, в аллеях, парках и на производстве.
- Холодного свечения, белые. Диапазон света составляет от 5000 Кельвинов цветовой температуры до 7000 К, температура К 6500 также входит в этот диапазон.
Что такое цветовая температура
Подключение светодиодных ламп
Все тела при нагреве излучают свет: вначале инфракрасный, а затем видимый. По спектру этого излучения можно определить температуру тела. Она измеряется в Кельвинах (К).
И наоборот, каждому оттенку цвета излучения соответствует температура предмета. Поэтому оттенки белого цвета принято обозначать в Кельвинах, чтобы не придумывать определения типа “светло-жёлтый” или “белый с голубым отливом”:
- 0°К – абсолютно чёрное тело, отсутствие любого излучения;
- 800°К (527°С) – тёмно-красный цвет;
- 1300°К (1027°С) – ярко-красный. Так светится нагретый металл;
- 2000°К (1727°С) – оранжевый. Это цвет углей (не пламени) в камине;
- 2700°К – тёплый белый цвет. Так светятся лампочки накаливания;
- 4500°К – нейтральный белый. Цвет пасмурного дня;
- 5000°К – белый. Такой оттенок имеет цвет солнечного полдня;
- 6800°К – холодный белый. Освещение на восходе солнца;
- 9000°К – голубой. Цвет термоядерной реакции.
Цветовая температура в Кельвинах
При какой температуре краснеет железо?
ЦВЕТА КАЛЕНИЯ – цвета свечения металла, зависящие от температуры нагрева. Цвета каления, характерные для стали, смотри в таблице Температуpa, ° С Цвет каления 550 Темно-коричневый 630 Коричнево-красный 680 Темно-красный 740 Темно-вишневый 770 Вишневый 800 Ярко- или светло-вишневый 850 Ярко- или светло-красный 900 Ярко-красный 950 Желто-красный ЦВЕТА ПОБЕЖАЛОСТИ – радужная окраска, возникающая на чистой поверхности нагретого металла в результате появления на нем тонкого слоя оксидов. цвета побежалости, характерные для углеродистой стали, смотри в таблице Температуpa, °С Цвет побежалости 220 Соломенный 230 Золотистый 240 Коричневый 250 Красно-коричневый 260 Пурпурный 280 Фиолетовый 300 Синий (васильковый) 320 Светло-голубой 330-350 Светло-серый На легированных сталях эти цвета побежалости появляются при более высоких температурах.
ну судя по тенам в печке градусов в 150
Не понятно, почему ответ дан про металл, когда вопрос про железо. И на эту тему есть замечательный анекдот.: – Товарищи солдаты, на разгрузку люмини, на прааа-во! – Извините, товарищ прапорщик, не люминь, а алюминий. – А шипко грамотные, на разгрузку чугуния, на леее-во! Да ещё кто-то ответ выбрал лучшим. А это, как говорят, -“Я Тебя про Фому, а Ты мне про Ерёму.” Так какова же температура раскалённого до красна железа?
Шкала цветов побежалости
Толщина окисных пленок определяется температурой и временем нагрева, а существующие шкалы цветов побежалости носят довольно условный характер.
- Во-первых, визуальная оценка — очень субъективный процесс, результаты которого определяются освещенностью и практическим опытом.
- Во-вторых, плотность окисной пленки определяется и химсоставом сплава.
Поэтому таблицы соответствия разнятся (шкалы для углеродистых, жаростойких, нержавеющих сталей), и можно говорить только об ориентировочном соответствии. Но усредненная таблица цветов побежалости выглядит следующим образом
| Цвета | Температура нагрева, °С |
| бледно-желтый | 220 |
| бледно-соломенно-желтый | 230 |
| золотисто -желтый | 246 |
| коричнево-желтый до бурого | 256 |
| пурпурно-красный | 265 |
| пурпурный | 275 |
| лиловый | 280 |
| голубой | 290 |
| васильковый | 295 |
| индиго | 300 |
| светло-синий | 310 |
| цвет морской воды | 320 |
Например, при продолжительном нагреве при 220 °С можно вызвать посинение стали. Или желаемый цвет получается при кратковременном нагреве до температуры, более высокой, чем указанная в таблице. Но для каждого цвета побежалости существует температурный минимум, ниже которого нужный цвет не получится.