Особенности применения дуговых печей для плавки сталей
Электродуговые печи используются для получения следующих типов сталей:
- Высоколегированных;
- Инструментальных;
- Конструкционных;
- Специальных оружейных и прочих сплавов.
Благодаря возможности поддерживать высокую температуру плавки, дуговые печи способны плавить практически любые стали и сплавы. Главной особенностью дуговых электропечей является их способ преобразования электрической энергии в тепловую. Он осуществляется за счёт электрической дуги. Именно за счёт дуги появляется возможность достигать таких высоких температурных режимов.
Именно дуговые электропечи постоянного тока являются наиболее популярным оборудованием на современных сталелитейных предприятиях. Особенности конструкции дуговых электропечей позволяет получать однородные сплавы с минимальным количеством неметаллических вкраплений. Кроме сталелитейных предприятий, электродуговые печи используются в специализированных лабораториях. Лабораторные модели отличаются компактными размерами, но по своей конструкции – это полноценные дуговые печи. Они применяются для различного рода физико-химических исследований.
Электросталеплавильное производство стали
Как правило, в сталеплавильном сырье железо находится в уже восстановленном виде, поэтому основной задачей является удаление примесей.
Обычно примеси переводятся в шлак в виде соответствующих оксидов, поэтому сталеплавильные процессы являются окислительными.
Основными процессами производства стали в наше время являются кислородно-конвертерный и электросталеплавильный процессы. Сырьем обычно служит передельный чугун, металлический лом, иногда металлизированные железорудные материалы; или сочетание перечисленных компонентов.
Рассмотрим два основных современных сталеплавильных процесса и используемое в них оборудование.
Кислородный конвертер
Кислородный конвертор – периодически действующий агрегат, предназначенный для производства стали из жидкого чугуна. В конвертор подается передельный чугун, производимый в доменных печах, а также металлический лом и флюсы.
С помощью фурм осуществляется продувка жидкого металла технически чистым кислородом, в результате чего окисляются примеси: углерод, кремний, марганец, фосфор. Газообразный оксид углерода удаляется из рабочего пространства.
Оксиды других примесей, вместе с флюсами (обычно известь, плавиковый шпат) и материалом футеровки образуют шлак. Известь добавляют для наиболее полного протекания реакций удаления фосфора и серы. Процесс протекает автогенно, металл нагревается за счет тепла реакций окисления примесей.
Металлолом играет роль охладителя, поглощая избыточную теплоту. В конце процесса металл нагревается до определенной температуры, необходимой для дальнейших технологических операций.
Жидкая сталь, получаемая в конверторе, обычно требует доводки химического состава, поэтому она отправляется на операции внепечной обработки: раскисление, легирование, продувку аргоном, вакуумирование, обработку синтетическими шлаками и т. п.
Конструкция агрегата.
Существуют различные типы конверторов: горизонтальные и вертикальные; с верхней, донной и боковой продувкой. Рассмотрим наиболее распространенный вертикальный конвертор с верхней продувкой.
Конвертор – это сосуд грушевидной формы. Кожух конвертора выполняют сварным из стальных листов. К центральной части корпуса прикрепляют цапфы, соединяющиеся с устройством для наклона, оно позволяет поворачивать конвертор при загрузке и выпуске.
Загрузка лома ведется в самом начале, перед заливкой жидкого чугуна. Флюсы загружаются частично в начале процесса, частично – по ходу продувки через горловину, небольшими порциями.
Конвертор обычно имеет отдельную летку для выпуска стали, шлак сливается через горловину.
Футеровка конвертора состоит из армирующего слоя, прилегающего к корпусу (из обожженного магнезитового или магнезитохромитового кирпича), промежуточного (смоло-доломитовый кирпич) и рабочего, прилегающего непосредственно к рабочему пространству (смолодолмитовый или доломитомагнезитовый кирпич).
Современные конвертора имеют емкость 100 – 400 т, удельный объем рабочего пространства 0,8 – 1,1 м3/т.
Фурма для подачи кислорода вводится в рабочее пространство через горловину. Специальные механизмы позволяют поднимать и опускать фурму во время процесса.
Применяемые в современных кислородных конвертерах многосопловые фурмы выполняют из трёх концентрично расположенных стальных труб, снабжённых внизу головкой (наконечником) с соплами.
Полости, образованные трубами, служат для подачи к головке кислорода, подвода и отвода охлаждающей воды.
Кислород и вода от магистральных внутрицеховых сетей к фурме подаются по гибким резинотканевым шлангам со специальной металлической оплёткой.
Фурма, закреплённая в каретке, перемещается вместе с ней при помощи двух параллельных цепей по вертикальным направляющим вдоль оси конвертера. Подъём и опускание фурмы осуществляется механизмом с бесконечной цепной передачей.
Чтобы избежать разрушения фурмы в результате напряжений, вызываемых различным тепловым расширением труб (наружная труба удлиняется сильнее, чем более холодные внутренние), в фурме предусматривают компенсирующие устройства.
В фурмах с центральным подводом кислорода на внутренней трубе устанавливают сильфонный компенсатор (гофрированный металлический шланг) в сочетании с телескопическим соединением на средней трубе, либо предусматривают подвижное сальниковое уплотнение вверху наружной трубы в сочетании с сильфонным компенсатором на внутренней трубе.
Головка фурмы является сменной. Головки выполняют сварными из медных и стальных элементов и в некоторых случаях литыми из меди.
Сварная головка включает наружную тарелку с патрубком, внутреннюю тарелку, вваренные в тарелки сопла и распределитель воды. Головку обычно соединяют с трубами сваркой.
Применяют также головки, соединяемые резьбой с внутренней и сваркой с наружной трубами фурмы.
Сопла и нижнюю тарелку сварных головок, обращённые в конвертере к зоне наиболее высоких температур (до 2600 0С), выполняют из меди.
Медь имеет низкую температуру плавления (1083 0С), но благодаря высокой теплопроводности обеспечивает быстрый отвод и передачу тепла охлаждающей воде, поэтому даже в зоне высоких температур головка не перегревается и сохраняет прочность.
Для изготовления головок применяют бескислородную медь марок М-0, М-1; сварку головок ведут под защитным газом.
Электродуговая печь
Электродуговая печь предназначена для получения стали из стального лома, металлизированных окатышей, передельного чугуна и других шихтовых материалов. В процессе плавки можно регулировать состав стали в достаточно широких пределах.
В электропечах можно получать легированную сталь с низким содержанием фосфора и серы, при этом потери легирующих элементов существенно меньше, чем в других процессах.
Высоколегированные инструментальные, нержавеющие, шарикоподшипниковые, жаростойкие и жаропрочные, а также многие конструкционные стали выплавляют только в электропечах.
Теория процесса.
Для получения энергии, необходимой для расплавления шихты и поддержания высокой температуры в печи используется электрическая дуга.
Электрическая дуга — один из видов электрического разряда, при котором ток проходит через ионизированные газы, пары металлов. При кратковременном сближении электродов с шихтой или друг с другом возникает короткое замыкание. Идет ток большой силы. Концы электродов раскаляются добела.
При раздвигании электродов между ними возникает электрическая дуга. С раскаленного катода происходит термоэлектронная эмиссия электронов, которые, направляясь к аноду, сталкиваются с нейтральными молекулами газа и ионизируют их. Отрицательные ионы направляются к аноду, положительные к катоду.
Пространство между анодом и катодом становится ионизированным, токопроводящим. Бомбардировка анода электронами и ионами вызывает сильный его разогрев. Температура анода может достигать 4000 градусов. Дуга может гореть на постоянном и на переменном токе.
Электродуговые печи работают на переменном токе.
Температура стабильной дуги пропорциональна потенциалу ионизации газа, в котором горит дуга, и может быть выражено уравнением Т = 800 U i. Эта формула, не учитывающая величины тока, давления, способа охлаждения и других факторов, позволяет определить примерную температуру дуги.
Классическая технология предполагает наличие следующих периодов плавки: загрузка шихты, плавление, окислительный период, восстановительный период и выпуск продуктов плавки.
Загрузка шихты (стальной лом, передельный чугун, мягкое железо, флюсы, твердые окислители, металлизированные окатыши) загружается бадьями через верх печи при открытом своде. После загрузки свод закрывают, опускают в печь электроды и включают ток.
Во время периода плавления сила тока достигает наибольших значений.
После расплавления шихты наступает окислительный период. На этой стадии производится окисление примесей твердыми окислителями (железорудные материалы) или вдуваемым через трубки кислородом.
Для получения шлака с требуемыми свойствами загружают известь и плавиковый шпат. Во время окислительного периода из стали удаляется избыточный углерод, фосфор и другие примеси.
По завершении этого периода окисленный шлак скачивают.
Во время восстановительного периода в печи создается восстановительная атмосфера. Это обеспечивает благоприятные условия для десульфурации стали.
Также на этом периоде в сталь вводят раскислители (ферромарганец, ферросилиций или алюминий) для удаления избыточного кислорода и, если требуется, легирующие добавки. Иногда раскисление и легирование осуществляют в ковше.
По окончании процесса металл должен иметь температуру, достаточную для разливки на машинах непрерывного литья (около 1850 градусов Цельсия).
Конструкция печи.
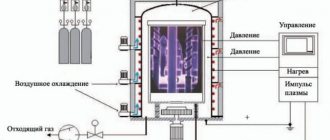
Печь с верхней загрузкой имеет следующие элементы конструкции: кожух печи, сводовое кольцо, футеровку, рабочее окно, сливной носок, два цилиндра для наклона печи, механизм подъема свода в сочетании с одним из следующих механизмов – поворота свода или выката ванны, держатели электродов с вторичным токопроводом, механизмы перемещения электродов, электродные уплотнения и систему водоохлаждения. На рисунке 1.1 показан общий вид электродуговой печи. Печь опирается кожухом через секторы механизма наклона непосредственно на фундамент. Сбоку печи на фундаменте имеется стационарная опора, с которой может соединяться опирающаяся на верх кожуха несущая траверса со смонтированными на ней сводом и механизмами перемещения электродов. Для раскрытия верха печи траверса со сводом и механизмами перемещения электродов поднимается над кожухом специальным механизмом на фундаментной опоре и поворачивается вокруг вертикальной оси. Для наклона печи траверса отсоединяется от фундаментной опоры.
Кожух печи ДСП представляет собой открытый сверху металлический сварной резервуар, внутри которого находится футеровка ванны и стен. Основными частями кожуха являются сферическое днище и стенка цилиндрической, конической или цилиндроконической формы.
Электроды служат для подвода тока в рабочее пространство печи и образования электрической дуги. Электроды могут быть угольные и графитированные.
В электросталеплавильном производстве применяют главным образом графитированные электроды. Угольные электроды обычно используют на малых печах.
Графитированные электроды изготавливают из малозольного нефтяного или пекового кокса с добавками смолопека.
Электрооборудование дуговых печей включает в себя оборудование цепи главного тока, контрольно–измерительную, защитную и сигнальную аппаратуру, а также автоматический регулятор механизма перемещения электродов, электрические приводы механизмов печи и установку электромагнитного перемешивания металла.
Печной трансформатор необходим для преобразования высокого напряжения в низкое (с 6—10 кВ до 100—800 В).
Обмотки высокого и низкого напряжения и магнитопроводы, на которых они помещены, располагаются в баке с маслом, служащим для охлаждения обмоток. Трансформатор устанавливают рядом с электропечью в специальном помещении.
Участок электрической сети от трансформатора до электродов называется короткой сетью. Выходящие из стены трансформаторной подстанции фидеры при помощи гибких, водоохлаждаемых кабелей подают напряжение на электрододержатель. Длина гибкого участка должна позволять производить нужный наклон печи и отворачивать свод для загрузки.
Для ДСП характерна работа при температурах до 1700 — 1800°С, в результате чего возникает необходимость быстрого и эффективного охлаждения между нагретыми и холодными конструкциями оборудования печи.
Водяное охлаждение предназначено для металлических поверхностей, подвергающихся сильному нагреву; его задача снизить их температуру до уровня, ниже 300 °С. Превышение этого уровня может привести к термической усталости и вызывать разрушение или деформацию элементов печи.
Для того, чтобы поддержать требуемый уровень температуры на горячей поверхности стальной пластины охлаждающейся конструкции необходима подача воды при скорости 2—3 м/с.
Водоохлаждаемыми элементами конструкции ДСП малой вместимости обычно являются держатели электродов, трубы и кабели вторичного токопровода, коробка охлаждения рабочего окна, сводовое кольцо, уплотнения электродных отверстий. В ряде случаев водяное охлаждение применяют для защиты траверсы от теплового излучения и пламени, вырывающегося из рабочего окна.
Футеровка дуговых печей играет важную роль при выплавке стали. Она предназначена для сохранения высоких температур в плавильном пространстве и защиты корпуса печи от действия расплавленного металла и шлака.
Большинство дуговых печей имеет основную футеровку, состоящую из материалов на основе MgO. Футеровка печи создает ванну для металла и играет роль теплоизолирующего слоя, уменьшающего потери тепла. Основные части футеровки – подина печи, стены, свод.
Температура в зоне электрических дуг достигает нескольких тысяч градусов. Хотя футеровка электропечи отделена от дуг, она все же должна выдерживать нагрев до температуры 1700°С.
В связи с этим применяемые для футеровки материалы должны обладать высокой огнеупорностью, механической прочностью, термо- и химической устойчивостью.
Футеровку стен дуговых сталеплавильных печей выполняют в трех принципиально различных вариантах: в виде кирпичной кладки, набивными и блочными.
На основании опыта работы отечественных заводов стены основных электропечей выполняют преимущественно из магнезитового, а также из периклазошпинелидного, магнезитохромитового и безобжигового кирпича в кассетах.
Кирпичную кладку стен чаще выполняют на откосах, набитых смесью магнезитового порошка либо ведут ее прямо с кирпичной кладкой подины. Толщину стен обычно уменьшают от откосов до свода, что способствует повышению стойкости огнеупорной кладки стен.
Источники
1. Линчевский Б. В. Металлургия черных металлов. Учебник для техникумов / Б. В. Линчевский, А. Л. Соболевский, А. А. Кальменев. – М. Металлургия, 1986. — 360 с.2. Баптизманский В.И. Конвертерные процессы производства стали. Теория, технология, конструкции агрегатов. Учебник / В.
Производство стали в электродуговых печах
Особенности работы дуговой печи для производства стали заключаются в следующем:
- В качестве источника питания дуговая электропечь использует трёхфазный переменный ток;
- Стандартная печь имеет три электрода из специальной графитизированной массы;
- Электрический ток проводится от трансформатора к электрододержателям за счёт специального кабеля. Через электрододержатель ток подводится к электродам и ванне металла;
- Между электрической шихтой и электродами при запуске печи возникает электрическая дуга. За счёт электродуги электрическая энергия превращается в тепловую, которая и передаётся металлу, который при этом плавится.
Рабочее напряжение в дуговых печах при выплавке стали может колебаться в пределах 160-600 В. Длина дуги автоматически регулируется за счёт перемещения электродов. Для того чтобы следить и управлять процессом плавки, предусмотрено специальное рабочее окно. В зависимости от потребностей конкретного металлургического производства, вместимость дуговых печей для производства стали может составлять от 0,5 до 400 тонн. Лабораторные модели значительно меньше.
С помощью дуговых электропечей можно производить два типа плавки. Первый тип заключается в переплавке шихты из легированных отходов. Для второго типа плавки используется углеродистая шихта.
Период расплавления шихты
После завалки основной металлошихты печь укрывают сводом, опускают электроды и приступают к расплавлению металлолома При этот электроды опускаются вниз, прорезая колодцы в шихте и металл стекает на подину. При достижении электродами расплава горение дуг стабилизируется. Для интенсификации плавления в печь подают кислород для подрезки лома и дополнительного нагрева расплава. В последнее время для выравнивания фронта плавления и повышения скорости плавления в холодных зонах печи устанавливают топливнокислородные горелки. С целью использования максимальной мощности трансформатора при проплавлении основной части металлошихты, когда дуги оголяются и не экранируются, наводят вспененный шлак за счет вдувания в шлак порошкообразных углеродистых материалов. Эти технологические приемы свойственны для технологии высшего уровня и будут рассмотрены более подробно далее. В классической технологии одновременно с металлошихтой в печь дают шлакообразующие, что благоприятствует протеканию процесса дефосфорации еще до окончания полного расплавления шихты, когда температура расплава невысокая. По окончанию периода плавления берут пробу металла и приступают к окислительному периоду.
Особенности процесса плавки в дуговых печах
Плавка металлов или сплавов с использованием шихты из легированных отходов проводят без окисления примесей. При этом шихта, которая используется в процессе, не должна иметь больше примесей фосфора, марганца и кремния, чем выплавляемая в процессе сталь. В процессе плавки большинство примесей окисляются, да и сама шихта может содержать большое количество оксидов. Обязательной процедурой, которую следует проводить после того, как шихта расплавится, является удаление серы. Для этого нужно навести основной шлак. При необходимости, получаемый сплав нужно науглероживать, доводя его тем самым до нужного химического состава.
После науглевоживания получаемого сплава нужно провести диффузионное раскисление. Для этой процедуры на шлак нужно подавать молотый кокс, алюминий и ферросилиций. Именно таким образом происходит выплавка высококачественных легированных сталей из различных отходов машиностроительных предприятий.
Для того чтобы выплавить конструкционную сталь, нельзя применять шихту из легированных отходов. Для этого используют только углеродистую шихту. Состав шихты, которая используется для производства конструкционной стали в электродуговых печах, должен быть следующим:
- 90% стального лома;
- До 10% передельного чушкового чугуна;
- Кокс или электродный бой, который понадобится для науглероживания металла;
- Известь в количестве 2-3% от общего состава шихты.
После того, как шихта будет загружена, нужно опустить электроды и включить ток. Под воздействием электрической дуги шихта начнёт плавиться. Расплавленный металл начнёт собираться на подине печи. Во время плавления железо, кремний, фосфор, марганец и часть углерода начнёт окисляться. Начнёт образовываться шлак железистый, за счёт которого из сплава будет удаляться фосфор.
После того, как сплав будет нагрет до температуры 1500-1540 градусов Цельсия, в него загружают руду и известь, после чего металл доводят до так называемого периода «кипения». За счёт этого будет производиться дальнейшее окисление углерода. После этого происходит процедура удаления серы и раскисления металла. Железистый шлак удаляется, после чего в расплав подаётся силикомарганец и силикокальций. Они нужны в качестве раскислителей. После этого в расплав добавляется раскислительная смесь. Она состоит из плавикового шпата, извести, молотого кокса и ферросилиция. В процессе раскисления шлак приобретает белый цвет. Данный процесс раскисления под белым шлаком должен продолжаться от 30 до 60 минут.
Окислительный период плавки
В этот период проводят дефосфорацию металла, удаляют газы и неметаллические включения, осуществляют подогрев металла и выравнивают его температуру. Для реализации этих технологических операций наводят окислительный высокоосновной шлак, ведут продувку ванны кислородом с целью окисления углерода с образованием пузырьков моноокиси углерода, что способствует кипению ванны, ускоряя тем самым дефосфорацию и дегазацию металла от водорода и азота, которые удаляются вместе с пузырьками моноокиси углерода. Процесс кипения совмещают с постоянным обновлением шлака за счет присадки шлакообразующих и самопроизвольного схода шлака через порог рабочего окна. Кратность шлака окислительного периода равна 0,02-0,04. Для обеспечения условий дефосфорации и дегазации металла достаточно окислить 0,3-0,5 % С. Для сокращения периода процесс дефосфорации совмещают с концом периода плавления. По окончании окислительного периода берут пробу металла и скачивают практически полностью окислительный шлак.
Достоинства электрических дуговых печей
Дуговые печи пользуются огромной популярностью на крупных сталелитейных предприятиях. Выплавка сталей в дуговых печах популярна из-за следующих преимуществ:
- Имеется возможность получать ряд тугоплавких и высококачественных сталей, которые имеют минимальное количество различных примесей неметаллического происхождения;
- Можно работать в различных режимах, используя как жидкую, так и твёрдую завалку;
- В процессе производства получается минимальный угар металла;
- Дуговые печи имеют простую конструкцию, относительно компактны, их обслуживание не отнимает много времени.
Кроме ряда достоинств, у дуговых печей имеется один существенный недостаток – нет возможности выплавлять металлы и сплавы с очень низким содержанием углерода. Больше существенных недостатков у дуговых печей нет.
Индукционная плавильная печь
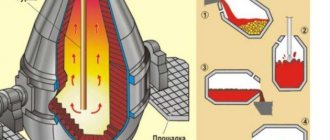
Печь состоит из водоохлаждаемого индуктора, внутри которого находится тигель с металлической шихтой (рисунок 25). Через индуктор от генератора высокой частоты проходит переменный ток повышенной частоты. Ток создает переменный магнитный поток, пронизывая куски металла в тигле, наводит в них мощные вихревые токи, нагревающие металл до расплавления и необходимых температур перегрева. Тигель может быть изготовлен из кислых и основных огнеупоров. Емкость тигля составляет до 25 т.
В соответствии с заданным химическим составом металла при загрузке тщательно подбирают состав шихты. Необходимое для этого количество ферросплавов загружают на дно тигля вместе с шихтой. После расплавления шихты на поверхность металла загружают шлаковую смесь для уменьшения тепловых потерь металла и уменьшения угара легирующих элементов, а также для защиты его от насыщения газами.
При плавке в кислой печи после расплавления и удаления шлака наводят новый шлак с высоким содержанием SiO2. Металл раскисляют ферросилицием, ферромарганцем и алюминием перед выпуском его из печи. В печах с кислой футеровкой выплавляют конструкционные стали, легированные другими элементами.
В печах с основной футеровкой выплавляют высококачественные легированные стали с высоким содержанием марганца, никеля, титана, алюминия. Индукционные печи имеют ряд преимуществ перед дуговыми. Основными их них являются:
- отсутствие электрической дуги, что позволяет выплавлять сталь с низким содержанием углерода, газов и малым угаром элементов;
- наличие электродинамических сил, которые перемешивают металл в печи способствуют выравниванию химического состава, всплыванию неметаллических включений;
- небольшие размеры печей позволяют помещать их в камеры, где можно создать любую атмосферу или вакуум.
К недостаткам этих печей можно отнести:
- недостаточная температура шлака для протекания металлургических процессов между металлом и шлаком;
- малая стойкость футеровки, что приводит к частым ремонтам и остановкам.
Поэтому в индукционных печах выплавляют сталь из легированных отходов методом переплава или методом сплавления чистого шихтового железа и скрапа с добавкой ферросплавов.