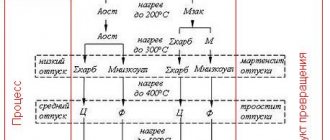
Основные нюансы процесса
Согласно технологическим особенностям, конвертерный способ подразделяется на две разновидности:
- Конвертерные процессы с донным воздушным дутьем – бессемеровский и томасовский процессы.
- Кислородно-конвертерный процесс с продувкой кислородом сверху и снизу.
Кислородно-конверторный способ
При воздушном дутье, залитый в конвертерах чугун, продувают снизу воздухом. Благодаря тому, что частицы воздуха окисляют любые примеси чугуна, происходит повышение температуры стали вплоть до 1,6 тыс. градусов. Именно это тепло и превращает чугун в сталь.
Бессемеровский способ
Кислый способ, футеровка конвертера выложена из динасового огнеупорного кирпича. Применяется при переплавке в сталь чугуна марок Б1 и Б2, содержащих строго ограниченное (максимально допустимое в сталях) количество фосфора и серы. Это объясняется тем, что в конвертерах или в других печах с кислой футеровкой невозможно удалять вредные примеси S и Р.
Плавка стали в конвертере состоит в следующем:
- Конвертер ставится в горизонтальное положение.
- Заливается жидкий чугун.
- Подается воздушное дутье под давлением Р = 3÷3,5 атм. (который окисляет примеси) и одновременно с этим конвертер ставится в вертикальное положение.
Во время плавки в кислом конвертере наблюдается 3 периода:
1) Окисление Fe, Mn, Si и образуется шлак
Длится процесс окисления 3-6 минут.
2) Выгорание углерода, т.е. его окисление, жидкость кипит:
СО вырвавшись из стали догорает ярким пламенем высотой 8-10 метров
3) Пламя прекращается и появляется бурый дым, что означает горение железа, а сам дым – частицы окислов железа. Необходимо побыстрее прекратить подачу воздуха и процесс плавки окончен.
Если углерода в стали осталось меньше необходимого по марки выплавляемой стали, то состав по С доводится добавлением в стали небольшого количества высокоуглеродистого чугуна и ферросплавов Fe-Mn, Fe-Si и Al.
Различия двух способов
Вышеупомянутое производство подразделяется на бессемеровский и томасовский процессы. Различия между ними в основных составляющих футеровках конвертеров.
Бессемеровский путь выплавки стали позволяет использовать низкое содержание фосфора и серы. При томасовском способе, наоборот, чугун переплавляется посредством высокого содержания фосфора.
Суть кислородно-конвертерного производства заключается в выплавке стали посредством футеровки и продувки кислородом из жидкой чугунной основы. В обязательном порядке для этого используется водоохлаждающая форма.
Водоохлаждающая форма
В агрегатах кислород подается снизу. Этот метод наиболее распространен в России. Хотя в зарубежных странах нередко применяется и комбинированный способ продувки. В металлургии кислородно-конвертерный метод выплавки признан практически одним из самых эффективных по нескольким параметрам:
- Воспроизведение одного сталеплавильного агрегата превышает в мощности иные способы в несколько тон.
- В большегрузных конвертерах воспроизведение достигает порядка 500 тонн за 1 час.
- Затратные средства значительно ниже, чем при ином производстве.
- Довольно экономное обустройство любого цеха, даже в независимости от мощности плавильных агрегатов.
- Простота процесса состоит в автоматизации метода выплавки стали.
Благодаря тому, что используется чистый кислород, сталь, получаемая на выходе, не имеет высокого содержания азота. Это позволяет использовать материал в широких спектрах малой промышленности. Важно и то, что сравнительная безопасность для здоровья, позволяет задействовать специалистов среднего звена.
Возможность предоставить работу большему количеству населения
Томасовский способ
Томасовский способ – продувка через жидкий металл воздуха, но футеровка основная и благодаря этому становится возможным удаление фосфора. Футеровка доломитовая (МgO, СаО). Применяется для переплавки в стали чугунов марок Т-1 и Т-2, содержащих повышенный % фосфора до 2,2% и серы.
В томасовском конвертере процессы окисления протекают в такой же последовательности, как и в бессемеровском, за исключением того, что в третьем периоде идет бурное окисление фосфора, за счет чего резко повышается температура стали и сталь становится более качественной и пластичной.
Для удаления Р и S в конвертер загружается 12-14% от веса заливаемого чугуна – известняк СаСО3:
Р2О5(СаО)4 – очень прочное соединение и ценное удобрение для сельского хозяйства.
– FeS + СаО → СаS + FeО, где СаS – непрочное соединение, поэтому вводят Mn:
СаS + MnO → MnS + СаО, где MnS – не переходит в ванну, если остается, то это более тугоплавкое соединение нежели FeS + Fe (tплавл. ≈ 988°С).
В настоящее время томасовский способ в нашей стране почти не применяется, так как высокофосфористых и высокосернистых руд у нас мало.
Рассмотренные конвертерные способы выплавки стали имеют следующие преимущества:
- Высокая производительность (время плавки 20-30 мин.).
- Простота конструкций печей (конвертеров) и следовательно малые капитальные затраты.
- Малые эксплуатационные затраты.
- Не требуется при плавке специально вводить тепло, так как оно получается в конвертерах за счет реакций окисления примесей.
- Значительный угар железа (до 13%).
- Невозможность переплавлять в больших количествах скрап (металлический лом).
- Более низкое качество стали (главный недостаток конвертирования) – например, за счет продувки воздухом в стали увеличивается содержание азота (до 0,025-0,048%), которое заметно снижает качество стали.
- Из-за непродолжительности процесса невозможно в конвертерах выплавлять стали сложного химического состава, а из-за невысоких температур (наибольшая tплавл. = 1600°С) невозможно добавлять тугоплавкие легирующие компоненты (W, Mo, Nb и т.д.).
Таким образом до настоящего времени конвертерное производство стали было ограничено из-за вышеизложенных недостатков. В конвертерах выплавлялись лишь простые углеродистые стали обыкновенного качества.
Особенности производства стали кислородно-конвертерным способом
Для создания стали подобным способом используется не только специальное оборудование.
В первую очередь необходимо учитывать технологические требования к подготовительным работам.
Неотъемлемой частью подобных работ является соблюдение техники безопасности. В обязательном порядке инженер по охране труда должен периодически инспектировать каждого занятого на производстве человека. При малейших изменениях условий труда необходимо проинструктировать каждого сотрудника.
Конвертерное производство посредством продувки кислородом происходит в несколько этапов:
- в конвертер загружается металлолом;
- заливается чугунное сырье;
- включается продувка содержимого конвертера кислородом;
- загружаются сливы стали, шлаки и шлакообразующие.
Процесс конвертерной выплавки стали
Каждый из этапов выполняется только в описанной последовательности с правильным учетом пропорций. В наклоненную конвертерную емкость лом любых видов металла загружается с помощью завалочных машин.
На следующем шаге специально установленные заливочные краны позволяют залить необходимое количество чугуна. После этого конвертер нужно установить вертикально и только затем начинать продувку кислородом. Частота которого не менее 99,5% О2.
Как только начинается продувка, важно загрузить часть шлаковых материалов. Весь объем которых, в том числе и железной руды, распределяется в несколько приемов. Важно соблюдать скорость их загрузки, но не позже чем через 5–7 минут после первого этапа выплавки.
Бессемеровский способ
Кислый способ, футеровка конвертера выложена из динасового огнеупорного кирпича. Применяется при переплавке в сталь чугуна марок Б1 и Б2, содержащих строго ограниченное (максимально допустимое в сталях) количество фосфора и серы. Это объясняется тем, что в конвертерах или в других печах с кислой футеровкой невозможно удалять вредные примеси S и Р.
Плавка стали в конвертере состоит в следующем:
- Конвертер ставится в горизонтальное положение.
- Заливается жидкий чугун.
- Подается воздушное дутье под давлением Р = 3÷3,5 атм. (который окисляет примеси) и одновременно с этим конвертер ставится в вертикальное положение.
Во время плавки в кислом конвертере наблюдается 3 периода:
1) Окисление Fe, Mn, Si и образуется шлак
Длится процесс окисления 3-6 минут.
2) Выгорание углерода, т.е. его окисление, жидкость кипит:
СО вырвавшись из стали догорает ярким пламенем высотой 8-10 метров
3) Пламя прекращается и появляется бурый дым, что означает горение железа, а сам дым – частицы окислов железа. Необходимо побыстрее прекратить подачу воздуха и процесс плавки окончен.
Особенности и секреты процесса
От иных способов стального производства подобный метод отличается тем, что завязан на очень высоких скоростях. Весь метод, как правило, проходит буквально за 14–24 минуты. Высокие температуры позволяют задавать мгновенную скорость растворения извести в шлаковых содержимых.
Поэтому и выплавка стали в одном конвертере, включая весь процесс производства, не составляет более 30 минут. Важно отметить, что на качество основного процесса непосредственное влияние оказывает неравномерность окисления каждого из компонента, содержащегося в агрегате.
Ведущий принцип кислородно-конвертерного процесса обусловлен регулированием температурного режима и изменением количества продувок. Необходимое условие для эффективности выплавки – введение охладителей в качестве железной руды, металлолома, известняка.
Очистка пылевых отходов происходит при помощи котла-утилизатора. Все отходящие газы от процесса выплавки попадают в установку для их очистки. Все производство стали кислородным способом управляется мощными современными компьютерами.
Стоит отметить, что при донной продувке удельный объем готовой стали гораздо меньше, чем при верхней продувке. Именно при донном методе скорость получения готовой стали гораздо выше.
Технологии получения жидкой стали
К тому же что касается готового металла, то по окончании всех производственных работ результат эффективнее на 1–2%.
Дополнительно во время процесса сокращается длительность продувки, происходит ускорение плавления лома. Все это позволяет налаживать конкретный технологический процесс при меньшей высоте производственного здания.
Томасовский способ
Томасовский способ – продувка через жидкий металл воздуха, но футеровка основная и благодаря этому становится возможным удаление фосфора. Футеровка доломитовая (МgO, СаО). Применяется для переплавки в стали чугунов марок Т-1 и Т-2, содержащих повышенный % фосфора до 2,2% и серы.
В томасовском конвертере процессы окисления протекают в такой же последовательности, как и в бессемеровском, за исключением того, что в третьем периоде идет бурное окисление фосфора, за счет чего резко повышается температура стали и сталь становится более качественной и пластичной.
Для удаления Р и S в конвертер загружается 12-14% от веса заливаемого чугуна – известняк СаСО3:
Р2О5(СаО)4 – очень прочное соединение и ценное удобрение для сельского хозяйства.
– FeS + СаО → СаS + FeО, где СаS – непрочное соединение, поэтому вводят Mn:
СаS + MnO → MnS + СаО, где MnS – не переходит в ванну, если остается, то это более тугоплавкое соединение нежели FeS + Fe (tплавл. ≈ 988°С).
В настоящее время томасовский способ в нашей стране почти не применяется, так как высокофосфористых и высокосернистых руд у нас мало.
Рассмотренные конвертерные способы выплавки стали имеют следующие преимущества:
- Высокая производительность (время плавки 20-30 мин.).
- Простота конструкций печей (конвертеров) и следовательно малые капитальные затраты.
- Малые эксплуатационные затраты.
- Не требуется при плавке специально вводить тепло, так как оно получается в конвертерах за счет реакций окисления примесей.
- Значительный угар железа (до 13%).
- Невозможность переплавлять в больших количествах скрап (металлический лом).
- Более низкое качество стали (главный недостаток конвертирования) – например, за счет продувки воздухом в стали увеличивается содержание азота (до 0,025-0,048%), которое заметно снижает качество стали.
- Из-за непродолжительности процесса невозможно в конвертерах выплавлять стали сложного химического состава, а из-за невысоких температур (наибольшая tплавл. = 1600°С) невозможно добавлять тугоплавкие легирующие компоненты (W, Mo, Nb и т.д.).
Таким образом до настоящего времени конвертерное производство стали было ограничено из-за вышеизложенных недостатков. В конвертерах выплавлялись лишь простые углеродистые стали обыкновенного качества.
Ведущие принципы выплавки качественной стали
Согласно статистическим показателям каждая десятая тонна выплавленной стали в мире получается в результате кислородно-конвертерного способа при донной продувке.
Весь процесс при низких производственных затратах и адекватных условиях для хода работ, способствует выплавки высококачественной стали. Уникальные технологические мощности конвертерных агрегатов позволяют использовать различные составы сплавов, кроме самого жидкого чугуна.
Определенный интерес в промышленности к этому способу вызван и широким его применением еще с 60-х годов прошлого столетия. Основной типовой ряд емкостей конвертерных агрегатов установлен еще при Советском Союзе. Огромные сосуды представлены в грушевидной форме и имеют объемный ряд от 50 до 400 тонн.
Необходимо отметить, на улучшение показателей готовой стали влияет именно размер конвертера. Оптимальный удельный объем кислородного конвертера способствует интенсивной подаче кислорода и предотвращению выбросов вспенивающихся шлаков и металлов.
Одним из ведущих принципов производства стали в кислородных конвертерах является их проектирование емкостью от 400 до 4,3 тыс. тонн и минимальной высотой 6–8 метров. Слишком низкие агрегаты провоцируют выбросы вспенивающегося металла через узкие горловины. Подобный факт негативно сказывается на всем процессе производства и на качестве самой стали на выходе.
Область применения конвертерных видов стали
Имеющиеся недостатки несколько ограничивают область применения подобной стали. Из неё производят такие деталей, к которым не предъявляют повышенные технические требования. В кислородных конвертерах получают продукцию трёх видов: углеродистую, легированную и низколегированную сталь. Эти марки используются для изготовления проволоки (катанки), труб небольшого диаметра, отдельных видов рельс.
Специальные изделия активно применяются в строительстве. Практически вся так называемая автоматная сталь изготавливается по конвертерной технологии. Из неё производят большое количество метизной продукции: болты, гайки, шурупы, саморезы, скобы и так далее.
Планирование процесса
Принципиально важно и перед каждой плавкой осуществлять детальное планирование всех оптимальных условий. Они включают в себя:
- расход чугуна и лома;
- уровень подачи кислорода в фурму;
- приблизительные расчеты по концентрации фосфора, серы и шлаков;
- анализ окончательной массы стали и заданных объемов отходов.
Удельная интенсивность выплавки стали кислородным способом в конвертерах позволяет производить высокие объемы сырья при минимальных нагрузках на ход процесса. Немаловажную роль здесь играет фактор проектирования и выбора сопутствующих условий, а также организации технологии производства.
Высококачественную сталь в стране получают не только на огромных заводах, но и на территории малых помещений, для эффективного производства требуется необходимая мощность агрегатов и квалифицированные специалисты.
Устройство кислородного конвертера
Устройство кислородного конвертера с верхней продувкой
Кислородно-конвертерный процесс — это выплавка стали из жидкого чугуна с добавкой лома в конвертере с основной футеровкой и продувкой кислородом сверху через водоохлаждаемую фурму.
Кислородно-конвертерный процесс, обладает рядом преимуществ по сравнению с мартеновским и электросталеплавильным процессами:
1) более высокая производительность одного работающего сталеплавильного агрегата (часовая производительность мартеновских и электродуговых печей не превышает 100 т/ч, а у большегрузных конвертеров достигает 400—500 т/ч);
2) более низкие капитальные затраты, т. е. затраты на сооружение цеха, что объясняется простотой устройства конвертера и возможностью установки в цехе меньшего числа плавильных агрегатов;
3) меньше расходы по переделу, в число которых входит стоимость электроэнергии, топлива, огнеупоров, сменного оборудования, зарплаты и др;
4) процесс более удобен для автоматизации управления ходом плавки
Благодаря использованию для продувки чистого кислорода, кислородно-конвертерная сталь содержит азота не более, чем мартеновская и по качеству не уступает мартеновской. Тепла, которое выделяется при окислении составляющих чугуна с избытком хватает для нагрева стали до температуры выпуска и позволяет использовать до 24-28% лома в шихте.
Кислородный конвертер представляет собой поворачивающийся на цапфах сосуд грушевидной формы, футерованный изнутри и снабженный леткой для выпуска стали и отверстием сверху для ввода в полость конвертера кислородной фурмы, отвода газов, заливки чугуна, загрузки лома и шлакообразующих и слива шлака (см. рисунок 4). Емкость существующих конвертеров составляет 10—450 т.
1 —
опорный подшипник;
2 —
цапфа; 3 — защитный кожух; 4 — опорное кольцо;
5 —корпус ведомого колеса; 6 —
навесной электродвигатель с редуктором;
7 — ведомое зубчатое колесо; 8 — демпфер навесного электродвигателя;
9 —
демпфер корпуса ведомого колеса;
10 —
опорная станина
Рисунок 4 – Устройство кислородного конвертера
Форма конвертера.
В конфигурации кожуха и внутреннего рабочего объема конвертера можно выделить три части: суживающуюся верхнюю часть (горловину), цилиндрическую часть и днище, которое может быть либо сферическим, либо иметь суживающуюся часть, к которой примыкает днище.
Размеры, конвертера.
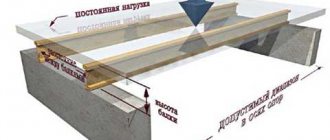
Они влияют на многие показатели процесса и должны, прежде всего, обеспечивать продувку без выбросов металла через горловину, поскольку выбросы уменьшают выход годной стали и требуют периодических остановок конвертера для удаления настылей металла с горловины и входной части котла-утилизатора. Размеры некоторых конвертеров приведены в таблице.
Размеры некоторых кислородных конвертеров
| Емкость, т | Высота рабочего пространства, Н, м | Диаметр рабочего пространства, м | Отношение H/D | Удельный объем, м3/т | Глубина ванны, м | Диаметр горловины, м |
| 7,65 | 4,00 | 1,90 | 0,96 | 1,50 | 1,65 | |
| 9,50 | 5,95 | 1,60 | 1,03 | 1,78 | 3,10 | |
| 9,27 | 6,55 | 1,41 | 0,87 | 1,90 | 3,43 |
Основные параметры, определяющие возможность работы конвертера без выбросов — это удельный объем (объем рабочей полости, приходящийся на 1 т жидкой стали, м3/т) и отношение высоты рабочего объема к его диаметру, H/D
.
Удельный объем должен находиться в оптимальных пределах. Если он недостаточен, то при продувке возникают выбросы вспенивающихся металла и шлака. Вместе с тем, если удельный объем чрезмерно велик, то неоправданно возрастают габариты конвертера и высота конвертерного цеха, теплоотдающая поверхность кожуха и теплопотери, расход огнеупоров на кладку футеровки.
В последние годы для проектируемых конвертеров емкостью 100—400 т с учетом сложившегося режима продувки (150— 250 м3/мин кислорода на одно сопло фурмы) величину удельного объема принимают в пределах от 0,8—0,85 до 1,0 м3/т, причем эта величина должна понижаться при росте емкости конвертера.
Выбирая величину H/Dучитывают, что при ее снижении стенки конвертера отдаляются от высокотемпературной подфурменной зоны, что способствует повышению их стойкости; возрастает также площадь контакта металл-шлак, что облегчает удаление в шлак фосфора и серы. Вместе с тем при чрезмерном снижении H/D,
т. е. уменьшение высоты конвертера, начинаются выбросы, поскольку вспенивающийся металл достигает низко расположенной горловины. При росте H/D вероятность появления выбросов снижается, но и увеличение
H/D
сверх оптимальной величины не рекомендуется, поскольку это требует увеличения высоты здания цеха.
Для проектируемых в последние годы конвертеров емкостью 100—400 т величину H/D
принимают в пределах 1,8—1,35, причем в этих пределах она обычно снижается пропорционально увеличению емкости конвертера. Это связано с тем, что для предотвращения выбросов, расстояние от уровня ванны в спокойном состоянии до верха горловины для конвертеров емкостью 100—400 т должно составлять примерно 6—8 м.
Глубина ванны жидкого металла в спокойном состоянии изменяется от 1,0 до 1,8—1,9 м, возрастая при увеличении емкости конвертера. Даже для конвертеров малой емкости (50 т) она не должна быть менее 1 м во избежание разрушения футеровки днища кислородными струями. Увеличение глубины ванны сверх 1,9 м также не рекомендуется, так как при этом из-за недостаточного проникновения вглубь ванны кислородных струй и ухудшения перемешивания ванны затрудняется плавление стального лома.
Диаметр горловины Dг
существующих конвертеров емкостью от 50 до 400 т находится в пределах (0,4—0,6)D и изменяется от 1,0 до 4,1 м, обычно увеличиваясь при увеличении емкости конвертера. При выборе величины
Dг
учитывают, что горловина больших размеров позволяет производить завалку стального лома в один прием, что сокращает длительность плавки. Вместе с тем, при увеличении Dг возрастают теплопотери и несколько повышается содержание азота в выплавляемой стали, поскольку через большую горловину в полость конвертера подсасывается больше воздуха, азот которого растворяется в металле. Поэтому горловина не должна быть больше, чем это необходимо для загрузки шихты.
Угол наклона стенок горловины к вертикали в существующих конвертерах составляет 20—35°. На основании отечественной практики признано нецелесообразным делать угол более 25°, так как при большем уклоне ухудшается стойкость футеровки горловины.
Кожух и днище.
Кожух конвертера выполняют сварнымизлистовой стали толщиной от 20 до 110 мм и делают его либо цельносварным, либо с отъемным днищем, которое крепится болтами или клиновыми соединениями. Горловина в большей степени, чем другие элементы кожуха подвержена воздействию высоких температур и короблению и может быть повреждена при удалении застывших выплесков металла и в процессе слива шлака. Поэтому верх горловины защищают сварным или литым
шлемом,который в случае повреждения легко заменить.
Днище конвертеров обычно делают сферическим. Эта форма облегчает циркуляцию металла при верхней подаче дутья и способствует снижению износа футеровки. Широко применяются как неотъемные, так и отъемные днища. Отъемные днища могут быть приставными и вставными.
Цапфы и опорное кольцо.
Конвертер цапфами опирается на роликовые опорные подшипники, закрепленные в опорных станинах. Подшипники обеспечивают возможность вращения конвертера вокруг оси цапф; при этом один подшипник фиксированный, а другой «плавающий», что дает возможность перемещения вдоль оси цапф на 15—30 мм.
Механизм поворота.
Он обеспечивает вращение конвертера вокруг оси цапф на 360° со скоростью до 1 об/мин. Поворот конвертера необходим для выполнения технологических операций: заливки чугуна, завалки лома, слива стали и шлака и др.
Механизм поворота может быть односторонним (для малык конвертеров – до 100т) и двусторонним (для большегрузных конвертеров), позволяющим более равномерно распределить нагрузки при наклоне конвертера.
Механизмы поворота бывают стационарными и навесными. В последние годы применяют более совершенные навесные (закрепленные на цапфе) многодвигательные механизмы поворота.
Навесной многодвигательный привод обладает следующими преимуществами: перекос цапф не влияет на его работоспособность; при выходе из строя одного двигателя привод остается работоспособным; в 2—3 раза уменьшается масса привода; существенно уменьшается площадь, необходимая для его установки.
Футеровка.
Футеровка конвертера работает в тяжелых условиях, подвергаясь воздействию высоких температур; термических напряжений, возникающих при колебаниях температуры футеровки; ударов кусков шихты при загрузке и знакопеременных нагрузок, возникающих при вращении конвертера. Она изнашивается также в результате химического взаимодействия со шлаком и размывающего действия потоков металла и шлака.
Футеровку обычно делают двухслойной. Примыкающий к кожуху арматурный слой толщиной 110—250 мм уменьшает теплопотери и защищает кожух в случае прогара рабочего слоя. Арматурный слой выполняют из магнезитового или магнезито-хромитового кирпича. Внутренний или рабочий слой изнашивается во время работы и его заменяют при ремонтах футеровки; его толщина в зависимости от емкости конвертера составляет 500—750 мм.
Для кладки рабочего слоя используют огнеупоры на основе доломита (CaO-MgO) и магнезита на связке из каменноугольной смолы.
Стойкость футеровки в зависимости от качества огнеупоров и условий работы конвертера составляет 400—900 плавок (2—5 кг на 1 т стали).
С целью повышения стойкости футеровки конвертеров применяется горячее торкретирование футеровки. Суть торкретирования сводится к нанесению с помощью торкрет-машин огнеупорной массы на изношенные участки футеровки.
Длительность торкретирования обычно не превышает 5 мин, его проводят после каждой или после нескольких плавок. Рекордная стойкость футеровки при торкретировании достигнута на одном из японских заводов — 10 110 плавок при расходе огнеупорного кирпича и торкрет-массы 0,19 и 1,38 кг/т стали соответственно.
Кислородная фурма. Кислород подают в конвертер через вертикально расположенную водоохлаждаемую фурму, которую вводят в полость конвертера через горловину строго по его оси. Давление кислорода перед фурмой составляет 1,0—1,6 МПа. Высоту фурмы над ванной можно изменять по ходу плавки; обычно она увеличивается при росте емкости конвертера и находится в пределах 0,8— 3,3 м от уровня ванны в спокойном состоянии.
Фурма выполнена из трех концентрично расположенных стальных труб и снабжена снизу медной головкой с соплами. Полости, образованные трубами, служат для подачи кислорода, подвода и отвода охлаждающей воды.
Медная головка фурмы имеет от 3 до 7 сопел типа сопла Лаваля, возрастая при увеличении расхода кислорода и емкости конвертера. Многосопловые фурмы благодаря рассредоточению кислородного потока на несколько струй обеспечивают «мягкую» продувку и минимальное количество выбросов. Кроме того, они дают возможность увеличить интенсивность подачи кислорода и сократить, благодаря этому, длительность плавки. Стойкость головок фурм составляет 50—250 плавок.
Устройство кислородного конвертера с верхней продувкой
Кислородно-конвертерный процесс — это выплавка стали из жидкого чугуна с добавкой лома в конвертере с основной футеровкой и продувкой кислородом сверху через водоохлаждаемую фурму.
Кислородно-конвертерный процесс, обладает рядом преимуществ по сравнению с мартеновским и электросталеплавильным процессами:
1) более высокая производительность одного работающего сталеплавильного агрегата (часовая производительность мартеновских и электродуговых печей не превышает 100 т/ч, а у большегрузных конвертеров достигает 400—500 т/ч);
2) более низкие капитальные затраты, т. е. затраты на сооружение цеха, что объясняется простотой устройства конвертера и возможностью установки в цехе меньшего числа плавильных агрегатов;
3) меньше расходы по переделу, в число которых входит стоимость электроэнергии, топлива, огнеупоров, сменного оборудования, зарплаты и др;
4) процесс более удобен для автоматизации управления ходом плавки
Благодаря использованию для продувки чистого кислорода, кислородно-конвертерная сталь содержит азота не более, чем мартеновская и по качеству не уступает мартеновской. Тепла, которое выделяется при окислении составляющих чугуна с избытком хватает для нагрева стали до температуры выпуска и позволяет использовать до 24-28% лома в шихте.
Кислородный конвертер представляет собой поворачивающийся на цапфах сосуд грушевидной формы, футерованный изнутри и снабженный леткой для выпуска стали и отверстием сверху для ввода в полость конвертера кислородной фурмы, отвода газов, заливки чугуна, загрузки лома и шлакообразующих и слива шлака (см. рисунок 4). Емкость существующих конвертеров составляет 10—450 т.
1 —
опорный подшипник;
2 —
цапфа; 3 — защитный кожух; 4 — опорное кольцо;
5 —корпус ведомого колеса; 6 —
навесной электродвигатель с редуктором;
7 — ведомое зубчатое колесо; 8 — демпфер навесного электродвигателя;
9 —
демпфер корпуса ведомого колеса;
10 —
опорная станина
Рисунок 4 – Устройство кислородного конвертера
Форма конвертера.
В конфигурации кожуха и внутреннего рабочего объема конвертера можно выделить три части: суживающуюся верхнюю часть (горловину), цилиндрическую часть и днище, которое может быть либо сферическим, либо иметь суживающуюся часть, к которой примыкает днище.
Размеры, конвертера.
Они влияют на многие показатели процесса и должны, прежде всего, обеспечивать продувку без выбросов металла через горловину, поскольку выбросы уменьшают выход годной стали и требуют периодических остановок конвертера для удаления настылей металла с горловины и входной части котла-утилизатора. Размеры некоторых конвертеров приведены в таблице.
Размеры некоторых кислородных конвертеров
| Емкость, т | Высота рабочего пространства, Н, м | Диаметр рабочего пространства, м | Отношение H/D | Удельный объем, м3/т | Глубина ванны, м | Диаметр горловины, м |
| 7,65 | 4,00 | 1,90 | 0,96 | 1,50 | 1,65 | |
| 9,50 | 5,95 | 1,60 | 1,03 | 1,78 | 3,10 | |
| 9,27 | 6,55 | 1,41 | 0,87 | 1,90 | 3,43 |
Основные параметры, определяющие возможность работы конвертера без выбросов — это удельный объем (объем рабочей полости, приходящийся на 1 т жидкой стали, м3/т) и отношение высоты рабочего объема к его диаметру, H/D
.
Удельный объем должен находиться в оптимальных пределах. Если он недостаточен, то при продувке возникают выбросы вспенивающихся металла и шлака. Вместе с тем, если удельный объем чрезмерно велик, то неоправданно возрастают габариты конвертера и высота конвертерного цеха, теплоотдающая поверхность кожуха и теплопотери, расход огнеупоров на кладку футеровки.
В последние годы для проектируемых конвертеров емкостью 100—400 т с учетом сложившегося режима продувки (150— 250 м3/мин кислорода на одно сопло фурмы) величину удельного объема принимают в пределах от 0,8—0,85 до 1,0 м3/т, причем эта величина должна понижаться при росте емкости конвертера.
Выбирая величину H/Dучитывают, что при ее снижении стенки конвертера отдаляются от высокотемпературной подфурменной зоны, что способствует повышению их стойкости; возрастает также площадь контакта металл-шлак, что облегчает удаление в шлак фосфора и серы. Вместе с тем при чрезмерном снижении H/D,
т. е. уменьшение высоты конвертера, начинаются выбросы, поскольку вспенивающийся металл достигает низко расположенной горловины. При росте H/D вероятность появления выбросов снижается, но и увеличение
H/D
сверх оптимальной величины не рекомендуется, поскольку это требует увеличения высоты здания цеха.
Для проектируемых в последние годы конвертеров емкостью 100—400 т величину H/D
принимают в пределах 1,8—1,35, причем в этих пределах она обычно снижается пропорционально увеличению емкости конвертера. Это связано с тем, что для предотвращения выбросов, расстояние от уровня ванны в спокойном состоянии до верха горловины для конвертеров емкостью 100—400 т должно составлять примерно 6—8 м.
Глубина ванны жидкого металла в спокойном состоянии изменяется от 1,0 до 1,8—1,9 м, возрастая при увеличении емкости конвертера. Даже для конвертеров малой емкости (50 т) она не должна быть менее 1 м во избежание разрушения футеровки днища кислородными струями. Увеличение глубины ванны сверх 1,9 м также не рекомендуется, так как при этом из-за недостаточного проникновения вглубь ванны кислородных струй и ухудшения перемешивания ванны затрудняется плавление стального лома.
Диаметр горловины Dг
существующих конвертеров емкостью от 50 до 400 т находится в пределах (0,4—0,6)D и изменяется от 1,0 до 4,1 м, обычно увеличиваясь при увеличении емкости конвертера. При выборе величины
Dг
учитывают, что горловина больших размеров позволяет производить завалку стального лома в один прием, что сокращает длительность плавки. Вместе с тем, при увеличении Dг возрастают теплопотери и несколько повышается содержание азота в выплавляемой стали, поскольку через большую горловину в полость конвертера подсасывается больше воздуха, азот которого растворяется в металле. Поэтому горловина не должна быть больше, чем это необходимо для загрузки шихты.
Угол наклона стенок горловины к вертикали в существующих конвертерах составляет 20—35°. На основании отечественной практики признано нецелесообразным делать угол более 25°, так как при большем уклоне ухудшается стойкость футеровки горловины.
Кожух и днище.
Кожух конвертера выполняют сварнымизлистовой стали толщиной от 20 до 110 мм и делают его либо цельносварным, либо с отъемным днищем, которое крепится болтами или клиновыми соединениями. Горловина в большей степени, чем другие элементы кожуха подвержена воздействию высоких температур и короблению и может быть повреждена при удалении застывших выплесков металла и в процессе слива шлака. Поэтому верх горловины защищают сварным или литым
шлемом,который в случае повреждения легко заменить.
Днище конвертеров обычно делают сферическим. Эта форма облегчает циркуляцию металла при верхней подаче дутья и способствует снижению износа футеровки. Широко применяются как неотъемные, так и отъемные днища. Отъемные днища могут быть приставными и вставными.
Цапфы и опорное кольцо.
Конвертер цапфами опирается на роликовые опорные подшипники, закрепленные в опорных станинах. Подшипники обеспечивают возможность вращения конвертера вокруг оси цапф; при этом один подшипник фиксированный, а другой «плавающий», что дает возможность перемещения вдоль оси цапф на 15—30 мм.
Механизм поворота.
Он обеспечивает вращение конвертера вокруг оси цапф на 360° со скоростью до 1 об/мин. Поворот конвертера необходим для выполнения технологических операций: заливки чугуна, завалки лома, слива стали и шлака и др.
Механизм поворота может быть односторонним (для малык конвертеров – до 100т) и двусторонним (для большегрузных конвертеров), позволяющим более равномерно распределить нагрузки при наклоне конвертера.
Механизмы поворота бывают стационарными и навесными. В последние годы применяют более совершенные навесные (закрепленные на цапфе) многодвигательные механизмы поворота.
Навесной многодвигательный привод обладает следующими преимуществами: перекос цапф не влияет на его работоспособность; при выходе из строя одного двигателя привод остается работоспособным; в 2—3 раза уменьшается масса привода; существенно уменьшается площадь, необходимая для его установки.
Футеровка.
Футеровка конвертера работает в тяжелых условиях, подвергаясь воздействию высоких температур; термических напряжений, возникающих при колебаниях температуры футеровки; ударов кусков шихты при загрузке и знакопеременных нагрузок, возникающих при вращении конвертера. Она изнашивается также в результате химического взаимодействия со шлаком и размывающего действия потоков металла и шлака.
Футеровку обычно делают двухслойной. Примыкающий к кожуху арматурный слой толщиной 110—250 мм уменьшает теплопотери и защищает кожух в случае прогара рабочего слоя. Арматурный слой выполняют из магнезитового или магнезито-хромитового кирпича. Внутренний или рабочий слой изнашивается во время работы и его заменяют при ремонтах футеровки; его толщина в зависимости от емкости конвертера составляет 500—750 мм.
Для кладки рабочего слоя используют огнеупоры на основе доломита (CaO-MgO) и магнезита на связке из каменноугольной смолы.
Стойкость футеровки в зависимости от качества огнеупоров и условий работы конвертера составляет 400—900 плавок (2—5 кг на 1 т стали).
С целью повышения стойкости футеровки конвертеров применяется горячее торкретирование футеровки. Суть торкретирования сводится к нанесению с помощью торкрет-машин огнеупорной массы на изношенные участки футеровки.
Длительность торкретирования обычно не превышает 5 мин, его проводят после каждой или после нескольких плавок. Рекордная стойкость футеровки при торкретировании достигнута на одном из японских заводов — 10 110 плавок при расходе огнеупорного кирпича и торкрет-массы 0,19 и 1,38 кг/т стали соответственно.
Кислородная фурма. Кислород подают в конвертер через вертикально расположенную водоохлаждаемую фурму, которую вводят в полость конвертера через горловину строго по его оси. Давление кислорода перед фурмой составляет 1,0—1,6 МПа. Высоту фурмы над ванной можно изменять по ходу плавки; обычно она увеличивается при росте емкости конвертера и находится в пределах 0,8— 3,3 м от уровня ванны в спокойном состоянии.
Фурма выполнена из трех концентрично расположенных стальных труб и снабжена снизу медной головкой с соплами. Полости, образованные трубами, служат для подачи кислорода, подвода и отвода охлаждающей воды.
Медная головка фурмы имеет от 3 до 7 сопел типа сопла Лаваля, возрастая при увеличении расхода кислорода и емкости конвертера. Многосопловые фурмы благодаря рассредоточению кислородного потока на несколько струй обеспечивают «мягкую» продувку и минимальное количество выбросов. Кроме того, они дают возможность увеличить интенсивность подачи кислорода и сократить, благодаря этому, длительность плавки. Стойкость головок фурм составляет 50—250 плавок.