В промышленности, строительстве и при ремонте используются различные способы стыковки деталей конструкций. Наибольшее распространение получили разнообразные виды сварки, которыми скрепляют не только однотипные и разнородные металлы, но также стекло, пластик, керамику. Популярность технологии объясняется высокой прочностью и надежностью соединений.
Определение процесса сварки
Независимо от вида, сваркой называют технологию создания неразъемных соединений путем нагрева, деформирования или комбинированием обоих методов. Сущность сварки заключается в том, что под действием внешнего источника энергии (тепла, давления) между соединяемыми материалами образуются прочные связи на межатомном уровне. После кристаллизации в процессе остывания на стыке образуется сварочный шов. В зависимости от вида материала и условий проведения работы, это локальный или общий нагрев и деформирование стыкуемых поверхностей.
Определение и понятие свариваемости
Конструкции и изделия из металлов, да и не только из них, изготавливаются разъемными и неразъемными. Сварка является способом соединения, относящегося как раз к последнему типу, т. к. такую конструкцию невозможно разобрать, не разрушив.
За счет чего получают соединение неразъемного типа и каким образом это можно осуществить? В ГОСТ 2601-84 дается определение этого термина. Происходит межатомная связь между кромками соединяемых частей, но для этого необходимо создать определенные условия. Их три: нагрев до расплавления, давление или комбинация указанных способов. Место соединения называется швом сварного соединения. Представляет собой сплав, который образуется в результате плавления кромок или плавления с добавлением присадочного материала, а также с помощью давления или одновременного действия обоих видов – плавления или пластического состояния и давления.
Термин «сварная конструкция» означает, что она изготовлена каким-либо видом сварки из металлических конструкционных частей. Невозможно назвать отрасль, где бы не применялась сварка – выдающееся изобретение русских ученых. С ее помощью не только соединяют отдельные части, но и наплавляют слои металла на изношенные участки или для придания особых свойств верхнему слою. Этим методом режут металл на части, осуществляют демонтаж и выполняют ремонтные работы. Сваркой соединяют заготовки из разных марок металлов толщиной от сотых долей мм до 2 метров. Остается правильно подобрать вид сварки и технологию ее проведения.
Получение соединения тесно связано с понятием свариваемости. Это свойство металлов или их комбинаций образовывать соединение, которое будет отвечать конструкционным и эксплуатационным характеристикам готового изделия. По свариваемости согласно ГОСТ 29273-92 металлы делятся на 4 группы:
- хорошо;
- удовлетворительно;
- плохо;
- ограниченно свариваемые.
От того, к какой группе относится металл, зависят выбор способа сварки и технологии ее осуществления. Хорошо свариваемые материалы не требуют особых условий проведения сварки. Их не подогревают ни до, ни в процессе сварки, ни после ее осуществления. Удовлетворительно свариваемые металлы должны перед выполнением сварки подогреваться до установленной техпроцессом температуры, а также после ее окончания подвергаться термической обработке. Такие меры помогут предотвратить возникновение трещин в процессе проведения сварки. Ограниченно свариваемые металлы подвергают термообработке до соединения кромок заготовок и после застывания шва. Марки металлов, относящиеся к плохо свариваемым, склонны к трещинообразованию и требуют особых условий работы. Это термообработка до процесса соединения, подогрев в ходе ведения сварочного процесса и после его осуществления, а также создание особых условий охлаждения.
Различают 2 разновидности свариваемости:
- технологическую;
- физическую.
Первый вид подразумевает воздействие сварочного цикла на получение шва, который должен соответствовать эксплуатационным свойствам изделия. Второй – получение соединения с требуемой химической связью. Получаемый при ведении и окончании сварочного процесса шов должен по химическим характеристикам соответствовать соединяемому металлу, а по прочности и герметичности не уступать металлу, из которого изготовлена конструкция или изделие.
Классификация видов сварки
В зависимости от критериев, классификацию способов сварки выполняют по виду защиты расплавленного металла от кислорода воздуха, способу управления процессом, материалу и т. д. Также учитываются технологические особенности проведения сварочных работ. По способу воздействия на детали выделены три основных вида сварки:
- Механическую проводят внешним давлением, под действием которого поверхности деформируются, что приводит к плотному соединению.
- Термическую выполняют с применением дополнительных материалов, которые расплавляются теплом от источника энергии. Жидкий металл заполняет промежуток между заготовками, после остывания образуется прочное соединение.
- При термомеханических (комбинированных) видах сварки детали подвергаются совместному воздействию тепла и давления. Для повышения пластичности детали предварительно нагревают, затем сжимают.
Что такое сварка
Сварка — это один из ведущих технологических процессов обработки металлов. Большие преимущества сварки обеспечили ее широкое применение в народном хозяйстве. С помощью сварки осуществляется производство судов, турбин, котлов, самолетов, мостов, реакторов, высотных зданий и других необходимых конструкций.
Сваркой называется технологический процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или при пластическом деформировании, или совместным действием того и другого.
Сварное соединение металлов характеризуется непрерывностью их структур. Для получения сварного соединения нужно осуществить межмолекулярное сцепление между свариваемыми деталями, которое приводит к установлению атомарной связи в пограничном слое.
Если зачищенные поверхности двух соединяемых металлических деталей при сжатии под большим давлением сблизить так, чтобы могло возникнуть общее, электронное облако, взаимодействующее с ионизированными атомами обоих металлических поверхностей, то получаем прочное сварное соединение. На этом принципе основана холодная сварка пластичных металлов.
При повышении температуры в месте соединения деталей, амплитуда колебания атомов относительно постоянных точек их равновесного состояния увеличивается, и тем самым создаются условия более легкого получения связи между соединяемыми деталями. Чем выше температура нагрева, тем меньшее давление требуется для осуществления сварки, а при нагреве до температур плавления необходимое давление становится равным нулю.
Физическая сущность процесса сварки очень проста. Поверхностные атомы куска металла имеют свободные, ненасыщенные связи, которые захватывают всякий атом или молекулу, приблизившуюся на расстояние действия межатомных сил. Сблизив поверхности двух кусков металла на расстояние действия межатомных сил или, говоря проще, до соприкосновения поверхностных атомов, получим по поверхности соприкосновения сращивание обоих кусков в одно монолитное целое с прочностью соединения цельного металла, поскольку внутри металла и по поверхности соединения действуют те же межатомные силы. Процесс соединения после соприкосновения протекает самопроизвольно (спонтанно), без затрат энергии и весьма быстро, практически мгновенно.
Объединение отдельных объемов конденсированной твердой или жидкой фазы в один общий объем сопровождается уменьшением свободной поверхности и запаса энергии в системе, а потому термодинамический процесс объединения должен идти самопроизвольно, без подведения энергии извне. Свободный атом имеет избыток энергии по сравнению с атомом конденсированной системы, и присоединение свободного атома сопровождается освобождением энергии. Такое самопроизвольное объединение наблюдается между объемами однородной жидкости.
Гораздо труднее происходит объединение объемов твердого вещества. Приходится затрачивать значительное количество энергии и применять сложные технические приемы для сближения соединяемых атомов. При комнатной температуре обычные металлы не соединяются не только при простом соприкосновении, но и при сжатии значительными усилиями. Две стальные пластинки, тщательно отшлифованные и «пригнанные», подвергнутые длительному сдавливанию усилием в несколько тысяч килограмм, при снятии давления легко разъединяются, не обнаруживая никаких признаков соединения. Если соединения возникают в отдельных точках, они разрушаются действием упругих сил при снятии давления. Соединению твердых металлов мешает, прежде всего, их твердость, при их сближении действительное соприкосновение происходит лишь в немногих физических точках, и расширение площади действительного соприкосновения достаточно затруднительно.
Металлы с невысокой твердостью, например, свинец, прочно соединяются уже при незначительном сдавливании. У более твердых металлов поверхность действительного соприкосновения очень мала по сравнению с общей кажущейся, даже на тщательно обработанных и пригнанных поверхностях.
Сварка представляет собой технологический процесс получения плотного неразъемного соединения деталей с использованием сил молекулярного сцепления, при этом материал соединения (сварной шов) имеет те же физические и механические характеристики, что и соединяемые детали.
Все виды сварки можно разделить на две большие группы — сварка давлением и сварка плавлением.
Сварка давлением использует пластические свойства материалов соединяемых деталей, при этом нагрев играет второстепенную роль или совсем не применяется. При сварке давлением металл нагревается до пластического состояния за счет высокого электрического сопротивления зоны контакта и затем осаживается механическим усилием, вызывающим пластическую деформацию деталей и их соединение в одно целое.
При сварке плавлением металл нагревают до жидкого состояния (расплавления), причем кромки соединяемых деталей расплавляются одновременно, образуя общую ванну жидкого металла; при кристаллизации (затвердевании) расплавленный металл сварочной ванны образует прочное соединение, имеющее литую структуру.
Таким образом, процесс сварки заключается в образовании прочных связей между атомами и молекулами на соединяемых поверхностях заготовок. Для образования соединений необходимо выполнение следующих условий:
- освобождение свариваемых поверхностей от загрязнений, оксидов и адсорбированных на них инородных атомов;
- энергетическая активация поверхностных атомов, облегчающая их взаимодействие друг с другом;
- сближение свариваемых поверхностей на расстояние, сопоставимое с межатомным расстоянием в свариваемых заготовках.
В зависимости от формы энергии, используемой для образования сварного соединения, все виды сварки разделяют на три класса: термический, термомеханический и механический.
К термическому классу относятся виды сварки, осуществляемые плавлением с использованием тепловой энергии (дуговая, плазменная, электрошлаковая, электронно-лучевая, лазерная, газовая и др.).
К термомеханическому классу относятся виды сварки, осуществляемые с использованием тепловой энергии и давления (контактная, точечная электросварка, диффузионная и др.).
К механическому классу относятся виды сварки, осуществляемые с использованием механической энергии и давления (ультразвуковая, взрывом, трением, холодная и др.).
По виду источника энергии, используемой для нагрева, сварку плавлением можно разделить на электрическую и газовую. При газовой сварке используется энергия горения в кислородной атмосфере горючих газов — ацетилена, газов-заменителей (пропана, метана, водорода и т. д.) и паров горючих жидкостей (бензина, керосина).
При электрической дуговой сварке основная часть теплоты, необходимая для нагрева и плавления металла, получается за счет дугового разряда, возникающего между свариваемым металлом и электродом. Под действием теплоты дуги кромки свариваемых деталей и торец плавящегося электрода расплавляются, образуя сварочную ванну, которая некоторое время находится в жидком состоянии. При затвердевании металла образуется сварное соединение. Энергия, необходимая для
образования и поддержания дугового разряда, отбирается от источников питания дуги постоянного или переменного тока. Классификация дуговой сварки производится в зависимости от степени механизации процесса сварки, рода тока и полярности, типа дуги, свойств электрода, вида защиты зоны сварки от атмосферного воздуха и по другим признакам.
Термический класс сварки
Эти способы сварки выполняются с образованием сварочной ванны из расплавленного металла деталей и электрода или присадочного материала.
Дуговая
Тепло для локального плавления металла заготовок выделяется при горении электрической дуги между электродом и заготовками. Для зажигания кратковременно касаются электродом поверхности, затем отводят на расстояние 2 — 5 мм. Чем короче дуга, тем выше ее температура.
Схема дуговой сварки
Для соединения деталей используют следующие методы сварки:
- ручную, когда все манипуляции с электродом выполняет сварщик;
- полуавтоматическую с подачей электродной проволоки механизмом, установленным в аппарате;
- автоматическую, когда процесс выполняется по заданному алгоритму без вмешательства человека.
Дуговой вид выполняется плавящимися и неплавящимися угольными или вольфрамовыми электродами с введением присадочной проволоки в рабочую зону. Для защиты расплавленного металла от соприкосновения с воздухом механизированные способы проводят под флюсом или в среде инертного газа.
Газовая
В отличие от дугового вида при газовой сварке нагрев и охлаждение материала происходит более медленно. Поэтому этим методом проще сваривать тонкостенную сталь, цветные металлы, проводить наплавку. Независимость от электроэнергии позволяет работать в полевых условиях.
Схема газовой сварки
Стык нагревается факелом горелки, который образуется при сгорании в чистом кислороде ацетилена, пропана, водорода, паров бензина или керосина. Шов формируется за счет плавления присадочного материала. Для сварочных работ чаще используют ацетилен, температура пламени которого доходит до 3100⁰C. Похожая по принципу работы плазменная сварка выполняется струей ионизированного газа с температурой больше 10000⁰C.
Лучевая
Технология основана на плавлении материала деталей световым лучом лазера или потоком электронов, создаваемого электронной пушкой. Оба метода применяются преимущественно в радиоэлектронной отрасли для соединения и крепления микроэлементов. Чтобы луч не рассеивался, электронно-лучевая сварка проводится в вакуумной камере.
Черчение
Общие сведения
Сваркой называется процесс получения неразъемных соединений посредством местного нагрева и расплавления кромок, соединяемых поверхностей металлических деталей. Сваркой можно соединять также термопластичные пластмассы (такая сварка осуществляется горячим воздухом или разогретым инструментом).
Сварка имеет ряд преимуществ перед клепаными соединениями:
1. Экономия металла. В сварных конструкциях стыки выполняются без вспомогательных элементов, утяжеляющих конструкцию, в клепаных — посредством накладок (см. рис. 92, II и 93). В сварных конструкциях масса наплавленного металла, как правило, составляет 1…1,5% и редко превышает 2% массы изделия, в то время как в клепаных масса заклепок достигает 3,5…4%;
2. Снижение трудоемкости изготовления. Для заклепочного соединения требуется сверлить отверстия, которые ослабляют соединяемые детали, точно размечать центры отверстий, зенковать под потайные заклепки, применять много разнообразных приспособлений и т. п. В сварных конструкциях не требуется выполнять перечисленные предварительные операции и использовать сложное вспомогательное оборудование;
3. Уменьшение стоимости изделий. Стоимость сварных изделий ниже клепаных за счет уменьшения массы соединений и трудоемкости их изготовления;
4. Увеличение качества и прочности соединения. Сварные швы создают по сравнению с клепаными абсолютно плотные и герметичные соединения, что имеет исключительно большое значение при изготовлении резервуаров, котлов, вагонов, цистерн, трубопроводов и т. д.
К технологии сварочных работ относятся различные процессы, иногда даже противоположные по своему характеру. Например: резка металлов и других материалов, наплавка, напыление и металлизация, упрочнение поверхности. Однако основная и главная задача — получение неразъемных соединений между одинаковыми или различными металлами и неметаллическими материалами в самых разнообразных изделиях.
Форма и размеры таких соединений меняются в широких пределах от сварной точки в несколько микрометров (рис. 95), соединяющей полупроводник с проводником в какой-либо микросхеме радиоэлектроники, до нескольких километров сварных швов 1, которые выполняются при строительстве морских судов. Материалы для изготовления сварных конструкций весьма разнообразны: алюминий и его сплавы, стали всех типов и назначений, титан и его сплавы и даже такой тугоплавкий металл, как вольфрам (температура плавления ~3400° С).
Рис. 95
Также различны по своим свойствам неметаллические материалы, подвергающиеся сварке: полиэтилен, полистирол, капрон, графит, керамика из окиси алюминия и др.
Пайка, хотя и отличается по своей природе от сварки, также относится к области сварочной технологии и находит очень широкое применение в приборостроении и машиностроении, кроме того ее начинают применять даже в строительных конструкциях.
С каждым годом применение сварки в народном хозяйстве расширяется, а клепки — сокращается. Однако сварные соединения имеют существенные недостатки — термические деформации, возникающие в процессе сварки (особенно тонкостенных конструкций); невозможность сваривания деталей из тугоплавких материалов.
Классификация основных видов сварки показана на рис. 96. Все способы делятся на две группы: сварка плавления и сварка давлением.
Рис. 96
Сварка плавлением
Сварка плавлением — это процесс соединения двух деталей, или заготовок в результате кристаллизации общей сварочной ванны, полученной расплавлением соединяемых кромок. Источник энергии при сварке плавлением должен быть большой мощности, высокой сосредоточенности, то есть концентрировать выделяющуюся энергию на малой площади сварочной ванны и успевать расплавлять все новые и новые участки металла, обеспечивая этим определенную скорость процесса.
Процесс сварки (2 — сварочный шов) плавлением осуществляется источником энергии 1, движущимся по свариваемым кромкам 3 с заданной скоростью (рис. 97). Размеры и форма сварочной ванны зависят от мощности источника и от скорости его перемещения, а также от теплофизических свойств металла.
Рис. 97
В сварном соединении принято различать три области (рис. 98): основной металл — соединяемые части будущего изделия, предназначенного для эксплуатации; зона термического влияния (околошовная зона) — участки металла, в которых он находится некоторое время при высокой температуре, доходящей на линии сплавления до температуры плавления металла; сварной шов — металл шва, представляющий литую структуру с характерными особенностями.
Рис. 98
Каждый вид сварочного процесса имеет свои особенности и находит применение в той или иной сфере производства, где он дает необходимое качество изделия и экономически целесообразен. Наиболее широкое применение для сварки металлов плавлением нашли газовая и дуговая виды сварки.
При газовой (или автогенной) сварке в качестве источника энергии используют пламя ацетиленокислородной горелки (рис. 99), имеющей высокую температуру (около 3000°С) и значительную мощность, зависящую от количества ацетилена (8 — редуктор для регулирования величины подачи газа), сгорающего в секунду. Кислород 1 из кислородного баллона 10 и ацетилен 2 из ацетиленового баллона 9 подаются по шлангам 7 в газовую горелку, где образуется горючая смесь 3. На выходе из сопла горелки возникает пламя. Когда нагреваемое место свариваемых деталей доводится до расплавленного состояния, к пламени подводят присадочный материал 4, который, расплавляясь вместе с кромками детали 5, образует сварочный шов 6.
Рис. 99
Дуговая сварка. При дуговой сварке (рис. 100) в качестве источника энергии 2 используется электрический дуговой разряд 3, возникающий при присоединении свариваемых деталей 1 к одному, а электрода 4 — к другому полюсу источника тока. Движение электрода с дуговым разрядом и подведенным в его зону присадочным материалом (в виде прутка) 5 относительно кромок изделия заставляет перемещаться сварочную ванну, образующую сварной шов 6.
Рис. 100
Электрошлаковая сварка применяется для автоматической сварки вертикальных швов из металла большой толщины.
Электрошлаковая сварка. При электрошлаковой сварке (рис. 101) свариваемые детали устанавливают вертикально и собирают под сварку с зазором между кромками. Электродные проволоки 5 (их может быть несколько и притом разного состава) подаются силовыми роликами 4 через изогнутые токопроводящие мундштуки 6 в зазор между свариваемыми деталями 1. В процессе сварки автомат движется вверх по направляющим, а мундштуки совершают колебательные движения, подавая проволоки в жидкую шлаковую ванну 2, в которой они расплавляются при температуре Т равной 1539°С вместе с металлом сплавляющихся кромок и образуют сварной шов 8. Жидкая шлаковая и металлическая ванны удерживаются поднимающимися вместе с автоматом медными ползунами 7, охлаждаемыми изнутри водой. Шлак 3, отделяясь от металла, всплывает.
Рис. 101
Плазменная сварка. При плазменной сварке используют дуговой разряд в плазмотроне, который дает плазменную струю 1 с очень высокой температурой (рис. 102).
Рис. 102
Плазмотрон представляет собой прибор 2, в котором дуговой разряд 3 возбуждается в канале 4, и давлением газа (аргона, азота, воздуха) столб дуги растягивается и вырывается из сопла, охлаждаемого проточной водой 5, за пределы плазмотрона. Может быть два типа плазмотронов: с собственным анодом, на который замыкается разряд за счет дрейфа электронов, или дугой косвенного действия — дуговой разряд возникает между двумя электродами, но не замыкается на изделие 6. В сварочной технике чаще используют плазмотрон второго типа. Плазменная сварка и обработка материалов нашла широкое применение в промышленности.
При сварке алюминиевых сплавов качество сварных соединений зависит от надежности защиты зоны сварки инертным газом и от подготовки кромок изделия.
Аргонодуговая сварка. Так для аргонодуговой сварки (3 сопло) алюминия применяют плавящийся электрод-проволоку 7, совпадающую по составу с основным металлом свариваемых изделий 2 или непла- вящийся вольфрамовый электрод (рис. 103). Для ответственных конструкций чаще применяют последний метод, при этом присадочный металл подают сбоку непосредственно в дуговой разряд 4, 5, 6 или в сварочную ванну 1 рядом с дуговым разрядом.
Рис. 103
Аргонодуговую сварку применяют также для соединения деталей и з титана и его сплавов. Титан — металл, напоминающий по внешнему виду сталь, обладает также весьма высокой химической активностью, несколько уступая в этом отношении алюминия. Титан имеет температуру плавления — 1668° С.
При обычной температуре титан очень устойчив к воздействию окружающей среды, так как закрыт окисной пленкой. В таком пассивном состоянии он даже устойчивее, чем коррозионно-стойкая сталь. При высоких температурах окисный слой перестает защищать титан. При температуре выше 500° С он начинает активно реагировать с окружающей средой. Поэтому титан и его сплавы можно сваривать (рис. 104) только в защитной атмосфере аргона, с которым он реагировать не может.
Рис. 104
Сварка давлением
Сварка давлением — это процесс соединения поверхностных слоев деталей. При соединении происходит активная диффузия частиц, ведущая к полному исчезновению границы раздела и к прорастанию через нее кристаллов.
В современном машиностроении и приборостроении сварку давлением осуществляют несколькими путями в зависимости от типа изделий и требований, которые к ним предъявляются.
Контактная сварка широко применяется в машиностроении для изготовления изделий и конструкций, главным образом из сталей. Она относится к сварке с применением нагрева и давления. Нагрев осуществляется электрическим током, который проходит через место контакта двух свариваемых деталей. Давление, необходимое для сварки, создается или электродами, подводящими электрический ток, или специальными приспособлениями.
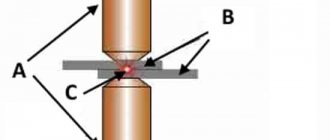
Различают три разновидности контактной сварки: точечную — отдельными точками (рис. 105), применяемую для тонколистовых конструкций из стали (например, кузова автомашин). Свариваемые заготовки 1 зажимаются между электродами 2, через которые проходит электрический ток большой силы от вторичной обмотки понижающего трансформатора 3, Место контакта свариваемых частей разогревается до высокой температуры, и под давлением усилия F происходит сварка; стыковую — оплавлением или давлением (рис. 106), применяемую для изготовления металлорежущего инструмента и др. В этом случае свариваемые детали 1 с силой стыкуются и удерживаются зажимами 2, к которым подводится электрический ток; роликовую (рис. 107, где 1 — свариваемые детали; 2 — ролики; 3 — электроды; 4 — источник энергии) — обеспечивающую непрерывный (герметичный) или прерывистый шов.
Рис. 105
Рис. 106
Рис. 107
В строительных конструкциях и в машиностроении сварка — основной способ получения неразъемных соединений деталей из сталей всех марок, чугуна, меди, латуни, бронзы, алюминиевых сплавов и пр.
Автоматизация процесса сварки
Широкое распространение сварки в промышленности стимулировало создание оборудования для механизации и автоматизации сварочных процессов. В то же время автоматизация сварки потребовала коренного изменения технологического процесса. В одних случаях сварочный аппарат неподвижен, а изделие перемещается относительно него с заданной скоростью, а в других — устанавливается на самодвижущуюся тележку 6 — «трактор», идущий по направляющим 2, прикрепленным на неподвижном изделии 1, или рядом с ним (рис. 108).
Рис.108
l — длина участка. Из рис. 57, II видно, что, чем дальше точка деформируемого сечения отстоит от оси стержня, тем больше ее перемещение по дуге окружности при кручении. Следовательно, по закону Гука и напряжения в различных точках будут различны. Наибольшие напряжения кручения rmах возникают в наиболее удаленных точках, расположенных на поверхности стержня. Напряжение в любой точке равно r = р/(R • rmах), где: r — напряжение кручения;
Рис. 57
р — расстояние точки до оси стержня; R — радиус стержня.
На производстве нашла широкое применение полуавтоматическая дуговая сварка, сущность которой заключается в следующем: механизм подачи электродной проволоки 3,4 и пульт управления 5 устанавливают отдельно от головки или инструмента, сварочная проволока подается по гибкому шлангу, через который также подводится электрическое питание к сварочному инструменту 7.
Функции сварщика в этом случае значительно упрощаются, так как ему нужно двигать только сварочную головку (инструмент) в нужном направлении и на определенной высоте от изделия.
Электронно-лучевая сварка
Этот вид сварки представляет собой результат взаимодействия пучка электронов, ускоренных электрическим полем, с поверхностью металла которой эти электроны отдают накопленную в электрическом поле энергию (энергия торможения), расплавляя и даже частично испаряя ее.
Прототипом оборудования для получения пучка электронов служит рентгеновский аппарат для просвечивания биологических объектов в медицинских целях или исследований. Схема установки для сварки электронным лучом показана на рис. 109. В камере 2 с глубоким вакуумом (давление 1 • 10-4 Па и менее) между катодом 3, эмитирующим (обеспечивающим электрическую связь) электроны, и анодом 4, имеющим в середине отверстие, создается поток электронов, или электронный луч 1. Для увеличения плотности энергии электронный луч фокусируют магнитными линзами и направляют на изделие 7, соединенное с землей. Управление 8 электронным лучом осуществляется магнитным устройством, отклоняющим луч в нужном направлении.
Рис. 109
Физическая сущность этого процесса сварки заключается в том, что электроны при прохождении электрического поля большой напряженности ускоряются и приобретают большой запас энергии, которую они и передают в виде теплоты свариваемым изделиям.
Недостаток этого метода — необходимость надежной защиты обслуживающего персонала от рентгеновского излучения, вредно влияющего на живые организмы.
Лазерная сварка
Лазер, или оптический квантовый генератор (ОКГ), создает мощный импульс монохроматического излучения за счет оптического возбуждения атомов примеси в кристалле рубина или в газах.
Этот совершенно новый источник энергии высокой концентрации сразу нашел применение в технике связи в промышленности для обработки металлов.
Сущность процесса получения мощного потока световых квантов заключается в том, что атомы любого вещества могут находиться в стабильных и возбужденных состояниях и при переходе из возбужденного состояния в стабильное они выделяют энергию возбуждения в виде квантов лучистой энергии.
Возбуждение атомов может происходить различными путями, но наиболее часто это осуществляется в результате поглощения лучистой энергии.
Схема оптического квантового генератора, или лазера, представлена на рис. 110, где 1 — манипулятор для настройки расположения детали относительно луча; 2 — газоразрядная импульсная лампа; 3 — оптический квантовый генератор; 4 — осветитель места сварки; 5 — рубин (источник, испускающий фотоны); 6 — пульт управления; 7 — бинокулярный микроскоп; 8,10 — свариваемые детали; 9 — световой луч. Атомы какого-либо элемента возбуждаются непрерывным источником энергии (лампы накачки) и электроны этих атомов переходят в новое качество — энергию. Поток квантов энергии (фотонов), направленный на поверхность твердого тела, трансформирует свою энергию в тепловую, и температура твердого тела резко возрастает, так как поток фотонов обладает очень высокой концентрацией энергии.
Рис. 110
Сварка лазером не требует вакуума и идет всегда в импульсном режиме. Режим сварки регулируется частотой импульсов и некоторым расфокусированием луча до уровня плотности энергии, необходимой для сварки изделия.
Примечание. В промышленности используются и другие виды сварки, как, например, сварка металлов взрывом, химическо-термическая сварка, при которой используется энергия химической реакции и другие.
Виды конструктивных соединений деталей сваркой
Различают следующие виды конструктивных соединений деталей сваркой (рис. 111): стыковое (СЗ); внахлестку (H1); тавровое (Т1); угловое (У4).
Рис. 111
Рис. 112
По форме получаемого при этом поперечного сечения шва (рис. 112) принято различать: усиленные (выпуклые); нормальные; ослабленные (вогнутые).
Кромки соединяемых деталей в зависимости от технологии сварки (ручная или автоматическая) и расположения шва (свободный доступ к нему с одной или двух сторон) могут быть ровными или специально подготовленными (срезанными) для дальнейшего соединения сваркой.
В зависимости от толщины свариваемых деталей (рис. 113) производят различную подготовку кромок: при толщине металла до 8 мм сварку производят без разделок кромок; при толщине до 26 мм производят F-образную разделку кромок; при толщине более 20 мм сваривают с криволинейным скосом кромок; при толщине металла более 12 мм рекомендуется двусторонняя Х-образная разделка кромок.
Рис. 113
Широкое распространение получили швы с нормальным очертанием. Длина катета углового шва нормального очертания называется его толщиной и обозначается буквой К (рис. 114). Длина перпендикуляра, опущенного из вершины прямого угла на гипотенузу (сечение А—А), носит название расчетной толщины шва. В швах с формой равнобедренного треугольника расчетная толщина k0 = k sin 45° = 0,7k.
Рис. 114
В большинстве случаев катет шва k равен толщине детали s, но может быть и меньше.
Наименьшая толщина рабочих швов в машиностроительных конструкциях равна 3 мм. Исключение составляют конструкции, у которых толщина самого металла меньше 3 мм.
Верхний предел толщины соединяемой сваркой конструкции не ограничен, но применение швов, у которых к > 20 мм, встречается редко.
Термомеханический класс сварки
Комбинированными видами соединяют небольшие детали, если другими способами невозможно создать качественный шов. К термомеханическому классу относят следующие виды сварки:
- кузнечную;
- контактную;
- диффузионную.
Кузнечная
Этим способом соединяли железные заготовки задолго до изобретения современных классов сварки. Заготовки нагревают в горне, кладут одна на другую, скрепляют ударами молота. Механизированный подвид, когда заготовки сдавливаются прессом, называют прессовой сваркой.
Принцип кузнечной сварки
Качество соединения зависит от опытности мастера. Перечень металлов, которые можно сваривать этим методом, ограничен видами с хорошей пластичностью. Из-за малой производительности и низкой надежности соединения кузнечный вид сварки применяется редко.
Контактная
Металл нагревают током, проходящим через место соприкосновения заготовок, затем сжимают или осаживают. Этот вид легко автоматизируется, поэтому широко используется на предприятиях машиностроительной отрасли в составе роботизированных комплексов.
В зависимости от решаемых задач контактный вид сварки выполняют как:
- Точечную, зажимая детали между электродами. После подачи тока в месте сдавливания образуется точечное соединение.
- Стыковую с нагревом всей площади соприкосновения.
- Рельефную с предварительным нанесением выступов (рельефов) на соединяемые плоскости. После подачи тока рельефы деформируются, поверхность выравнивается.
- Шовную, когда детали соединяют внахлест роликовыми электродами.
Диффузионная
Технология основана на взаимном проникновении (диффузии) атомов материалов, если их плотно прижать один к другому. При нагреве скорость обмена частицами увеличивается. Сварку проводят в вакуумной камере или среде инертного газа. Детали сжимают с усилием не меньше 20 МПа, поверхностные слои нагревают электротоком до температуры близкой к точке плавления. Для надежного сцепления заготовки оставляют в этом положении на некоторое время, не отключая ток.
Механический класс сварки
Эти виды сварки выполняют за счет энергии трения, взрыва, давления, ультразвука. При их воздействии выделяется тепло, достаточное для плавления материала.
Трением
Технология входит в список перспективных разработок. Одну из соединяемых заготовок крепят неподвижно, другая, прижатая к ней, вращается. Подробная классификация сварки трением включает следующие подвиды:
- С перемешиванием выполняется на оборудовании, оснащенном инструментом вращения с двумя элементами ― основанием (бурт) и наконечником (пин). Соединение создается методом выдавливания с последующим перемешиванием.
- Радиальной стыкуют трубы, помещая вращающееся кольцо между торцами.
- Штифтовой заделывают небольшие сквозные повреждения. На месте дырки просверливают круглое отверстие, в которое вставляют вращающийся штифт из такого же металла что и основной.
- Линейная выполняется без вращения. Заготовки трут одна о другую пока не начнут плавиться стыкуемые поверхности, затем повышают усилие сдавливания.
- При инерционном виде сварки заготовки двигают за счет энергии предварительно раскрученного маховика.
Метод сварки трением с перемешиванием
Холодная
В основу технологии заложен принцип сжатия деталей пуансонами с усилием 1 — 3 ГПа. Точечную сварку проводят стержнями, шовную роликами. Пуансон вдавливают в заготовку до образования пластической деформации, что способствует появлению межатомных связей и созданию соединения между деталями. Сварку выполняют простым сжатием или со сдвигом деталей после сдавливания. Прочность соединения зависит от качества подготовки места стыка, степени сжатия, характера воздействия (вибрационное либо статичное).
Разновидности холодной сварки металлов
При соединении встык величину деформации ограничивают размером выступающих из зажимов частей заготовок. Чтобы предотвратить коробление листов при соединении внахлест, их закрепляют прижимами. После пластической деформации металл становится тверже, поэтому прочность шва выше, чем у заготовок.