Какие трубогибы бывают
Сгибатели для профильных и круглых труб принято делить на несколько разновидностей по принципу действия:
- Ручные, или механические. В таких конструкциях пользователь сам устанавливает нужный угол изгиба, а потом прокатывает трубу через валики для придания формы. К преимуществам трубогибов относят дешевизну и компактность.
Минусом ручных профильных трубогибов можно считать невысокую точность - Гидравлические. Сравнение трубогибов показывает, что такие модели более совершенны, поскольку работают быстрее, способны изгибать стальные заготовки со стенками до 4 мм, и при этом пользоваться ими довольно легко. Принцип действия гидравлического привода такой же, как у автомобильного домкрата.
Гидравлические профильные трубогибы бывают компактными и габаритными, для стационарного использования - Электрические. Модели оснащены редуктором или гидравликой, но в действие в любом случае приходят при запуске электропривода. От пользователя не требуется прикладывать каких-либо усилий для сгиба профильной трубы.
Электрические трубогибы справляются с заготовками практически любого диаметра, но стоят дорого
Для частных нужд выбирают чаще всего ручные и гидравлические трубогибы. Они обладают оптимальным соотношением цены и возможностей.
Как изогнуть профильную трубу простым способом
Самое примитивное приспособление для изменения очертаний профильной трубы — использование деревянного шаблона. Применить его можно в случае гибки тонкостенных труб из стали или алюминия. Для изготовления такого импровизированного станка берут доски, скрепляют их между собой любым способом и выпиливают шаблон.
Шаблон лучше делать съемным, тогда можно изготовить их несколько с разными радиусами. Его не обязательно делать из дерева, заменить эту деталь можно и металлическими крючками, расположив их по прорисованному контуру
В месте соприкосновения с трубой толщина шаблона должна быть больше, чем высота сечения профильной трубы на несколько сантиметров. Край шаблона выполняют с наклоном, иначе труба может соскользнуть.
Конструкцию снабжают упором и крепят к какому-нибудь устойчивому основанию. Трубу помещают между плоскостью шаблона и упором и начинают гнуть материал, начиная с края трубки. Если начать процесс изгиба с центра, то тонкостенная труба может сплющиться.
В трубу можно вставить металлический стержень диаметром равным проходному сечению трубы, а можно просто взять отрезок трубы и надеть его на коне заготовки. В любом случае так будет удобней.
По такому же принципу изготавливают более мощные станки. В этом случае усилие создают при помощи лебедки, а трубу закрепляют покрепче, чтобы не сорвалась.
Как выбрать трубогиб для профильной трубы
При покупке трубогиба для дома или мастерской нужно обратить внимание на несколько параметров. Среди них — назначение инструмента и его функционал.
Принцип действия
Профильные трубогибы бывают трехваликовыми и угловыми. Первые чаще всего используют на производстве, они позволяют равномерно согнуть трубу по всей длине с максимальной точностью и аккуратностью. Инструменты второго типа помогают выполнить изгиб на конкретном участке, обычно именно их выбирают для личных целей.
Функциональность
Некоторые модели трубогибов работают только с профильными или круглыми трубами, другие оснащаются сменными сегментами и подходят для заготовок всех видов. Универсальные станки для сгибания более удобны. С их помощью можно придавать нужную форму трубам круглого и квадратного сечения, а также металлическим полосам и прутьям арматуры.
Размеры инструмента
Ручные трубогибы обычно отличаются компактностью, некоторые модели с гидравлическим приводом тоже можно считать мобильными. А вот электрическое оборудование требует установки в конкретном месте на жестком основании и обладает большими габаритами и массой. При выборе трубогиба для профильной трубы нужно заранее подумать, придется ли перевозить инструмент с места на место, и насколько удобно будет это делать.
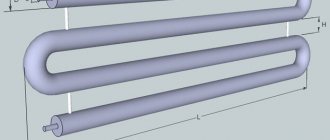
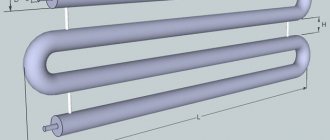
Изготавливаем гидравлический трубогиб
Рассмотрим схему станка с гидравлическим приводом, где изгиб происходит за счет продавливания профильной трубы по центру пуансоном, зафиксированным на поднимающемся штоке. В результате тесного контакта заготовки, опирающейся на два стационарных ролика, с подвижным пуансоном, последняя принимает его очертания.
Такой станок называют арбалетным из-за схожести очертаний пуансона с формой арбалета. Основные его детали — каркас (1), состоящий из двух стенок и рабочей поверхности, основание (2), гидравлический домкрат (3), пуансон (4) и крепеж в виде болтов (5). Компоновку узлов станка выполняют согласно эскизу
Для разметки рабочей поверхности прокладывают вертикальную ось и на указанном на чертеже расстоянии от края и оси, отмечают место нахождения нижних отверстий. Затем отмечают точки расположения верхних отверстий, отступив нужное расстояние от края. Соединяют прямой линией центра этих отверстий и откладывают на ней равные отрезки.
Оси промежуточных отверстий будут находиться на пересечении сделанных отметок с наклонной осью. Отверстия на рабочей поверхности нужны для возможности регулирования радиуса изгиба профильной заготовки. Так как рабочая поверхность состоит из двух зеркально расположенных деталей, вторую размечают так же.
Высоту станка определяют параметры домкрата и расстояние, обозначенное на чертеже символом «а». Чтобы согнуть профильную трубу шириной 15 мм этот промежуток в нерабочем состоянии домкрата примерно должен равняться 20 мм.
В этой конструкции усилие, передаваемое пуансоном, сконцентрировано в верхней его части. В результате такого воздействия наружный радиус трубы подвергается растяжению, что может вызвать истончение стенки, а в отдельных случаях и разрыв. Поэтому для деформации тонкостенных заготовок этот станок использовать не рекомендуют.
Рейтинг лучших гидравлических трубогибов для профильной трубы
Гидравлические ручные сгибатели для профильных труб пользуются особым спросом. Цены на них обычно умеренные, а обращаться с такими станками проще, чем с механическим оборудованием. Нужно прикладывать меньшую силу для формирования изгиба.
АПВ-9 Профессионал
Российский трубогиб подходит для выполнения работ как в домашней мастерской, так и на выезде. Универсальная модель поддерживает три вида гибки, взаимодействует и с круглыми, и с профильными трубами. Приспособление оснащено термически закаленными вальцами сборного типа, позволяющими самостоятельно выставлять размеры проточки, элементы изготовлены из высокопрочной стали.
Гидравлический домкрат трубогиба обладает грузоподъемностью 10 т и справляется с заготовками повышенной твердости. Позволяет работать как с крупными, так и с малыми трубами.
Средняя стоимость профильного трубогиба АПВ-9 составляет 30000 рублей
Metal Master APV-200
Компактный, но мощный гидравлический станок способен изгибать профильные трубы с максимальным диаметром 60/40/2. Вальцы инструмента термически закалены и обладают высоким запасом прочности. Всего предусмотрено два прижимных элемента и один ведущий верхний. Благодаря подшипникам вальцы легко вращаются, боковые могут перемещаться в горизонтальной плоскости, что обеспечивает широкий радиус сгибания.
Важно! Станок для профильных труб можно установить в мастерской, а можно вывозить с собой на объекты. Оборудование легко помещается в багажник.
Средняя стоимость гидравлического трубогиба APV-200 начинается от 69000 рублей
Metal Master TGA 40
Гидравлический профильный трубогиб позволяет выполнять деформацию квадратных и круглых труб, а также сгибать арматуру и стальные полосы. Подходит, в том числе для изготовления перил, элементов теплиц и декоративных деталей. Годится как для домашнего, так и для производственного применения, станок используют в строительстве, машиностроении и приборостроении.
Демонстрирует высокую устойчивость к эксплуатационным нагрузкам. Достаточно легок в управлении, подача заготовки производится ручным методом, а гидравлический прижим обеспечивает быструю и точную деформацию. Подходит для обработки профильных труб диаметром до 40 мм.
Купить гидравлический станок TGA 40 можно от 20000 рублей
Прокатный трубогиб своими руками
На таком оборудовании заготовка приобретает заданную форму путем прокатки. В условиях домашней мастерской проще изготовить 3-роликовую конструкцию с ручным приводом. Рассмотрим два варианта подобных станков.
Вариант станка с поворотной платформой
Принцип устройства такого станка для гибки труб с сечением, отличным от круглого, следующий:
- Основная станина связана через шарнирное соединение с поворотной платформой, которая и задает угол загиба.
- Платформу приводит в движение домкрат, упирающийся в нее рабочим штоком.
- Протяжка профиля осуществляют путем вращения рукоятки, находящейся на промежуточном валу.
Для изготовления основания станка и стоек потребуется швеллер с высотой стенки от 150 до 200 мм в количестве около 3 м. В качестве обойм для подшипников, основы вальцев, подойдет стальная труба с внутренним диаметром равным внешнему диаметру подшипников, которую делят на 6 коротких отрезков.
Поворотная платформа не единственный вариант регулирования параметров изгиба профильной трубы, это можно осуществить при помощи крайних вальцов. Для этого в опорных пластинах и швеллере проделывают отверстия, чтобы элементы были подвижными. Подымать крайнюю платформу можно любым домкратом, который найдется в хозяйстве
Из швеллера выполняют основу и две платформы. Отступив от одной из сторон около 0,5 м, приваривают вертикальную стойку из того же швеллера. Для этого два отрезка спаривают, чтобы стойка получилась прочной.
Строго соблюдая горизонтальность, монтируют стационарную платформу, а к ней приваривают заднюю стойку. Далее, берут отрезок профильной трубы и наращивают ограничители высотой не меньше, чем толщина профильной трубы, деформацию которой предполагают выполнять на изготавливаемом станке.
Направляющую платформу соединяют с основной станиной посредством дверных петель. На наращенные ограничители и края обеих платформ посредством сварки монтируют подшипники и усиливают конструкцию уголками. Валы вставляют в подшипники, а к среднему крепят ручку. Под краем направляющей платформы устанавливают домкрат и закрепляют его на основе при помощи болтового соединения.
Прокатный станок с тремя роликами
На этом станке трубу укладывают на ролики, расположенные по бокам. Верхний подвижный ролик опускают на изделие сверху и таким путем фиксируют его. Далее, вращают ручку и через цепь передают движение валам. Труба протягивается и меняет свою геометрию. Постепенно усиливая нажим путем закручивания прижимного болта, и протягивая заготовку, добиваются изгиба трубы под необходимым углом.
Профилегибочный трехроликовый станок оснащен тремя роликами. Подсоединив к такому станку электродвигатель мощностью 1,5 кВт, можно гнуть трубы сечением до 8 см за один раз
Чтобы изготовить станок, работающий по такой схеме, необходимо заготовить полку и профильный металлический прокат для каркаса, валы, 4 прочные пружины, цепь, подшипники, крепеж, другие детали. Для крепления подшипников потребуется 3 вала с параметрами, соответствующими звездочкам и подшипникам.
Два вала предназначены для бокового размещения, а третий (прижимной) — для подвешивания на пружинах. Эти элементы, скорее всего, придется заказать в мастерской, а остальное можно выполнить собственноручно.
В состав прижимного вала входят подшипники, шестерни и кольца. В кольцах нарезают резьбу под зажимные болты и делают пазы. В полках из швеллера выполняют посадочные места под прижимной вал. На заключительном этапе собирают конструкцию начиная с установки каркаса.
После, прижимной вал на пружинах, присоединенный к полке посредством шпоночного соединения, подвешивают. Опорные валы устанавливают по бокам и натягивают между ними цепь, применяя в качестве держателя магнитный уголок. На один из них крепя ручку с поворачивающейся трубкой, затем выполняют работы по монтажу домкрата. Присоединяют его к платформе болтами и сваркой.
При монтаже подвесного вала соблюдают определенную последовательность: сначала устанавливают его на полку, к ней приваривают гайки под пружины, переворачивают площадку и подсоединяют к пружинам. Следует учесть, что с увеличением расстояния между роликами, усилия, прилагаемые для изгиба, уменьшаются.
Топ-5 лучших ручных трубогибов-профилегибов для профильной трубы
Ручные инструменты для гибки профилей могут быть как механическими, так и с гидравликой. Но обе разновидности моделей отличаются легкостью в эксплуатации, умеренной стоимостью и надежностью.
Stalex HTR-40
Универсальный трубогиб для стальных профилей с регулируемыми вальцами позволяет прокатывать заготовки с диаметром 15-40 мм и толщиной стенок 1,5 мм. В процессе радиус гибки можно быстро и легко менять. Ручной станок оборудован гидравликой с грузоподъемностью 2 т, есть возвратные пружины, приводящие прижимной ролик обратно в верхнее положение без усилий со стороны пользователя.
Компактный и мощный трубогиб подходит для выполнения перил, навесов, козырьков и других конструкций, в которых используют профильные трубы. Поскольку в действие станок приводится ручным способом, применять его можно в любом месте вне зависимости от наличия электричества.
Приобрести трубогиб HTR-40 можно от 16000 рублей
Proma KO-200
Станок предназначен для холодной гибки стальных прутьев, профильных труб и металлических полос, работает с материалами средней твердости. Оснащен широким основанием для придания большей устойчивости, также может быть закреплен на верстаке при помощи четырех отверстий. Обладает малым весом и небольшими габаритами, за счет чего легко поддается транспортировке. Подходит для обработки квадратных и круглых труб, максимальный угол изгиба составляет 200°.
Купить профильный трубогиб Proma можно от 13000 рублей
Stalex TR-60
Ручной трубогиб с удлиненным рабочим рычагом позволяет легко придавать нужный изгиб металлическим заготовкам с приложением минимального усилия. На корпусе предусмотрена линейка для контроля радиуса деформации, станок работает с квадратными и круглыми трубами 15-38 мм. Выполнен из стали с порошковым покрытием, подходит для стационарной и настольной установки.
Важно! Минусом модели можно считать отсутствие роликов для работы с профильными трубами в комплекте. Однако их можно докупить отдельно.
Средняя цена Stalex TR-60 стартует от 16000 рублей
Blacksmith MTB10-40
Ручной трубогиб без электрического привода и гидравлики, тем не менее, отличается простотой и надежностью. Станок оснащен тремя роликами — между ними нужно зажать заготовку и крутить ручку для аккуратного сгиба трубы. Угол регулируется при помощи верхнего валика, его прижимают сильнее или слабее.
Усилия от пользователя требуются минимальные, бюджетный станок очень функционален и удобен в применении. Единственный минус — то, что при отсутствии опыта с контролем угла сгибания могут возникнуть сложности.
Средняя стоимость MTB10-40 стартует от 14000 рублей
Smart & Solid BendMax-300
Ручной профильный сгибатель предназначен для работы с трубами 50/30/2 мм. Станок выполнен из прочной стали с двуслойным цинковым покрытием, надежно защищен от коррозии. Среди преимуществ можно перечислить надежность, качественную сборку и простоту эксплуатации. Применять инструмент можно как в домашних условиях, так и в небольших мастерских.
Приобрести сгибатель для профильных труб BendMax-300 можно от 18000 рублей
Виды станков для гибки профильной трубы
Существует много модификаций оборудования для изменения конфигурации профильных труб. Связано это с минимальным радиусом изгиба. Если пренебречь этим важным параметром, в месте изгиба произойдет изменение прочностных характеристик материала в худшую сторону.
При выборе конструкции к учету берут материал заготовки, диаметр, толщину стенок.
Классификация гибочных станков по типу привода
В зависимости от типа привода станки, предназначенные для гибки любых труб, бывают ручными, электромеханическими и гидравлическими.
Ручные. Это предельно простые механизмы, доступны для самостоятельного изготовления даже человеку, не посвященному в тонкости работы с металлом.
Ручной, изготовленный своими руками, станок для гибки профильной трубы — незаменимый помощник при изготовлении каркасов, декоративных элементов, самостоятельном монтаже системы вентиляции
Электромеханические. Такой станок имеет привод в виде электродвигателя — шагового или обычного, подключенного через нижний редуктор. Последнее решение обеспечивает высококачественный изгиб за счет правильного распределения напряжений. Устройство механизма непростое, чтобы его изготовить, нужны специальные знания и хоть немного профессионализма.
Профилегибочный станок с электроприводом в большинстве случаев имеет вид 3-валовой конструкции. Профильную трубу пропускают между роликами. Элемент, находящийся по центру, может менять свои координаты по вертикали. При вращении центрального вала профилированная труба меняет свою геометрию
Гидравлические. Привод в этой модели ручной. В отличие от простой ручной конструкции, здесь в схему включен гидроцилиндр, что значительно снижает, прикладываемые при гибке, мускульные усилия.
Гидравлический цилиндр профилегибочного станка оказывает давление на поверхность трубы путем механического воздействия. Это заставляет двигаться шток цилиндра. В результате возникающей нагрузки, изделие деформируется. Давление в поршне может повышаться двумя способами — вручную и при помощи электронасоса
Вальцы дают возможность гнуть профильную трубу в любом нужном направлении. Ручной профилегиб с гидравликой при своем небольшом весе может согнуть трубный сортамент шириной до 10 см.
Виды трубогибов по способу установки
Существует деление профилегибов и в зависимости от способа установки. Различают оборудование стационарное, переносимое и носимое. Стационарные станки могут иметь вид как простой бетонной плиты со стержнями, так и солидного оборудования.
У компактных переносимых трубогибов имеется опорная стойка, а у носимой модели опоры нет, ее подбирают каждый раз во время использования оборудования.
Классификация станков по методу изгиба
От способа изгиба будет зависеть конструкция профилегиба и его производительность. Существует 3 метода гибки. Первый — выдавливание, когда геометрию профильной трубы меняют при помощи деформирующего ролика, выполняющего роль пуансона. Матрица в этом случае отсутствует.
Для выполнения операции требуются 2 прочные опоры с противоположных сторон изгиба, которые и выполняют роль матрицы. В качестве таких опор используют поворотные башмаки или ролики. Поскольку усилие нарастает постепенно и постоянно имеет перпендикулярное направление по отношению к трубе, способ дает возможность получить хороший конечный результат. Применим метод только для работ в небольшом объеме.
Второй — прессование. Для получения гиба используют принцип слесарных тисков — отрезок трубы размещают между матрицей и пуансоном. Профили последних для получения качественного изгиба должны в точности повторять геометрию детали. А также в расчете необходимо учесть остаточную деформацию металла. В домашних условиях этот способ применим, когда большой точности не требуется.
Третий — прокатка — универсальный способ, применяемый для гибки как тонкостенных, так и толстостенных труб. Гиб получают путем протягивания заготовки между роликами — одним вращающимся и двумя опорными.
Станок для изменения формы профильной трубы способом прокатки состоит из трех цилиндрических валиков, цепи, привода и основы. Диаметр валиков должен соответствовать параметрам деформируемой профильной трубы
Независимо от выбранной конструкции, при самостоятельном изготовлении станка для гибки труб, необходимо учитывать рекомендации специалистов. Выбирая материал для станины, нужно исходить из того, что толщина металла должна составлять не меньше 1/6 ширины профилированной трубы.
Так, если предстоит гнуть трубу, имеющую в сечении прямоугольник с параметрами 50 х 25 мм, то чтобы избежать деформации станины в процессе гибки, нужно взять швеллер или уголок толщиной не менее 10 мм. Опорная плита и пуансон с матрицей по толщине должны быть в 2 раза больше.
Оптимальный диаметр роликов — минимум утроенные размеры сечения. Полка швеллера и уголка, взятых для изготовления станины, должна быть в 2 и 3 раза больше ширины трубы соответственно. Если предстоит работа по гибке профильных труб прямоугольного сечения 50 х 25 мм, нужен швеллер 100 х 10 или уголок 150 х 10.
Рейтинг трубогибов для круглой трубы
На производстве, при ремонте и в декоративных работах требуется сгибать не только профили, но и круглые заготовки. Спросом пользуются несколько моделей ручных трубогибов.
Rothenberger Minibend
Мобильный ручной трубогиб с массой всего 420 г подходит для деформации труб с круглым сечением под углом до 180°. Работает с медными, алюминиевыми и латунными заготовками, справляется с тонкостенной сталью. Поддерживает диаметр труб 6-10 мм. Среди недостатков пользователи отмечают только небольшой диапазон применения.
Совет! Трубогиб лучше всего подходит для ремонта холодильных установок и для сантехнических работ.
Средняя стоимость трубогиба Rothenberger начинается от 2700 рублей
YATO
Очень бюджетный китайский трубогиб ручного типа рассчитан на работу с заготовками диаметром до 20 мм. Оснащен измерительной шкалой для выставления угла сгиба и фиксатором для остановки инструмента в нужный момент. Для деформации крупных и высокопрочных труб не подходит, но с элементарными домашними задачами справляется хорошо.
Купить трубогиб YATO можно всего от 700 рублей
Force 653180
Ручной трубогиб с длинной рукоятью рассчитан на изменение геометрии труб с толщиной 6-20 мм. Изготовлен из металлического сплава, отличается высокой прочностью и взаимодействует даже со сталью. Выполняет сгибание до 180°. Конструкция у оборудования простая, транспортировке инструмент поддается легко.
Цена трубогиба Force стартует от 1200 рублей
Как изготовить профилегиб своими руками?
Не каждый начинающий мастер способен приобрести готовый станок для загиба металлический труб заводского типа, поскольку это довольно дорогое оборудование.
Чертеж гибочного станка.
В качестве альтернативы можно попытаться сделать ручной станок своими силами, следуя дальнейшей инструкции:
- Разместите на прижимном валу шестерни, подшипники, кольца, соединенные с помощью шпонки. Выточите обоймы для подшипников и роликов по заранее подготовленному чертежу такого вала. Также для агрегата необходимо изготовить три вала, один из которых подвешивают на пружинах, а два иных устанавливают по бокам.
- Просверлите в кольцах отверстия для создания пазов и нарезания резьбы, а после сделайте полку с помощью швеллера с заранее организованными отверстиями и нарезанной резьбой, требуемых при установке прижимного вала.
- После выполнения подготовки конструкцию станка собирают с помощью сварочного аппарата и болтовых соединений. Сначала выполните монтаж каркаса, одновременно выполняющего функции ножек трубогиба.
- Далее выполняется подвешивание полки на пружины с зафиксированным на ней прижимным валом, после чего следует установить боковые опорные валы на самодельный трубогиб. На один вал не забудьте прикрепить ручку.
- В завершение на станок нужно установить домкрат, и он готов к работе.
Рейтинг лучших электрических трубогибов
Трубогибы с электроприводом для обычных и профильных труб пользуются особенным интересом. Для работы с ними не нужно прикладывать никаких усилий, за весь процесс деформации заготовок отвечает исключительно автоматика. Но стоимость таких станков очень высокая, обычно их приобретают для производственных целей.
3RE-30 Junior
Электромеханический станок с двумя ведущими роликами гарантирует высокую точность сгиба для круглых труб 30 мм и профильных заготовок. Оснащен выносным ручным пультом управления, функционирует в горизонтальном и вертикальном положении. Не требует специализированных пуско-наладочных работ перед использованием.
Приобрести электрический трубогиб 3RE-30 Junior можно от 160000 рублей
Tor HHW-G76
Российский станок для круглых и профильных труб с максимальным диаметром 80 мм оснащен двигателем 2 кВт. Управление осуществляется через ручной или ножной привод, регулировка прижимного валика проводится вручную. После выставления нужного угла и размещения заготовки остается только запустить устройство в работу. Для увеличения угла изгиба предусмотрен обратный прокат. Станок аккуратно деформирует профильные трубы, не сплющивая и не ломая их.
Купить трубогибный станок HHW-G76 можно от 79000 рублей
БМК-55У
Трехвалковый производственный трубогиб справляется с заготовками до 80 мм за один прогон. Работает со стальными, хромированными, никелированными трубами, не повреждает даже полимерное или лакокрасочное покрытие. За счет двух винтовых систем поджима обеспечивает высокую точность сгиба, а управление проводится через выносной пульт.
Стоимость станка БМК-55У начинается от 515000 рублей
Устройство трубогибочного станка и инструкция по его сборке
В процессе производства разного рода металлоконструкций применяют специальный станок для гибки профильной трубы, представляющий собой компактное и легко транспортируемое оборудование с разными видами приводов.
Агрегат имеет незначительный вес и без трудностей справляется с задачей сгибания металла холодным прокатом. А для достижения оптимальной кривизны вместе с трубогибом применяют специальные насадки для обработки разного рода металлоизделий.
Чтобы научится управлять таким агрегатом, важно изучить особенности его конструкции и основные принципы функционирования.
Гибочный станок для труб состоит из следующих элементов:
- несущая рама из металлического профиля высокой прочности;
- три вала вращения, располагающиеся на отдельных осях и отвечающие за процесс сгибания профильной трубы на актуальный угол изгиба;
- механизм вращения рабочих валов;
- цепь для соединения элементов приводного механизма.
Станок ручной для гибки арматуры.
Все заводские и самодельные станки для гибки делятся на четыре вида, в зависимости от системы расположения и функционирования валиков:
- Агрегаты с верхним подвижным валиком ‒ самый простой вариант в плане механической составляющей. В конструкции такого профилегиба только верхний валик может перемещаться, а ролик может быть гидравлическим или верхним ручным. Такое строение обеспечивает мастеру возможность выполнить точный расчет возможного радиуса для изгибания металлических деталей с минимальной погрешностью на присадку металла или незначительным градиентом при деформации профиля.
- Оборудование с левым роликом способно выполнить те же функции, что и станки с верхним подвижным валиком. Но, вдобавок к этому, оно отлично подходит для завивки спиралей, что первый тип профилегибов выполнить не может. Можно подобрать модель, оборудованную ЧПУ для контроля градиента изгибания.
- Агрегаты с нижними роликами подходят для сгибания крупных профилей, благодаря равномерному распределению усилий гибки на два нижних вала и полностью гидравлическому механизму привода. Каждый ролик при этом имеет собственный контроллер месторасположения.
- Профилегибы со всеми подвижными роликами отличаются наиболее сложным механизмом, что позволяет им аккумулировать достоинства всех типов такого оборудования.
На заметку! Такое оборудование отличается по размерам, маркировке, стоимости и весу. Но для бытового использования подойдет и самодельный профилегиб, изготовление которого обойдется мастеру в небольшие деньги.
Чертеж
Первоначальным заданием при изготовлении гибочного станка для профильной трубы своими силами является создание чертежа гибочного станка. Его составляют самостоятельно или находят в готовом виде в интернете.
На многочисленных форумах мастеров и умельцев, работающих с металлоконструкциями, можно найти видеоролики с подробным описанием устройства трубогибочного станка и инструкциями по его сборке.
Сборка
После подготовки чертежа для самодельного трубогиба, можно приступить к сборке несущей рамы. Если оборудование планируется использовать для профильной трубы своими руками, то от использования сварки при сборке рамы стоит отказаться.
Конструкция трубогиба.
Такой метод соединения деталей не обеспечит станку максимальный уровень надежности. Лучше отдать предпочтение болтам, что позволит придать агрегату прочности и мобильности: при необходимости конструкцию можно будет разобрать.
Далее на трубогибочный агрегат монтируют рабочие валы: два немного выше столешницы рабочего стола, третий – над ними. Для фиксации подшипников применяются полумесяцы из 4-х миллиметрового металла.
После установки рабочих валов на раму, собирают механизм их вращения из трех звездочек и цепи: две из них монтируют на оба нижних вала, а третью ‒ ниже.
Важно! Обязательно стоит предусмотреть возможность смены положения нижней звездочки, что позволит без трудностей выполнять натяжку цепи на профилегибочном агрегате. Для легкого управления оборудованием, на одной из звездочек зафиксируйте прочную ручку.
Обязательно протестируйте станок для сгиба профиля после сборки, дабы исключить риск брака.