Чеканка (от тюркского чекан — «топор» или «молот») — вид декоративно-прикладного искусства, в котором художник выбивает специальным инструментом рельефное изображение на листовом металле. Чеканку можно по праву назвать традиционным мужским ремеслом, потому что для создания даже небольшого по размерам шедевра мастеру приходится прикладывать немалые физические усилия.
Чеканка, наряду с ковкой, литьем и гравировкой, также является одной из древнейших техник художественной обработки металла. Это ремесло требует от мастера большого терпения, усидчивости и внимательности, зато предоставляет ему огромные возможности для творческой самореализации.
Необходимые материалы и инструменты
Для чеканки понадобится фольга, бумага и кисточки. По ходу придется добавлять некоторые приспособления, об этом расскажет пошаговая инструкция. Чеканка представляет собой рисунок, который делается с помощью распечатанного трафарета и карандаша. Скорее всего, в садике малышам показывают, как делать такие красивые рисунки, и как правильно обращаться с кисточкой.
Такой вариант творчества хорошо помогает ребенку концентрироваться на мелочах, развивать свой талант и при этом весело проводить время. Чеканка позволяет ребенку развивать руку для рисования, различать границы рисунка, также помогает развитию мелкой моторики рук.
Есть несколько способов сделать чеканку, но один из них считается легким и может использоваться для маленьких детей, а второй — немного сложнее, поэтому предназначен больше детей постарше. Каждый из этих способов подразумевает проведение работы поэтапно, поэтому не стоит спешить при выполнении такого рисунка. Также придется сразу запастись бумагой и фольгой, потому что иногда эти материалы рвутся и приходится делать все заново.
Технологический процесс
Работа по выполнению чеканки начинается с подготовки рисунка, который выполняют в натуральную величину. Рисунок должен быть выполнен в контурной манере, то есть предметы необходимо изображать без теней. На листе необходимо оставить поля, необходимые для фиксации его на металле.
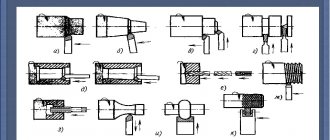
Технологический процесс чеканки
Для переноса рисунка, на предмете обработки выполняют его развертку на бумаге. Исходя из последнего, из металла вырезают контур. Его размер должен немного, на 3 — 4 см, превышать площадь изображения, нанесенного на бумагу. Эта полоса металла необходима для крепления металла на рабочем месте. Кстати, для усиления фиксации металлического листа применяют смолу.
Необходимые инструменты
Для изготовления вашей первой чеканки по фольге потребуется следующее:
- плотная фольга для тиснения и чеканки;
- ножницы;
- лист плотного картона для подложки;
- палочка с закругленным концом (палочка для суши, либо тупой карандаш, либо закругленный конец рукояти кисточки);
- мягкая подложка (тонкий фетр, журнал и т.п.).
Метод чеканки фольгой
Для детских поделок лучше выбрать пищевую фольгу в рулонах или листах. Такие поделки будут обладать низкой прочностью и нуждаться в дополнительной защите. Для подростков и взрослых, уверенно обращающихся с острыми предметами, можно взять банку из-под лимонада или пива.
К набору инструмента можно добавить клеевой пистолет с запасом клея.
Виды
Чеканка (фото представлены в статье) бывает в двух вариантах: объемная, с достаточно высоким рельефом, и плоская, у которой рельефные показатели незначительные. У каждого вида есть свои преимущества. Рельефное изображение более эффектно с точки зрения сюжетной эстетики, поскольку происходит сближение с форматом 3D, а это считается положительным фактором. Но зато плоская чеканка по металлу может быть выполнена в ажурном варианте, что является бесспорным признаком художественного стиля.
Инструменты
Для работы мастеру-чеканщику необходим набор специальных инструментов и приспособлений. Профессионалы с многолетним опытом обладают целой инструментальной базой, насчитывающей десятки и сотни различных устройств. Начинающие чеканщики обходятся несколькими инструментами.
Смотреть галерею
Для изготовления несложного изделия требуется набор четырех- или восьмигранных кованых чеканов:
- канфарник — чекан в форме толстой иглы с закругленным концом;
- расходник — прямой, плоской или радиусной формы в виде отвертки инструмент;
- сечка — острозаточенный чекан в виде зубила, предназначенный для глухой или сквозной просечки материала;
- лощатники — разнообразные инструменты плоской формы для лощения — выравнивания основы.
Для полноценной работы также требуются приспособления слесарного назначения, различные фиксаторы, прижимы, тиски и грузы. Не обойтись и без деревянных молотков (киянок).
Чем чистить монеты из медно-никелевого сплава?
Рассмотрим основные доступные способы чистки медно-никелевых монет СССР и их особенности. Очень рекомендуется начинать их опробовать на самых малоценных экземплярах, которые в случае неудачи будет не очень жалко.
Электролиз
Суть методики заключена в помещении металла в слабый (изотонический) раствор соли, в который подается электрический ток небольших величин. Однако это все равно далеко не безобидный и небезопасный для человека способ, поскольку приходится иметь дело с жидкостью и электричеством одновременно. Обязательно необходимо предусмотреть защиту рук и глаз. Для очистки берется блок питания 12 вольт, который требует предварительной подготовки. Нужно отрезать штекеры и поделить провода на 2 части, зачистив их концы от изоляционного материала. После этого нужно скрутить медные проволочки и припаять их к металлическим зажимам, которые не должны соприкасаться!
Теперь нужно изготовить электролит. Раствор делается из расчета 1 ст. л. поваренной соли на 0,5 л воды. Его нужно перелить в пластиковую посуду
Включив блок питания, оба зажима со всеми необходимыми мерами предосторожности погружают в воду. Тот из них, который начнет издавать в электролите шипение, является положительным (знак «+»), к нему нужно присоединить монету
Минусовой конец блока питания должен быть присоединен к другому металлическому предмету, например, обычной ложке. В таком положении всю включенную конструкцию можно оставить на длительное время, до 4 часов. Приблизительное время рассчитывается в зависимости от состояния монеты, насколько она загрязнена. После этого ток выключают, монетный диск достают из жидкости и промывают в теплом мыльном растворе, а потом насухо вытирают мягкой чистой тряпочкой.
«Тилон-Б»
Это эффективное средство, способное растворить патину, но очень важно все сделать правильно. На 1 часть «Трилона-Б» нужно взять 10 частей воды
Много раствора делать не нужно, достаточно объема, чтобы погрузить туда монету. После погружения нужно стоять рядом и следить за процессом очищения. Длительность процедуры зависит от ее состояния. После этого монету нужно промыть мыльным раствором, легко и без нажима отчищая ее мягкой щеточкой. Ополоснуть и насухо вытереть.
Сигаретный пепел
Способ скорее относится к народным, нестандартным, но иногда он оказывается весьма эффективным. Понадобится пепел от выкуренных сигарет и обычная вода. Загрязненную монету сначала смачивают водой, после чего на нее наносится пепел. Так она остается лежать около 20 минут. После этого нужно мягко и аккуратно втереть пепел в металл, а затем смыть теплой водой и насухо протереть.
Айран
Всем известный кисломолочный напиток тоже может оказать помощь в чистке монет из медно-никелевого сплава. Но процесс этот будет не быстрым и поэтапным. В айран монета кладется на 3-5 суток, после чего извлекается, протирается пальцами и помещается в новый состав. Каждый раз оценивается полученный результат для понимания того, сколько циклов нужно применить до желаемого эффекта. Это один из методов, преимуществом которого является отсутствие покраснения медной поверхности.
Чистка содой
Сразу оговоримся, что для монет, которые в силу условий хранения (например, зарытыми в земле) имеют откровенно плохой вид, этот способ вряд ли будет эффективным. Потребуется: питьевая сода (карбонад), фольга, эмалированная чаша и кипящая вода.
На фольгу ровным слоем примерно 2-3 мм насыпается сода, а на нее кладется монета (или несколько). Сверху насыпается такой же слой соды. Теперь нужно все залить небольшим количеством кипящей (не вскипевшей минуту назад, а именно кипящей) воды. Емкость закрывается крышкой и оставляется на 0,5 суток. В зависимости от запущенности монеты и получаемого результата можно повторить чистку несколько раз. После этого все обычно — достаем, моем с мылом (неплохо использовать вместо мыла зубную пасту), сушим или насухо вытираем.
Следует быть готовыми к тому, что в местах повреждений поверхности она будет не блестяще-серебристой, а более темной и матовой.
Чеканка первых русских монет
Появлением собственных денег Русь обязана светлейшему князю Владимиру, который ввел их в регулярное обращение в X веке. Методика чекана имела некоторые характерные отличия и состояла из нескольких поэтапных действий.
- Заготавливался металлический кругляк (серебро или золото).
- С обеих сторон пресса размещались штемпели, после чего на нижний из них клалась заготовка.
- Пресс приводился в движение и сдавливал заготовку, одновременно отпечатывая изображение на обеих ее сторонах.
Технология, как понятно из ее описания, была несовершенной, монеты получались неодинаковые не только по внешнему виду, но и по весу. В то же время, весовая погрешность золотника составляла всего 0,4 г и в масштабе общей массы была совершенно не критичной. Именно от этой монеты и взяло свое начало понятие золотника как меры веса, которая составляет 4,266 г.
С изменением политической ситуации в стране, которая привела к раздробленности государства, начали массово чеканиться монеты из серебра, имеющие местное хождение. Металлические диски вырубали из серебряной проволоки «на глазок», что неминуемо приводило к достаточно существенной разбежке экземпляров. Они отличались не только по весу, но по форме и по нанесенному изображению. Монеты того периода (рубли от слова рубить) не были гладкими, а были неровными, шершавыми. За это качество и за легкий вес в народных массах они прозвались чешуйками.
Формы
Технологии чеканки по металлу используются при изготовлении монет. Этот автоматический процесс находится под контролем государства и призван обеспечить потребности страны в денежных единицах. Сложнейшие механизмы безостановочно штампуют металлические монеты разного достоинства. Для каждого номинала существует своя форма для чеканки, которая представляет собой взаимозаменяемую, универсальную конструкцию. Техники по мере необходимости за считанные минуты меняют эти формы, и процесс изготовления монет продолжается.
Материалы и инструменты для чеканки
Для чеканки используют и разные сорта металлов. Главное свойство, определяющее возможность использования материала для производства чеканки — пластичность, то есть, металл должен деформироваться под воздействием внешних сил и при этом никаким образом не разрушаться.
Инструменты для чеканки
Чаще всего мастера используют листовой материал с толщиной от 0,4 до 1 мм. Для работ по выполнению объемного рельефа используют материалы с большей толщиной, к примеру, медь, с толщиной порядка 2 мм.
Красная медь известна с древних времен. Она обладает пластичностью, необходимой вязкостью, но главное то, что этот материал способен восстанавливать свои пластические свойства по термической обработке. Медь легко чеканиться, ей можно придавать самую разную форму. На ее поверхности можно, без особых сложностей выполнять высокую выколотку. Она хорошо шлифуется и полируется, но изделия, выполненные из меди, быстро теряют нанесенный блеск.
Медь для чеканки
Медь и сплавы на ее основе отличает высокая стойкость к воздействию коррозии. Они могут без особых сложностей длительное время хранится на воздухе. Эти и некоторые другие характеристики позволили использовать медь в качестве базового материала для выполнения объемной и плоской чеканки.
Алюминий довольно легко подвергается чеканке, но работа с ним требует достаточной доли осторожности. У металла низкая температура плавления и именно за этим необходимо следить в процессе термической обработки
Изделие из мельхиора
Мельхиор обладает необходимой степенью пластичности, хорошо подвергается полировке, а под воздействием некоторых реактивов он может изменять цвет.
Кстати, из металлов, изготовленных на основе алюминия, особняком стоит дюраль. Но работа с ним, сопряжена с рядом технических сложностей, так при его обработке сложно сохранить целостность листа, между тем его применяют для имитации серебра.
Кроме, цветных металлов для чеканки применяют и стали,в частности, малоуглеродистые. Перед работой такие стали отжигают и протравливают поверхность. Ее сложно обрабатывать инструментом для чеканки, но в отделке ее сложно заменить. Стали этого класса, равно как и кровельный этот металл применяют для получения крупных рельефных изображений, которые не нуждаются в тщательной деталировке.
Сталь для чеканки
Стали, содержащие в своем составе — это красивый металл, но с трудом поддается чеканке. Ее применяют для монументов, памятников и пр.
При выборе металла для чеканки необходимо учитывать то, что он не должен подвергаться расслоению, на поверхности не должно быть никаких дефектов, например, пятен, трещин и пр.
Перед началом работ, металл, вне зависимости от марки подвергают термической обработке — отжигу. Для выполнения этой операции применяют или традиционные паяльные лампы, или муфельные печи. Медь отжигают, при температуре от 650 до 700 градусов, латунь 620 — 650, сталь 600 — 650. Для охлаждения применяют различные среды, например, для охлаждения применяют холодную воду.
Основной рабочий орган, с помощью которого выполняют чеканку — это чеканы. Их выполняют с применением ковки. Их изготавливают в виде стержней разного сечения и имеющих длину от 12 до 17 см.
В работе чекан удерживают в левой руке, при этом локоть находиться на весу. Это гарантирует свободу перемещения руки. Чекан удерживают таким образом, чтобы он всегда откланялся назад, так чтобы боек был чуть приподнят. По мере нанесения ударов молотком для чеканки, который мастер держит в другой руке, инструмент продвигается вперед.
Используемые материалы
Ювелирные изделия с чеканкой традиционно делают из серебра и золота. Большинство же мастеров работают с более дешевыми металлами:
- Медью толщиной от 0,3 до 1,5 мм. Она пластична, легко обрабатывается, в зависимости от марки со светлым или темным оттенком красного цвета. Медь и ее сплавы чаще других металлов используют для декорирования помещений.
- Красной медью, листы которой можно раскатывать до толщины 0,05 мм. За счет мягкости легко выполняется рельефная чеканка даже на объемных изделиях сложной формы. Высокая стойкость к коррозии позволяет устанавливать декоративные элементы из чеканной меди на фасадах домов.
- Латунью различных марок с золотисто-желтым цветом разных оттенков. Высокое (до 50%) содержание цинка повышает твердость, снижает податливость. Однако, несмотря на меньшую чем у меди пластичность латунь легко чеканится.
- Томпаком ― разновидностью латуни с низким (до 10%) содержанием цинка. Из-за большой доли меди металл получается красного цвета с желтым оттенком. Сплав с добавкой алюминия до 5% приобретает окраску, неотличимую от цвета золота. Из томпака делают значки, медали к юбилеям, дешевую бижутерию, декоративные элементы интерьеров.
- Алюминием и его сплавами. Металл легко чеканится, но из-за низкой температуры плавления нужно соблюдать осторожность при термообработке, чтобы рисунок не деформировался. Дюралюминий хорошо имитирует серебро, однако работать с ним сложно, так как из-за малой податливости при выбивании рельефа возможно растрескивание металла.
- Жестью, на которой начинающие отрабатывают навыки чеканки. Однако мастера также не пренебрегают этим доступным материалом.
- Черными низкоуглеродистыми металлами. Заготовки предварительно отжигают и протравливают для получения декопира, на котором чеканят изображения с крупным рельефом или рисунки с мелкими деталями.
- Кровельным железом для чеканки контурных изображений с неглубоким рельефом без фона и мелких деталей.
- Нержавеющей сталью толщиной от 0,5 до 0,8 мм. Металл красиво смотрится, однако из-за высокой прочности и плотной структуры трудно поддается выбиванию. Высокая стойкость к коррозии позволяет делать из нержавейки чеканные мемориальные доски и таблички на монументы, памятники.
- Мельхиором и нейзильбером ― никелевыми сплавами с большим содержанием меди (81 и 65% соответственно), поэтому они пластичны, легко полируются. Химической обработкой поверхность делают золотистой, серебристой или имитацию под старинную бронзу.
Процесс чеканки своими руками
Учиться искусству чеканки начинают с простых изображений, которые нетрудно найти через интернет в свободном доступе. После освоения навыков работы с разными типами чеканов переходят к сложным композициям. Для выполнения первых объемных изображений лучше выбрать медь.
Важно сразу научиться правильно вести чекан. Его держат, немного отклоняя назад, пальцами левой руки, не используя мизинец
Чтобы не ограничивать свободу движений руку держат на весу, не опираясь локтем на столешницу. Инструмент продвигают вперед после нанесения отпечатка нужной глубины. При выполнении чеканки по меди своими руками рекомендуют наносить на поверхность заготовки тонкий слой пластилина, чтобы чекан лучше скользил.
Чтобы улучшить пластичность, лист металла отжигают. Чеканку начинают с нанесения наружных контурных линий на лицевой поверхности. С изнанки контур вытягивают после набивки внутренних линий. Затем набивают и выравнивают основной рельеф. Работу завершают декоративной обработкой.
Поскольку финишную отделку выполняют токсичными веществами при работе в домашних условиях необходимо соблюдать правила техники безопасности обращения и хранения агрессивных жидкостей. Обработку проводят внутри вытяжного шкафа или обеспечивают эффективную вентиляцию помещения. Емкости с реактивами закрывают хорошо притертыми пробками.
В настоящее время чеканка очень популярна. Поэтому после освоения этого вида художественной обработки металла можно организовать прибыльное дело. Тематические рисунки можно легко найти в интернете и на их основе создавать оригинальные композиции.
Технология чеканки
Работу выполняют в следующем порядке:
- на бумаге рисуют изображение в натуральную величину;
- по размерам эскиза от металлического листа отрезают пластину с припусками, которые нужны для крепления на подложке или при оформлении в рамке;
- заготовку отжигают с последующим выравниванием;
- на лицевую сторону наносят слой белой гуаши или краски;
- через копирку изображение наносят на металл, затем обводят чертилкой;
- на заготовке, закрепленной на подложке, сначала выбивают внешний контур рисунка и внутренние линии, затем детали рельефа.
На завершающем этапе проводят декоративную отделку:
- шлифовку, чтобы удалить неровности и шероховатости;
- полировку, после которой изделие приобретет законченный вид, а у металла повышается стойкость к коррозии;
- патинирование (состаривание) ― обработку сернистыми и хлорными растворами для имитации старины;
- окраску латунных и медных изделий металлизированными красками;
- оксидирование химическими растворами для придания поверхности цвета от зеленых до черных тонов;
- эмалировку стеклянными сплавами разных цветов применяют для декорирования небольших изделий или отдельных деталей;
- тауширование ― вбивание тонкой проволоки из другого металла, чтобы выделить контур или детали изображения.
Важно!
До начала декоративной обработки изделие промывают, обезжиривают, сушат в древесных опилках.
Чеканка своими руками
Что такое чеканка? Это один из видов декоративно – прикладного искусства — рельефные, эксклюзивные картины, выполненные на металле в определенной технике.
Чеканка в художественном исполнении будет очень хорошим украшением вашего интерьера притом, если она будет сделана своими руками. При большом желании, терпении и усидчивости сама работа доставит вам большое удовольствие, а изделие будет красоваться на стене долгие годы.
Чеканка своими руками, если вы решили сделать картину в подарок, то она тоже будет иметь немалую ценность, как ручная работа. Но для начала все же следует начать с простой, несложной картины, чтобы освоить технику выполнения и набить руку.
Какой использовать металл
Немного о металле, на котором будет выполняться картина. Дело в том, что одна и та же картина на разном металле будет получаться по-разному, происходит это оттого, что разное железо тянется по-разному.
Для картины лучше всего подойдет латунный, алюминиевый или медный лист, но следует отметить, что медь вытягивается лучше, отчего картины получаются более объемные, что лучше всего подходит для художественной чеканки.
Оцинкованное железо вытягивается хуже, соответственно рисунок получится менее объемный, поэтому таким способом лучше оформлять фасады – карнизы, водосточные трубы и фрагменты кровли.
Выполнение художественной чеканки
Чеканка своими руками — выполнить художественную чеканку в домашних условиях не сложно, но для этого потребуется материалы, инструменты, а также желание, терпение и усидчивость.
Для работы вам понадобятся:
- Лист алюминия толщиной 1 мм.
- Резиновый лист и фанера — размером 500 х 500 толщиной 1 см.
- Два чекана – контурный и объемный, которые можно сделать самостоятельно.
- Молоток.
- Пластилин.
- Копировальная бумага.
- Эскиз.
Процесс работы
Чеканка своими руками, перед тем как приступите к работе, следует подготовить металл, чтобы он стал мягким и податливым, накалите лист до красноты, но не переусердствуйте, иначе он может просто расплавиться. После нагрева металл опускается и становиться более эластичным, что способствует лучшему вытягиванию рельефа.
Когда металл готов, положите его на резину, перенесите четкий рисунок с помощью копировальной бумаги, если нежно усильте контур с помощью карандаша или фломастера. Затем прокатайте пластилином, это нужно для создания жирной поверхности, что способствует лучшему скольжению инструмента.
Теперь определите, какие контуры вы будете тянуть с лицевой стороны, а какие с изнаночной. Начните чеканить с лицевой стороны картины, а затем переверните лист и, ориентируясь по проведенным линиям, начинайте вытягивать изнаночный контур, если ориентировки недостаточно, то нанесите дополнительные линии изнаночных фрагментов.
Чеканка своими руками, когда проведете все контурные линии с обеих сторон, можно приступать к вытягиванию основного объема. Тут вы уже ориентируйтесь, визуально определяя, где и сколько надо вытянуть и дополнить объем и насколько это позволит пластичность металла.
Когда работа закончена, и общий вид рисунка вас устраивает, уложите картину лицевой стороной на лист фанеры и придавите ого по всей плоскости. Посмотрите на результат, при необходимости доделайте, что считаете нужным и повторите процедуру. Если вас все устраивает, то можно приступать к тонировке.
Тонировка картины
Есть несколько способов тонировки алюминия.
- Возьмите кусок бересты, подожгите его и закоптите поверхность картины. Затем натрите керосином и покройте лаком.
- Нанесите тонкий слой олифы с лицевой стороны картины и начинайте прогревать лист с изнаночной стороны, держа его над огнем. Здесь следите, насколько следует затемнять тон, держите недолго – светлое затемнение, если нужно темнее, то соответственно держите над огнем дольше. После того как нужные тона достигнуты, покройте поверхность лаком.
Видео Чеканка своими руками
Чеканка
Искусство чеканки восходит своими корнями во времена древнего мира, как пример, можно привести золотую маску из Микен.
Чеканка — ручная работа
Рисунок чеканят на листе металла, предварительно уложив его на березовый или липовый кряж. Кроме них, в качестве подложки для выполнения применяют резину, мешок с песком. Некоторые мастера применяют из свинца.
Кстати, без чеканки не обошлись монетные дворы, на которых чеканили монеты. Их изготавливают из металла толщиной более 1 мм. Для получения качественного и точного рельефа используют специальные прессы,с предустановленным штампом, на который нанесены рисунки и необходимые надписи. Пресс обеспечивает силу необходимую для удара, деформирующую поверхность до необходимого состояния.
Кстати, вне зависимости от вида чеканки, ее завершает отделка.
Ручной чекан современного периода
Несмотря на повальную автоматизацию процесса штамповки монет, их ручное изготовление существует и сегодня. Это, как правило, специальные коллекционные и государственные заказы, предполагающее высшее качество выполнения. К их числу относятся следующие разновидности.
Золотые монеты в «proof» качестве
Поле таких образцов выполняется зеркальным, а само изображение остается матовым. Их не выбивают из металлической ленты, а отливают, после чего наносится гуртовка и производится двойной чеканный удар. Поле полируется уже после того, как готов рельефный рисунок.
«Brilliant Uncirculated»
Поверхность не имеет зеркального отражения, рисунок не матовый. Недопустимы никакие, даже самые незначительные дефекты.
Улучшенный UNC
Чеканка производится механически с использованием обычных штемпельных пар, но затем монета извлекается вручную для исключения повреждений и сразу же помещается в капсулу, конверт или запайку.
Первые чеканные монеты
Для изготовления самых первых металлических деньг не использовались никакие машины, каждый монетный диск проходил через руки мастера, который вкладывал в изготовление денег свои навыки, знания и душу. Среди древних монет невозможно найти двух идентичных экземпляров, каждый из них был штучным. Продолжалось это несколько столетий, пока человек не придумал редуцирующую машину. Для производства монет начали использоваться вальцы, балансиры или молотовые снаряды. Разноплановость подходов к процессу чеканки оставила нумизматам богатейший материал для исследований и сбора коллекционных образцов.
Начинаем с простого
В любом магазине вы всегда сможете приобрести уже готовые наборы для творчества. Но гораздо интереснее сделать все от начала до конца самому, а также придумать рисунок. От вас необходимы только усилия и терпение.
Материалы понадобятся следующие:
лист фольги или же банка алюминиевая; подложка под лист фольги
Важно: чем толще лист фольги, тем мягче должна быть подложка. В качестве подложки подойдет фетр, резина; для нанесения рисунка потребуется инструмент
В качестве него может послужить палочка для суши, кисточка (ее твердый кончик), не пишущая ручка и прочее; трафарет, шаблон рисунка, а можно и самим придумать; ножницы; линейка.
Начнем изготовлять чеканку. Берем банку. Оба донышка отрезаем. Теперь разрезаем баночку с одного края и расправляем так, чтобы получился лист. Теперь линейкой расправляем краешки и обрезаем их. Не исключен вариант использования листа фольги.
Теперь кладем материал лицевой стороной вниз на подложку. Рисунок потом получится в зеркальном отображении. Теперь кладем трафарет на лист и с помощью инструмента продавливаем картинку. Можно продавливать либо сплошной линией, либо прерывистой. Теперь подобным образом вы можете сделать и рамку.
Статья по теме: Манишка для мужчины спицами: схема для начинающих с фото и видео
Чеканка XV века
В этот период появляются крупногабаритные монеты талеры, которые было уже затруднительно, да и попросту невозможно чеканить с помощью штемпельной пары и молотка. Техника чеканки требовала срочного усовершенствования, в частности, в плане увеличения силы удара, способного оставить четкий отпечаток на заготовке большой площади. Увеличить пробивную силу удается с помощью фальверка. Принцип увеличения мощности устройства основывался на большой высоте, с которой падал пробивной снаряд. Чем выше его поднимали, тем более мощным был прочекан. Технологию схематично можно описать следующим образом:
- Нижний штемпель неподвижно закреплялся на лафете машины.
- Верхняя половина штемпельной пары устанавливалась на торец бревна.
- Бревно поднималось на необходимую высоту с помощью нескольких человек или с применением лошадиной силы.
- После того как его отпускали, оно отвесно падало и прочеканивало монетный диск.
Высота подъема ударного стержня, а значит, и сила удара не всегда были равнозначными, из-за чего прочеканить монету с первого раза удавалось не всегда. Если результат удара не устраивал, процесс повторяли до тех пор, пока на металлической заготовке не проступал четкий рельефный профиль.
Но еще до внедрения в производственный процесс фальверков был сделан колоссальный шаг вперед в монетном деле. Минцмейстеры (лица, несущие главную ответственность за производственный процесс монетного двора), додумались изготавливать многоразовый образец монетного штемпеля, который позволил штамповать совершенно идентичные монеты. Для этой работы приглашались граверы, которые вырезали нужное изображение на концах металлического прута. Начался выпуск одинаковых денег, правда, скорость их тиражирования была очень низкой.
Чеканка по меди своими руками
Чеканка по металлу – один из древнейших видов декорирования металлических изделий. Это способ нанесения определенных узоров методом их выбивания на металлической поверхности. При этом на поверзности металла появляется определенный рельеф, который и создает полную картину узора.
Теперь у вас появилась возможность делать различные браслеты, медальоны, брелоки в такой технике. Сегодня мы с вами создадим брелок-книжечку с надписью “Family”.
Материалы и инструменты, которые понадобятся нам для работы в технике чеканка для изделия брелока-книжечки
- Молоток для чеканки “ELVAS” MSH-01
- Ножницы по металлу “ELVAS” MKH-01
- Набор штампов для чеканки по металлу “ELVAS” NMH-02
- Металлический блок “ELVAS” MBH-02
- Тиски-пробойник “ELVAS” TMH-01
- Пробойник для разметки “ELVAS” PHM-01
- Металлический лист для чеканки цвет медь “ELVAS” MLH
- Набор фигурных штампов для чеканки “ELVAS” NFH-01
- Проволока для плетения “GAMMA”AW-1 d 1 мм №01 под серебро
- Линейка с резиновой основой
- Линейка с геометрическими фигурами
- Трубочка малая DC-050/10 №02 под медь
- Пинцет “GAMMA” TW-201
- Разметочный циркуль
- Резиновая киянка
- Чертилка
- Круглогубцы изогнутые “Micron” HTP-14
- Тонкогубцы “Micron” HTP-15
- Бокорезы “Micron” HTP-11
- Надфиль
- Металлическая вата
1. На металлическом листе меди “ELVAS” АРТ. MLH разметим странички будущего брелока-книжечки. Для изготовления квадратных страничек проще всего воспользоваться готовым трафаретом, в этом случае понадобится линейка с геометрическими фигурами .
2. Для разметки воспользуемся чертилкой. В нашем случае квадратные странички позволят сэкономить место на листе, если мы совместим стороны квадратов.
3. Для вырезания размеченных страничек нужно воспользоваться ножницами по металлу ELVAS MKH-01.
Чтобы не оставлять отпечатки пальцев на листе меди, наденем трикотажные х/б перчатки.
4. Вырезать удобнее сначала вдоль общей линии до конца, затем разделить совмещенные стороны.
5. В результате вырезанные странички будут немного деформированы.
6. Выпрямим странички с помощью деревянной или резиновой киянки, также может подойти резиновый молоток. Лучше, если размер бойка будет больше размера странички – так можно почти полностью избежать следов от бойка на поверхности.
7. Ножницы оставляют острую кромку, которую, как и углы, необходимо обработать надфилем. Кроме того, немного скруглим углы тем же надфилем.
8. Разметку места под отверстия для соединительных колечек нужно сделать с помощью измерительного циркуля линейки с резиновой основой.
9. Затем сделаем более отчетливые отметки пробойником для разметки «ELVAS» PHM-01. Для этого необходимо совместить кончик пробойника с отмеченной точкой под углом 90°.
10. Далее перед ударом располагаем пробойник строго вертикально и с помощью молотка для чеканки “ELVAS” MSH-01 наносим удар по плоской части пробойника.
11. Место для второго отверстия отмечаем аналогичным образом.
12. В результате работы с пробойником и молотком получаем отчетливые отметки под отверстия.
13.Отмеченные места пробиваем тисками-пробойником ”ELVAS” TMH-01. Используем в работе сторону тисков под диаметр отверстия 1,5 мм.
14. С помощью тисков-пробойника можно без всяких усилий сделать аккуратные отверстия в заготовке.
15. Тем не менее, металл вокруг отверстий может немного деформироваться. Эту деформацию можно убрать с помощью резиновой киянки (см.пункт 6)
16. Далее оформим наши странички. Сначала “отчеканим” нужный текст на обложке. Для этого нам понадобятся набор штампов для чеканки по металлу “ELVAS” NMH-02 (английский алфавит) и молоток для чеканки “ELVAS” MSH-01
17
Важно заранее определить, сколько места займет текст на страничке и какое расстояние нужно будет выдержать между буквами
Отчеканим первую букву. Удар должен быть сильным. Если вы не уверены, что отпечаток будет отчетливым, сделайте повторный удар.
Внимание: ни в коем случае не убирайте чекан от металла между ударами, иначе можно испортить всю работу
Технические условия
Чеканка по металлу делается на так называемой подложке, которая укладывается под заготовку. Подложка должна быть податливой и не амортизировать под ударами молотка. Мастера обычно используют поперечный срез дерева твердых пород — это может быть березовая чурка, дубовый комель или липовый кряж. Для чеканки на особо тонких металлических листах употребляется войлок, толстая резиновая пластина или мешок из плотного брезента, набитый речным песком. Последний метод применяется, если площадь исходного материала больше квадратного полуметра. Для более мелких изделий профессиональные чеканщики предпочитают свинцовую плиту, которая позволяет добиться наиболее тонких штрихов и линий на изображении.
Виды чеканки
В зависимости от формы предмета и сложности рисунка чеканка бывает:
- Ажурной, по виду похожей на металлические кружева. Работу начинают с высечения фона, затем по подготовленным линиям проводят завершающую высечку. Поскольку толщина ажурных перегородок невелика, при проведении отжига необходимо следить, чтобы они не расплавились. Ажурную чеканку часто наносят на объемные предметы как финишную отделку.
- Контурной, которая чеканится на листовом металле без заранее нанесенного рельефа. Визуально такая чеканка схожа с гравировкой, но отличается от нее выпуклыми или вогнутыми формами. Этот способ применяют для изготовления декоративных элементов интерьеров и для нанесения орнамента на плоские поверхности.
- На объемных предметах. Самый трудный по выполнению вид чеканки, так как рисунок выбивают на изогнутой поверхности. Однако опытные мастера справляются с работой без особых затруднений.
- Рельефной. Ее также относят к категории сложных видов. Работу начинают с выколачивания контуров рисунка, затем изображение делают рельефным. На завершающем этапе выравнивают детали изображения и полируют.
Сущность процесса
Сущность техники чеканки заключается в воздействии на инструмент для чеканки ударами разгонного молотка. На металле остается отпечаток, соответствующий его типу.
Выполняя многократные удары, получают рельеф, который соответствует эскизу. Форма рисунка передается с большой выразительностью и точностью, зависит от используемых в процессе работы инструментов, которыми пользуется чеканщик. При этом качество работы зависит от его квалификации и мастерства.
Каждый мастер имеет свой стиль работы. Металлическое тиснение на цветном и черном металлах различается по виду и технологии выполнения.
Чеканка петровской эпохи
Великий царь обожал все передовое, усиленно внедрял механизированное производство, в том числе и в монетном деле. Изменился и порядок чекана, который приобрел цикличный характер. Необходимая партия метала выдавалась из казны минцмейстеру, который в итоге должен был сдать партию монет, точно соответствующую ей по весу. Партия обычно составляла 120 пудов серебром.
Сам процесс чеканки включал доведение выданного драгметалла до определенной концентрации и допустимого количества медной примеси. После этого серебро расплавлялось и заливалось в формы. Извлеченные из форм листы прокатывались и вальцевались, добиваясь нужной толщины. Для вырубки заготовок из полученных листов все еще использовались обрезные станки на людской или лошадиной тяге. После взвешивания вес каждой заготовки доводился до нормы юстировкой или повторной переплавкой, соответствующие норме веса диски допускались к дальнейшим этапам чеканки — гуртировались, а затем отправлялись на тиснение.
Примечательно, что с этого времени чеканкой монет стали называть не только их прессовку с помощью ударной силы, но и любой другой способ получения нужной формы и изображения металлического диска.
Рисунки для чеканки
Начальным этапом в процессе создания изделия является нанесение рисунка на заготовку. Художественная обработка металла связана с наличием таких исходных материалов, как металлические пластины из жести или листовой меди, латуни и алюминия. На каждую из них необходимо нанести рисунок, по которому будет сделана чеканка. Тематика изображений выбирается заранее, и далее по ним готовятся специальные наброски. Затем рисунки методом прямого копирования переносятся на поверхность металлической заготовки. После этого поверхность покрывается тонким слоем лака, предохраняющим контуры от истирания.
Традиционные ювелирные технологии на Руси
Мировое ювелирное искусство начиналось с украшений, которые изначально делались из кости, морских ракушек и т.п. Но в VII тыс. до н.э. человечество изобрело технику механической обработки самородного камня, а в V тыс. до н.э. появляется высокотемпературное плавление меди в горнах и техника литья. Ювелирное искусство начинает стремительно развиваться. На этой странице мы познакомим вас с традиционными ювелирными технологиями, существовавшими во времена Киевской Руси и дошедшими до сегодняшнего дня — такими, как литье, ковка, чеканка, тиснение, чернь, позолота, инкрустация, волочение проволоки, филигрань и зернь.
Литейное дело
Одним из важнейших способов обработки меди, серебра и их сплавов являлось литье. К золоту, ввиду его высокой стоимости, эта техника, требовавшая массивности предметов, почти не применялась, за исключением маленьких вещей. Принципиальных отличий литье меди, бронзы, латуни, серебра, и других сплавов не представляет. Литье было основным приемом обработки металла деревенскими «кузнецами меди и серебру».
Литье в древнерусской деревне
Литьё это наиболее старый прием, известный населению Восточной Европы еще со времени бронзового века. Металл расплавляли в глиняных тиглях при участии мехов, повышавших температуру горна. Затем расплавленный металл (или сплав металлов) черпали из тиглей глиняной ложкой, носившей специальное наименование «льячка» (от глагола «лить»). Льячки чаще всего делались с носиком для слива расплавленного металла и глиняной втулкой, в которую вставлялась деревянная рукоять. Льячку с металлом подогревали на огне, а затем жидкий металл наливали в литейную форму, необходимо было заполнить металлом все ее углубления. Когда залитая форма остывала, из нее извлекали металлическое изделие, в точности повторяющее литейную форму. Разнообразны формы и объемы древнерусских тиглей. Емкость тиглей колебалась от больших объемов в 400 куб.см до маленьких в 10 куб.см. Тигли могли быть круглодонными или остродонными, реже – плоскодонными. Наиболее распространенными были конусовидные тигли с округлым дном. Тигли делались из глины с примесью песка и шамота.
Почти все литейные формы были односторонними. Такие формы прикрывались сверху гладкими плитками, чаще всего сделанными из известняка. Лицевая сторона предметов, произведенных в такой форме, была рельефной, а оборотная (прикасавшаяся к каменной плитке) — гладкой.
Литье могло производиться в односторонних формах и без гладкой крышки, прямо в открытых формах. Если обе половинки неплотно прилегали одна к другой, то металл просачивался в щели и образовывал так называемые литейные швы, которые обычно удалялись уже с готового изделия. При односторонней литейной форме эти швы располагаются ближе к задней плоской стороне изделия. Для того чтобы сделать какую-нибудь ажурную подвеску с прорезями посредине, нужно было в форме при изготовлении ее оставить нетронутыми те места, где должны быть пустоты. Тогда эти непрорезанные на форме места будут плотно соприкасаться с накладной крышкой формы, и металл туда не проникнет. Если же нужно было сделать отверстие не в плоскости самой вещи, а, например, ушко для подвешивания к ожерелью, то для этого в форме делался каналец, перпендикулярный к литку, и в этот каналец вставлялся железный стержень. Металл, вливаясь через литок, обтекал вставленный стержень, и, когда стержень убирали, получалось отверстие. Орнамент, вырезанный в форме в глубь нее, на готовой вещи, естественно, получался выпуклым.
Кроме односторонних форм с гладкой крышкой, применялись и двусторонние, т. е. такие, у которых вторая их половина была не гладкой, а также фигурной. Иногда обе половинки формы делались совершенно одинаковыми, и вещь получалась симметричной, а литейный шов шел посредине.
Применялась также глиняная мягкая форма, точнейшим образом передававшая все детали обработки оригинала модели, с которой делали форму. Глиняные формы известны и в городах — в Киеве, в Херсонесе, но в городах они не применялись так широко, как в деревне. В городе требование массовости продукции заставляло ремесленника искать более долговечных материалов, чем глина. Очень интересно и оригинально литье по плетеной модели. На первый взгляд изготовленные этим приемом вещи кажутся сплетенными из медных проволок, но при внимательном рассмотрении выясняется, что они — литые. Восковая модель для таких изделий сплеталась из провощенных льняных или шерстяных шнуров, которые легко слипались друг с другом и позволяли выплетать сложные узоры. Полученная восковая модель обливалась жидким раствором глины, обволакивавшей все тончайшие углубления формы. После загустения глины модель обливалась еще несколько раз до получения твердой глиняной формы. Дальнейшая задача заключалась в вытапливании воска и выжигании остатков шнуров.
Эта техника литья по плетеной восковой модели была широко распространена на северо-востоке. В собственно русских областях эта кропотливая техника, сближавшая литье с вязаньем кружев, не пользовалась особенным успехом.
Городское древнерусское литье
В раннюю эпоху развития русского города многие приемы литья были одинаковы в городе и деревне. Например, на протяжении IX-X вв. городскими литейщиками чаще всего применялось литье по восковой модели и лишь позднее появляются жесткие литейные формы. Легкость выполнения сложных узоров на воске всегда привлекала внимание мастеров к этому виду литья. Единственным препятствием была хрупкость получаемой литейной формы, которая, хоть и выдерживала несколько отливок, но легко выкрашивалась и ломалась. В IX-X вв. этой техникой изготавливались подвески к ожерельям, поясные бляшки, застежки к кафтанам (Гульбище) и головки для шейных гривен. По сравнению с деревенской техникой обработки восковой модели можно выделить следующие отличия: городские литейщики вырезают модель специальными резцами, не довольствуясь только выдавливанием узора, применявшимся сельскими мастерами. Резьба по воску давала яркую игру света и тени и позволяла значительно увеличить художественную выразительность литого изделия. Способ потерянной формы применялся и в XI-XIII вв. для отливки наиболее сложных предметов. Важным усовершенствованием литейного дела было открытие способа двустороннего литья по двум восковым моделям, который широко применялся в XII в.
Другим видом литейного мастерства является литье в жестких формах.
Материалом для изготовления литейных форм служили различные породы сланца (в том числе и розовый шифер), изредка известняк, а в конце домонгольского времени — преимущественно литографский камень, допускавший особо тщательную отделку. Очень редко, и только для оловянного литья, применялись бронзовые литейные формы.
Большинство каменных литейных форм — двусторонние с очень тщательно притертыми друг к другу плоскостями для устранения литейных швов. Для правильности совмещения обеих половинок, в литейных формах просверливались гнезда, из которых одно заполнялось свинцовым штифтом, подогнанным так, что он плотно входил в свободный паз второй половинки. Это обеспечивало неподвижность обеих форм. Для отливки объемных вещей со сложной рельефной орнаментацией киевскими ювелирами были изобретены трехсоставные формы.
По характеру отделки все литейные формы можно подразделить на формы с врезанными линиями и на формы с выпуклыми линиями. В первом случае мастеру не нужна была особенная тщательность: он просто резал по камню вглубь. На готовом изделии получался рельефный рисунок.
Ковка и чеканка
Эти техники нашли наибольшее распространение в городе. В большинстве случаев из меди и серебра выковывалась различная посуда. Златокузнец отливал из серебра (или меди) плоскую лепешку, а затем начинал ковать ее на наковальне от середины к краям. Благодаря этому приему вещь постепенно принимала полусферическую форму. Усиливая удары в определенных зонах и оставляя некоторые места менее прокованными, мастер достигал желаемого контура вещи. Иногда к чашам приковывался поддон (закруглялись края), а на венчик и тулово наносился чеканный орнамент. Образцом кованой серебряной посуды может служить серебряная вызолоченная чара черниговского князя Владимира Давыдовича, найденная в татарской столице Сарае.
Ковочные работы в ювелирной технике имели широчайшее применение для самых разнообразных целей. Особо нужно отметить выковку тонких листов серебра и золота для различных поделок. Наибольшей виртуозности достигали златокузнецы при изготовлении золотых пластинок для перегородчатой эмали. Толщина золотого листа измеряется в таких пластинках не только десятыми, но даже сотыми долями миллиметра.
С ковкой серебра и меди почти неразрывно связана чеканка этих металлов. Технику чеканки можно подразделить на три вида: мелкопуансонная орнаментальная чеканка, плоская чеканка и рельефная чеканка. Для некоторых работ применялись все виды чеканки, но каждый из этих видов имеет свои технические особенности и свою историю.
Простейший вид чеканки заключается в том, что рисунок наносился на внешнюю поверхность вещи различными пуансонами. Орнаментируемую пластинку клали на жесткую подкладку и наносили узор, уплотняя металл в месте узора, но не делая выпуклостей на обороте. Узор наносили пуансонами различной формы: одни имели вид маленького долотца, другие давали отпечаток в виде кольца, круга, треугольника и т. д. Наиболее полно чеканка миниатюрными пуансонами прослеживается по смоленским и черниговским материалам IX-X вв. Техника мелкопуансонной чеканки возникла в северных русских городах в IX-X вв. и существовала там и в дальнейшем.
Второй вид чеканных работ — плоская чеканка — характеризуется созданием любых композиций путем утопления фона вокруг намеченных фигур. Работа ведется теми же миниатюрными пуансонами, но только самого простого рисунка — сплошной круг, кольцо, черточка. Такой способ чеканки всегда сочетается с работой резцом. Чеканка производилась следующим образом: выкованный тонкий лист серебра прибивался к гладкой деревянной доске, на него легким нажимом резца наносился контур рисунка и затем многократными ударами молотком по пуансону фон вокруг оконтуренного рисунка утапливался вниз, в результате чего рисунок становился рельефным. Обычно высота рельефа при этом способе была невелика — 0.5-1.5 мм, и рельеф был плоским.
К образчикам плоской чеканки относится знаменитая серебряная оковка турьего рога из Черной Могилы. Она является уникальным памятником русского ювелирного искусства Х в.
Плоско-рельефная чеканка преобладала среди орнаментальных приемов X — первой половины XI в. Около середины XI в. она отчасти вытесняется новой, усовершенствованной техникой штампования или тиснения серебра на специальных матрицах, развившейся позднее в излюбленный технический прием — «басменное тиснение» (многократное применение одного штампа в одном и том же орнаменте). Чеканка сохраняется лишь, при выделке уникальных заказных вещей. Но при этом мастера-чеканщики не удовлетворяются пуансонной или плоской чеканкой, а работают третьим способом — способом рельефной, выпуклой чеканки, носившим в древней Руси название «обронного дела».
Сущность выпуклой чеканки заключается в том, что сначала орнаментируемую серебряную пластинку чеканят с обратной стороны, выдавливая рисунок резким выпуклым рельефом наружу. Лишь после того как такой чеканкой получен на лицевой стороне выпуклый рисунок, лицевая сторона подвергается более детальной обработке: разделывается одежда, лицо, волосы, подправляется общий рельеф. Для того, чтобы не порвать тонкий металл при такой глубокой, выпуклой чеканке, работу производят на специальной упругой подушке из вара, воска или смолы. Эта техника была значительно сложнее, чем простая чеканка по лицевой стороне. Обронная чеканка появляется примерно в XII в. Образцы этой чеканки встречаются главным образом в Великом Новгороде.
Тиснение и штамповка
Усовершенствованием и механизацией процесса плоско-рельефной чеканки явилось применение специальных штампов или матриц, при помощи которых на тонких листах серебра или золота оттискивался рельефный рисунок. Техника тиснения серебра получила особое значение ввиду широкой распространенности искусства черни, для которой требовался выступающий рельефный рисунок и утопленный вниз фон.
Под чернь шло преимущественно серебро, так как оно давало четкий и яркий рисунок на фоне бархатистой черни. Для того чтобы осуществить эту игру серебра и черни, древнерусские мастера обычно поступали так: на серебряную пластинку легким контуром наносился рисунок, затем фон вокруг этого рисунка, предназначенный для чернения, утоплялся таким образом, чтобы самый рисунок был выше фона, так как на плоскость фона должен быть положен слой черневой массы. Тиснение производилось на тонких листах золота, серебра, реже — меди, путем накладывания их на металлические (медные, стальные) матрицы, имеющие выпуклый рисунок. Поверх листа, на котором должен быть оттиснут рисунок матрицы, обычно клали свинцовую пластинку и по этой мягкой прокладке ударяли деревянным молотком, заставляя свинец (а за ним и серебряный лист) заполнять все углубления матрицы. Пластичность свинца способствует точному повторению форм матрицы на обрабатываемом серебряном листе. По окончании тиснения получается пластинка с двойным рисунком: на лицевой стороне повторен рисунок матрицы, на обороте — тот же рисунок, но в негативной форме. Между рельефом матрицы и рельефом готовой продукции неизбежно некоторое расхождение, обусловленное толщиной металлического листа. Чем толще лист, тем сглаженнее, уплощеннее будет рельеф на лицевой стороне.
Особый интерес приобретает время появления нового технического приема, заменившего собой кропотливую чеканную работу. Временем появления техники тиснения является эпоха Ольги и Святослава — середина Xв. Вероятнее всего, что появление нового технического приема в работе русских городских ювелиров связано в известной степени с влиянием византийской культуры и явилось одним из положительных результатов сближения с Византией.
Чернь
Эмаль применяли чаще всего на золоте, с чернью работали в серебре. «Где золото сменяет серебро, там эмаль сменяет чернь».. Для перегородчатой эмали серебро является материалом второго сорта в силу того, что оно менее мягко и ковко, чем золото, и легче плавится: температура плавления серебра 960,5°, а температура плавления золота 1063°. Поэтому эмальеру, работающему с серебром, сложнее сделать тонкие перегородки для эмали и спаять их в печи с дном лотка так, чтобы они не расплавились. В процессе изготовления черни такие тонкие операции не производились.
Чернь лучше всего сохраняется в углублениях рисунка, поэтому создание подходящего для нее ложа достигалось естественнее всего при помощи гравирования. В результате мастер получал черненый рисунок на светлом фоне. Другой путь — чернение фона со светлым рисунком на нем — предполагал углубление поверхности для черни. Во всех этих случаях широко применялось и золочение. Все перечисленные приемы — гравировка, золочение, чернение — в основе своей мало менялись. Так, химические исследования показали, что рецепт чернения, описанный Плинием Старшим, перешел из античности в металлообработку раннего средневековья практически без изменений.
Первой стадией в сложном процессе производства серебряного украшения с чернью было изготовление самой вещи, которую предстояло украсить чернью. Реже всего для этого применялось литье. Только наконечники витых браслетов и некоторые перстни с чернью были литыми, в целом же литье — слишком не экономный способ изготовления вещей из драгоценных металлов. Обычно черненые изделия делались из тонкого листа серебра. Для создания из него в холодном состоянии полого тела применялся очень древний способ — ручная выколотка (дифовка). Основан он на таком свойстве серебра, как вязкость, из-за которой обрабатываемый ударами деревянного молотка лист тянется, изгибается и приобретает необходимую форму. Таким образом сделаны некоторые колты и обручи, исполнявшиеся по индивидуальным заказам.
Массовая продукция требовала более легкого способа. Им оказалось тиснение на матрице. Матрицы, литые из медных сплавов, имели выпуклую внешнюю поверхность и плоскую внутреннюю. Первая при тиснении обеспечивала пластине выпуклую поверхность, вторая позволяла плотно закрепить матрицу на верстаке. При раскопках подобные матрицы найдены не раз. Они отличаются только большей или меньшей тщательностью выполнения.
Второй стадией в изготовлении обручей была гравировка — искусство, тесно связанное с чернью. Гравирование — это вырезание рисунка на металле, при котором линейный рисунок наносится на металл при помощи стального резца, или, как его называют ювелиры, штихеля. Дошедшие до нас древние изделия с гравировкой отличаются друг от друга различными следами, которые оставил штихель. В древней Руси, как и в настоящее время, мастера использовали штихели с рабочим краем различной формы.
Радирной иглой производят первую операцию гравирования — переноску рисунка с бумаги на металл. Пластина, на которую надо перевести рисунок, закрепляется неподвижно на специальной подушке. Такой подушкой может служить смола, разогретая в сосуде, как это делается при чеканке. После этого на заготовку кладут тонкий слой воска. Рисунок, сделанный карандашом на кальке, накладывают на воск лицевой стороной и слегка придавливают, отчего на воске остается отпечаток. Эта операция могла выглядеть и так: по линиям рисунка проводят деревянной палочкой с заостренным концом. По снятии бумаги на воске остаются углубленные линии переведенного рисунка.
Трудно сказать, как практически осуществлялся перевод рисунка на металл в древности. Можно только утверждать, что этот процесс был, о чем свидетельствует совершенный рисунок гравировки таких сюжетов, как сложная плетенка, невозможная без предварительного эскиза и перевода. Перевод рисунка легко объясняет удивительную близость сюжетов, исполненных гравировкой на обручах, с орнаментальными сюжетами рукописных книг древней Руси. По линии переведенногона восковую поверхность серебряной заготовки рисунка проходились радирной иглой, и он окончательно закреплялся на металле.
Заключительным этапом работы над украшением с чернью и гравировкой было собственно чернение. Чернь на древнерусских украшениях бывает различной по плотности и тону. Иногда она выглядит черно-бархатной, иногда — серебристо-серой с грифельным отливом. Это зависит от различной рецептуры, в тонкости которой мы могли бы проникнуть только в результате химического количественного анализа. Поскольку для такого анализа требуется значительное количество черни и частичное разрушение древней вещи, такой путь исследования использован быть не может. Уже в X в. мы встречаемся с серебряными изделиями, украшенными черневым узором. В. И. Сизовым среди гнездовских материалов были выделены бляшки русской работы, с фоном, заполненным чернью. Черневой орнамент украшает уже упомянутый турий рог из Черной Могилы.
В состав черневой массы входят: серебро, свинец, красная медь, сера, поташ, бура, соль. Обычно эта смесь хранится в порошке. До конца XII в. в черневом искусстве господствовал черный фон и светлые рельефные фигуры на нем.
Образцы черни 11-13 вв.
Инкрустация
Простейший и древнейший вид инкрустации мы находим на шпорах X-XI вв. В горячем железе тонким зубилом делался ряд углублений, которые позже забивались небольшими золотыми или серебряными гвоздиками. Золото иногда вбивалось заподлицо с поверхностью железа, иногда же выступало в виде небольших бугорков.
Применялись и врезка золотой проволоки в железо и покрытие больших площадей железа серебряными листами (часто с последующей позолотой). Для этого поверхность железа или надсекалась косой бороздкой (для проволоки) или вся покрывалась насечками и шероховатостями для лучшего сцепления с серебром.
Образцом сплошной серебряной набивки может служить шлем Ярослава Всеволодовича, корпус которого, свободный от позолоченных чеканных накладок, был набит серебром. Инкрустацией и накладкой украшались боевые топоры.
Золочение
Она находила широчайшее применение в быту Киевской Руси, допускала несколько различных способов нанесения золота. Реже всего применялось наложение золотой фольги как наименее прочный способ соединения. В изделиях IX-X вв. позолота применяется очень широко, играя важную роль в декорировке различных изделий. Древнейшим памятником следует считать фрагмент медной пластины из Киева с золотым рисунком, изображающим город с частью крепостной стены, башню, ладью с высоким загнутым носом и толпу воинов с копьями и щитами. Воины безбороды, безусы, волосы у них стрижены в кружок. Вполне возможно, что в отличие от других дошедших до нас дверей церковного назначения киевский фрагмент принадлежал двери светского дворца, так как изображения на нем лишены какой бы то ни было примеси церковности.
Медная пластинка с золотым рисунком (Киев)
Изобретение золотого письма избавило художника от утомительной физической работы, необходимой при инкрустировании, позволив ему свободно творить сложные и затейливые узоры и композиции.
В этом отношении русские ювелиры обогнали своих царьградских, итальянских и рейнских современников, создав новый вид техники золочения. Судя по тому, что эта техника пережила татарский погром и продолжала существовать в Новгороде и в XIV в., можно думать, что в XII-XIII вв. она была распространена во всех важнейших русских городах (Киев, Новгород, Рязань, Суздаль).
Волочение проволоки, филигрань и зернь
Одним из важнейших разделов ювелирной техники древнерусских городов является волочение проволоки. Потребность в проволоке была большая и требовалось ее для различных нужд очень много. Медная, серебряная и золотая проволока шла на различные изделия. Проволока крупного калибра употреблялась на изготовление гривен и браслетов, более тонкая — на височные кольца, цепочки, а тончайшие проволочные нити украшали поверхность различных предметов сложным и изящным узором филиграни.
В Киеве была найдена интересная заготовка медного проволочного жгута для гривен. Мастер заранее сделал толстую проволоку, свил ее в жгут, а затем закрутил в несколько рядов. По мере надобности от заготовки отрезывался кусок и из него делалась гривна. Найденный жгут рассчитан на 8-10 гривен.
Здесь перед нами пример перехода от работы на заказ к работе на рынок. Мастер тянет проволоку заранее, еще до получения заказа на гривны, готовит сырье для них — жгут. Совершенно очевидно, что мастер сделал заготовку в расчете на будущие заказы и резать проволоку не решался, так как гривны могли быть заказаны разных размеров. Отсюда только один шаг до того, чтобы мастер решился готовить впрок не только проволоку, но и самые гривны; в таком случае его мастерская стала бы одновременно и местом продажи украшений.
Тонкая проволока служила для выполнения разнообразных филигранных узоров. Филигрань, русская скань (от «скати» — свивать, сучить), представляет собой скрученные проволоки, образующие какой-либо узор. Скань может быть ажурной, когда сами проволочки образуют каркас вещи, но может быть и накладной на пластинке. И в том и в другом случае для скрепления нитей между собой или с пластинкой требуется пайка.
Совершенно не отделима от скани всегда сопутствующая ей техника зерни — напаивание на пластинку мельчайших зерен металла. Зерна золота или серебра заготавливались заранее из мельчайших капель металла, а затем укладывались при помощи маленького пинцета на орнаментированную пластинку. Далее все следовало так же, как и со сканью: посыпали припоем и ставили на жаровню. Возможно, что при этой работе применяли медные паяльники, раскаленные в той же жаровне. Паяльниками подправляли те места, где припой плохо охватил зернь или нить.
Для приготовления зерни современными ювелирами практиковался следующий простой прием: расплавленный металл (золото или серебро) льют в резервуар с водой через мокрую метлу или решето, разбрызгивающие металл на мельчайшие капли. Иногда применяется литье расплавленного металла через струю воды; этот прием древнерусским мастерам было трудно осуществить, так как для этого требовалась горизонтальная струя воды. Зерна застывшего металла должны были сортироваться по размерам, так как при описанных способах они не могли получаться ровными.
Зернь и скань встречены в русских курганах, начиная с IX в., и в дальнейшем являлись излюбленнейшей техникой городских златокузнецов. В раннее время зернью особенно усердно украшали серебряные лунницы. На некоторых из них напаяно по 2250 мельчайших серебряных зерен, каждое из которых в 5-6 раз меньше булавочной головки. На 1 кв. см приходится 324 зерна. На зерненых киевских колтах количество зерен доходит до 5000.
Иногда применялась перегородчатая зернь. На пластинку напаивалась тонкая гладкая проволока — каркас рисунка. Междупроволочное пространство густо засыпалось зернью, которая припаивалась вся сразу.
Особым декоративным приемом, появившимся едва ли ранее XII в., было напаивание на полый серебряный шарик миниатюрных проволочных колечек, на которые сверху приделывали по одному зерну серебра. Именно этими техническими приемами изготавливались звездчатые киевские колты . Диаметр проволочки, из которой делали кольца, достигал 0.2 мм. Кропотливость работы вознаграждалась тонкой игрой света и тени.
Одним из видов применения скани была орнаментация золотых и серебряных плоскостей на крупных изделиях вроде окладов икон, кокошников, крупных колтов и «барм».
Развитие филигранной техники со спиральными завитками оказало влияние на орнаментику XII-XIII вв. Во фресковой живописи, в миниатюре и в прикладном искусстве именно в это время появляется спиральный узор.
Так же как в литье и в других разделах городской ювелирной техники, и в области скани и зерни мы сталкиваемся с наличием широкого массового производства наряду с перечисленными выше работами на взыскательных заказчиков. В курганах дреговичей древлян, волынян, отчасти кривичей встречаются медные бусы из проволочного каркаса с голубой зернью на нем.
На протяжении долгого времени древнерусские мастера совершенствовали свои навыки, достигая все большего и большего уровня. Ремесленники на высочайшем уровне занимались гончарным искусством, резьбой по дереву, обработкой камня и т.п., но самых превосходных результатов они добились в обработке металлов. Они владели всеми техниками ювелирного искусства. Древнерусские мастера использовали технику скани, зерни, литья, чеканки, ковки, инкрустации, волочения, чернения и т.д., они освоили даже непомерно сложную технику перегородчатой эмали.
Кузнецы занимались литьем из серебра и бронзы, создавали настоящие произведения искусства. Но ювелирная работа в Древнерусском государстве не ограничивалась литьем. Многие отлитые изделия украшались уникальными гравированными и чеканенными узорами и инкрустировались драгоценными камнями. Уникальность ювелирных традиций Древней Руси заключалась в универсальности мастеров, умевших работать со всеми известными техниками.