Классификация методов неразрушающего контроля по ГОСТ 18353- 79
Основные методы неразрушающего контроля основаны на применении различных физических явлений и измерении характеризующих эти явления физических величин. Наиболее широко применяются следующие виды неразрушающего контроля:
- ультразвуковой;
- радиоволновый;
- электрический;
- акустический;
- вихревых токов;
- магнитный;
- тепловой;
- радиационный;
- проникающими веществами;
- оптический.
Общие виды неразрушающего контроля могут включать в себя несколько конкретных методов, различающихся по таким признакам, как:
- способ взаимодействия с контролируемым объектом;
- физические величины, измеряемые в ходе наблюдения;
- способ получения и интерпретации данных.
Правильный выбор способа позволяет предприятию сэкономить средства и обеспечить высокую надежность контролируемого оборудования и конструкций.
Вопросы для самостоятельного контроля
- Какие основные задачи неразрушающего контроля?
- Назначение и физические основы магнитного НК.
- Назначение и физические основы электрического НК.
- Назначение и физические основы вихретокового НК.
- Назначение и физические основы радиоволнового НК.
- Назначение и физические основы теплового НК.
- Назначение и физические основы оптического НК.
- Назначение и физические основы радиационного НК.
- Назначение и физические основы акустического НК.
- Назначение и физические основы капиллярного НК.
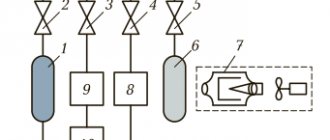
Радиоволновой метод неразрушающего контроля
Заключается в облучении исследуемого объекта радиочастотным излучением и измерении параметров прошедшей, отраженной или рассеянной электромагнитной волны.
Радиоволновой метод
Он применим к диэлектрическим, полупроводниковым материалам, а также к тонкостенным металлическим оболочкам и конструкциям, в которых хорошо распространяются радиоволны. Используется для проверки однородности, габаритов и формы изделий из пластика, резины, композитных материалов. Измеряют при этом амплитудные, фазовые или поляризационные характеристики волны. Неразрушающий контроль радиоволновым методом позволяет обнаружить в массе материала неоднородности, посторонние включения, некачественные клеевые и сварные соединения и другие дефекты.
Техконтроль с разрушением
Этот способ испытания используется для проверки качества металлов и изделий из них. Создается максимальная нагрузка на деталь в плоть до ее разрушения с целью определить сколько времени и какое усилие потребуется до момента, после которого деталь разрушится.
Разрушающие методы контроля металлов проводятся с осуществлением статической или динамической нагрузки на изделие. Впоследствии в документацию вносят информацию о типах нагрузки и затраченном времени, а также о характере разрушения металла в результате контрольных операций.
Динамические нагрузки позволяют провести испытания:
- на усталость металла;
- для определения твердости и вязкость материала;
- на изнашивание и истирание металлических изделий.
Среди разрушающих способов проверки металлоизделий на требуемые параметры:
- на растяжение;
- на сжатие;
- сопротивление к ударной нагрузке;
- на повторно-переменное воздействие;
- на твердость (по Виккерсу).
Разрушающие методы проводят в качестве контрольных – проверяя первые созданные детали из партии на соответствие заданным характеристикам, осуществляя испытания впервые поступивших сплавов и иных материалов для производства металлоизделий.
Электрический метод неразрушающего контроля
Группа методов неразрушающего контроля металлов и диэлектриков основана на измерении и интерпретации характеристик электростатического поля, приложенного к контролируемому объекту. Чаще всего измеряют электрический потенциал и емкость.
Для работы с токопроводящими материалами применяют эквипотенциальный способ, к диэлектрическим материалам чаще применяют емкостной. Термоэлектрический способ применим для достаточно точного определения химического состава материала без взятия образцов и применения дорогих масс-спектрографических установок.
Неразрушающий контроль электрический
С использованием электрических методик находят различные скрытые дефекты:
- пустоты и пористость в отливках;
- микротрещины в металлопрокате;
- непровар и другие пороки сварки;
- некачественные лакокрасочные покрытия и клеевые швы.
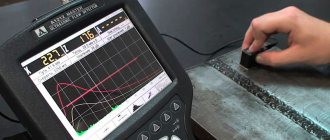
Акустический, или ультразвуковой контроль
Способ основан на возбуждении в конструкции колебаний определенной частоты, амплитуды, скважности импульсов и анализе отклика конструкции на эти колебания. Интерпретация результатов с помощью специализированных компьютерных программ позволяет воссоздать двумерные сечения исследуемого объекта, не разрушая его. Различают две основных группы методик акустической дефектоскопии:
- Активные — установка осуществляет излучение колебаний и последующий прием отклика от конструкции.
- Пассивные — осуществляется только измерение колебаний и импульсов.
Ультразвуковой неразрушающий контроль
Звуковые колебания с частотой выше 20 килогерц называют ультразвуком. Ультразвук является одним из самых популярных способов акустической дефектоскопии в промышленности и позволяет проверять качество и пространственную конфигурацию практически любых материалов. Популярность ультразвука определяется его преимуществами перед другими методами:
- низкая цена оборудования;
- компактность установок;
- безопасность для персонала;
- высокая чувствительность и пространственное разрешение.
Ультразвуковой способ мало применим к конструкциям, имеющим крупнозернистую структуру или сильно шероховатую поверхность.
Безопасность ультразвука для человека позволяет широко использовать его в медицинской диагностике, включая обследование ребенка в утробе матери и раннее определение его пола.
Вихретоковый метод неразрушающего контроля
Способ основан на наведении в исследуемом объекте вихревых (приповерхностных) токов малой интенсивности и частотой до нескольких мегагерц помещения его в электромагнитное поле, создаваемое вихретоковым преобразователями измерения. Применяется для металлов и других электропроводящих материалов. На основании неоднородностей приповерхностного вихревого поля можно судить о наличии неоднородностей и других дефектов в наружном слое металла (до глубины в несколько миллиметров). Измерения с высокой точностью определяют также дефекты лакокрасочных и защитных покрытий, нанесенных на металлическую деталь. В роли вихретокового преобразователя служить мощная катушка индуктивности, генерирующая высокочастотное электромагнитное поле. Вихревые токи, наводимые этим полем в приповерхностном слое металла, измеряют этой же катушкой (совмещенная схема) или отдельной (разнесенная схема). По пространственной картине распределения интенсивности измеренных токов определяют места неоднородностей, вносящих искажение в поле.
Вихретоковый метод неразрушающего контроля
На применении вихревых токов основано большое количество различных конструкций дефектоскопов, специализирующихся на определении толщины и однородности листов металлопроката и покрытий на конструкциях, непрерывного измерения диаметра проволоки и пруткового проката во время их производства. Применяются вихретоковые устройства, наряду с ультразвуковыми, и для определения состояния лопаток турбин и других ответственных высоконагруженных узлов.
Выбор редакции
При выборе ультразвуковых и вихретоковых дефектоскопов мы рекомендуем обратить внимание на продукцию НПЦ «Кропус». Предприятие имеет многолетний опыт в сфере разработки приборов и веществ для неразрушающего контроля. Это российская компания, поэтому можно рассчитывать на адекватное соотношение цены и качества.
Для проведения радиографического контроля в полевых условиях лучше подойдет аппарат Арион-300. Тоже российского производства. Отличается компактными размерами и высокой точностью обнаружения дефектов. Диаметр фокусного пятна составляет 2,3 мм, что позволяет получать четкое изображение дефектов аналогичного размера. При этом аппарат способен просвечивать изделия из стали толщиной 60 мм.
В сфере магнитопорошкового и капиллярного контроля практически нет равной английской компании MAGNAFLUX. Ее приборы и расходники доступны по цене и поставляются в широком ассортименте.
Магнитный метод неразрушающего контроля
Эта группа методик имеет в своей физической основе измерение взаимодействия исследуемого объекта с магнитным полем. Применяются для дефектоскопии ферромагнитных материалов и сплавов. Три основных вида магнитных исследований – это:
- магнитопорошковый;
- феррозондовый;
- магнитографический.
Магнитный метод
Чтобы обнаружить неоднородность в структуре магнитного материала, его намагничивают, а поверхность смазывают специальной суспензией или гелем, содержащим калиброванные металлические частицы. Эти частицы концентрируются вдоль силовых линий магнитного поля, простым и наглядным способом визуализируя его. В местах неоднородностей и дефектов магнитное поле искажено, и линии его будут искривлены. Магнитографические опыты проводились учеными еще в XVIII веке, но для целей дефектоскопии были приспособлены только в XX.
Тепловой метод
Тепловые методики основаны на измерении интенсивности тепловых полей, излучаемых контролируемым устройством или конструкцией. Распределение температур на поверхности и градиент их изменения отражает распределение тепла внутри объекта. В местах дефектов и неоднородностей равномерная тепловая картина будет искажена.
Использование тепловизора для неразрушающего контроля
Исследователи путем расчетов и экспериментов определили типовые изменения в тепловом портрете изделия, характерные для тех или иных дефектов, и в настоящее время распознавание таких особенностей доверяют компьютерам и нейронным сетям. Измерения тепловой картины на поверхности производят как с помощью контактных термометров, так и путем дистанционной пирометрии. С помощью теплового портрета обнаруживают дефекты сварки и пайки, нарушения герметичности сосудов, места концентрации внутренних напряжений и неисправные электронные компоненты. Самое широкое применение тепловой способ находит в электронике и приборостроении.
USM-Go+ (GE Sensing)
по цене от 370 000 руб.
Модель USM-Go+ пришла на смену популярной мобильной версии УЗ дефектоскопа USM-Go производства GE Sensing & Inspection Technologies, продолжающей дело немецкой фирмы Krautkramer. Официальный дистрибьютор на территории РФ – НПФ «АВЭК».
Особенности модели
Новый прибор получился легким – всего 845 г, легко помещается в одной руке, подходит как для правшей, так и для левшей. Корпус выполнен из прочного литого пластика, прибор имеет степень защиты IP67. Дисплей диагональю 5” защищен от бликов, разрешение 800×480 пикселей.
При этом устройство оснащено начинкой, обеспечивающей полноценный НК в полевых условиях. Прибор адаптирован для проверки штампованных деталей и сварных швов по требованиям ГОСТ Р 55724-2013. В нем реализована технология ослабления донного эха для выявления мельчайших дефектов.
Обеспечивает возможность контроля пластиковых, металлических и композитных материалов. Можно задавать 2 строба для получения точных измерений в идентичных условиях, генерировать А- и В-развертки.
Передача данных на внешние устройства через USB или SD-карты памяти. Отчеты выводятся в расширении JPG, для их изучения не нужно специальное ПО. В режиме А-скан можно создавать видеоотчеты длительностью 8 минут. Максимальное время работы от аккумулятора 5,5 часов.
Технические характеристики* USM-Go+
| Параметр | Значение |
| Рабочие частоты, МГц | 0,2-20 |
| Глубина контроля по стали, мм | до 14016 |
| Регулировка усиления, дБ | до 110 с шагом 0,2 |
| Тип развертки | А, В |
| Размер экрана, мм | 108×64,8 |
| Рабочие температуры, °С | 0…+55 |
| Размеры, мм | 175×111×50 |
| Масса, кг | 0,845 |
*полный перечень смотрите на официальном сайте.
Обязательно посмотрите подробный обзор устройства, в котором демонстрируется его калибровка. Знание английского приветствуется, в крайнем случае, включите субтитры.
Радиационный метод неразрушающего контроля
Этот способ чрезвычайно эффективный, он позволяет получать информацию о самых крупных установках и конструкциях (практически без ограничения размера) путем просвечивания их проникающим ионизирующим излучением.
Радиационный метод неразрушающего контроля
Применяется в следующих диапазонах:
- гамма-лучи;
- рентгеновское излучение;
- нейтронное излучение.
Физической основой способа является возрастание плотности потока заряженных частиц в местах скрытых дефектов. На основании сравнения интенсивности прошедшего и отраженного потока делают вывод о глубине расположения неоднородности. Применяется при определении качества сварных швов на крупных изделиях, таких, как корпуса атомных или химических реакторов, турбин, магистральных трубопроводов и их запорной арматуры.
Основные способы контроля
На сегодняшний день существует два типа контрольных мероприятий – самостоятельные и ревизионные.
- Первая группа подразумевает техпроверку продукции на соответствие стандартам качества самим исполнителем (оператором). Методы для процесса предусмотрены ТК на операцию. Для осуществления контрольных мероприятий применяют специальные измерительные инструменты, а периодичность проверок предусмотрена инструкциями.
- Вторая группа проверочных операций проводится специалистом – контролером. При осуществлении своей деятельности он руководствуется картой техконтроля технологического процесса.
Методы технического контроля качества продукции направлены на поиск бракованных металлоизделий и определение их типов. Дефекты могут быть как исправимыми, так и окончательными. В первом случае дефектная деталь отправляется на исправление, после чего поступает в состав партии готовой продукции. Во втором – только на полную переработку или в отходы, в зависимости от особенностей дефекта.
Организация техпроверки металлоизделий на предмет наличия брака подразумевает целый комплекс мер, среди которых:
- разработка проекта контрольных процессов;
- определение форм контроля;
- подбор средств и методов;
- обеспечение согласованности элементов контролирующей системы между собой;
- анализ дефектных деталей и конструкций, разработка способов исправления брака.
Среди способов техконтроля можно выделить две большие группы – разрушающие и неразрушающие. В каждую из них могут входить различные способы проверки металлоизделий – химические, физические, комбинированные.
Метод неразрушающего контроля проникающими веществами
Суть способа заключается в том, что во внутренние полости контролируемого устройства или конструкции запускают специально подготовленную жидкость, реже — химически активное или радиоактивное вещество. По его скоплению или следам и определяют место дефекта.
Различают две разновидности:
- капиллярный, для нахождения поверхностных капиллярных трещин, по которым и просачивается вещество – индикатор;
- течеискание — для обнаружения утечек в трубопроводах и емкостях.
Метод неразрушающего контроля проникающими веществами
Поверхность тщательно очищают, далее наносят на нее вещество-индикатор, или пенетрант. После определенной выдержки наносят вещество — проявитель и наблюдают картину дефектов визуально. В случае применения радиоактивных маркеров обнаружение дефектов производят соответствующей рентгенографической аппаратурой. Методика обладает следующими достоинствами:
- высокая чувствительность;
- простота применения;
- наглядность представления.
Он хорошо сочетается с другими методиками и служит им для взаимной проверки.
Оптический метод неразрушающего контроля
Оптический способ дефектоскопии основан на анализе оптических эффектов, связанных с отражением, преломлением и рассеянием световых лучей поверхностью или объемом объекта.
Оптический метод
Внешние оптические методики позволяют определять чистоту и шероховатость поверхностей, особо важную в точном машиностроении. При измерении размеров мелких деталей применяется физическое явление дифракции, шероховатость поверхностей определяется на основе интерференционных измерений.
Внутренние дефекты возможно выявить лишь для прозрачных материалов, и здесь оптическим методикам нет равных по дешевизне и эффективности.
Выгодно отличаются они своей простотой и малой трудоемкостью и при нахождении пороков поверхностей, таких, как трещины, заусенцы и забоины.